


Parameter Optimization Study of Adaptive Spiral Profiling Automatic Rubber Cutter for Natural Rubber Trees
Abstract
1. Introduction
2. Materials and Methods
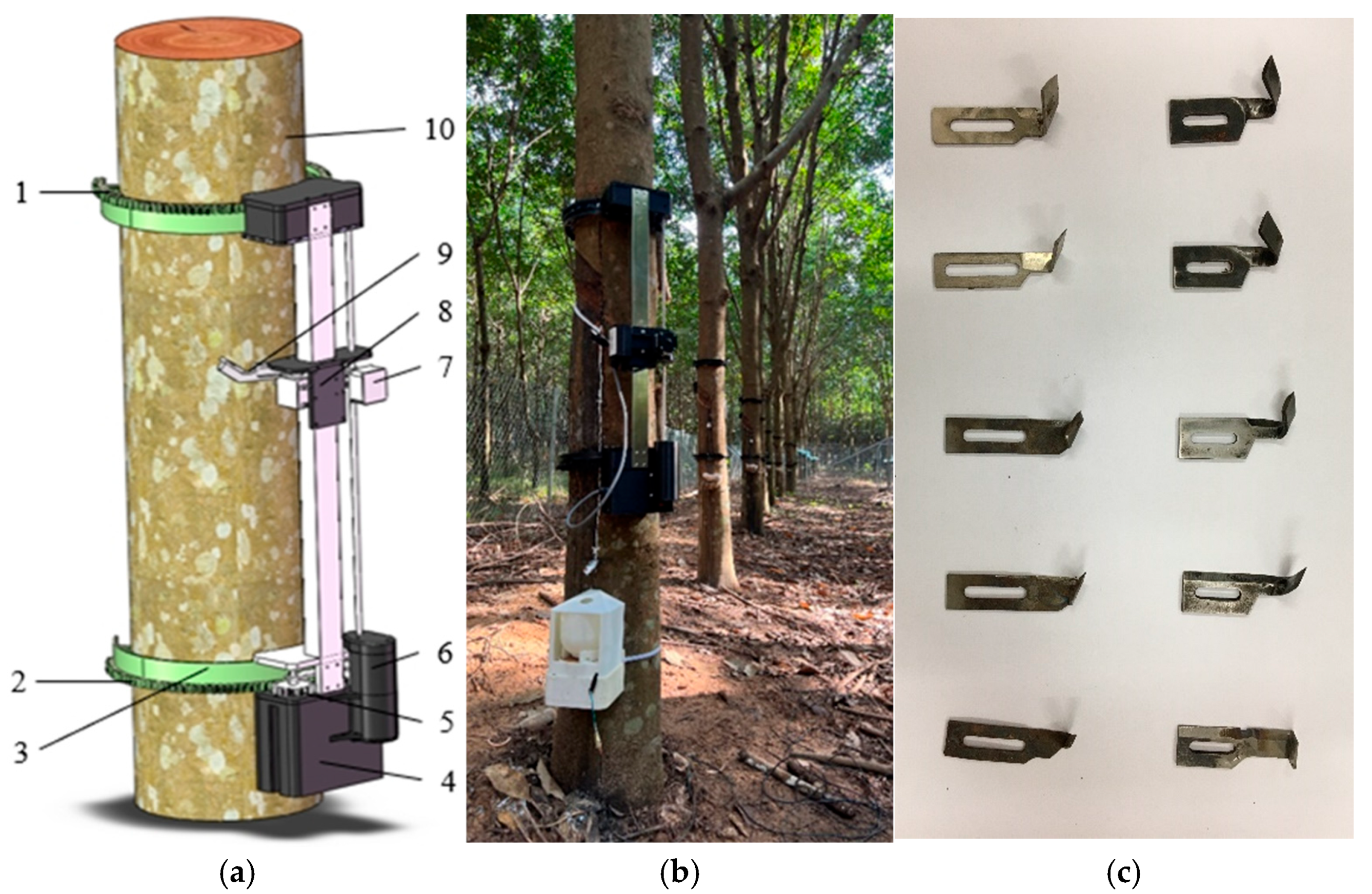
2.1. Adaptive Spiral Profiling Automatic Rubber Cutting Machine: General Structure and Working Principle
2.2. Adaptive Spiral Profiling Automatic Rubber Cutter: Working Principle
2.3. Adaptive Spiral Form—Following Automatic Rubber Cutter Forest Cutting Performance Test
2.3.1. Purpose of the Test
2.3.2. Test Methods and Equipment
3. Results and Analysis
3.1. Experimental Program and Measurement Results
3.2. Regression Modeling and Testing
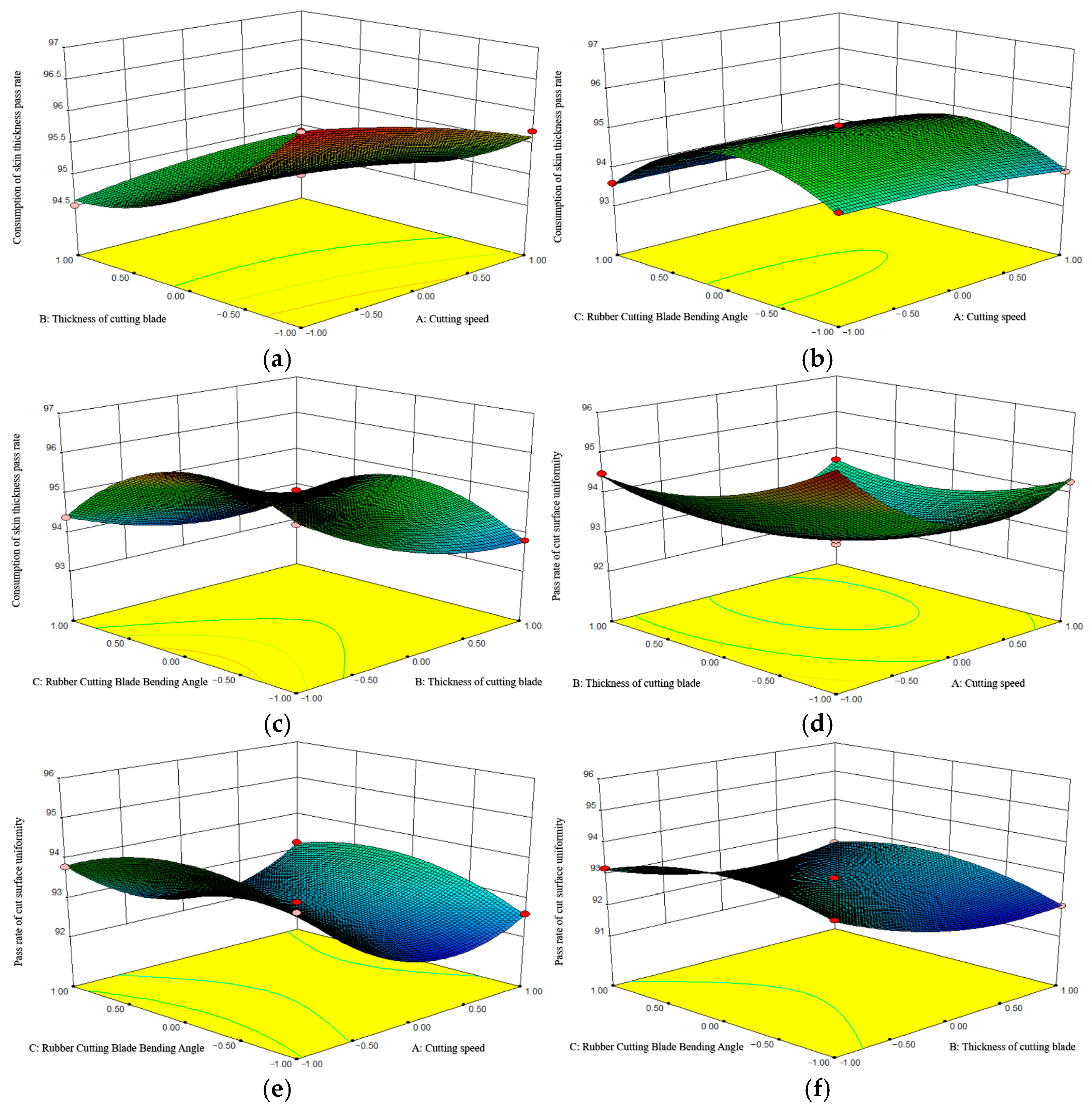
3.3. Model Interaction Term Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Salehi, M.; Cornish, K.; Bahmankar, M.; Naghavi, M.R. Natural rubber-producing sources, systems, and perspectives for breeding and biotechnology studies of Taraxacum kok-saghyz. Ind. Crop Prod. 2021, 170, 113667. [Google Scholar] [CrossRef]
- Sant’Anna, I.C.; Gouvea, L.; Martins, M.A.; Scaloppi, J.E.; de Freitas, R.S.; Goncalves, P.S. Genetic diversity associated with natural rubber quality in elite genotypes of the rubber tree. Sci. Rep. 2021, 11, 1081. [Google Scholar] [CrossRef] [PubMed]
- Qiu, J.; Yang, W.F.; Wei, F.; Gao, H.H.; Fan, R.S.; Xiao, X.Z.; Luo, S.Q. Analysis and Suggestion on domestic production situation of natural rubber. China Trop. Agric. 2021, 5, 7–12. [Google Scholar]
- Zhou, H.; Zhang, S.L.; Zhai, Y.H.; Wang, S.; Zhang, C.L.; Zhang, J.X.; Li, W. Visual Servo control method and cutting experiment of natural rubber rubber cutting robot. Smart Agric. 2020, 2, 56–64. [Google Scholar]
- Zhang, H.; Chen, Y.; Cong, J.; Liu, J.; Zhang, Z.; Zhang, X. Reliability Study of an Intelligent Profiling Progressive Automatic Glue Cutter Based on the Improved FMECA Method. Agriculture 2023, 13, 1475. [Google Scholar] [CrossRef]
- Zhang, H.; Wen, Z.; Chen, Y.; Liu, J.; Liu, H.; Zhang, Z.; Zhang, X. Research on Cutting Angle Design Optimization of Rubber Cutter Based on Discrete Element Method. Agriculture 2023, 13, 1894. [Google Scholar] [CrossRef]
- Huang, C.; Zheng, Y.; Wang, L.L.; Wu, S.H.; Cao, J.H. Cutting technique and experiment of portable electric rubber knife. Jiangsu Agric. Sci. 2019, 47, 260–263. [Google Scholar]
- Zhang, C.L.; Li, D.C.; Zhang, S.L.; Ye, Y.; Tan, Y.Z.; Li, W. Design and experiment of three-coordinate linkage rubber cutting device based on laser distance measurement. Trans. Agric. Mach. 2019, 50, 121–127. [Google Scholar]
- Zeng, S.; Wu, Y.J.; Zeng, F.Y.; Yu, K.X.; Ma, L.G.; Yang, W.W. Design and experiment of Fixed rubber automatic cutting machine. J. Southwest Univ. (Nat. Sci. Ed.) 2024, 46, 92–102. [Google Scholar]
- Wen, X.Y.; Hong, Y.M.; Xiong, J.M.; Yu, Y.G.; Tan, J.H.; Meng, X.B. Design and experiment of Fixed natural rubber automatic cutting machine. Trans. Agric. Mach. 2023, 54, 128–135. [Google Scholar]
- Chen, Y.Y.; Zhang, H.; Liu, J.X.; Zhang, Z.F.; Zhang, X.R. Tapped area detection and new tapping line location for natural rubber trees based on improved mask region convolutional neural network. Front. Plant Sci. 2023, 13, 1038000. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.L.; Lin, H.Z.; Li, Y.M.; Gong, L.; Miao, Z.H. Research status and development trend analysis of intelligent control technology for agricultural equipment. Trans. Agric. Mach. 2020, 51, 1–18. [Google Scholar]
- Du, Y.F.; Fu, S.H.; Mao, E.R.; Zhu, Z.X.; Li, Z. Development status and prospect of intelligent design technology for agricultural machinery. Trans. Agric. Mach. 2019, 50, 1–17. [Google Scholar]
- Yang, L.; He, C.H.; Wu, W.; Liu, R.J. Supporting policies and implications of natural rubber industry in Thailand, Malaysia and India. Chin. Trop. Agric. 2024, 1, 5–13. [Google Scholar]
- Wang, L.L.; Huang, C.; Chen, W.R.; Zhang, Y.S.; Zheng, Y.; Li, T.Y. Design and test of cutting copying mechanism for mechanical rubber cutting equipment. Chin. J. Agric. Mech. 2024, 45, 62–70. [Google Scholar]
- Zhang, C. Design and Test of Automatic Rubber Cutting Machine; Huazhong Agricultural University: Wuhan, China, 2024. [Google Scholar]
- Wang, L.L.; Chen, W.R.; Wu, S.H.; Huang, C.; Zheng, Y.; Li, T.Y. Optimal design and application of efficient rubber cutting technology based on the integration of agricultural machinery and agronomy. Chin. J. Agric. Mech. 2024, 45, 22–28. [Google Scholar]
- Zhang, C.L.; Sheng, X.Y.; Zhang, S.L.; Gao, J.; Yuan, T.; Zhang, J.X.; Li, W. Experiment on influencing factors of power consumption in mechanical harvesting of natural rubber. Trans. Agric. Eng. 2018, 34, 32–37. [Google Scholar]
- Susanto, H.; Ali, S.; Hanif. The design of flexible rubber tapping tool with settings the depth and thickness control. IOP Conf. Ser. Mater. Sci. Eng. 2019, 506, 12002. [Google Scholar] [CrossRef]
- Ru, S.F.; Liu, T.J.; Zhang, Y. A Kind of Bionic Rubber Cutter with Claw Toe Shape. CN Patent 209546491U, 29 October 2019. [Google Scholar]
- Liu, T.J.; Ru, S.F.; Zhang, X.R. A Kind of Scale-Like Plastic Cutter of Pangolin. CN Patent 210900717U, 3 July 2020. [Google Scholar]
- Pramchoo, W.; Geater, A.F.; Harris-Adamson, C.; Tangtrakulwanich, B. Ergonomic rubber tapping knife relieves symptoms of carpal tunnel syndrome among rubber tappers. Int. J. Ind. Ergonom. 2018, 68, 65–72. [Google Scholar] [CrossRef]
- Da, P.; Wei, X.D. Experiment on cutting rubber with Motoray Mark II type electric rubber knife. Transl. Trop. Crops 1987, 1, 16–18. [Google Scholar]
- Soumya, S.J.; Vishnu, R.S.; Arjun, R.N.; Bhavani, R.R. Design and testing of a semi automatic rubber tree tapping machine (SART). In Proceedings of the 2016 IEEE Region 10 Humanitarian Technology Conference (R10-HTC), Agra, India, 21–23 December 2016; pp. 1–4. [Google Scholar]
- Arjun, R.N.; Soumya, S.J.; Vishnu, R.S.; Bhavani, R.R. Semi automatic rubber tree tapping machine. In Proceedings of the 2016 International Conference on Robotics and Automation for Humanitarian Applications (RAHA), Amritapuri, India, 18–20 December 2016; pp. 1–5. [Google Scholar]
- Wang, L.; Cao, J.; Zheng, Y.; Huang, C.; Wu, S. The Development and Application of Advanced Design and Manufacturing Techniques on Type 4GXJ-I of Cordless Brushless Tapping Knife. IOP Conf. Ser. Mater. Sci. Eng. 2019, 592, 12143. [Google Scholar] [CrossRef]
- Chen, W.R.; Deng, X.F.; Wang, L.L.; Zang, Y.S. Application of 4GXJ electric rubber cutter in natural rubber harvesting. Trop. Agric. Sci. Technol. 2021, 44, 14–18. [Google Scholar]
- Chen, W.R.; Xiao, S.W.; Jia, Q.; Deng, X.F.; Huang, C.; Zheng, Y. Transmission Structure design and motion simulation analysis of 4GXJ-2 electric rubber cutter. J. Yancheng Inst. Technol. (Nat. Sci.) 2021, 34, 24–31. [Google Scholar]
- Huang, C.; Wang, L.; Cao, J.; Zheng, Y.; Wu, S. The Technology Research on Cutting Test of 4GXJ-I Tapping Knife For Rubber Tree. IOP Conf. Ser. Mater. Sci. Eng. 2019, 592, 12070. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, Y.S.; Cao, J.H.; Huang, C.; Wang, L.L.; Yuan, X.J.; Wu, S.H. Study on the effect of 4GXJ-I electric rubber knife on the characteristics of rubber cutting and rubber production. J. Trop. Crops 2017, 38, 1725–1735. [Google Scholar]
- Ahmed, N.; Malik, K.A.B.; Malov, M.H. Automatic Rubber Cutting Machine. CN Patent 103415200B, 13 January 2016. [Google Scholar]
- Deepthi, S.R.; Dsouza, R.M.D.; Shri, K.A. Automated rubber tree tapping and latex mixing machine for quality production of natural rubber. In Proceedings of the 2020 IEEE-HYDCON, Hyderabad, India, 11–12 September 2020; pp. 1–4. [Google Scholar]
- Abhilash, K.S.; Babu, V.S.; Rahman, A.N.; Vemula, A.M.; Kumar, P.S. Investigative Study on the Feasibility of Simultaneous Movement Along Multiple Axes for Helical Cut Using RTM. Mater. Today Proc. 2021, 45, 3422–3425. [Google Scholar] [CrossRef]
- Gao, K.K.; Sun, J.H.; Gao, F.; Jiao, J. Error analysis and precision control of Fixed rubber cutting robot. Trans. Agric. Eng. 2021, 37, 44–50. [Google Scholar]
- Xu, Z.K.; Wu, J.Y.; Zhang, X.M. A Rubber Cutting Machine. CN Patent 207355104U, 15 May 2018. [Google Scholar]
- Xu, Z.K.; Wu, J.Y.; Zhang, X.M. A Rubber Cutting Machine and a Rubber Cutting Method. CN Patent 111972250A, 24 November 2020. [Google Scholar]
- Xu, Z.; Wang, J.; Zhang, X. Rubber Tapping Machine and Rubber Tapping Method. WO Patent 2020233003(A1), 26 November 2020. [Google Scholar]
- Xu, Z.; Wang, J.; Zhang, X. Deformable Guide Rail. WO Patent 2020233005(A1), 26 November 2020. [Google Scholar]
- Duan, R.; Chen, J.Q.; Qian, S.H.; Luo, Q.; Wang, H.B.; Xu, R. Optimization of process parameters for hydrothermal extraction of caffeine from tea residue. Chin. J. Agric. Eng. 2024, 40, 310–318. [Google Scholar]
- Qi, J.L.; Zhang, J.; Song, Z.M.; Zhao, R.B.; Zhang, Q.N.; Sun, W. Research on optimization of anchoring support parameters of deep mining roadway with high stress. Coal Technol. 2024, 43, 91–97. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
| Codes | Cutting Speed A (s/Penetration of a Knife) | Thickness of Cutting Blade B (mm) | Rubber Cutting Blade Bending Angle C (°) |
|---|---|---|---|
| −1 | 15 | 0.5 | 25 |
| 0 | 20 | 1.0 | 30 |
| 1 | 25 | 1.5 | 35 |
| Test Number | Cutting Speed A | Thickness of Cutting Blade B | Rubber Cutting Blade Bending Angle C | Consumption of Skin Thickness Pass Rate H/% | Pass Rate of Cut Surface Uniformity K/% |
|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 95.0 | 92.9 |
| 2 | 0 | 1 | −1 | 93.8 | 92.0 |
| 3 | −1 | 0 | 1 | 93.6 | 93.8 |
| 4 | 1 | −1 | 0 | 95.7 | 94.3 |
| 5 | 0 | 0 | 0 | 95.0 | 92.9 |
| 6 | 0 | 0 | 0 | 95.0 | 92.8 |
| 7 | 1 | 0 | 1 | 93.3 | 93.2 |
| 8 | −1 | 0 | −1 | 94.4 | 94.1 |
| 9 | 0 | 0 | 0 | 95.1 | 92.9 |
| 10 | 1 | 0 | −1 | 93.9 | 92.6 |
| 11 | 0 | 0 | 0 | 95.0 | 92.7 |
| 12 | −1 | 1 | 0 | 94.5 | 94.5 |
| 13 | 1 | 1 | 0 | 94.9 | 93.7 |
| 14 | −1 | −1 | 0 | 96.5 | 95.8 |
| 15 | 0 | 1 | 1 | 93.7 | 92.5 |
| 16 | 0 | −1 | −1 | 95.6 | 93.4 |
| 17 | 0 | −1 | 1 | 94.4 | 93.2 |
| Source of Variation | Consumption of Skin Thickness Pass Rate H/% | Pass Rate of Cut Surface Uniformity K/% | ||||||
|---|---|---|---|---|---|---|---|---|
| Degrees of Freedom | Mean Square | F1 | P1 | Degrees of Freedom | Mean Square | F2 | P2 | |
| regression | 9 | 1.27 | 218.83 | <0.0001 ** | 9 | 1.51 | 250.99 | <0.0001 ** |
| A | 1 | 0.18 | 31.11 | 0.0008 ** | 1 | 2.42 | 403.33 | <0.0001 ** |
| B | 1 | 3.51 | 606.88 | <0.0001 ** | 1 | 2.00 | 333.33 | <0.0001 ** |
| C | 1 | 0.91 | 157.50 | <0.0001 ** | 1 | 0.045 | 7.50 | 0.0290 * |
| AB | 1 | 0.36 | 62.22 | <0.0001 ** | 1 | 0.12 | 20.42 | 0.0027 ** |
| AC | 1 | 0.010 | 1.73 | 0.2300 | 1 | 0.20 | 33.75 | 0.0007 ** |
| BC | 1 | 0.30 | 52.28 | 0.0002 ** | 1 | 0.12 | 20.42 | 0.0027 ** |
| A2 | 1 | 0.040 | 6.92 | 0.0339 * | 1 | 5.99 | 997.93 | <0.0001 ** |
| B2 | 1 | 0.96 | 165.93 | <0.0001 ** | 1 | 1.24 | 206.53 | <0.0001 ** |
| C2 | 1 | 5.31 | 916.96 | <0.0001 ** | 1 | 1.55 | 258.99 | <0.0001 ** |
| residual | 7 | 5.786 × 10−3 | 7 | 6.0 × 10−3 | ||||
| incoherent | 3 | 0.011 | 5.42 | 0.0681 | 3 | 3.333 × 10−3 | 0.42 | 0.7510 |
| inaccuracies | 4 | 2.0 × 10−3 | 4 | 8.0 × 10−3 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhang, G.; Li, Y.; Zhang, L. Parameter Optimization Study of Adaptive Spiral Profiling Automatic Rubber Cutter for Natural Rubber Trees. Forests 2025, 16, 414. https://doi.org/10.3390/f16030414
Zhang H, Zhang G, Li Y, Zhang L. Parameter Optimization Study of Adaptive Spiral Profiling Automatic Rubber Cutter for Natural Rubber Trees. Forests. 2025; 16(3):414. https://doi.org/10.3390/f16030414
Chicago/Turabian StyleZhang, Heng, Guohai Zhang, Yuan Li, and Lina Zhang. 2025. "Parameter Optimization Study of Adaptive Spiral Profiling Automatic Rubber Cutter for Natural Rubber Trees" Forests 16, no. 3: 414. https://doi.org/10.3390/f16030414
APA StyleZhang, H., Zhang, G., Li, Y., & Zhang, L. (2025). Parameter Optimization Study of Adaptive Spiral Profiling Automatic Rubber Cutter for Natural Rubber Trees. Forests, 16(3), 414. https://doi.org/10.3390/f16030414