
Numerical Simulation of Ablative Damage in Gas-Assisted Laser Processing of Wood
Abstract
:1. Introduction
2. Methodology
2.1. Control Equation
2.2. Model Construction
- (1)
- Wood is an isotropic homogeneous material with uniform heat transferred in all directions.
- (2)
- As a non-metallic material, wood has fewer free electrons for heat transfer, which is mainly accomplished through lattice vibration. The temperature change has a minimal effect on thermal conductivity; hence, variations in thermal conductivity with temperature are neglected, and the laser absorption rate of wood is assumed to remain constant.
- (3)
- The physical characteristic parameters of gas involved in laser processing are assumed to remain constant.
- (4)
- The influence of steam generated in laser energy distribution during processing is ignored.
2.3. Materials and Methods
3. Results and Discussion
3.1. Influence of Gas-Assisted Laser Processing on Wood Ablation Damage
3.2. Influence of Gas-Assisted Laser Processing on Wood Carbon Black Volume
3.3. Influence of Spot Radius on Ablative Damage during Gas-Assisted Laser Processing for Wood
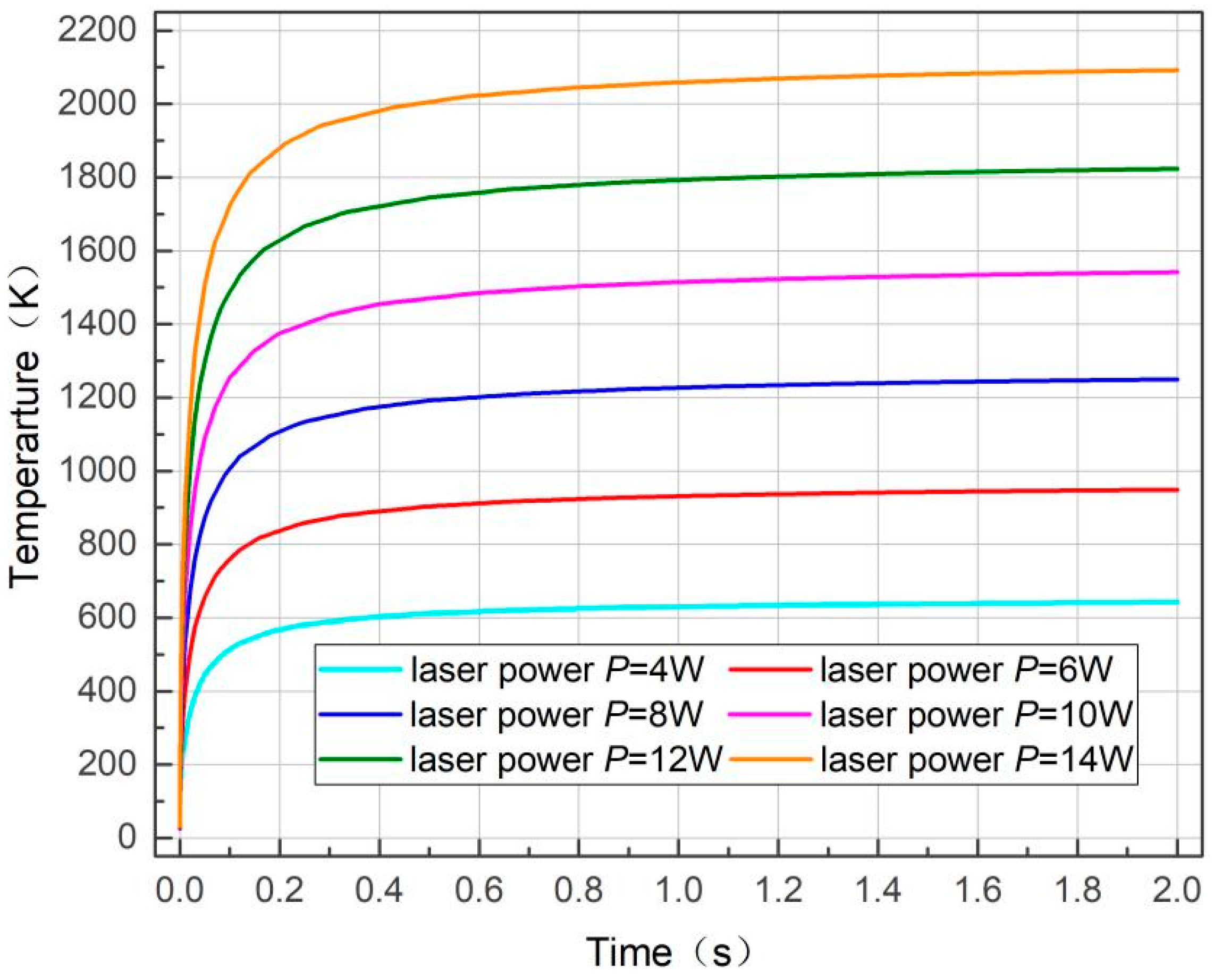
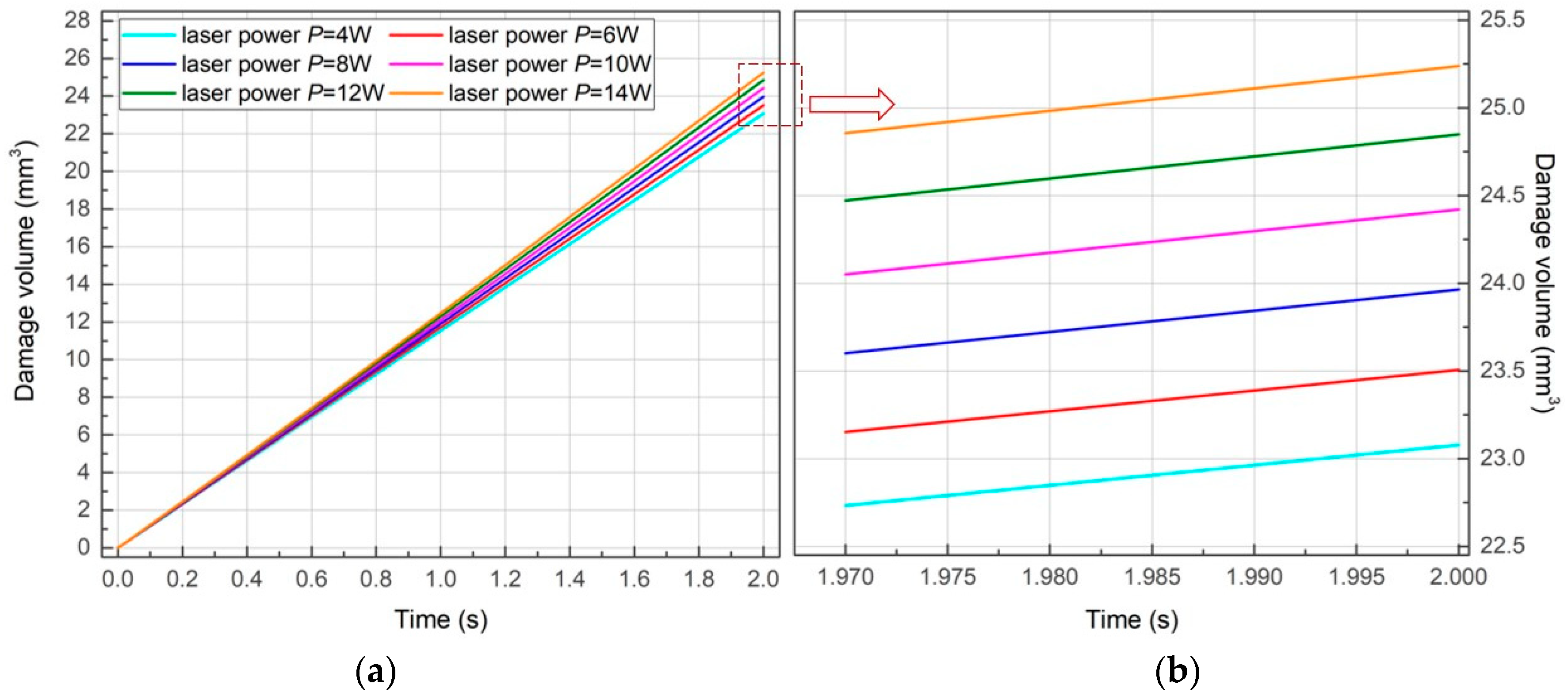
3.4. Influence of Laser Power on Ablative Damage during Gas-Assisted Laser Processing for Wood
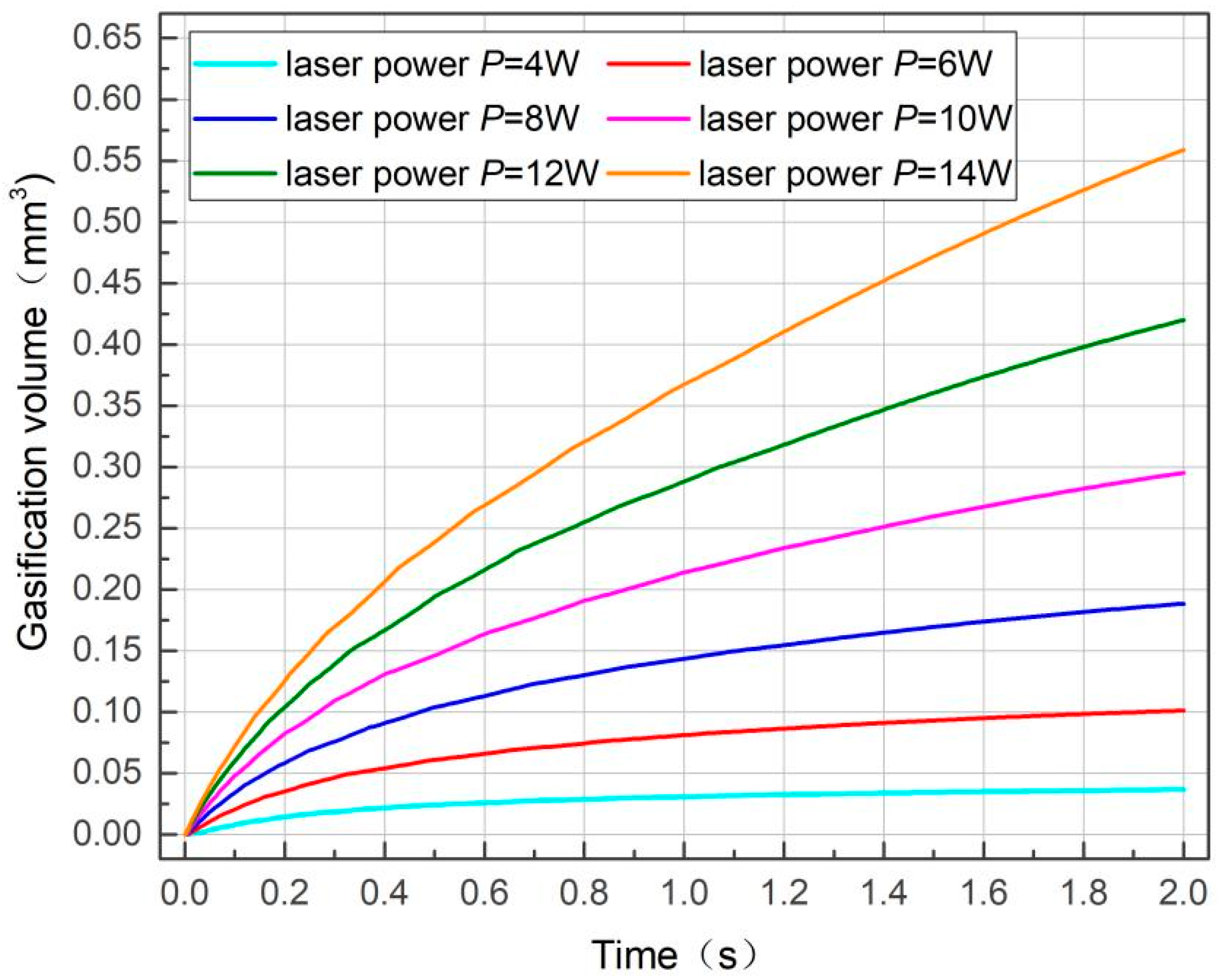
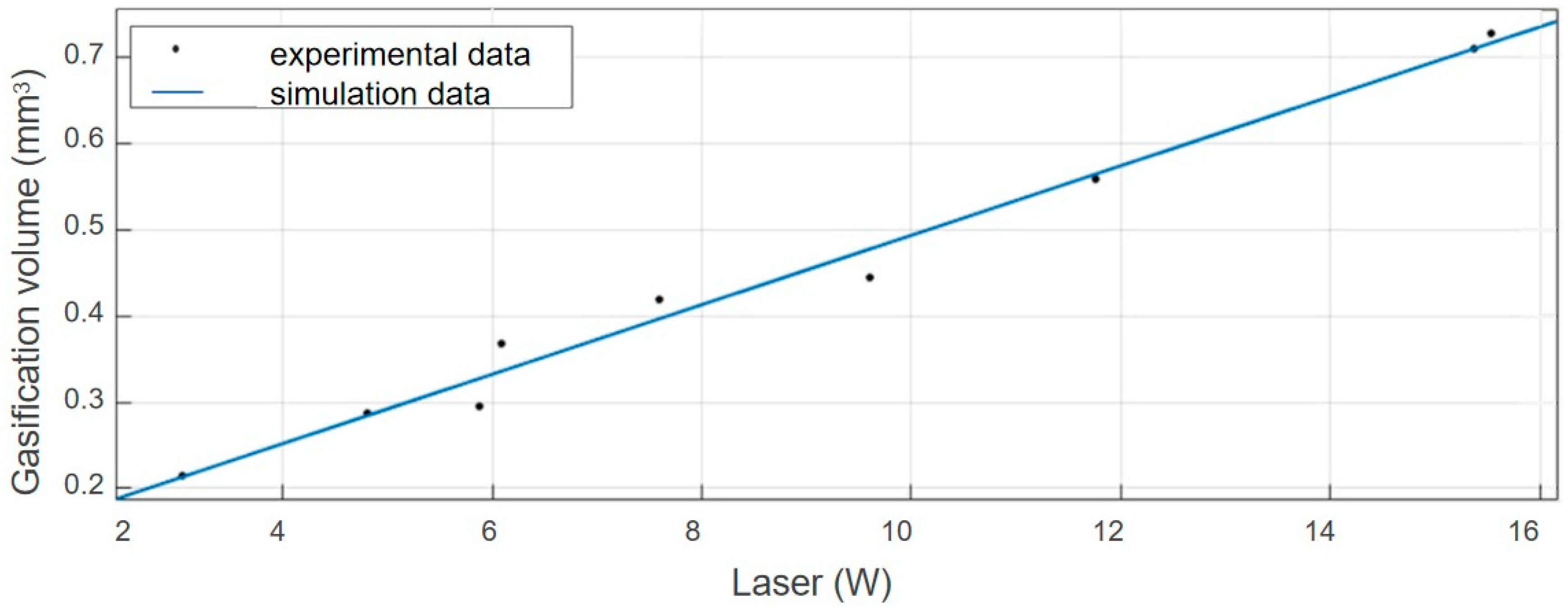
3.5. Verification of the Influence of Laser Power on Wood Gasification Volume
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Abbreviation | Significance | Unit | |
| ρ | wood density | kg/m3 | |
| specific heat capacity of wood | J/kg·K | ||
| thermal diffusivity | W/(m·K) | ||
| calorific value of internal heat source | W/m3 | ||
| gas flow rate | m/s | ||
| enthalpy of phase 1 before phase transition | KJ/mol | ||
| enthalpy of phase 2 after phase transition | KJ/mol | ||
| θ | proportion of pre-transition phase | ||
| Dirac pulse | |||
| heat source depth | mm | ||
| concentration coefficient of heat source | |||
| opening radius of body heat source | mm | ||
| P | laser power | W | |
| rd | spot radius | μm | |
| Pgas | gas pressure | MPa | |
| h | distance between laser nozzle and wood | mm | |
| damage degree | |||
| frequency factor | |||
| gas state quantity constant | |||
| activation energy | KJ/mol | ||
| absolute temperature | K |
References
- Krisztián, B.; Márton, N.; Zs, F.; Attila, S. Comparison of Direct and Indirect Structural Analysis of HAZ after Laser Cutting in Amorphous Alloys. Acta Phys. Pol. A 2020, 137, 861–863. [Google Scholar]
- Gao, S.X.; Ding, X.P.; Li, X.H. Research status and prospects of laser cutting technology in China. Mech. Res. Appl. 2024, 1, 173–176. [Google Scholar]
- Zhai, W.C.; Yang, B.C.; Liu, Y.H.; Yuan, K.J.; Kong, H.Y.; Song, Y. Development and Status of Laser Surface Processing. Hot Work. Technol. 2017, 56, 38–41. [Google Scholar]
- Wang, W.Z.; Hao, X.Q.; Zhou, J.T.; Wei, C.F. Research on laser-assisted micro-milling of composite materials. Tool Eng. 2024, 7, 46–53. [Google Scholar]
- Kovalev, O.B.; Yudin, P.V.; Zaitsev, A.V. Modeling of flow separation of assist gas as applied to laser cutting of thick sheet metal. Appl. Math. Model. 2009, 33, 3730–3745. [Google Scholar] [CrossRef]
- Chen, Z.W.; Zhang, F.; Zhang, Z.N.; Chen, S.; Li, Y.H.; Zhou, P.R.; Tang, R.X.; Ping, X.F. Water guided laser processing technology and application. Nonferrous Met. Process. 2023, 6, 1–7+40. [Google Scholar]
- Yuan, R.; Yang, B.; Ruan, H.Y. Flow Field Analysis of Gas Jets from Nozzles for Gas-Assisted Laser Cutting. Key Eng. Mater. 2010, 419, 409–412. [Google Scholar] [CrossRef]
- Darwish, M.; Mrna, L.; Orazi, L.; Reggiani, B. Numerical modeling and schlieren visualization of the gas-assisted laser cutting under various operating stagnation pressures. Int. J. Heat Mass Transf. 2020, 147, 1–11. [Google Scholar] [CrossRef]
- Chen, K. Gas Jet–Workpiece Interactions in Laser Machining. J. Biomol. Screen. 2000, 122, 429–438. [Google Scholar] [CrossRef]
- Han, Y.J.; Zhu, G.X.; Guo, X.G. Study on Laser Removal and Forming Technology of Wood. For. Mach. Woodwork. Equip. 2002, 10, 16–18. [Google Scholar]
- Mukherjee, K.; Grendzwell, T.; Khan, P.; Mcmillin, C. Gas flow parameters in laser cutting of wood-nozzle design. For. Prod. J. 1990, 40, 39–42. [Google Scholar]
- Hernandez-Castaneda, J.C.; Sezer, H.K.; Li, L. Dual gas jet-assisted fibre laser blind cutting of dry pine wood by statistical modelling. Int. J. Adv. Manuf. Technol. 2010, 50, 195–206. [Google Scholar] [CrossRef]
- Sulaiman, F.A.; Yilbas, B.S.; Karatas, M. CO2 laser cutting of Kevlar laminate: Influence of assisting gas pressure. Int. J. Adv. Manuf. Technol. 2009, 45, 62–70. [Google Scholar] [CrossRef]
- Hernandez-Castaneda, J.C.; Sezer, H.K.; Li, L. Single and dual gas jet effect in Ytterbium-doped fibre laser cutting of dry pine wood. Int. J. Adv. Manuf. Technol. 2011, 56, 539–552. [Google Scholar] [CrossRef]
- Nukman, Y.; Ismail, S.R.; Azuddin, M.; Aznijar, A. Selected Malaysian Wood CO2-Laser Cutting Parameters and Cut Quality. Am. J. Appl. Sci. 2008, 5, 990–996. [Google Scholar]
- Yilbas, B.S.; Shuja, S.Z.; Budair, M.O. Nano-second laser pulse heating and assisting gas jet considerations. Int. J. Mach. Tools Manuf. 2000, 40, 1023–1038. [Google Scholar] [CrossRef]
- Yao, J.F.; Yu, M.H.; Zhao, T.; Kawahara, A.; Sadatomi, M. Investigation of CO2 Absorption Performance in a Gas-liquid Two-Phase Flow Atomizer on the Basis of a Gas Diffusion Model. Trans. Can. Soc. Mech. Eng. 2017, 41, 1–11. [Google Scholar] [CrossRef]
- Sun, D.W.; Cai, Y.; Li, F.; Hua, X.M. Study on the influence of side assisting gas on energy loss during CO2 laser welding based on 3D reconstruction. Int. J. Adv. Manuf. Technol. 2016, 86, 3417–3426. [Google Scholar] [CrossRef]
- Leone, C.; Lopresto, V.; Iorio, I.D. Wood engraving by Q-switched diode-pumped frequency-doubled Nd:YAG green laser. Opt. Lasers Eng. 2009, 47, 161–168. [Google Scholar] [CrossRef]
- Lazov, L.; Narica, P.; Valiniks, J.; Pacejs, A.; Deneva, H.; Klavins, D. Optimization of CO2 Laser Parameters for Wood Cutting. Environ. Technol. Resour. Proc. Int. Sci. Pract. Conf. 2017, 3, 168–173. [Google Scholar]
- Yang, C.M.; Jiang, T.; Ma, Y.; Li, H.N.; Liu, J.Q. Design and Experimental Study on Water-jet Assisted Nanosecond Laser Equipment for Wood. China For. Prod. Ind. 2019, 46, 12–16. [Google Scholar]
- Yu, J.L.; Chen, P. Influence of Inert Gases to Deflagration Flame Quenching. J. Combust. Sci. Technol. 2008, 14, 193–198. [Google Scholar]
- Chen, X.H. Experimental Study and Numerical Simulation of Low-Pressure Jet Assisted Laser Etching. Ph.D. Thesis, Nanjing University of Science & Technology, Nanjing, China, 2019. [Google Scholar]
- Naderi, N.; Legacey, S.; Chin, S.L. Preliminary investigations of ultrafast intense laser wood processing. For. Prod. J. 1999, 49, 72–76. [Google Scholar]
- Arai, T. Simulation of Pulse Laser Welding of a Thin Metal and Comparison with Other Heat Sources. Mater. Werkst. 2013, 44, 462–471. [Google Scholar] [CrossRef]
- Ma, Y. Study on Numerical Simulation of General Expression of Double Ellipsoidal Heat Source Model. Master’s Thesis, Hebei University of Technology, Tianjin, China, 2015. [Google Scholar]
- Piekarska, W.; Kubiak, M.; Saternus, Z. The Influence of Distance Between Heat Sources in Hybrid Welded Plate on Fusion Zone Geometry. Arch. Foundry Eng. 2011, 11, 181–184. [Google Scholar]
- Zimmermann, C.; Lemcke, F.J.; Kabelac, S. Nusselt numbers from numerical investigations of turbulent flow in highly eccentric horizontal annuli. Int. Commun. Heat Mass Transf. 2019, 12, 1–6. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme | Laser Power P (W) | Spot Radius rd (μm) | Gas Pressure Pgas (MPa) | Distance between Laser Nozzle and Wood h (mm) |
|---|---|---|---|---|
| a | 12 | 250 | 0.1 | 1 |
| 0 | ||||
| b | 12 | 50/100/150/200/250/300 | 0.1 | 1 |
| c | 4/6/8/10/12/14 | 250 | 0.1 | 1 |
| Spot Radius (μm) | 50 | 100 | 150 | 200 | 250 | 300 |
|---|---|---|---|---|---|---|
| Damage volume (mm3) | 24.914 | 25.135 | 25.17 | 25.151 | 25.077 | 24.958 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Ning, L.; Yang, C.; Wang, F.; Liu, T. Numerical Simulation of Ablative Damage in Gas-Assisted Laser Processing of Wood. Forests 2024, 15, 1296. https://doi.org/10.3390/f15081296
Liu Q, Ning L, Yang C, Wang F, Liu T. Numerical Simulation of Ablative Damage in Gas-Assisted Laser Processing of Wood. Forests. 2024; 15(8):1296. https://doi.org/10.3390/f15081296
Chicago/Turabian StyleLiu, Qingwei, Lijia Ning, Chunmei Yang, Fucheng Wang, and Tianxiang Liu. 2024. "Numerical Simulation of Ablative Damage in Gas-Assisted Laser Processing of Wood" Forests 15, no. 8: 1296. https://doi.org/10.3390/f15081296