
Automated Shape Correction for Wood Composites in Continuous Pressing


Abstract
:1. Introduction
- A model based on the information grain method to construct the information granularity of the viscoelastic plate shape process mechanism is proposed to solve the problem that the modeling for single cylinder and multiple cylinders is not versatile enough in the MDF multi-field coupling effect.
- A three-way decision-making approach is proposed to determine the type of deviation in the fault information and compensate for the lack of relevant criteria in the original industrial fault diagnosis methods.
- A reliable control mechanism is lacking in the traditional hysteresis system identification fault diagnosis method. Therefore, an event-triggered mechanism is adopted to realize precise control and the intelligent identification and processing of the various types of faults for the plate shape deviation in the continuous hot-pressing process of MDF.
2. Research on the Information Judgment Method of MDF Continuous Hot Pressing Deviation Events
2.1. The Basis of Deviation Information Judgment
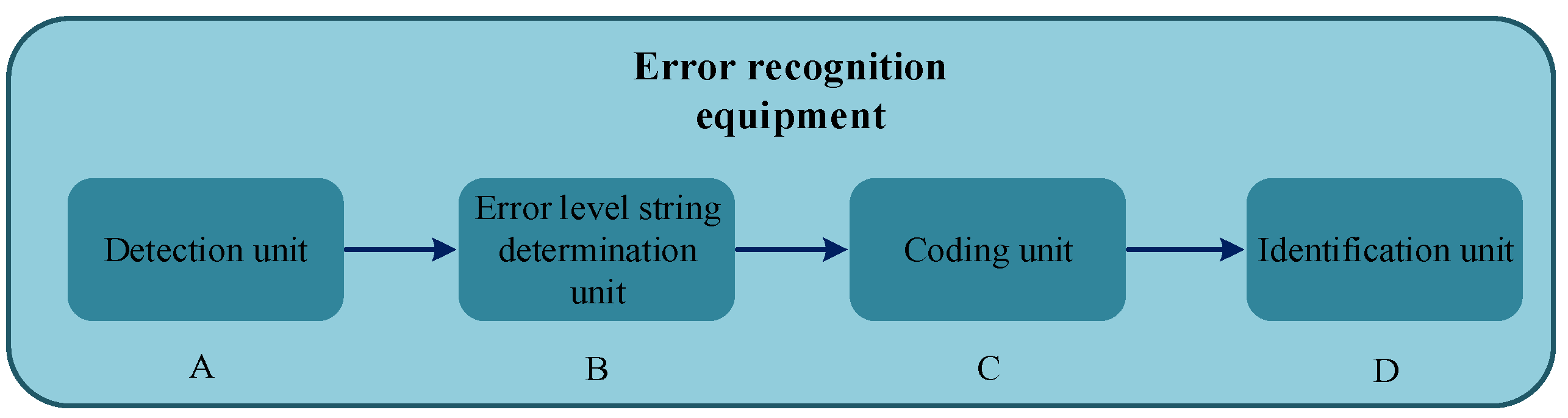
2.2. Hamming Information Representation of Deviant Events
- Error detection with Hamming code [25] coding;
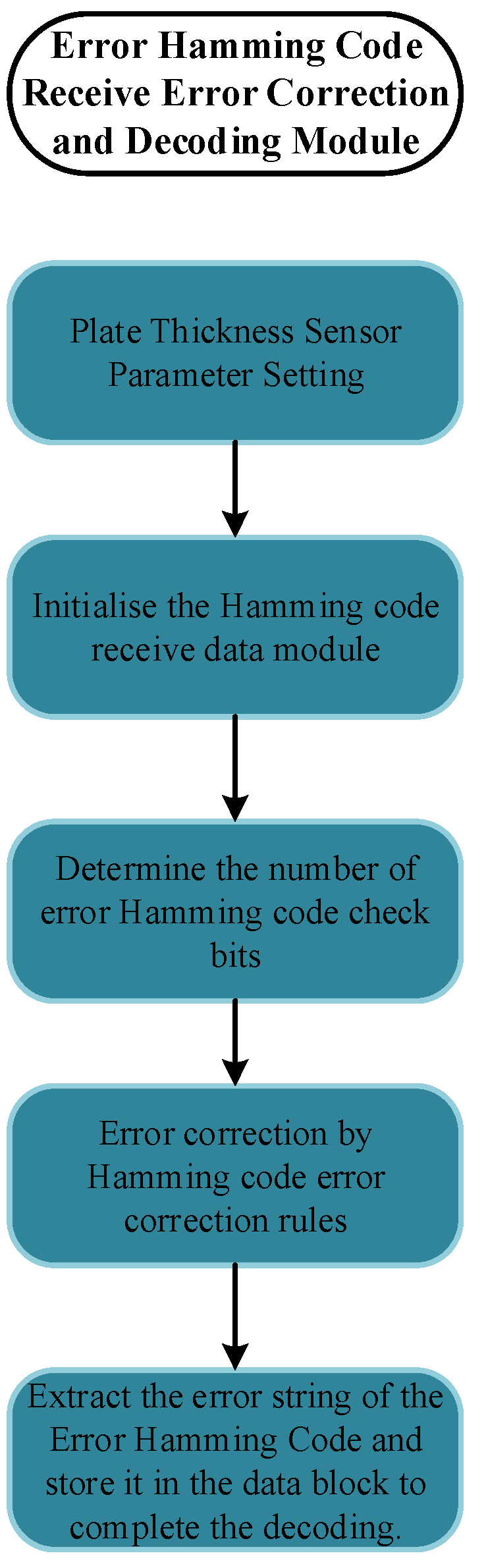
- Reliable transmission (with error correction capability and the Hamming code error correction algorithm);
- The identification and restoration of error states (the extraction of error state code from the Hamming code, decoding process, and programmer flow chart);
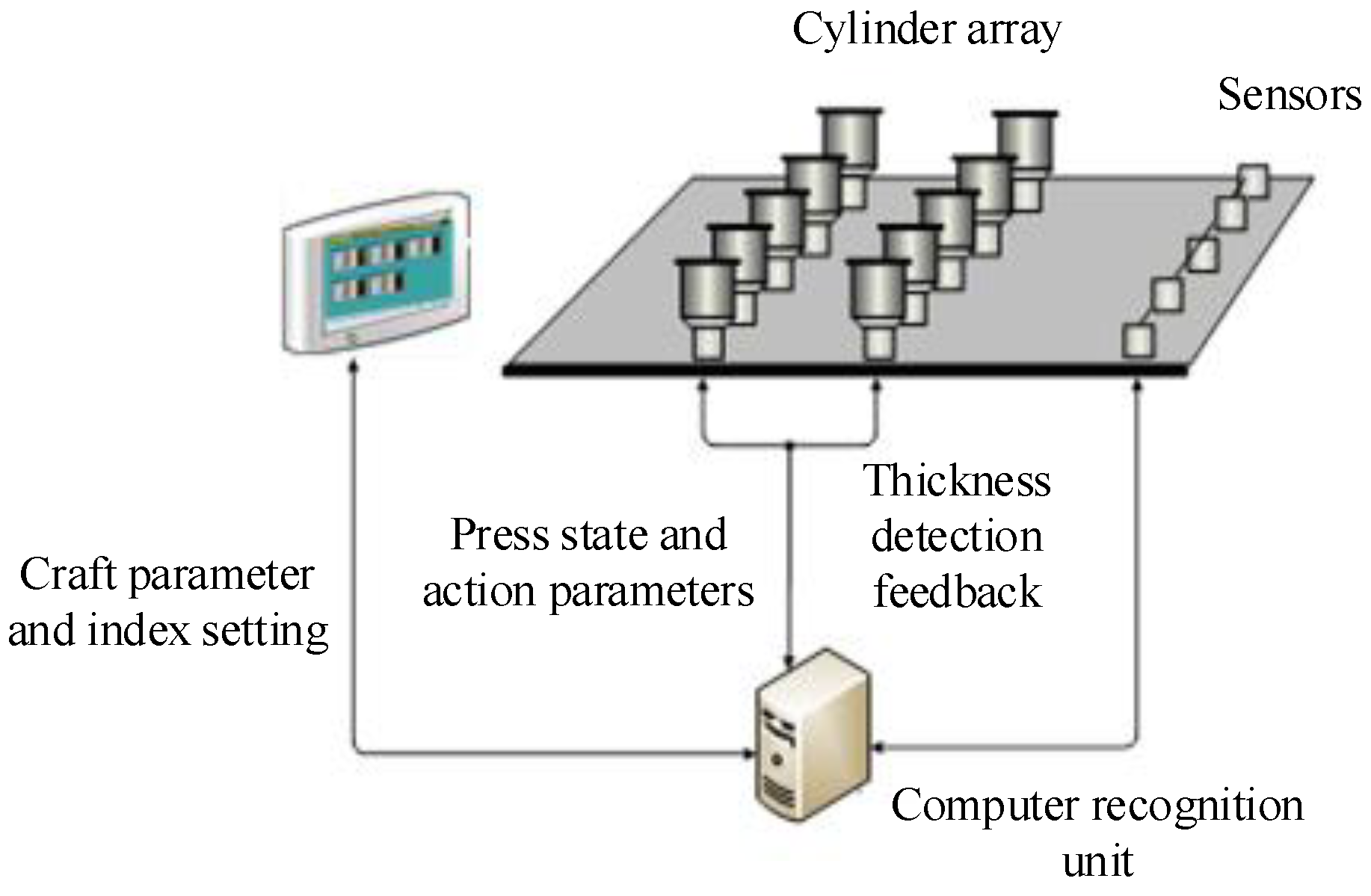
- Multi-sensor fusion to restore the type of plate shape deviation and deviation level (by three thickness detection assembly combination state word);
- Deducing collaborative control decisions.
2.2.1. Deviation Information Encoder Design
2.2.2. Deviation Information Encoder Design
3. Event Triggering Control of Plate Deviation in Continuous Hot Pressing of MDF
Triggering Control Method of MDF Plate Shape Deviation Event
4. Grain Calculation-Based Correction Control Methods
4.1. Grain Calculation Correction Method
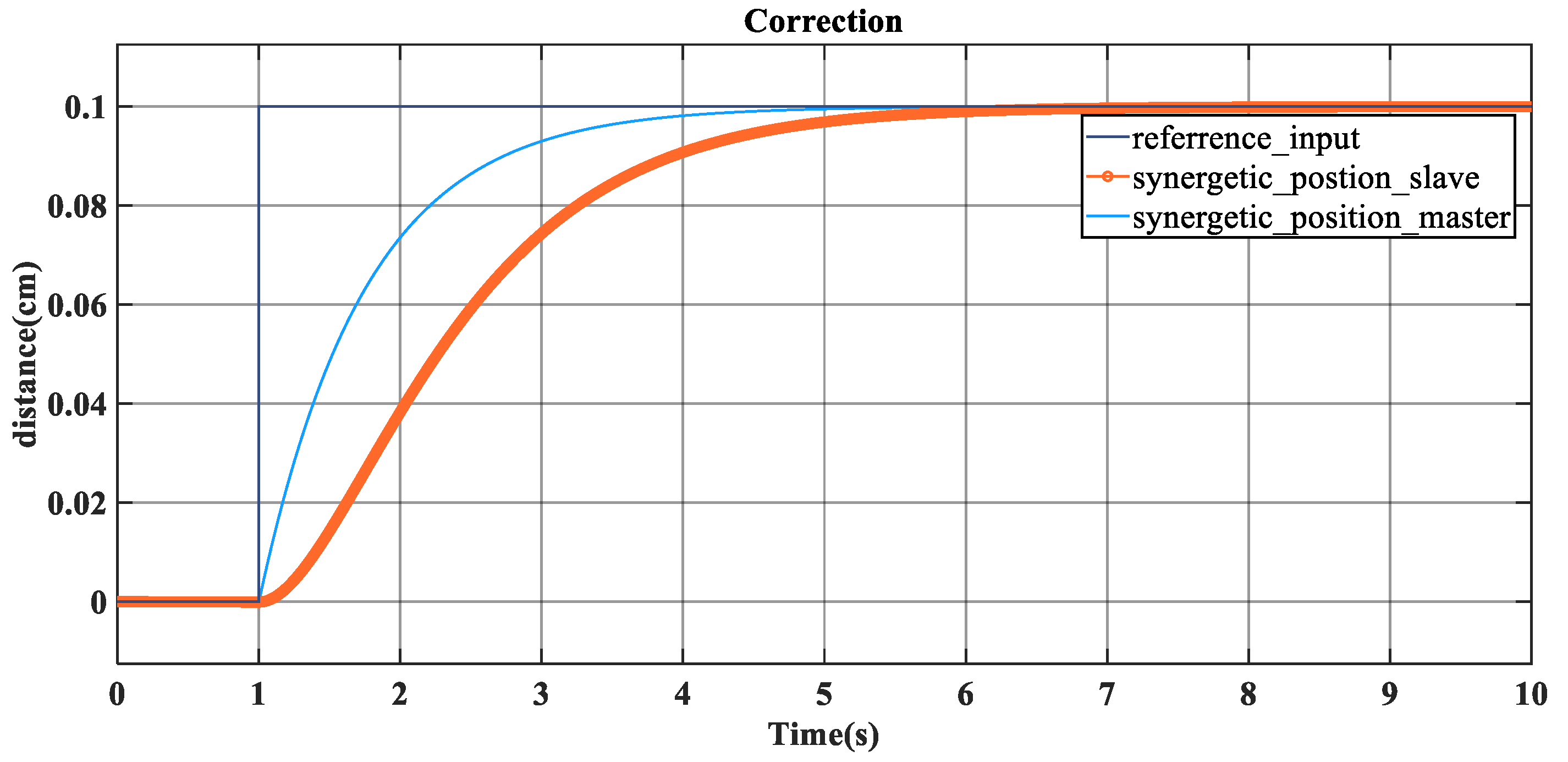
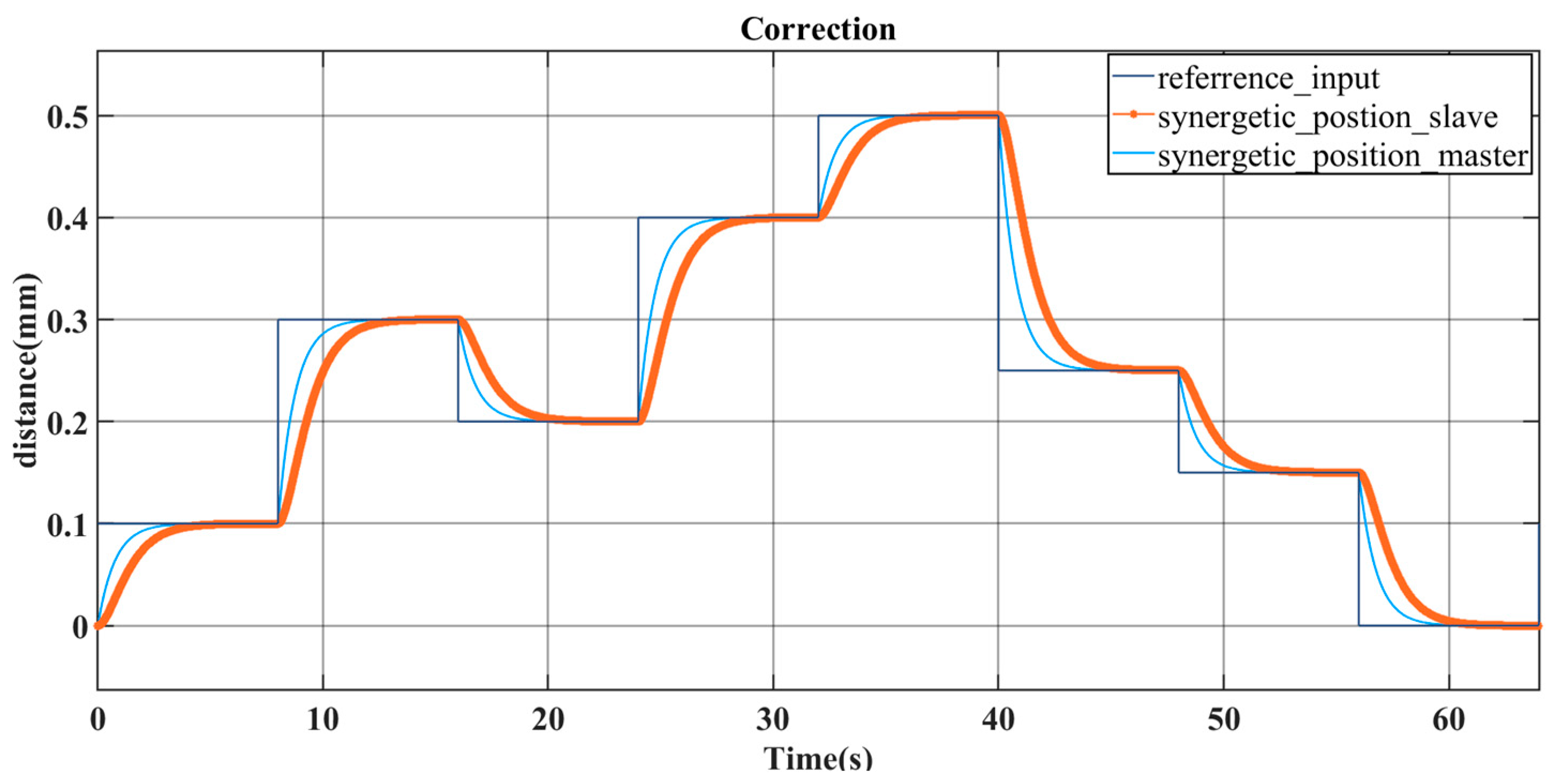
- Position–position output mode: The system consists of a master and several slaves. The master is responsible for executing a specific function. When the input signal changes, the master outputs the displacement. The slaves calculate and output the corresponding displacement according to the position sensor of the master, so as to achieve synchronized movement, respond quickly to changes in the external environment, and maintain high accuracy.
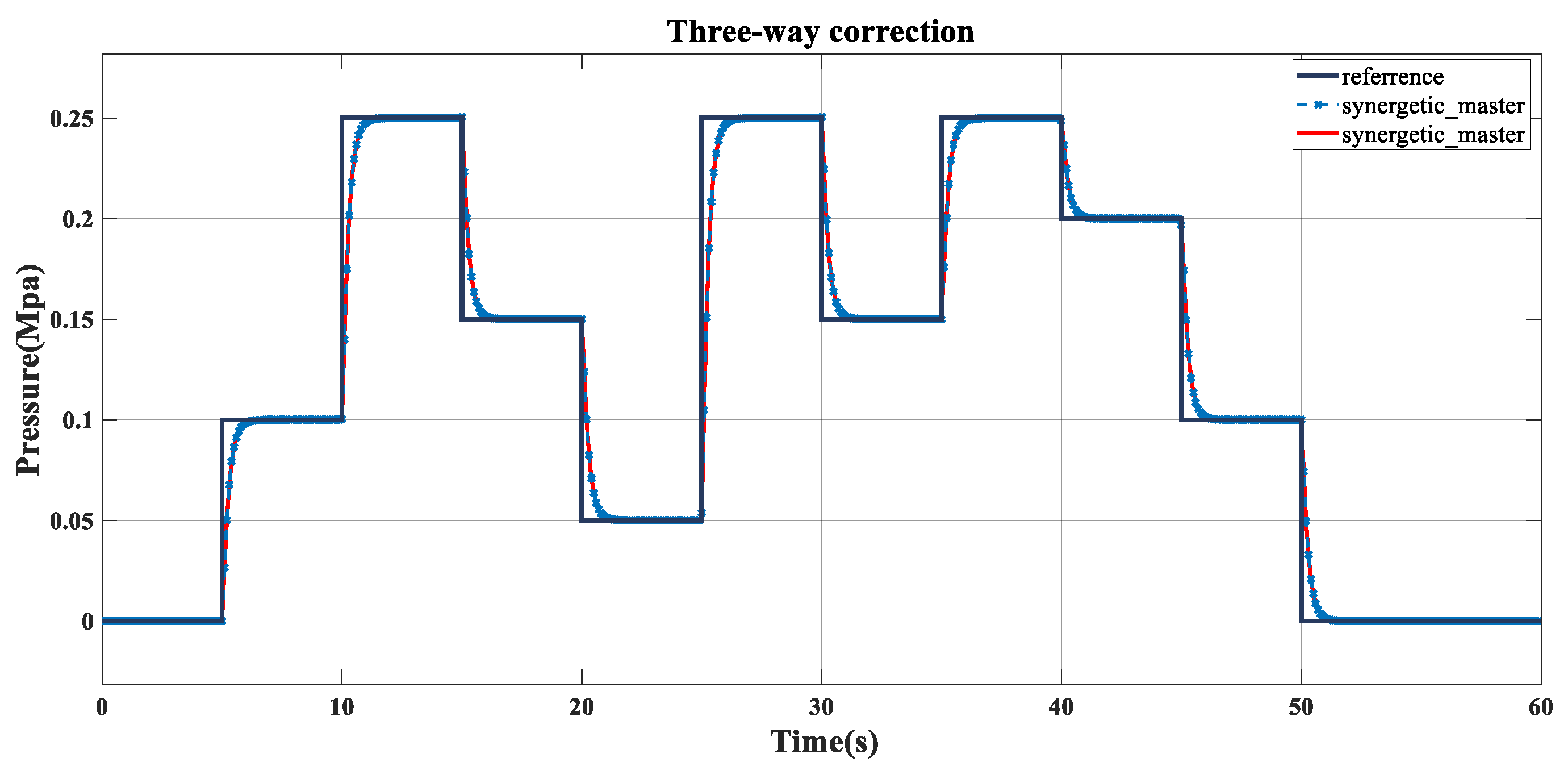
- Pressure–pressure output mode: On the basis of position–position output mode, the master end also outputs pressure, which increases the requirements for system stability and adaptability. The slave end receives the feedback data from the pressure sensor of the master end, adjusts its own pressure output, maintains the same response speed and accuracy as that of the master end, and ensures the stable output of the system, even under complicated working conditions.
- Position–pressure output mode: Combining position and pressure output, the slave terminal carries out pressure output according to the partial pressure value of the position sensor of the master terminal. The controller is required to respond accurately to the pressure value feedback from the master and slave and make corrections according to the position–pressure relationship to ensure that the final output meets the standards, adapts to various environments, and maintains high performance and accuracy.
4.2. Ruling out MDF Continuous Hot Pressing Deviation Events Triggering Zeno Behaviour
5. Experiments and Tests
6. Discussion
- It is innovative to redefine the single-terminal power unit of MDF hydraulic cylinders and adopt the grain structure approach to construct the distributed control grain structure intelligent perception model of a continuous press cylinder array.
- The three-way decision-making idea is adopted to determine the uncertain deviation types and grades in the continuous hot-pressing process of MDF, and the correct adjustment program can be made in time so that the uncertain deviation types and grades in the boundary domain become controllable.
- Based on the cyber granular computing technology, a three-way decision-making quality control method computing is proposed for the viscoelastic multi-field coupling-distributed agile regulation of the “fixed thickness stage” of the MDF continuous flat-pressing process.
7. Conclusions
- Adopting the idea of granular structure to innovatively define the end-power synergistic information, the granular single-grain model of the MDF hydraulic cylinders, and the distributed cyber granular structure intelligent sensing model of the press cylinder array of a continuous press is constructed.
- The three-way decision-making theory method is used to determine the uncertain deviation types and grades in the continuous hot-pressing process of MDF, and the correct adjustment program can be made in time to make the uncertain deviation types and grades in the boundary domain controllable.
- The plate shape correction method based on cyber granular computation will provide the final determination of the uncertain deviation type through the three-way decision-making method, where the plate shape failure event is triggered and the controller action decision is made in order to realize the effective control and correction of the MDF plate shape deviation failure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, S.; Liu, X.; Chen, G.; He, L. Progress of research on high-performance recombinant wood and application suggestions. China For. Prod. Ind. 2023, 60, 57–62. [Google Scholar]
- Huang, R. Design Concept and Technical Features of Continuous Heating press Manufactured by Dieffenbacher. China Wood-Based Panels 2017, 24, 26–28. (In Chinese) [Google Scholar]
- Chen, L. Industry 4.0 Calls. Int. Wood Ind. 2019, 49, 19–21. (In Chinese) [Google Scholar]
- Chen, L. CPS press update. Int. Wood Ind. 2016, 46, 14–15. [Google Scholar]
- Lin, M. The first board Daily production of 1000 m3 MDF production line supplied by YAL Machinery for MST successfully rolled off the line. China Wood-Based Panels 2021, 28, 46. [Google Scholar]
- Himmel, S.; Mai, C.; Schumann, A.; Hasener, J.; Steckel, V.; Lenth, C. Determination of Formaldehyde Release from Wood-Based Panels Using SPME-GC-FAIMS. Int. J. Ion Mobil. Spectrom. 2014, 17, 55–67. [Google Scholar] [CrossRef]
- Skorupińska, E.; Hitka, M.; Sydor, M. Surveying Quality Management Methodologies in Wooden Furniture Production. Systems 2024, 12, 51. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, S.; Gernot, H. The Design Concept and Technical Features of Continuous press CPS+ by Dieffenbacher. China Wood-Based Panels 2021, 28, 20–25. [Google Scholar]
- Zhang, L.J. Two new-generation CPS+ continuous press lines of Dieffenbacher start production at the same time. China Wood-Based Panels 2019, 26, 40. [Google Scholar]
- Xiong, Q.; Wang, J. Research on Synchronization of Cooperative Trajectory of Dual Industrial Robots Based on Fuzzy Adaptive PID Control Strategy. J. Phys. Conf. Ser. 2022, 2365, 012037. [Google Scholar] [CrossRef]
- Chen, G.; Chen, X.; Hua, J.; Li, Y.; Lin, S. Structural characteristics and form of flexible inlet section of continuous flat-press hot press. J. For. Eng. 2021, 6, 21–30. [Google Scholar]
- Chen, G.; Li, Y.; Hua, J.; Chen, X.; Lin, S. Study on deformation and thermal coupling characteristics of movable frame of continuous press. For. Ind. 2020, 57, 14–18+46. [Google Scholar]
- Qin, J.; Ma, X.; Liang, Y. Building a consensus for the best-worst method in group decision-making with an optimal allocation of information granularity. Inf. Sci. 2023, 619, 630–653. [Google Scholar] [CrossRef]
- Bargiela, A.; Pedrycz, W. Toward a Theory of Granular Computing for Human-Centered Information Processing. IEEE Trans. Fuzzy Syst. 2008, 16, 320–330. [Google Scholar] [CrossRef]
- Cabrerizo, F.J.; Al-Hmouz, R.; Morfeq, A.; Martínez M, Á.; Pedrycz, W.; Herrera-Viedma, E. Estimating Incomplete Information in Group Decision Making: A Framework of Granular Computing. Appl. Soft Comput. 2020, 86, 105930. [Google Scholar] [CrossRef]
- Wang, Z.; Zhuang, G.; Xie, X.; Xi, J. H∞ Master–Slave Synchronization for Delayed Impulsive Implicit Hybrid Neural Networks Based on Memory-State Feedback Control. Neural Netw. 2023, 165, 540–552. [Google Scholar] [CrossRef]
- Yuan, Y.; He, W.; Tian, Y.C.; Du, W.; Qian, F. Distributed Discrete-Time Optimization Over Directed Networks: A Dynamic Event-Triggered Algorithm. Inf. Sci. 2023, 642, 119168. [Google Scholar] [CrossRef]
- Pedrycz, W. Allocation of Information Granularity in Optimization and Decision-Making Models: Towards Building the Foundations of Granular Computing. Eur. J. Oper. Res. 2014, 232, 137–145. [Google Scholar] [CrossRef]
- Jiang, Y.P.; Fan, Z.P.; Ma, J. A method for group decision making with multi-granularity linguistic assessment information. Inf. Sci. 2008, 178, 1098–1109. [Google Scholar] [CrossRef]
- Pan, X.H.; He, S.F.; Wang, Y.M.; Chin, K.S. Multi-granular Hybrid Information-Based Decision-Making Framework and Its Application to Waste to Energy Technology Selection. Inf. Sci. 2022, 587, 450–472. [Google Scholar] [CrossRef]
- Liang, Y.; Pedrycz, W.; Qin, J. Optimizing Information Granule-based Consensus Reaching Model in Large-scale Group Decision making. IEEE Trans. Fuzzy Syst. 2024, 32, 2413–2427. [Google Scholar] [CrossRef]
- Zhu, C.; Ma, X.; Zhang, C.; Ding, W.; Zhan, J. Information Granules-Based Long-Term Forecasting of Time Series Via BPNN Under Three-Way Decision Framework. Inf. Sci. 2023, 634, 696–715. [Google Scholar] [CrossRef]
- Wang, T.; Wang, H.; Xu, N.; Zhang, L.; Alharbi, K.H. Sliding-Mode Surface-Based Decentralized Event-Triggered Control of Partially Unknown Interconnected Nonlinear Systems Via Reinforcement Learning. Inf. Sci. 2023, 641, 119070. [Google Scholar] [CrossRef]
- Lv, Y.; Liu, Y.; Jing, W.; Woźniak, M.; Damaševičius, R.; Scherer, R.; Wei, W. Quality Control of The Continuous Hot-Pressing Process Of Medium Density Fiberboard Using Fuzzy Failure Mode And Effects Analysis. Appl. Sci. 2020, 10, 4627. [Google Scholar] [CrossRef]
- Xia, X.; Xia, C.; Sun, C. Distributed Information Tracking Control of Underactuated Surface Vehicles Based on Event-Trigged Control. Trans. Inst. Meas. Control 2024, 46, 729–740. [Google Scholar] [CrossRef]
- Yi, X.; Liu, K.; Dimarogonas, D.V.; Johansson, K.H. Dynamic Event-Triggered and Self-Triggered Control for Multi-Agent Systems. IEEE Trans. Autom. Control 2018, 64, 3300–3307. [Google Scholar] [CrossRef]
- Xing, L.; Wen, C.; Liu, Z.; Su, H.; Cai, J. Event-triggered Adaptive Control for A Class of Uncertain Nonlinear Systems. IEEE Trans. Autom. Control 2016, 62, 2071–2076. [Google Scholar] [CrossRef]
- Hu, W.; Liu, L.; Feng, G. Output Consensus of Heterogeneous Linear Multi-Agent Systems by Distributed Event-Triggered/Self-Triggered Strategy. IEEE Trans. Cybern. 2016, 47, 1914–1924. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, H.; Niu, B.; Zhao, X.; Alharbi, K.H. Event-triggered fault-Tolerant Control for Input-Constrained Nonlinear Systems with Mismatched Disturbances Via Adaptive Dynamic Programming. Neural Netw. 2023, 164, 508–520. [Google Scholar] [CrossRef]
- Ruan, J.; Jiang, H.; Li, X.; Shi, Y.; Chan, F.T.; Rao, W. A Granular GA-SVM Predictor for Big Data in Agricultural Cyber-Physical Systems. IEEE Trans. Ind. Inform. 2019, 15, 6510–6521. [Google Scholar] [CrossRef]
- Lv, Z.; Mazurczyk, W.; Wendzel, S.; Song, H. Guest editorial: Recent advances in Cyber-Physical Security in Industrial Environments. IEEE Trans. Ind. Inform. 2019, 15, 6468–6471. [Google Scholar] [CrossRef]
- Zadeh, L.A. Fuzzy Sets and Information Granularity. In Fuzzy Sets, Fuzzy Logic, and Fuzzy Systems: Selected Papers; World Scientific: Singapore, 1979; pp. 433–448. [Google Scholar]
- Sabounchi, M.; Wei, J.; Lee, D.; Kundur, D. Flocking-Based Adaptive Granular Control Strategy for Autonomous Microgrids in Emergency Situations. IET Cyber-Phys. Syst. Theory Appl. 2019, 4, 108–119. [Google Scholar] [CrossRef]
- Liu, Y.; Lv, Y.; Malik, A. Cyber Granular-enabled Intelligent Sensing for High Performance Flocking Control in Continuous Flat Pressing System. IEEE Access 2024, 12, 41234–41246. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plate Shape | Occurrence | Severity | Detection | Rating |
|---|---|---|---|---|
| Mild slope | 2 | 4 | 6 | 48 |
| 4 | 4 | 6 | 96 | |
| Moderate slope | 6 | 8 | 6 | 288 |
| 4 | 2 | 6 | 48 | |
| Heavy slope | 8 | 4 | 6 | 192 |
| Slightly bump | 2 | 4 | 6 | 48 |
| Middle bump | 3 | 5 | 6 | 90 |
| Heavy bump | 4 | 4 | 6 | 96 |
| Slight depression | 2 | 4 | 6 | 48 |
| Middle depression | 3 | 4 | 6 | 72 |
| Heavy depression | 6 | 4 | 6 | 144 |
| / |
| Sensors | Deviation Level | Three-Way Decision Matrix | Trigger Control Mode Decision with Intervention Volume |
|---|---|---|---|
| Thickness deviation level 0, no overshooting | 4-4-2-4-4 (Standard control mode sequence) | ||
| Thickness deviation level 1, no overshooting | 4-3-1-1-4 | ||
| Thickness deviation level 2, no overshooting | 4-3-2-1-4 | ||
| Thickness deviation level 3, no overshooting | 4-3-2-1-4 | ||
| Thickness deviation level 4, no overshooting | 4-3+-2-1-4 | ||
| Thickness deviation level 5, no overshooting | 4-3++-2-1-4 |
| Internal Binding (Long) | Internal Binding (Width) | Peak | Internal Binding Strength |
|---|---|---|---|
| 49.71 | 49.64 | 3158 | 1.28 |
| 49.75 | 49.70 | 3668 | 1.48 |
| 49.68 | 49.83 | 3600 | 1.45 |
| 49.68 | 49.79 | 3832 | 1.55 |
| 49.67 | 49.73 | 3706 | 1.50 |
| 49.64 | 49.69 | 2782 | 1.13 |
| Average of Internal Binding Strength | 1.40 | ||
| Static Bending (Thick) | Static Bending (Wide) | Peak | Static Bending Strength | Modulus of Elasticity |
|---|---|---|---|---|
| 6.81 | 49.77 | 267 | 14.2 | 1516 |
| 6.83 | 49.63 | 307 | 16.3 | 1699 |
| 6.85 | 49.85 | 305 | 16.2 | 1709 |
| 6.87 | 49.80 | 295 | 15.7 | 1612 |
| 6.89 | 49.69 | 295 | 15.6 | 1551 |
| Average of Static Bending Strength | 15.60 | 1617 | ||
| Number | Peak | Surface Bonding | Surface Bonding Average |
|---|---|---|---|
| 1 | 549.00 | 0.549 | 0.520 |
| 2 | 416.00 | 0.416 | |
| 3 | 529.00 | 0.529 | |
| 4 | 550.00 | 0.550 | |
| 5 | 545.00 | 0.545 |
| Number | Weight | Length | Width | Thickness | Density | Surface Density |
|---|---|---|---|---|---|---|
| 1 | 46.89 | 99.90 | 99.61 | 6.81 | 691.93 | 471.21 |
| 2 | 46.64 | 99.80 | 99.73 | 6.81 | 688.11 | 468.60 |
| 3 | 46.10 | 99.92 | 99.62 | 6.83 | 678.08 | 463.13 |
| 10 | 47.00 | 99.81 | 99.52 | 6.83 | 692.78 | 473.17 |
| 11 | 46.86 | 99.82 | 99.49 | 6.85 | 688.83 | 471.85 |
| 22 | 45.94 | 99.83 | 99.70 | 6.87 | 671.86 | 461.57 |
| 23 | 47.02 | 99.83 | 99.87 | 6.89 | 684.49 | 471.61 |
| 24 | 47.46 | 99.74 | 99.88 | 6.89 | 691.45 | 476.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, Y.; Liu, Y.; Li, X.; Lu, L.; Malik, A. Automated Shape Correction for Wood Composites in Continuous Pressing. Forests 2024, 15, 1118. https://doi.org/10.3390/f15071118
Lv Y, Liu Y, Li X, Lu L, Malik A. Automated Shape Correction for Wood Composites in Continuous Pressing. Forests. 2024; 15(7):1118. https://doi.org/10.3390/f15071118
Chicago/Turabian StyleLv, Yunlei, Yaqiu Liu, Xiang Li, Lina Lu, and Adil Malik. 2024. "Automated Shape Correction for Wood Composites in Continuous Pressing" Forests 15, no. 7: 1118. https://doi.org/10.3390/f15071118