
Effect of Photoinitiator Concentration and Film Thickness on the Properties of UV-Curable Self-Matting Coating for Wood-Based Panels


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of UV-WPUA Resins
2.3. Preparation of Cured Films by UV-WPUA Resins
2.4. Preparation of UV-WPUA Coating and Cured Film
2.5. Characterization
2.5.1. Chemical Structure and Composition
2.5.2. Microscopy Investigation
2.5.3. Physical and Mechanical Properties Characterization
3. Results and Discussion
3.1. Investigation of UV-WPUA Resins and Cured Films
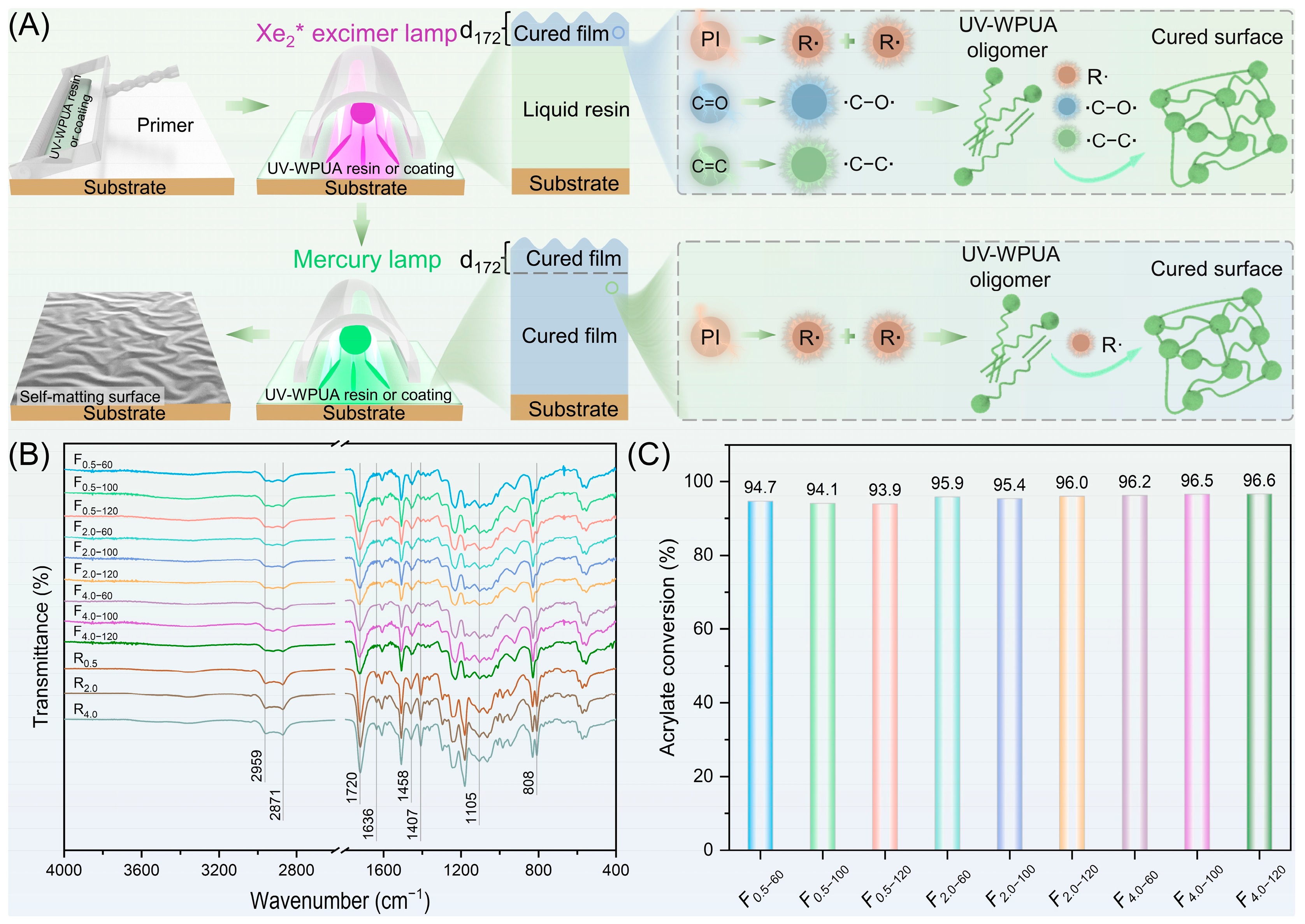
3.1.1. Chemical Structure and Composition
3.1.2. Gloss and Micromorphology
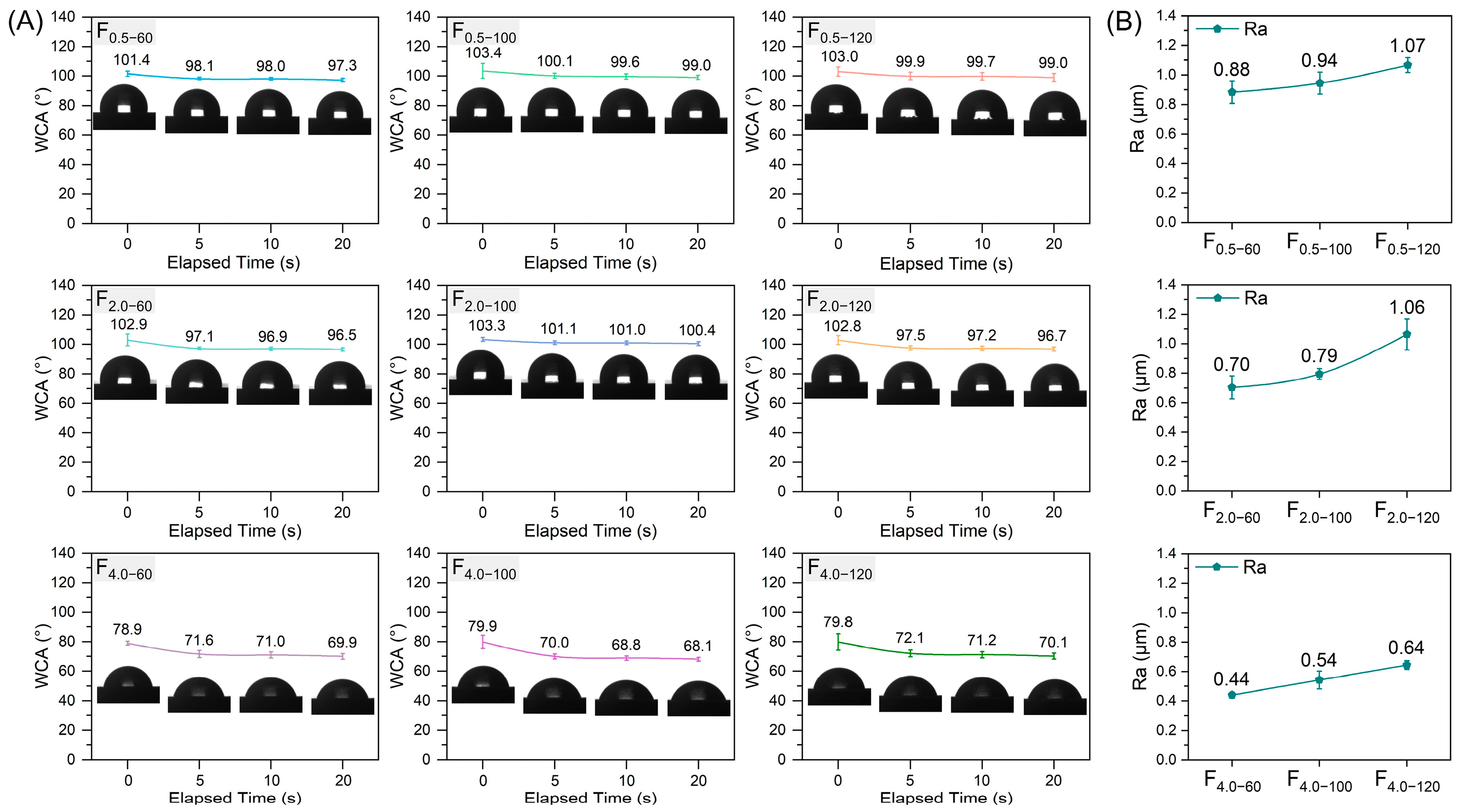
3.1.3. WCA and Roughness
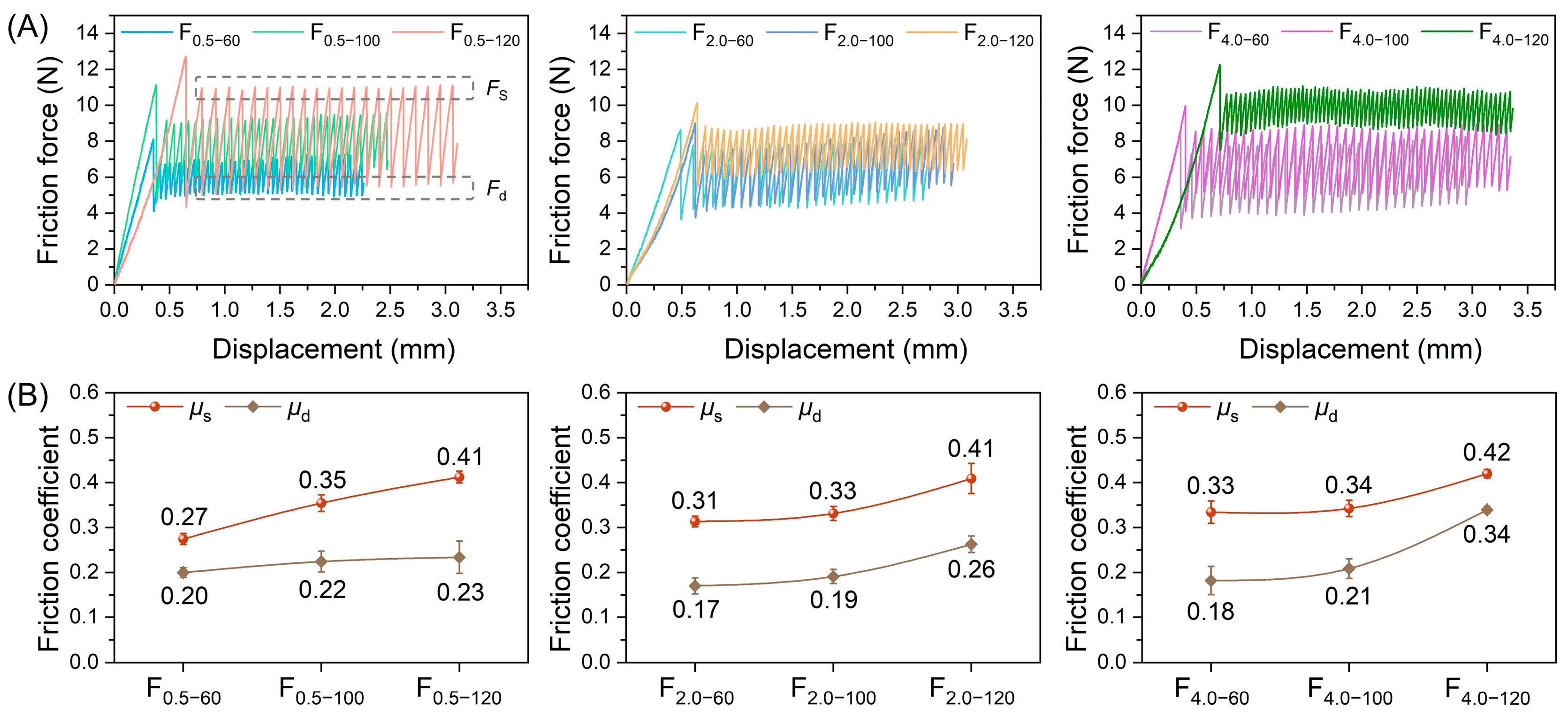
3.1.4. Haptics
3.2. Investigation of UV-WPUA Coatings and Cured Films
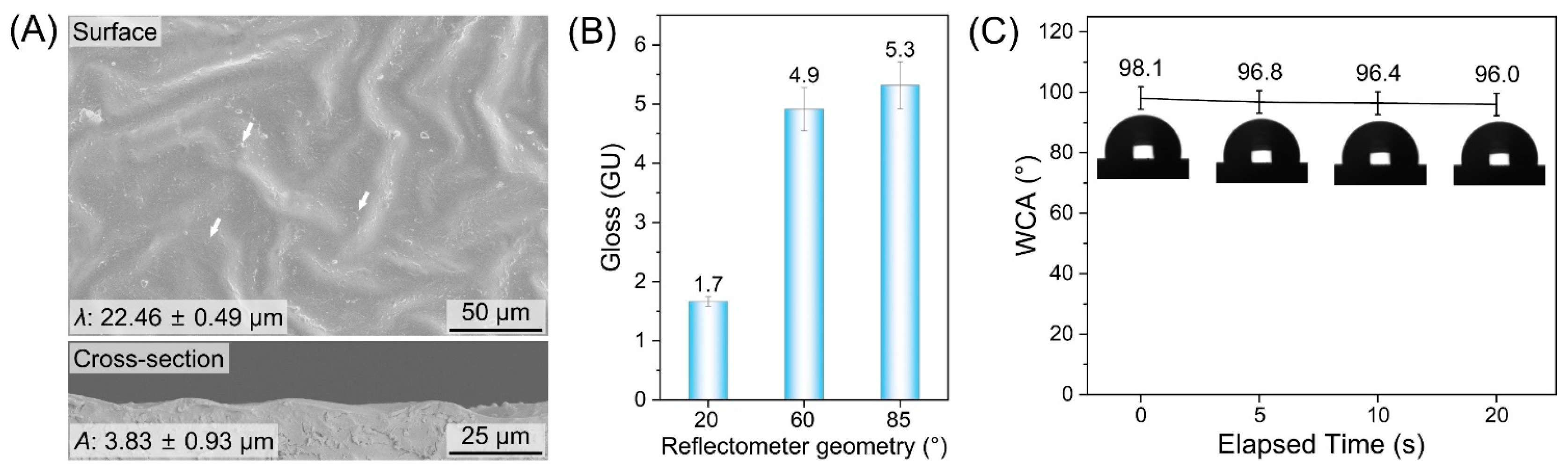
3.2.1. Morphology, Gloss, and WCA of the Cured Film by UV-WPUA Coating
3.2.2. Basic Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, M.; Xu, G.; Wang, J.; Tu, X.; Liu, X.; Wu, Z.; Lv, J.; Xu, W. Effects of Shellac Treatment on Wood Hygroscopicity, Dimensional Stability and Thermostability. Coatings 2020, 10, 9. [Google Scholar] [CrossRef]
- Wang, X.; Cheng, K.J. Effect of Glow-Discharge Plasma Treatment on Contact Angle and Micromorphology of Bamboo Green Surface. Forests 2020, 11, 12. [Google Scholar] [CrossRef]
- Wang, X.; Wu, Y.; Chen, H.; Zhou, X.; Zhang, Z.; Xu, W. Effect of Surface Carbonization on Mechanical Properties of LVL. BioResources 2019, 14, 453–463. [Google Scholar] [CrossRef]
- Xiong, X.; Ma, Q.; Yuan, Y.; Wu, Z.; Zhang, M. Current situation and key manufacturing considerations of green furniture in China: A review. J. Clean. Prod. 2020, 267, 121957. [Google Scholar] [CrossRef]
- Schubert, R.; Frost, F.; Hinkefuss, M.; Konieczny, R.; Marquardt, B.; Mehnert, R.; Buchmeiser, M.R. VUV-induced micro-folding of acrylate-based coatings 2. Characterization of surface properties. Surf. Coat. Technol. 2009, 203, 3734–3740. [Google Scholar] [CrossRef]
- Xie, T.; Kao, W.; Zhang, Z.; Liu, Y.; Li, Z. Synthesis and characterization of organosilicon modified self-matting acrylate polymer: Insight into surface roughness and microphase separation behavior. Prog. Org. Coat. 2021, 157, 106300. [Google Scholar] [CrossRef]
- Uribe-Padilla, J.; Graells-Sobre, M.; Salgado-Valle, J. A novel contribution to the modeling of the matting efficiency of aqueous polyurethane dispersions. Prog. Org. Coat. 2017, 109, 179–185. [Google Scholar]
- Samyn, P.; Van Erps, J.; Thienpont, H. Specular gloss versus surface topography for oil-filled nanoparticle coatings on paper. Color Res. Appl. 2016, 41, 596–610. [Google Scholar] [CrossRef]
- Ding, Z.; Li, J.; Xin, W.; Zhu, J.; Luo, Y. Matte waterborne polyurethane fabric nanocoating with versatility via mono-layered montmorillonite nanosheets. Prog. Org. Coat. 2021, 159, 106420. [Google Scholar] [CrossRef]
- Yong, Q.; Nian, F.; Liao, B.; Guo, Y.; Huang, L.; Wang, L.; Pang, H. Synthesis and surface analysis of self-matt coating based on waterborne polyurethane resin and study on the matt mechanism. Polym. Bull. 2016, 74, 1061–1076. [Google Scholar] [CrossRef]
- Calvez, I.; Szczepanski, C.R.; Landry, V. Hybrid Free-Radical/Cationic Phase-Separated UV-Curable System: Impact of Photoinitiator Content and Monomer Fraction on Surface Morphologies and Gloss Appearance. Macromolecules 2022, 55, 3129–3139. [Google Scholar] [CrossRef]
- Calvez, I.; Szczepanski, C.R.; Landry, V. Effect of Copolymer on the Wrinkle Structure Formation and Gloss of a Phase-Separated Ternary Free-Radical/Cationic Hybrid System for the Application of Self-Matting Coatings. Polymers 2022, 14, 12. [Google Scholar] [CrossRef]
- Yan, X.; Han, Y.; Yin, T. Synthesis of Urea-Formaldehyde Microcapsule Containing Fluororesin and Its Effect on Performances of Waterborne Coatings on Wood Surface. Polymers 2021, 13, 1674. [Google Scholar] [CrossRef] [PubMed]
- Calvez, I.; Davoudi, S.; Szczepanski, C.R.; Landry, V. Low-gloss UV-curable coatings: Light mechanisms, formulations and processes—A review. Prog. Org. Coat. 2022, 171, 107039. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, Z. UV-curable self-matting waterborne polyurethane acrylate coating via self-wrinkled surface during curing in open-air. RSC Adv. 2022, 12, 33945–33954. [Google Scholar] [CrossRef] [PubMed]
- Bauer, F.; Flyunt, R.; Czihal, K.; Langguth, H.; Mehmert, R.; Chubert, R.S.; Buchmeiser, M.R. UV curing and matting of acrylate coatings reinforced by nano-silica and micro-corundum particles. Prog. Org. Coat. 2007, 60, 121–126. [Google Scholar] [CrossRef]
- Bauer, F.; Decker, U.; Naumov, S.; Riedel, C. UV curing and matting of acrylate nanocomposite coatings by 172 nm excimer irradiation, Part 2. Prog. Org. Coat. 2010, 69, 287–293. [Google Scholar] [CrossRef]
- Bauer, F.; Decker, U.; Czihal, K.; Mehnert, R.; Riedel, C.; Riemschneider, M.; Schubert, R.; Buchmeiser, M.R. UV curing and matting of acrylate nanocomposite coatings by 172 nm excimer irradiation. Prog. Org. Coat. 2009, 64, 474–481. [Google Scholar] [CrossRef]
- Chandra, D.; Crosby, A.J. Self-wrinkling of UV-cured polymer films. Adv. Mater. 2011, 23, 3441–3445. [Google Scholar] [CrossRef]
- Lacombe, J.; Soulie-Ziakovic, C. Controlling self-patterning of acrylate films by photopolymerization. Polym. Chem. 2017, 8, 1129–1137. [Google Scholar] [CrossRef]
- Wu, D.; Huang, Y.; Zhang, Q.; Wang, P.; Pei, Y.; Zhao, Z.; Fang, D. Initiation of surface wrinkling during photopolymerization. J. Mech. Phys. Solids. 2022, 162, 104838. [Google Scholar] [CrossRef]
- Rodríguez-Hernández, J. Wrinkled interfaces: Taking advantage of surface instabilities to pattern polymer surfaces. Prog. Polym. Sci. 2015, 42, 1–41. [Google Scholar] [CrossRef] [Green Version]
- Basu, S.K.; Scriven, L.E.; Francis, L.F.; McCormick, A.V.; Reichert, V.R. Wrinkling of epoxy powder coatings. J. Appl. Polym. Sci. 2005, 98, 116–129. [Google Scholar] [CrossRef]
- Bauer, F.; Decker, U.; Naumov, S.; Riedel, C. Photoinitiator-free UV curing and matting of acrylate-based nanocomposite coatings: Part 3. Prog. Org. Coat. 2014, 77, 1085–1094. [Google Scholar] [CrossRef]
- Xinhao, F.; Jingyu, C.; Zhihui, W.; Yan, W.; Jian, G. The formation mechanism of“skin-tactile”coating and its application and trends in furniture. J. For. Eng. 2021, 6, 167–175. [Google Scholar]
- Sun, Y.; Xu, J.; Long, L.; Gong, J.; Chen, M.; Liu, R. A novel self-wrinkled polyurethane-acrylate wood coating with self-matting, anti-fingerprint performance and skin-tactile feeling via excimer lamp/UV curing. RSC Adv. 2023, 13, 7300–7311. [Google Scholar] [CrossRef]
- GB/T 1728-2020; Determination of Drying Time of Coating and Putty Films. State Standardization Administration of China: Beijing, China, 2020.
- GB/T 9754-2007; Paints and Varnishes-Determination of Specular Gloss of Non-Metallic Paint Films at 20°, 60° and 85°. State Standardization Administration of China: Beijing, China, 2007.
- Fu, W.; Guan, H.; Chen, B. Investigation on the Influence of Moisture Content and Wood Section on the Frictional Properties of Beech Wood Surface. Tribol. Trans. 2021, 64, 830–840. [Google Scholar] [CrossRef]
- GB/T 1040.2-2022; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. State Standardization Administration of China: Beijing, China, 2022.
- GB/T 6739-2006; Paints and Varnishes-Determination of Film Hardness by Pencil Test. State Standardization Administration of China: Beijing, China, 2006.
- GB/T 4893.4-2013; Test of Surface Coatings of Furniture-Part 4: Determination of Adhesion-Cross Cut. State Standardization Administration of China: Beijing, China, 2013.
- GB/T 1768-2006; Paints and Varnishes-Determination of Resistance to Abrasion-Rotating Abrasive Rubber Wheel Method. State Standardization Administration of China: Beijing, China, 2006.
- Gziut, K.; Kowalczyk, A.; Schmidt, B.; Kowalczyk, K.; Weisbrodt, M. Epoxy-Based Structural Self-Adhesive Tapes Modified with Acrylic Syrups Prepared via a Free Radical Photopolymerization Process. Polymers 2021, 13, 2. [Google Scholar] [CrossRef]
- Buruiana, E.C.; Chibac, A.L.; Buruiana, T.; Melinte, V.; Balan, L. A benzophenone-bearing acid oligodimethacrylate and its application to the preparation of silver/gold nanoparticles/polymer nanocomposites. J. Nanopart. Res. 2012, 15, 1. [Google Scholar] [CrossRef]
- Wang, J.; Wu, X.; Wang, Y.; Zhao, W.; Zhao, Y.; Zhou, M.; Wu, Y.; Ji, G. Green, Sustainable Architectural Bamboo with High Light Transmission and Excellent Electromagnetic Shielding as a Candidate for Energy-Saving Buildings. Nano-Micro Lett. 2022, 15, 11. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, Y.; Zhang, J.; Wu, Z.; Zhan, X. Separation cellulose nanocrystals from microcrystalline cellulose using hydrated deep eutectic solvent and high shear force. Ind. Crops Prod. 2022, 189, 115781. [Google Scholar] [CrossRef]
- Shi, J.; Xu, X.; Zhong, T.; Zhang, W.; Yuan, S.; Feng, X.; Sang, R.; Xia, C.; Chen, H.; Fei, B. Fabrication and Application of Eco-friendly Bamboo Self-Bonded Composites for Furniture. ACS Sustain. Chem. Eng. 2023, 11, 7833–7843. [Google Scholar] [CrossRef]
- Wang, W.; Chen, M.; Wu, Y. Compressible Cellulose Wood Prepared with Deep Eutectic Solvents and Its Improved Technology. Polymers 2023, 15, 7. [Google Scholar] [CrossRef]
- Yong, Q.; Nian, F.; Liao, B.; Huang, L.; Wang, L.; Pang, H. Synthesis and characterization of solvent-free waterborne polyurethane dispersion with both sulfonic and carboxylic hydrophilic chain-extending agents for matt coating applications. RSC Adv. 2015, 5, 107413–107420. [Google Scholar] [CrossRef]
- Sanai, Y.; Ninomiya, T.; Arimitsu, K. Improvements in the physical properties of UV-curable coating by utilizing type II photoinitiator. Prog. Org. Coat. 2021, 151, 106038. [Google Scholar] [CrossRef]
- Yong, Q.; Pang, H.; Liao, B.; Mo, W.; Huang, F.; Huang, H.; Zhao, Y. Preparation and characterization of low gloss aqueous coating via forming self-roughed surface based on waterborne polyurethane acrylate hybrid emulsion. Prog. Org. Coat. 2018, 115, 18–26. [Google Scholar] [CrossRef]
- Xin, Q.; Li, X.; Hou, H.; Liang, Q.; Guo, J.; Wang, S.; Zhang, L.; Lin, L.; Ye, H.; Zhang, Y. Superhydrophobic Surface-Constructed Membrane Contactor with Hierarchical Lotus-Leaf-Like Interfaces for Efficient SO2 Capture. ACS Appl. Mater. Interfaces 2021, 13, 1827–1837. [Google Scholar] [CrossRef]
- Zhang, H.; Gan, J.; Wu, Y.; Wu, Z. Biomimetic high water adhesion superhydrophobic surface via UV nanoimprint lithography. Appl. Surf. Sci. 2023, 633, 157610. [Google Scholar] [CrossRef]
- Yang, X.; Su, J.; Xiong, J.; Wang, H. Preparation of Nano-silica with Radial Wrinkle Structures for Self-cleaning and Superhydrophobic Coatings. Fibers Polym. 2022, 23, 1293–1299. [Google Scholar] [CrossRef]
- Zeng, L.; Liu, Z.; Huang, J.; Wang, X.; Guo, H.; Li, W.H. Anti-Fouling Performance of Hydrophobic Hydrogels with Unique Surface Hydrophobicity and Nanoarchitectonics. Gels 2022, 8, 7. [Google Scholar] [CrossRef]
- Yao, X.; Kong, Z.; Yang, F.; Wu, X.; Wu, Y. Study on the Difference of Superhydrophobic Characteristics of Different Wood Furniture Substrates. Polymers 2023, 15, 7. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.; Yang, F.; Gan, J.; Zhao, W.; Wu, Y. A flower-like waterborne coating with self-cleaning, self-repairing properties for superhydrophobic applications. J. Mater. Res. Technol. 2021, 14, 1820–1829. [Google Scholar] [CrossRef]
- Lee, H.; Chae, S.; Yi, A.; Kim, H.J. Hydrophobic stretchable polydimethylsiloxane films with wrinkle patterns prepared via a metal-assisted chemical etching process using a Si master mold. J. Appl. Polym. Sci. 2021, 138, 50398. [Google Scholar] [CrossRef]
- Byeon, M.; Cho, S.K.; Um, M.S.; Lee, J.H.; Kim, E.S.; Choi, W.J. Enhancing Hydrophobicity of Polymer Thin Film-Coated Surface by Wrinkling Method. Macromol. Res. 2020, 28, 1104–1110. [Google Scholar] [CrossRef]
- Calvez, I.; Szczepanski, C.R.; Landry, V. Preparation and characterization of low gloss UV-curable coatings based on silica surface modification using an acrylate monomer. Prog. Org. Coat. 2021, 158, 106369. [Google Scholar] [CrossRef]
- Xu, M.; Li, L.; Wang, M.; Luo, B. Effects of Surface Roughness and Wood Grain on the Friction Coefficient of Wooden Materials for Wood–Wood Frictional Pair. Tribol. Trans. 2014, 57, 871–878. [Google Scholar] [CrossRef]
- Lin, Z.; Sun, Z.; Xu, C.; Zhang, A.; Xiang, J.; Fan, H. A self-matting waterborne polyurethane coating with admirable abrasion-resistance. RSC Adv. 2021, 11, 27620–27626. [Google Scholar] [CrossRef]
- Yong, Q.W.; Xu, D.; Liu, Q.; Xiao, Y.; Wei, D.D. Advances in polymer-based matte coatings: A review. Polym. Adv. Technol. 2022, 33, 5–19. [Google Scholar] [CrossRef]
- Hiltl, S.; Boker, A. Wetting Phenomena on (Gradient) Wrinkle Substrates. Langmuir 2016, 32, 8882–8888. [Google Scholar] [CrossRef]
- Liang, B.; Zhao, J.; Li, G.; Huang, Y.K.; Yang, Z.H.; Yuan, T. Facile synthesis and characterization of novel multi-functional bio-based acrylate prepolymers derived from tung oil and its application in UV-curable coatings. Ind. Crops Prod. 2019, 138, 111585. [Google Scholar] [CrossRef]
- Kopatz, J.W.; Unangst, J.; Cook, A.W.; Appelhans, L.N. Compositional effects on cure kinetics, mechanical properties and printability of dual-cure epoxy/acrylate resins for DIW additive manufacturing. Addit. Manuf. 2021, 46, 102159. [Google Scholar] [CrossRef]
- Sheril, R.V.; Mariatti, M.; Samayamutthirian, P. Single and hybrid mineral fillers (talc/silica and talc/calcium carbonate)-filled polypropylene composites: Effects of filler loading and ratios. J. Vinyl Add. Technol. 2014, 20, 160–167. [Google Scholar] [CrossRef]
- Wu, X.; Fu, Q.; Kumar, D.; Ho, J.W.C.; Kanhere, P.; Zhou, H.; Chen, Z. Mechanically robust superhydrophobic and superoleophobic coatings derived by sol–gel method. Mater. Des. 2016, 89, 1302–1309. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| UV-WPUA Resin | PI (g) | UV-WPUA Oligomer (g) | Defoamer (g) | Viscosity (Pa∙s) |
|---|---|---|---|---|
| R0.5 | 0.2 (0.5 wt%) | 40.0 | 0.8 | 16.0 ± 2.0 |
| R2.0 | 0.8 (2.0 wt%) | 40.0 | 0.8 | 17.0 ± 1.2 |
| R4.0 | 1.6 (4.0 wt%) | 40.0 | 0.8 | 15.3 ± 0.8 |
| Thicknesses of the Wet Film (μm) | Used UV-WPUA Resin | ||
|---|---|---|---|
| R0.5 | R2.0 | R4.0 | |
| 60 | F0.5–60 | F2.0–60 | F4.0–60 |
| 100 | F0.5–100 | F2.0–100 | F4.0–100 |
| 120 | F0.5–120 | F2.0–120 | F4.0–120 |
| Parameter | ||
|---|---|---|
| Resistance to Abrasion (g) | Cross-Cut Adhesion | Tensile Strength (MPa) |
| 0.0148 ± 0.0035 | Grade 0 | 18.32 ± 2.14 |
 |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Feng, X.; Wu, Y.; Wu, Z. Effect of Photoinitiator Concentration and Film Thickness on the Properties of UV-Curable Self-Matting Coating for Wood-Based Panels. Forests 2023, 14, 1189. https://doi.org/10.3390/f14061189
Zhang H, Feng X, Wu Y, Wu Z. Effect of Photoinitiator Concentration and Film Thickness on the Properties of UV-Curable Self-Matting Coating for Wood-Based Panels. Forests. 2023; 14(6):1189. https://doi.org/10.3390/f14061189
Chicago/Turabian StyleZhang, Haiqiao, Xinhao Feng, Yan Wu, and Zhihui Wu. 2023. "Effect of Photoinitiator Concentration and Film Thickness on the Properties of UV-Curable Self-Matting Coating for Wood-Based Panels" Forests 14, no. 6: 1189. https://doi.org/10.3390/f14061189