Event-Driven Online Machine State Decision for Energy-Efficient Manufacturing System Based on Digital Twin Using Max-Plus Algebra



Abstract
1. Introduction
2. Literature Review
2.1. Modeling and Simulation of Energy-Efficient Manufacturing
2.2. Energy-Aware Manufacturing System Scheduling and Control
2.3. Digital Twin of Cyber-Physical Manufacturing and Production System
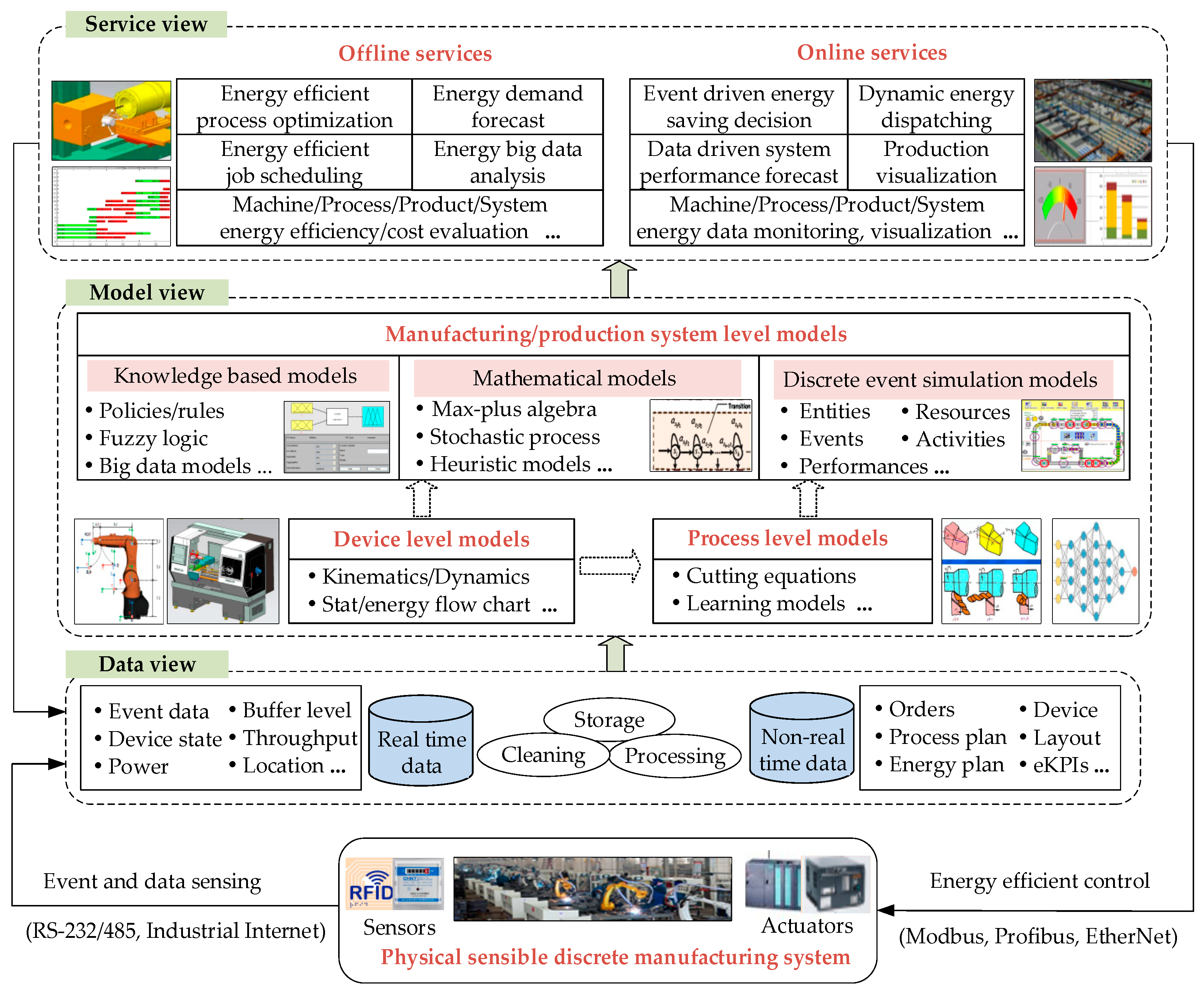
3. Digital Twin Based Operation Framework of Energy-Efficient Manufacturing System
3.1. Data View
3.2. Model View
3.3. Service View
4. Event-Driven Online Decision Model of Energy Saving Window Using Max-Plus Algebra
4.1. Physical Manufacturing System and Modeling Assumptions
- A physical serial production system is composed of m machines and m−1 buffers. There is one buffer between each adjacent machine.
- Each buffer Bi (i = 1, 2, …, m−1) has a finite capacity Ci and its real-time level is Ii.
- Each machine Mi (i = 1, 2, …, m) has a constant cycle time Pi.
- The reliability model of machines can be any probability distribution.
- The bottleneck machine (BN) of the system is denoted as Mb (1 ≤ b ≤ m).
- The first machine M1 is never starved, and the last machine Mm is never blocked.
- The transportation time between machines and buffers is not considered.
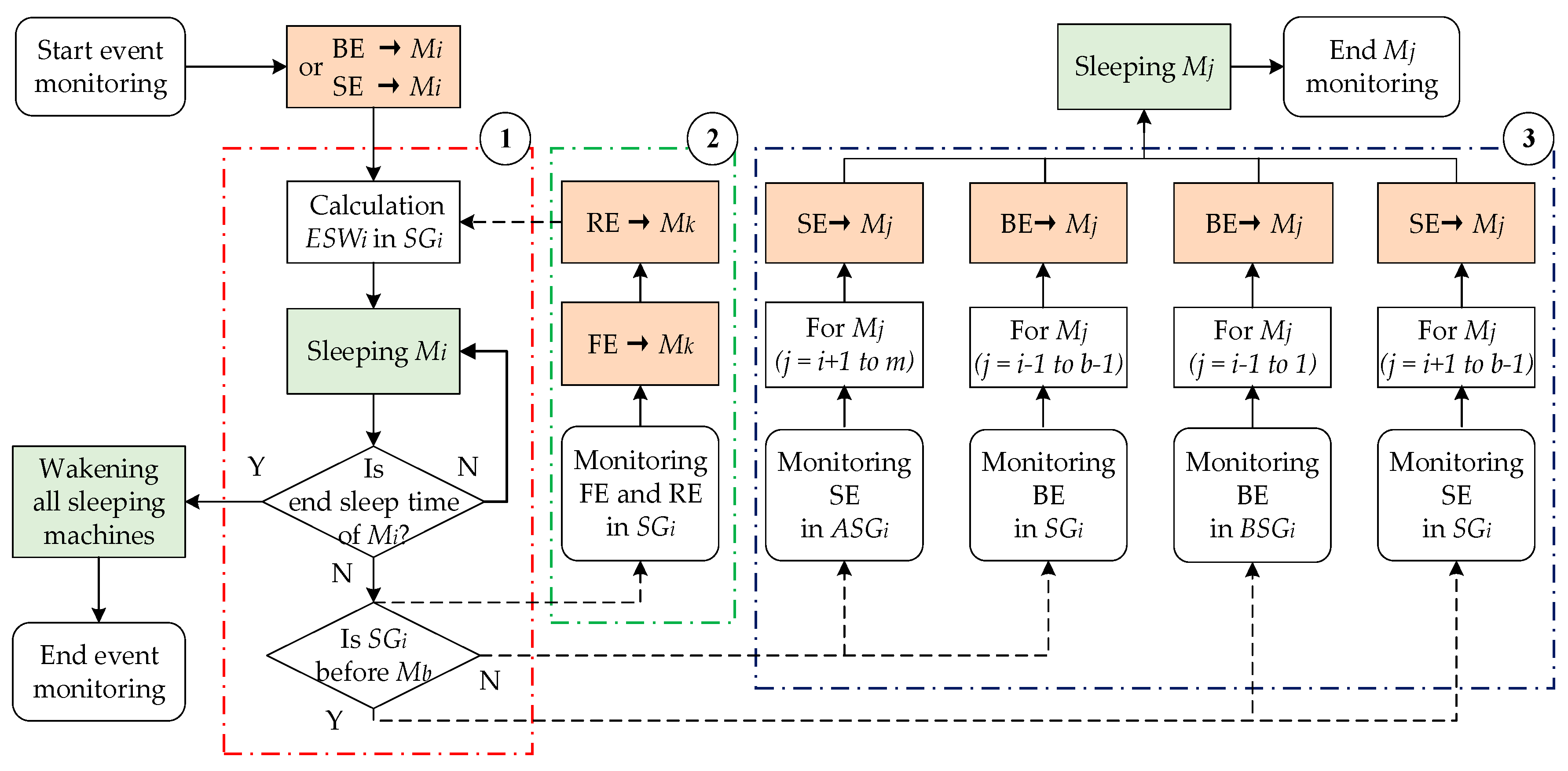
4.2. Methodology of Event-Driven Online Energy Saving Decision and Control of Machine States
4.3. Estimation of Energy Saving Window Based on System Segment using Max-Plus Algebra
- The total number of WIP in all buffers of SGi is denoted as n.
- uj (k) is the time instant when the kth (1 ≤ k ≤ n) part in SGi is available to Mj (i + 1 ≤ j ≤ b).
- uj is an column vector of uj (k).
- xj (k) is the time instant when Mj starts processing the kth part.
5. Simulation Experiments and Discussion
5.1. Simulation Case of a Serial Manufacturing System
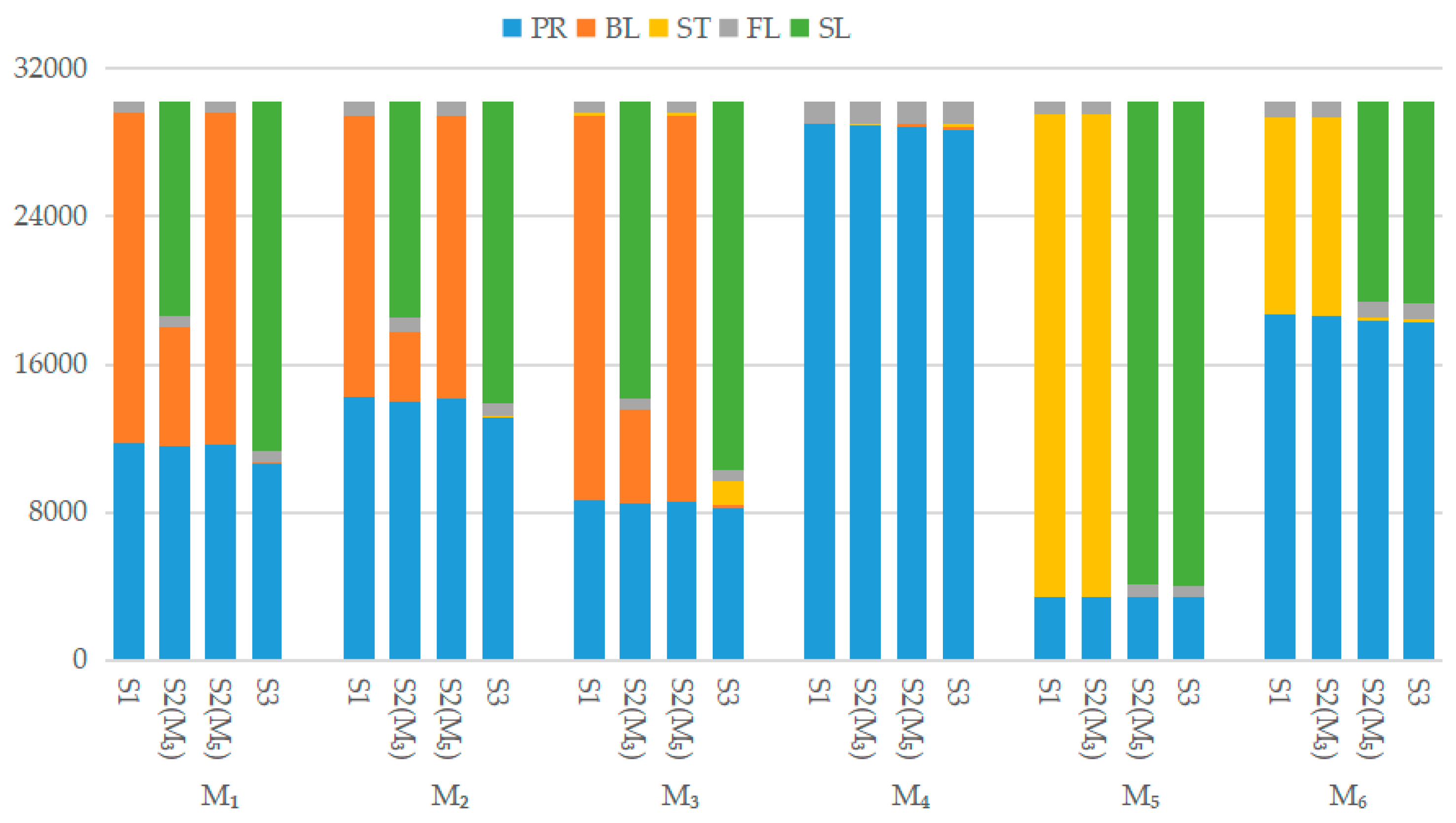
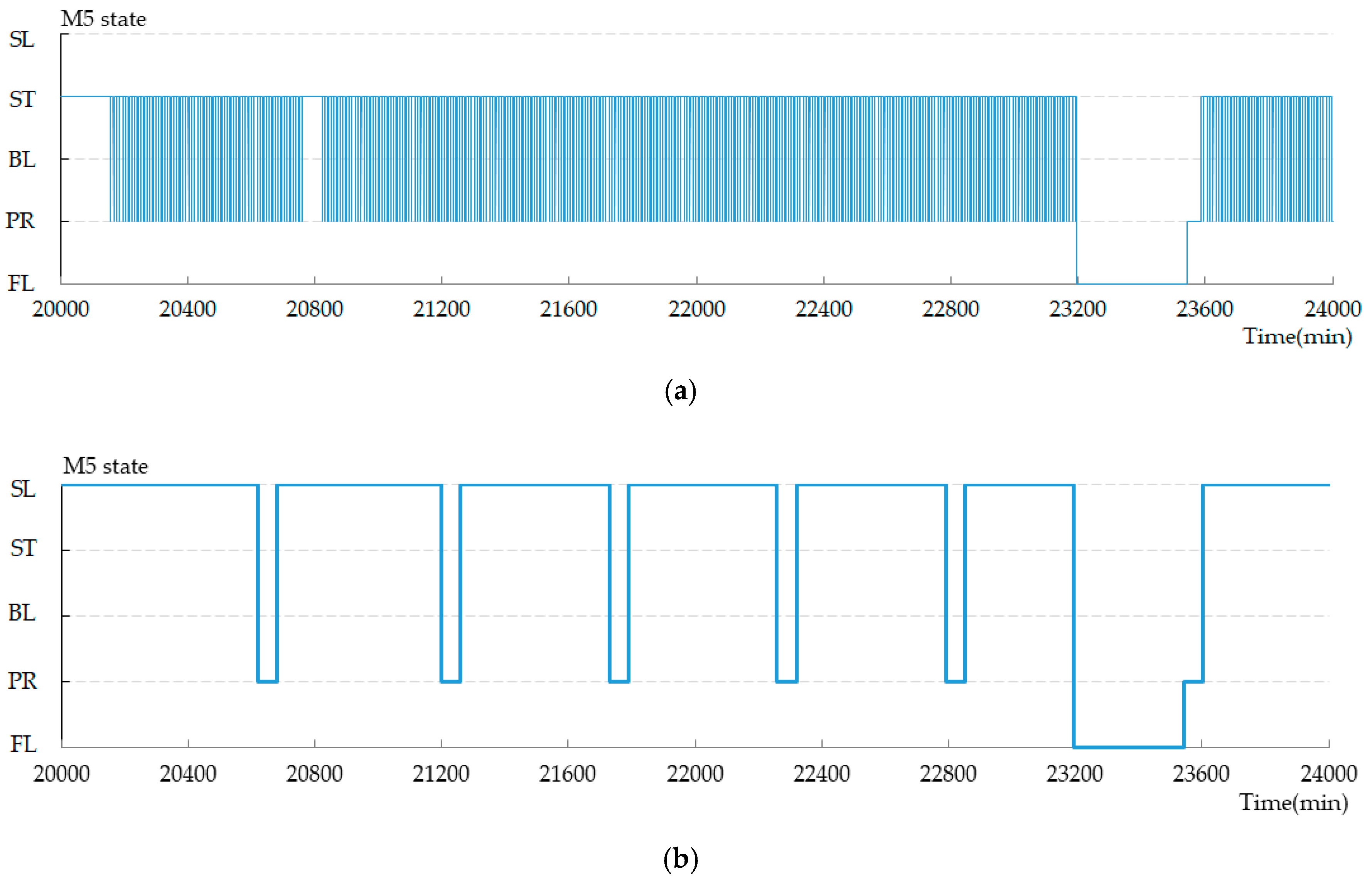
5.2. Experiment Results and Analysis
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| IoT | Internet of Things |
| CNC | Computerized Numerical Control |
| CPPS | cyber-physical production systems |
| eKPIs | energy-related key performance indicators |
| BN | bottleneck machine |
| BE | Blockage event of a machine |
| SE | Starvation event of a machine |
| FE | Failure event of a machine |
| RE | Recover event from failure of a machine |
| ESW | Energy saving window of a machine |
| SGi | System segment between target machine Mi and bottleneck machine |
| BSGi | System segment before SGi |
| ASGi | System segment after SGi |
| WIP | Work-in-process |
| TEi | The time length that all the WIP in buffers of SGi is cleared out |
| TRi | The time length of a part from entering target machine to arriving buffer Bb−1 |
| TFi | The time duration that all buffers in SGi are filled from their current levels |
| STP | System throughput |
| STPL | System throughput loss |
| TSEE | Total system energy cost |
| ECPP | Energy cost per part |
| ECSPP | Energy cost saving per part |
| PR | Processing state |
| BL | Blockage state |
| ST | Starvation state |
| FL | Failure state |
| SL | Sleep state |
| MTBF | Mean time between failure |
| MTTR | Mean time to repair |
References
- Sun, W.; Hou, Y.; Guo, L. Analyzing and forecasting energy consumption in china’s manufacturing industry and its subindustries. Sustainability 2019, 11, 99. [Google Scholar] [CrossRef]
- Salonitis, K.; Ball, P. Energy Efficient Manufacturing from Machine Tools to Manufacturing Systems. Procedia CIRP 2013, 7, 634–639. [Google Scholar] [CrossRef]
- Gutowski, T.; Dahmus, J.; Thiriez, A. Electrical energy requirements for manufacturing processes. In Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, Leuven, Belgium, 31 May–2 June 2006; pp. 623–628. [Google Scholar]
- Shrouf, F.; Miragliotta, G. Energy management based on Internet of Things: Practices and framework for adoption in production management. J. Clean. Prod. 2015, 100, 235–246. [Google Scholar] [CrossRef]
- Thiede, S.; Seow, Y.; Andersson, J.; Johansson, B. Environmental aspects in manufacturing system modeling and simulation: State of the art and research perspectives. CIRP J. Manuf. Sci. Tec. 2013, 6, 78–87. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Garwood, T.L.; Hughes, B.R.; Oates, M.R.; Connor, D.O.; Hughes, R. A review of energy simulation tools for the manufacturing sector. Renew. Sust. Energ. Rev. 2018, 81, 895–911. [Google Scholar] [CrossRef]
- Lee, W.; Kim, S.H.; Park, J.; Min, B.K. Simulation-based machining condition optimization for machine tool energy consumption reduction. J. Clean. Prod. 2017, 150, 352–360. [Google Scholar] [CrossRef]
- Bi, Z.M.; Wang, L. Optimization of machining processes from the perspective of energy consumption: A case study. J. Manuf. Syst. 2012, 31, 420–428. [Google Scholar] [CrossRef]
- Kim, S.; Meng, C.; Son, Y.J. Simulation-based machine shop operations scheduling system for energy cost reduction. Simul. Model. Pract. Theory 2017, 77, 68–83. [Google Scholar] [CrossRef]
- Seow, Y.; Rahimifard, S.; Woolley, E. Simulation of energy consumption in the manufacture of a product. Int. J. Comput. Integ. Manuf. 2013, 26, 663–680. [Google Scholar] [CrossRef]
- Herrmann, C.; Thiede, S.; Kara, S. Energy oriented simulation of manufacturing systems: Concept and application. CIRP Ann. 2011, 60, 45–48. [Google Scholar] [CrossRef]
- Weinert, N.; Chiotellis, S.; Seliger, G. Methodology for planning and operating energy-efficient production systems. CIRP Ann. 2011, 60, 41–44. [Google Scholar] [CrossRef]
- Prabhu, V.; Taisch, M. Simulation Modeling of Energy Dynamics in Discrete Manufacturing Systems. In Proceedings of the 14th IFAC Symposium on Information Control Problems in Manufacturing, Bucharest, Romania, 23–25 May 2012; pp. 740–745. [Google Scholar]
- Zhao, W.B.; Jeong, J.W.; Noh, S.D.; Yee, J.T. Energy simulation framework integrated with green manufacturing-enabled PLM information model. Int. J. Pr Eng. Manuf. Green Technol. 2015, 2, 217–224. [Google Scholar] [CrossRef]
- Wang, J.; Chang, Q.; Xiao, G.; Wang, N.; Li, S. Data driven production modeling and simulation of complex automobile general assembly plant. Comput. Ind. 2011, 62, 765–775. [Google Scholar] [CrossRef]
- Gahm, C.; Denz, F.; Dirr, M.; Tuma, A. Energy-efficient scheduling in manufacturing companies: A review and research framework. Eur. J. Oper. Res. 2016, 248, 744–757. [Google Scholar] [CrossRef]
- Shrouf, F.; Ordieres-Meré, J.; García-Sánchez, A.; Ortega-Mier, M. Optimizing the production scheduling of a single machine to minimize total energy consumption costs. J. Clean. Prod. 2014, 67, 97–207. [Google Scholar] [CrossRef]
- Fang, K.; Uhan, N.; Zhao, F.; Sutherland, J.W. A new approach to scheduling in manufacturing for power consumption and carbon footprint reduction. J. Manuf. Syst. 2011, 30, 234–240. [Google Scholar] [CrossRef]
- Bruzzone, A.A.G.; Anghinolfi, D.; Paolucci, M.; Tonelli, F. Energy-aware scheduling for improving manufacturing process sustainability: A mathematical model for flexible flow shops. CIRP Ann. 2012, 61, 459–462. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Wu, L.H.; Peng, T.; Jia, S. An improved scheduling approach for minimizing total energy consumption and makespan in a flexible job shop environment. Sustainability 2019, 11, 179. [Google Scholar] [CrossRef]
- Luo, H.; Du, B.; Huang, G.Q.; Chen, H.P.; Li, X.L. Hybrid flow shop scheduling considering machine electricity consumption cost. Int. J. Prod. Econ. 2013, 146, 423–439. [Google Scholar] [CrossRef]
- Mouzon, G.; Yildirim, M.B.; Twomey, J. Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. 2007, 45, 4247–4271. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Energy-efficient control strategies for machine tools with stochastic arrivals. IEEE Trans. Autom. Sci. Eng. 2015, 12, 50–61. [Google Scholar] [CrossRef]
- Jia, Z.; Zhang, L.; Arinez, J.; Xiao, G. Performance analysis for serial production lines with Bernoulli machines and real-time WIP-based machine switch-on/off control. Int. J. Prod. Res. 2016, 54, 6285–6301. [Google Scholar] [CrossRef]
- Wang, J.F.; Fei, Z.C.; Chang, Q.; Fu, Y.; Li, S.Q. Energy-saving operation of multistage stochastic manufacturing systems based on fuzzy logic. Int. J. Simul. Model. 2019, 18, 138–149. [Google Scholar] [CrossRef]
- Chang, Q.; Xiao, G.; Biller, S.; Li, L. Energy saving opportunity analysis of automotive serial production systems. IEEE Trans. Autom. Sci. Eng. 2013, 10, 334–342. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L. Opportunity estimation for real time energy control of sustainable manufacturing systems. IEEE Trans. Autom. Sci. Eng. 2013, 10, 38–44. [Google Scholar] [CrossRef]
- Zou, J.; Chang, Q.; Arinez, J.; Xiao, G. Data-driven modeling and real-time distributed control for energy efficient manufacturing systems. Energy 2017, 127, 247–257. [Google Scholar] [CrossRef]
- Li, Y.; Wang, J.; Chang, Q. Event-based production control for energy efficiency improvement in sustainable multistage manufacturing systems. ASME J. Manuf. Sci. Eng. 2018, 141, 021006. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A review of the roles of digital twin in CPS-based production systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The Digital twin: Realizing the cyber-physical production system for industry 4.0. Procedia CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Bao, J.S.; Guo, D.S.; Li, J.; Zhang, J. The modelling and operations for the digital twin in the context of manufacturing. Enterpol. Inf. Syst. 2019, 13, 534–556. [Google Scholar] [CrossRef]
- Fei, T.; Cheng, J.; Qi, Q.; Meng, Z.; He, Z.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2017, 94, 3563–3576. [Google Scholar]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Vachálek, J.; Bartalský, L.; Rovný, O.; Šišmišová, D.; Morháč, M.; Lokšík, M. The digital twin of an industrial production line within the industry 4.0 concept. In Proceedings of the 2017 International Conference on Process Control, Strbske Pleso, Slovakia, 6–9 June 2017; pp. 258–262. [Google Scholar]
- Coronado, P.D.U.; Lynn, R.; Wafa, L.; Parto, M.; Wescoat, E.; Kurfess, T. Part data integration in the Shop Floor Digital Twin: Mobile and cloud technologies to enable a manufacturing execution system. J. Manuf. Syst. 2018, 48, 25–33. [Google Scholar] [CrossRef]
- Karanjkar, N.; Joglekar, A.; Mohanty, S.; Prabhu, V.; Raghunath, D.; Sundaresan, R. Digital twin for energy optimization in an SMT-PCB assembly line. In Proceedings of the 2018 IEEE International Conference on Internet of Things and Intelligence System, Bali, Indonesia, 1–3 November 2018; pp. 85–89. [Google Scholar]
- Lu, Y.Q.; Peng, T.; Xun, X. Energy-efficient cyber-physical production network: Architecture and technologies. Comput. Ind. Eng. 2019, 129, 56–66. [Google Scholar] [CrossRef]
- Zhang, M.; Zuo, Y.; Tao, F. Equipment energy consumption management in digital twin shop-floor: A framework and potential applications. In Proceedings of the 2018 IEEE International Conference on Networking, Sensing and Control, Zhuhai, China, 27–29 March 2018; pp. 1–5. [Google Scholar]
- Zhou, K.; Fu, C.; Yang, S. Big data driven smart energy management: From big data to big insights. Renew. Sustain. Energy Rev. 2016, 56, 215–225. [Google Scholar] [CrossRef]
- Yang, W.; Liu, X.; Zhang, L.; Yang, L.T. Big data real-time processing based on storm. In Proceedings of the 12th IEEE International Conference on Trust, Security and Privacy in Computing and Communications, Melbourne, Australia, 16–18 July 2013; pp. 1784–1787. [Google Scholar]
- Shafer, J.; Rixner, S.; Cox, A.L. The Hadoop distributed file system: Balancing portability and performance. In Proceedings of the 2010 IEEE International Symposium on Performance Analysis of Systems & Software, White Plains, NY, USA, 28–30 March 2010; pp. 122–133. [Google Scholar]
- Cattell, R. Scalable SQL and NoSQL data stores. ACM Sigmod. Rec. 2011, 39, 12–27. [Google Scholar] [CrossRef]
- Paryanto, P.; Brossog, M.; Bornschlegl, M.; Franke, J. Reducing the energy consumption of industrial robots in manufacturing systems. Int. J. Adv. Manuf. Technol. 2015, 78, 1315–1328. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, X.; Wu, G.Q.; Ding, W. Data mining with big data. IEEE Trans. Knowl. Data Eng. 2014, 26, 97–107. [Google Scholar]
- Seleim, A.; Elmaraghy, H. Generating max-plus equations for efficient analysis of manufacturing flow lines. J. Manuf. Syst. 2015, 37, 426–436. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Ma, S.Y.; Yang, H.D.; Lv, J.X.; Liu, Y. A big data driven analytical framework for energy-intensive manufacturing industries. J. Clean. Prod. 2018, 197, 57–72. [Google Scholar] [CrossRef]
- May, G.; Stahl, B.; Taisch, M.; Kiritsis, D. Energy management in manufacturing: From literature review to a conceptual framework. J. Clean. Prod. 2017, 167, 1464–1489. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, Z.; He, X.; Zhou, D.H. A Survey of Event-Based Strategies on Control and Estimation. Syst. Sci. Control Engrg. 2014, 2, 90–97. [Google Scholar] [CrossRef]
- Theorin, A.; Bengtsson, K.; Provost, J.; Lieder, M.; Johnsson, C.; Lundholm, T.; Lennartson, B. An event-driven manufacturing information system architecture for industry 4.0. Int. J. Prod. Res. 2017, 55, 1297–1311. [Google Scholar] [CrossRef]
- Yao, X.; Zhang, J.; Li, Y.; Zhang, C. Towards flexible RFID event-driven integrated manufacturing for make-to-order production. Int. J. Comput. Integr. Manuf. 2018, 31, 228–242. [Google Scholar] [CrossRef]
- Fang, J.; Huang, G.Q.; Li, Z. Event-driven multi-agent ubiquitous manufacturing execution platform for shop floor work-in-progress management. Int. J. Prod. Res. 2013, 51, 1168–1185. [Google Scholar] [CrossRef]
- Li, Y.; Chang, Q.; Ni, J.; Brundage, M.P. Event-Based Supervisory Control for Energy Efficient Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2018, 15, 92–103. [Google Scholar] [CrossRef]
- Chang, Q.; Biller, S.; Xiao, G. Transient analysis of downtimes and bottleneck dynamics in serial manufacturing systems. J. Manuf. Sci. Eng. 2010, 132, 051015. [Google Scholar] [CrossRef]
- Chang, Q.; Ni, J.; Bandyopadhyay, P.; Biller, S.; Xiao, G. Maintenance opportunity planning system. J. Manuf. Sci. Eng. 2007, 129, 661–668. [Google Scholar] [CrossRef]
- Gu, X.; Lee, S.; Liang, X.; Garcellano, M.; Diederichs, M.; Ni, J. Hidden maintenance opportunities in discrete and complex production lines. Expert. Syst. Appl. 2013, 40, 4353–4361. [Google Scholar] [CrossRef]
- De Schutter, B.; Boom, T. Max-plus algebra and max-plus linear discrete event systems: An introduction. In Proceedings of the 2008 9th International Workshop on Discrete Event Systems, Goteborg, Sweden, 28–30 May 2008; pp. 36–42. [Google Scholar]
- Seleim, A.; El Maraghy, H. Parametric analysis of mixed-model assembly lines using max-plus algebra. CIRP J. Manuf. Sci. Tec. 2014, 7, 305–314. [Google Scholar] [CrossRef]
- Singh, M.; Judd, R. Efficient calculation of the make-span for job-shop systems without re-circulation using max-plus algebra. Int. J. Prod. Res. 2014, 52, 5880–5894. [Google Scholar] [CrossRef]
- Kubo, S.; Nishinari, K. Applications of max-plus algebra to flow shop scheduling problems. Discret. Appl. Math. 2018, 247, 278–293. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, J.; Li, S. Max-plus algebra based machine sleep decision for energy efficient manufacturing. In Proceedings of the 2018 Chinese Automation Congress, Xian, China, 30 November–2 December 2018; pp. 3986–3991. [Google Scholar]
- Simulink. Simulation and Model-Based Design—MATLAB & Simulink. Available online: https://www.mathworks.com/products/simulink.html (accessed on 1 May 2019).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine | M1 | M2 | M3 | M4 | M5 | M6 |
|---|---|---|---|---|---|---|
| MTBF (min) | 5422 | 6301.2 | 11,872.2 | 5440.2 | 6412.8 | 6250.8 |
| MTTR (min) | 130.8 | 208.2 | 409.8 | 279.6 | 205.2 | 250.8 |
| Cycle time (min) | 3.5 | 4.3 | 2.7 | 9.4 | 1.1 | 5.9 |
| Power rate (kW) | 450 | 300 | 240 | 288 | 660 | 360 |
| Buffer | B1 | B2 | B3 | B4 | B5 |
|---|---|---|---|---|---|
| Capacity | 120 | 150 | 160 | 50 | 150 |
| Initial Level | 70 | 30 | 50 | 40 | 50 |
| STP with 95% CI | STPL (%) | TSEE ($) with 95% CI | ECPP ($) with 95% CI | ECSPP (%) | |
|---|---|---|---|---|---|
| S1 | 3168.45 | - | 225,732.57 | 71.25 | - |
| [3150.06, 3186.84] | [225,070.14, 226,395.00] | [70.81, 71.70] | |||
| S2 (M3) | 3162.40 | 0.19% | 183,762.24 | 58.08 | 18.48% |
| [3144.77, 3180.03] | [175,341.88, 192,182.59] | [55.60, 60.55] | |||
| S2 (M5) | 3114.80 | 1.96% | 155,183.59 | 49.83 | 30.06% |
| [3096.59, 3133.01] | [154,795.41, 155,571.78] | [49.61, 50.05] | |||
| S3 | 3098.70 | 2.20% | 94,424.29 | 30.47 | 57.24% |
| [3078.35, 3119.05] | [93,875.72, 94,972.87] | [30.31, 30.64] |
| No. | Time (min.) | Event-Machine | Control Action | ESWi (min.) | Segment |
|---|---|---|---|---|---|
| 1 | 19,772.1 | SE - M3 | Sleeping M3 | 110.1 (ESW3) | SG3 |
| 2 | 19,882.2 | - | Wakening M3 | - | SG3 |
| 3 | From 19,882.2 to 20,679.6 | - | - | - | - |
| 4 | 20,679.6 | SE-M5 | Sleeping M5 | 470.0 (ESW5) | SG5 |
| 5 | 20,757.8 | FE-M4 | - | - | - |
| 6 | 20,813.3 | RE-M4 | Sleeping M5 | 385.4 (ESW5) | SG5 |
| 7 | 20,944.8 | SE-M6 | Sleeping M6 | - | ASG5 |
| 8 | 21,065.4 | BE-M3 | Sleeping M3 | 1501.3 (ESW3) | SG3 |
| 9 | 21,198.7 | - | Wakening M5, M6 | - | - |
| 10 | 21,259.2 | SE-M5 | Sleeping M5 | 470.0 (ESW5) | SG5 |
| 11 | 21,517.3 | BE-M2 | Sleeping M2 | - | BSG3 |
| 12 | 21,524.3 | SE-M6 | Sleeping M6 | - | ASG5 |
| 13 | 21,648.8 | BE-M1 | Sleeping M1 | - | BSG3 |
| 14 | 21,729.2 | - | Wakening M5, M6 | - | - |
| 15 | 22,566.7 | - | Wakening M1, M2, M3 | - | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Huang, Y.; Chang, Q.; Li, S. Event-Driven Online Machine State Decision for Energy-Efficient Manufacturing System Based on Digital Twin Using Max-Plus Algebra. Sustainability 2019, 11, 5036. https://doi.org/10.3390/su11185036
Wang J, Huang Y, Chang Q, Li S. Event-Driven Online Machine State Decision for Energy-Efficient Manufacturing System Based on Digital Twin Using Max-Plus Algebra. Sustainability. 2019; 11(18):5036. https://doi.org/10.3390/su11185036
Chicago/Turabian StyleWang, Junfeng, Yaqin Huang, Qing Chang, and Shiqi Li. 2019. "Event-Driven Online Machine State Decision for Energy-Efficient Manufacturing System Based on Digital Twin Using Max-Plus Algebra" Sustainability 11, no. 18: 5036. https://doi.org/10.3390/su11185036
APA StyleWang, J., Huang, Y., Chang, Q., & Li, S. (2019). Event-Driven Online Machine State Decision for Energy-Efficient Manufacturing System Based on Digital Twin Using Max-Plus Algebra. Sustainability, 11(18), 5036. https://doi.org/10.3390/su11185036