
A Welding Fatigue Analysis of a Quick-Replacement Battery Box for Electric Vehicles

Abstract
:1. Introduction
2. Fatigue Generation Mechanism and Finite Element Modeling
2.1. Mechanism of Welding Fatigue Generation
2.2. Quick-Replacement Battery Box Modelling
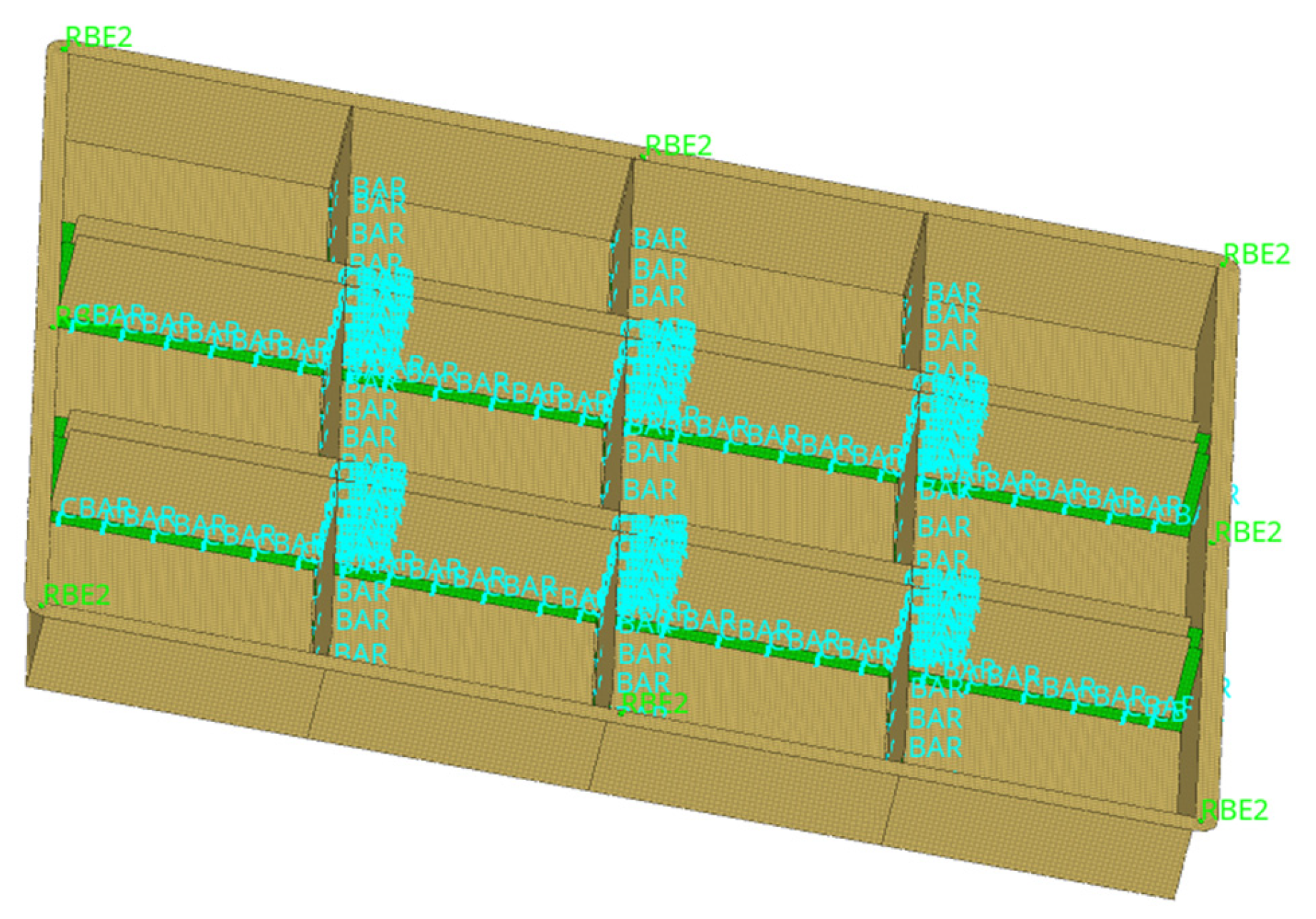
2.3. Modelling the Quick-Replacement Battery Box Welding Points
3. Analysis of Welding Point Characteristics of the Quick-Replacement Battery Box
3.1. Grid Division
3.2. Selection of Material Parameters
3.3. Static Properties and Modal Analysis
3.3.1. Working Condition 1: Sharp Braking
3.3.2. Working Condition 2: Sharp Turning
3.3.3. Working Condition 3: Bumpy Road
3.3.4. Working Condition 4: Sharp Braking on a Bumpy Road
3.3.5. Working Condition 5: Sharp Turning on a Bumpy Road
3.4. Welding Fatigue Analysis
3.4.1. Welding Fatigue Analysis Theory [21]
- (1)
- The radial stress method was used to assess the damage between the welding points and the main board connection. n critical planes were selected cyclically along the welding point, and the radial stress in each plane was calculated. The damage value was then determined using the S–N fatigue assessment method, with the maximum damage value representing the damage at that position. The radial stress can be determined using the axial force fx, fy, fz and bending moments my, mz. The radial stress on different critical surfaces depends on the angle θ of the critical surface, as shown in Equation (1).where D is the diameter of the welding point and T is the thickness of the connected plate. , , , , . when , ; when , .
- (2)
- The damage assessment of the welding core requires the calculation of the positive stress and shear stress in the critical plane, as well as the determination of the maximum principal stress on that plane, using them, as shown in Equations (2) and (3).where , , , . When , ; when , .
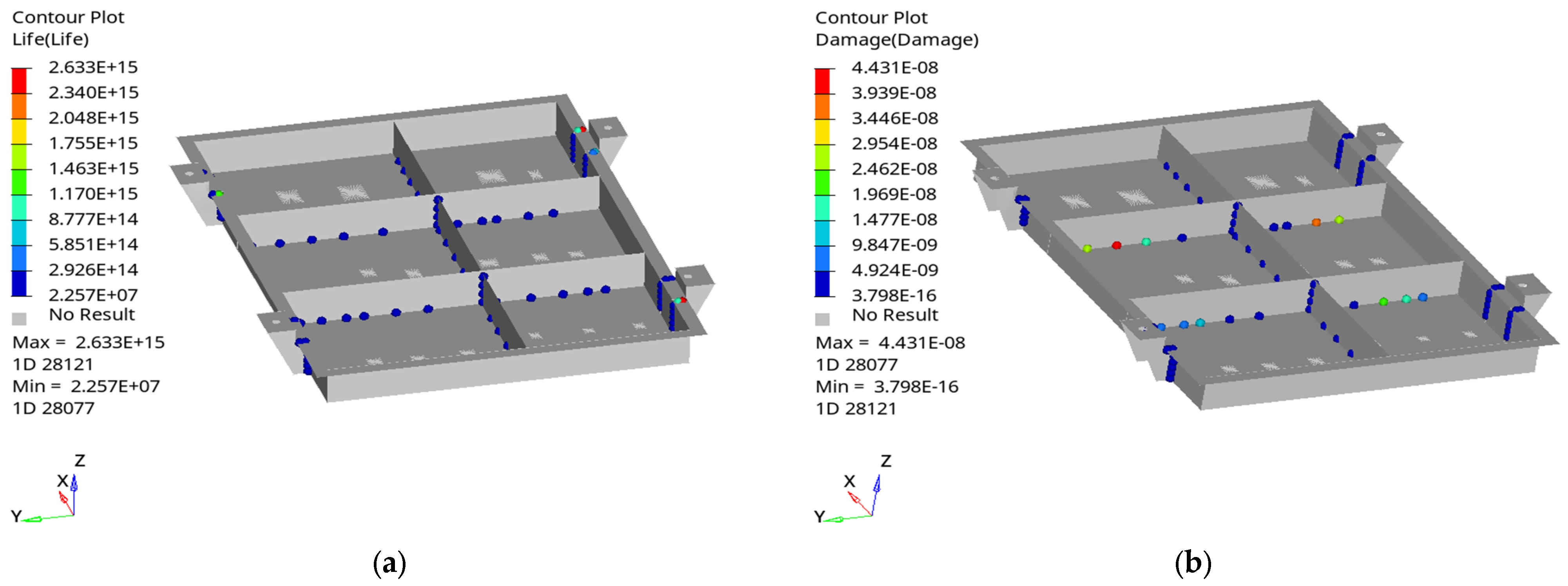
3.4.2. Welding Fatigue Analysis Results
4. Fatigue Analysis of Welding Points after Quick-Replacement Battery Box Optimization
4.1. Topological Optimization of Welding Points
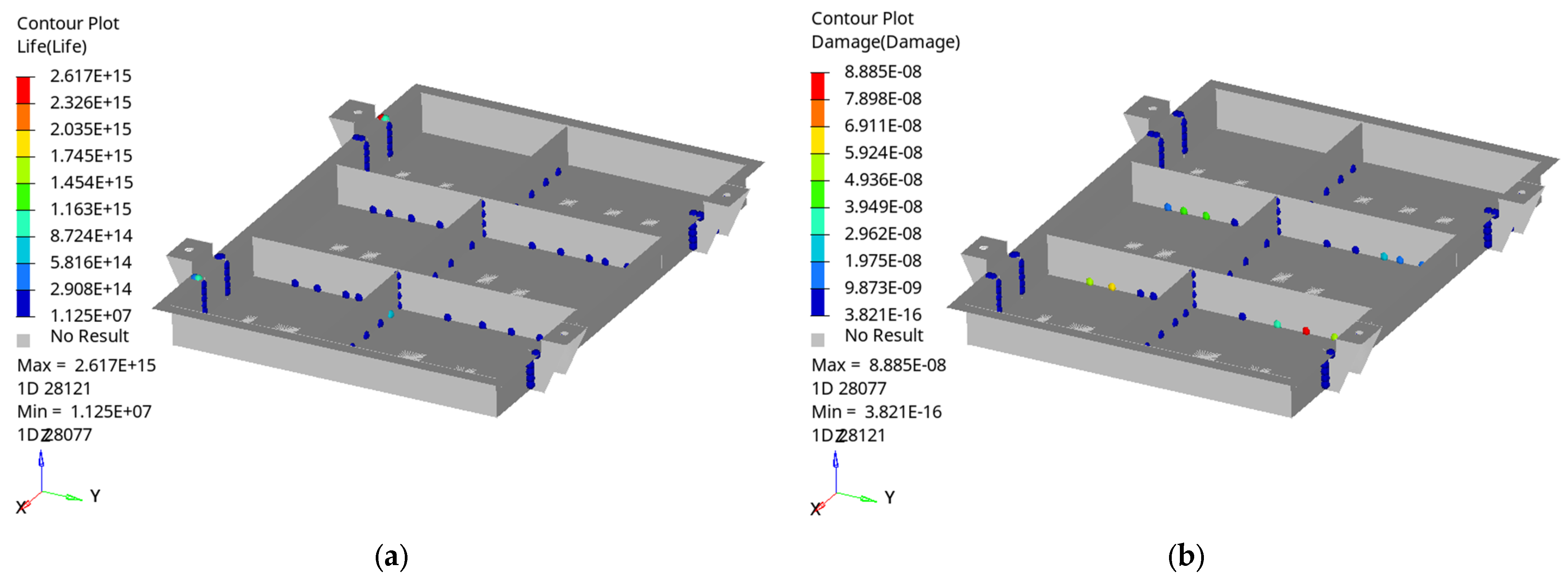
4.2. Optimized Welding Points Fatigue Analysis
5. Conclusions
- (1)
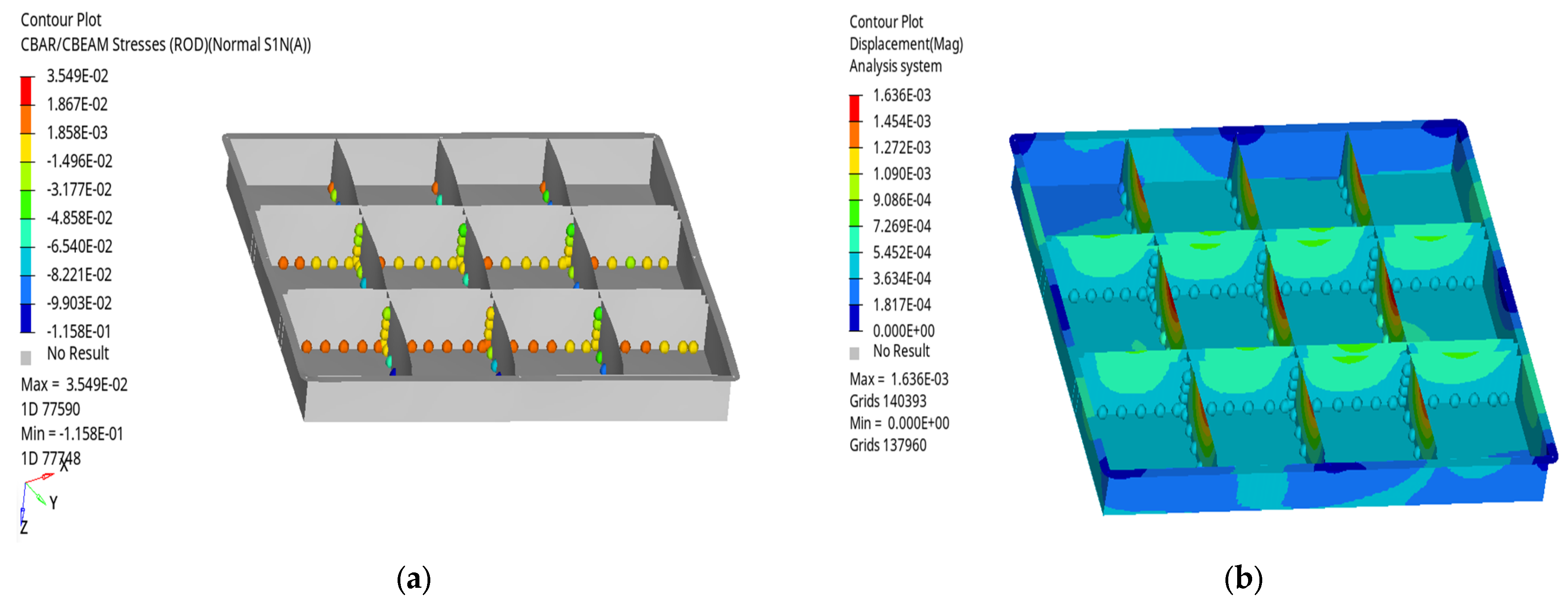
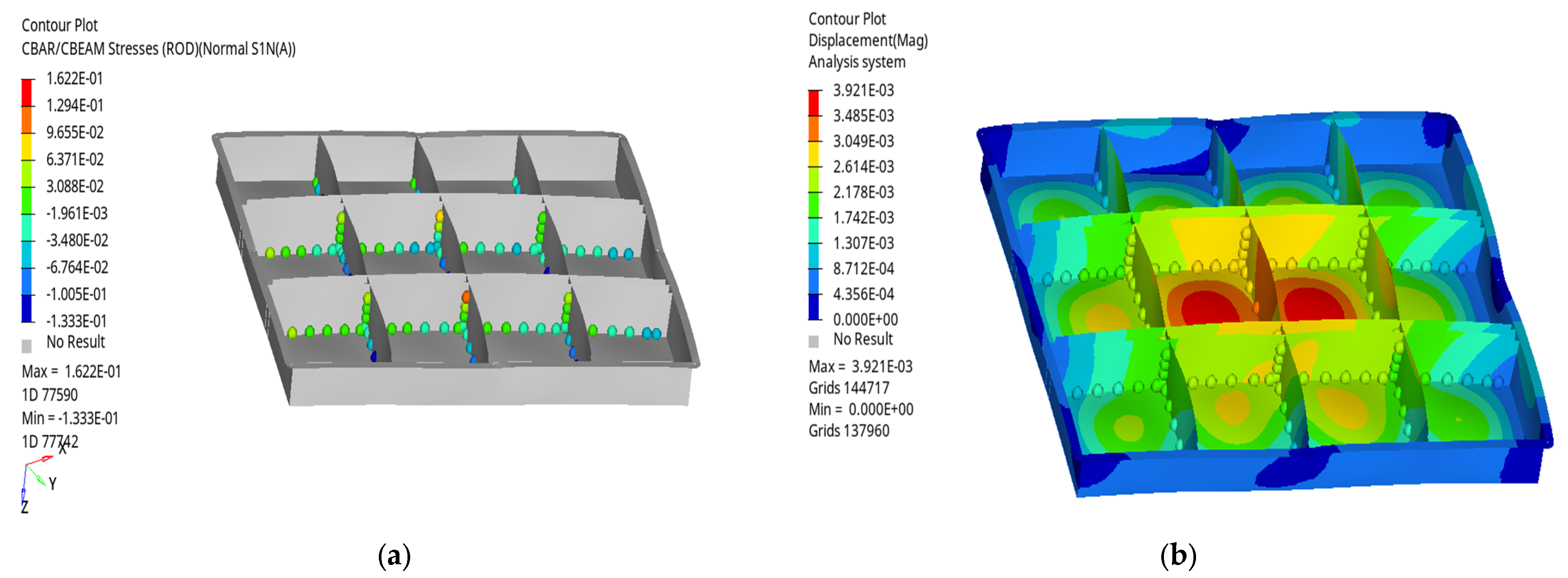
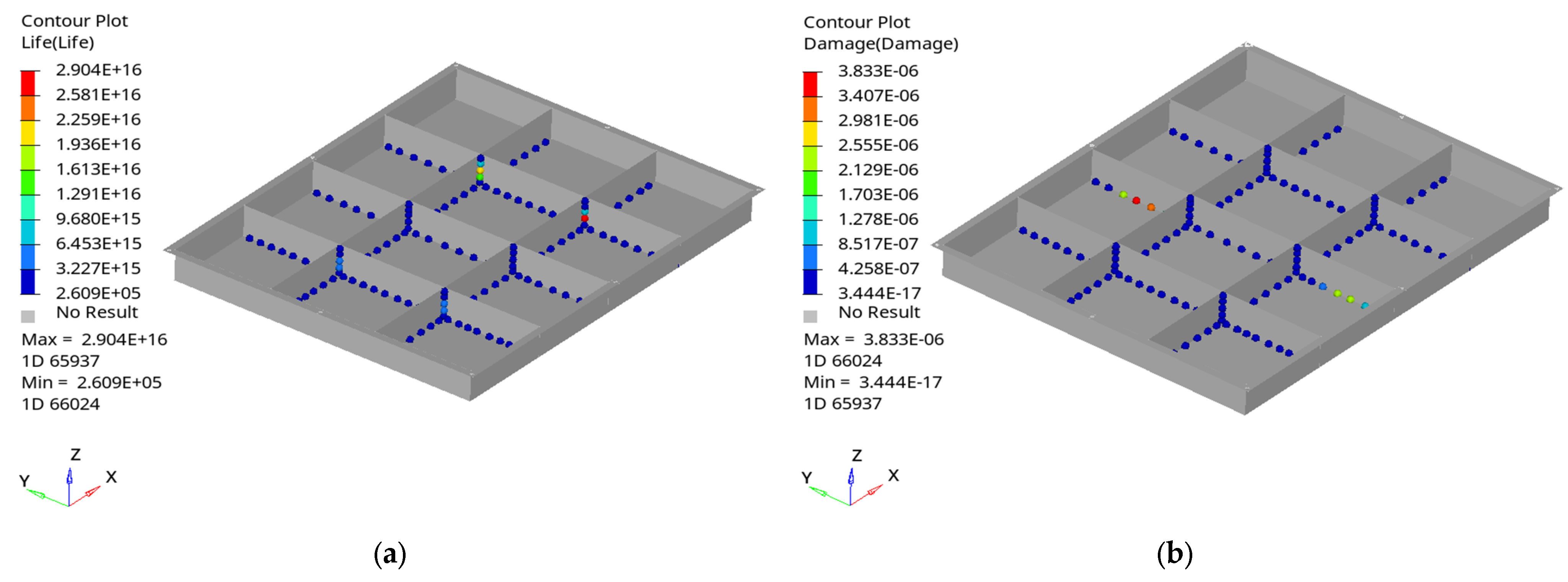
- The static and mode analysis of the pre-optimized quick-replacement battery box revealed significant stress concentration and deformation occurring in the quick-replacement battery box and welding points during sharp turning on a bumpy road. The maximum stress value was 2.038 × 10−1, with a maximum displacement of 3.954 × 10−3. However, these values fully satisfied the allowable stress and deformation requirements under various working conditions of the material. Additionally, the maximum fatigue damage of the welding points was 6.728 × 10−6 and the fatigue life was 9.421 × 1016, which far exceeds the required fatigue life for a quick-replacement battery box.
- (2)
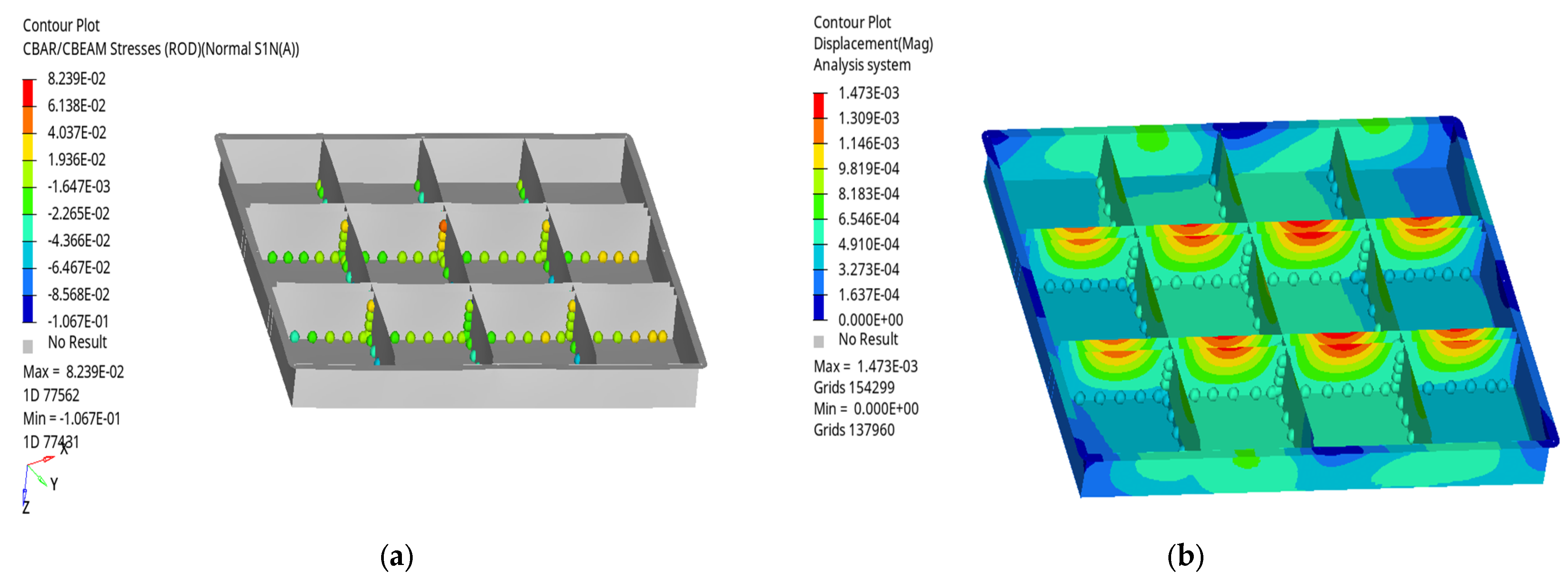
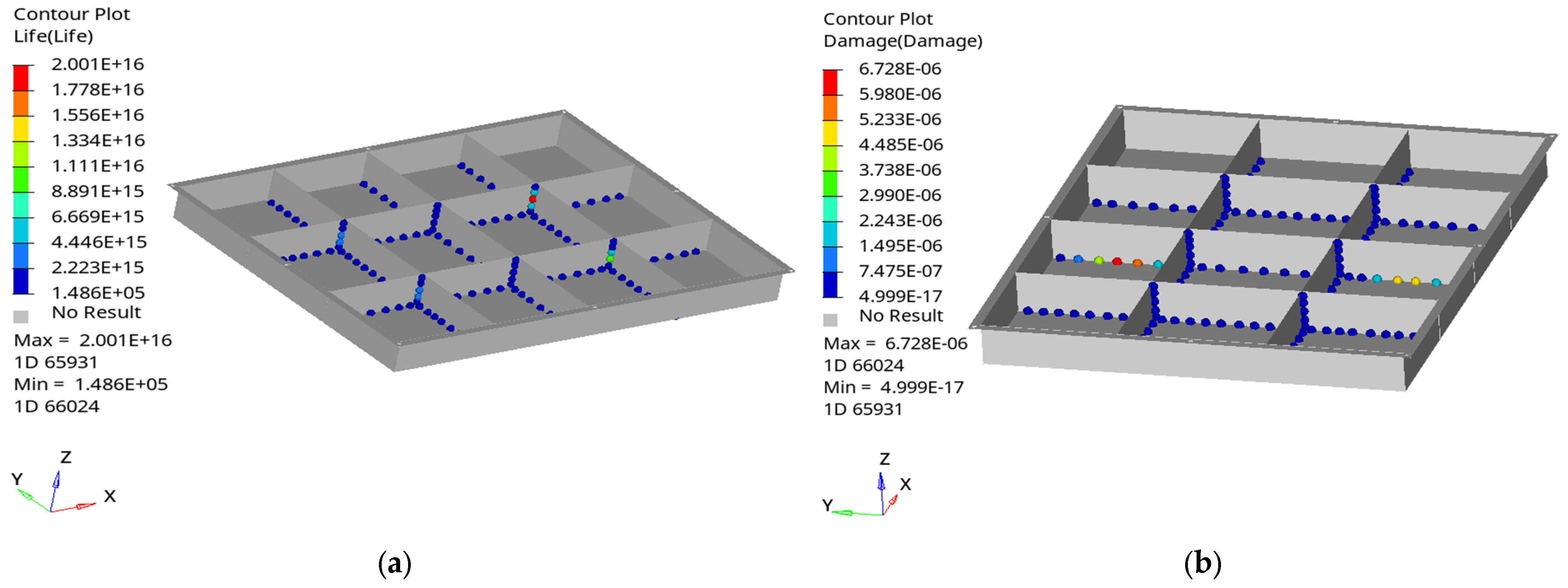
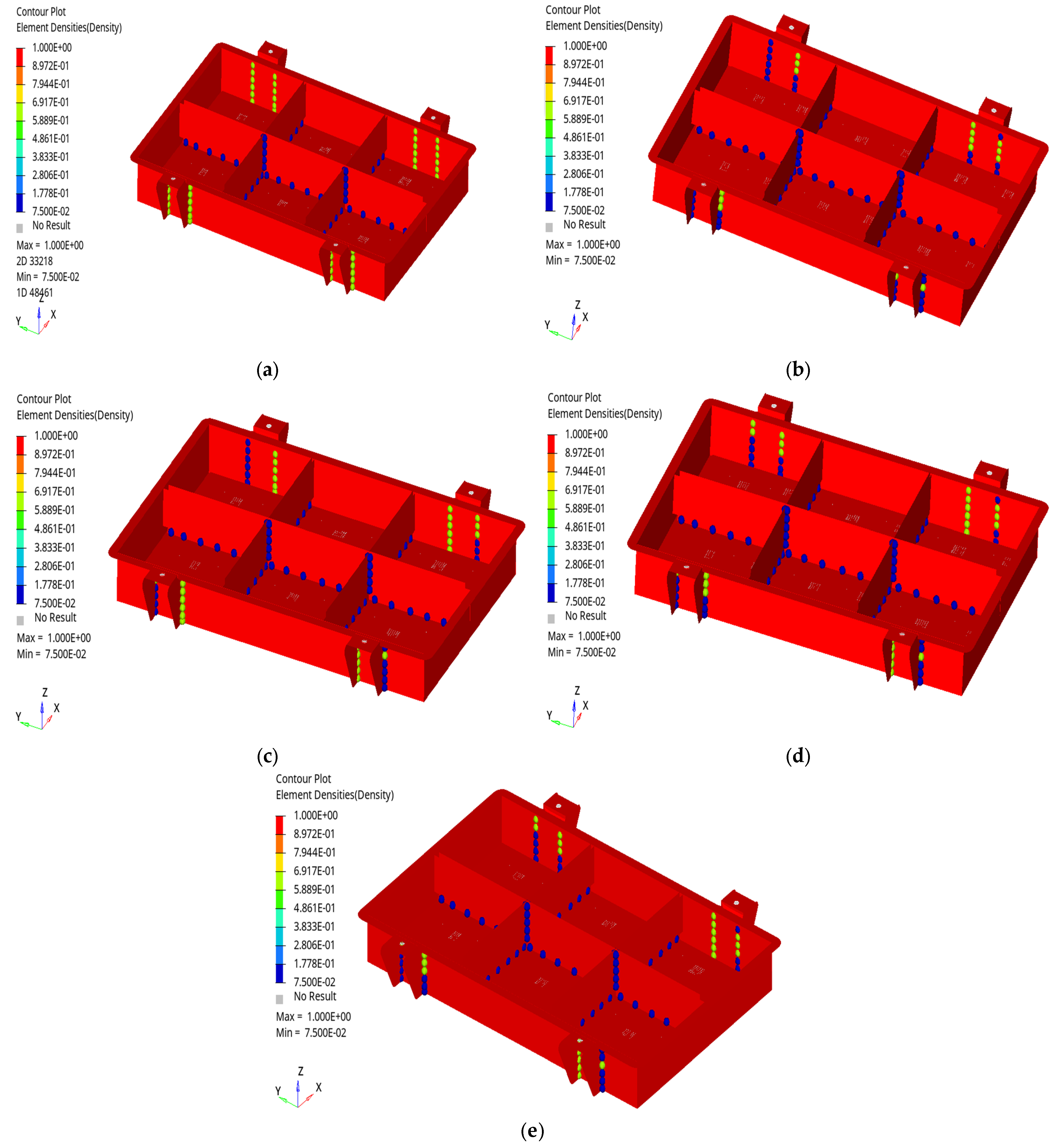
- The stress concentration of the optimized quick-replacement battery box was relatively reduced, and the number of welding points was appropriately decreased. The fatigue analysis of the optimized welding points shows that the maximum fatigue damage was 8.885 × 10−8. Compared with that of the pre-optimized welding points, the maximum fatigue was 1.235 × 1016, which far exceeds the overall service life of the quick-replacement battery box; therefore, the layout of the optimized quick-replacement battery box and the welding points meets the requirements.
- (3)
- From the results of the fatigue analysis of the welding points, it can be seen that the quick-replacement battery box experiences maximum fatigue damage at its connections and in the center of the thin plate, which are areas vulnerable to potential damage. Furthermore, the analytical technique presented in this paper can be applied to analyze the welding fatigue of electric vehicles and to enhance their safety performance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kalkan, O.; Colak, A.B.; Celen, A.; Bakirci, K.; Dalkilic, A.S. Prediction of experimental thermal performance of new designed cold plate for electric vehicles’ Li-ion pouch-type battery with artificial neural network. J. Energy Storage 2022, 48, 103981. [Google Scholar] [CrossRef]
- Wang, X.R. Analysis of the development, current research status and challenges of battery exchange modes for electric vehicles. J. Sichuan Vocat. Tech. Coll. 2021, 31, 163–168. [Google Scholar]
- Lu, Z.Y.; Zhang, W.G.; Zhao, M.Y.; Zhang, H. The simulation and optimization of fast-swap battery pack of EV based on frequency sweeping. Mod. Manuf. Eng. 2013, 63–68. [Google Scholar]
- Lu, Z.Y.; Zong, Y.Y.; Zhao, M.Y.; Zhang, H. Modal analysis and optimization of electric vehicle’s fast-swap battery box. Appl. Mech. Mater. 2013, 241, 1992–1999. [Google Scholar] [CrossRef]
- Wang, W.N.; Li, B.; Wang, Y. Design of battery fast-swap system for electric vehicle. Appl. Mech. Mater. 2014, 628, 190–194. [Google Scholar] [CrossRef]
- Qiu, C. The Research on Stowing of Fest-Exchange Battery Pack of Electric Vehicles. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2014. [Google Scholar]
- Li, S.Y.; Chen, Y.; Jiang, F.C.; Zhao, J.Z.; Wang, G.Y. Research on the finite element analysis and failure strengthening test of electric bus quick-change battery box. In Proceedings of the 2015 8th International Conference on Intelligent Computation Technology and Automation, Nanchang, China, 14–15 June 2015. [Google Scholar]
- Hou, W.N. Research on Structure and Thermal Performance for Fast-Exchange Battery Box of Electric Vehicle. Master’s Thesis, Chang’an University, Xi’an, China, 2018. [Google Scholar]
- Li, J.Y.; Lu, Z.D. Finite element analysis and optimization design of electric vehicle quick replacement battery box. Mod. Manuf. Eng. 2020, 31–38. [Google Scholar]
- Li, J.; Hu, G.; Chen, J. Analysis and Optimization of Fatigue Caused by Vibrations in the Quick-Replacement Battery Box for Electric Vehicles. World Electr. Veh. J. 2023, 14, 226. [Google Scholar] [CrossRef]
- Xu, Y.J.; Yang, L.; Lan, Z.B. Study on the fatigue characteristics of quick-change battery box in electric passenger car. Machinery 2023, 61, 1–6. [Google Scholar]
- Wu, C.D.; Dai, J.L.; Tang, W.; Yu, G.J.; Li, Y. Fatigue life prediction and optimization of welding spot based on battery box of a electric car. J. Mech. Strength 2013, 35, 663–667. [Google Scholar]
- Ji, Y.C. Research on Lightweight and Solder Joint Optimization Design of an Electric Vehicle Battery Case. Master’s Thesis, Anhui University of Technology, Ma’an shan, China, 2019. [Google Scholar]
- Lv, Z.D.; Zeng, J.X. Finite element analysis of the structural strength of the battery box in rail vehicles. Sci. Technol. Innov. 2021, 48–49. [Google Scholar]
- Xu, J.; Meng, X.W.; He, G.Q.; Li, G.Y. Numerical simulation and welding sequence optimization of friction stir welding for power battery enclosure’s bottom plate. J. Xi’an Jiaotong Univ. 2021, 55, 88–96. [Google Scholar]
- Xu, J.; Deng, F.; Su, T.; Li, G.Y. Research on numerical simulation and deformation control of melt inert-gas welding in power battery enclosure. Acta Sci. Nat. Uinversitatis SunYatseni 2021, 60, 50–58. [Google Scholar]
- Liu, S. Connection Analysis of Battery Box of Pure Electric Vehicle under Random Vibration Conditions. Master’s Thesis, Nanchang University, Nanchang, China, 2021. [Google Scholar]
- Cen, J.P. Understanding of the destruction mechanism on metal fatigue. Chin. J. Nat. 1980, 42–43. [Google Scholar]
- Tian, G.Z.; Yang, H.J.; Song, W.C. The production and prevention of welding stress. J. Tangshan Teach. Coll. 2010, 32, 45–46. [Google Scholar]
- Huang, Z.J.; He, L.; Zhang, H.W.; Liu, S.Y. Car body spot welding fatigue analysis based on the actual road spectrum. Intern. Combust. Engine Parts 2022, 49–52. [Google Scholar]
- Liu, Y.; Chen, B.; Luo, F. OptiStruct Structure Analysis and Engineering Application; Machinery Industry Press: Beijing, China, 2021. [Google Scholar]
- Zhao, J.W.; Feng, S.Z.; Tao, Y.R.; Li, Z.X. Stable node-based smoothed extended finite element method for fracture analysis of structures. Comput. Struct. 2020, 240, 106357. [Google Scholar] [CrossRef]
- Feng, S.; Xu, J.C.; Li, D.; Yang, L. Study on optimization of welding spot layout of automobile body. Agric. Equip. Veh. Eng. 2021, 59, 70–75. [Google Scholar]
- Yu, C. Research on Layout Optimization of Welding Spot for Automobile Body on the Topology Optimization. Master’s Thesis, Dalian University of Technology, Dalian, China, 2017. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (g/mm3) | Poisson’s Ratio | Elasticity Modulus (Mpa) | Yield Limit (Mpa) | Anti-Pull Limit (Mpa) |
|---|---|---|---|---|---|
| DC01 | 7.850 × 10−9 | 0.3 | 2.07 × 105 | 195 | 340 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhou, J.; Chen, J. A Welding Fatigue Analysis of a Quick-Replacement Battery Box for Electric Vehicles. World Electr. Veh. J. 2023, 14, 246. https://doi.org/10.3390/wevj14090246
Li J, Zhou J, Chen J. A Welding Fatigue Analysis of a Quick-Replacement Battery Box for Electric Vehicles. World Electric Vehicle Journal. 2023; 14(9):246. https://doi.org/10.3390/wevj14090246
Chicago/Turabian StyleLi, Jianying, Jienan Zhou, and Junjie Chen. 2023. "A Welding Fatigue Analysis of a Quick-Replacement Battery Box for Electric Vehicles" World Electric Vehicle Journal 14, no. 9: 246. https://doi.org/10.3390/wevj14090246