Energy Minimization in Piperazine Promoted MDEA-Based CO2 Capture Process



 ,
, 


Abstract
:1. Introduction
2. Methodology
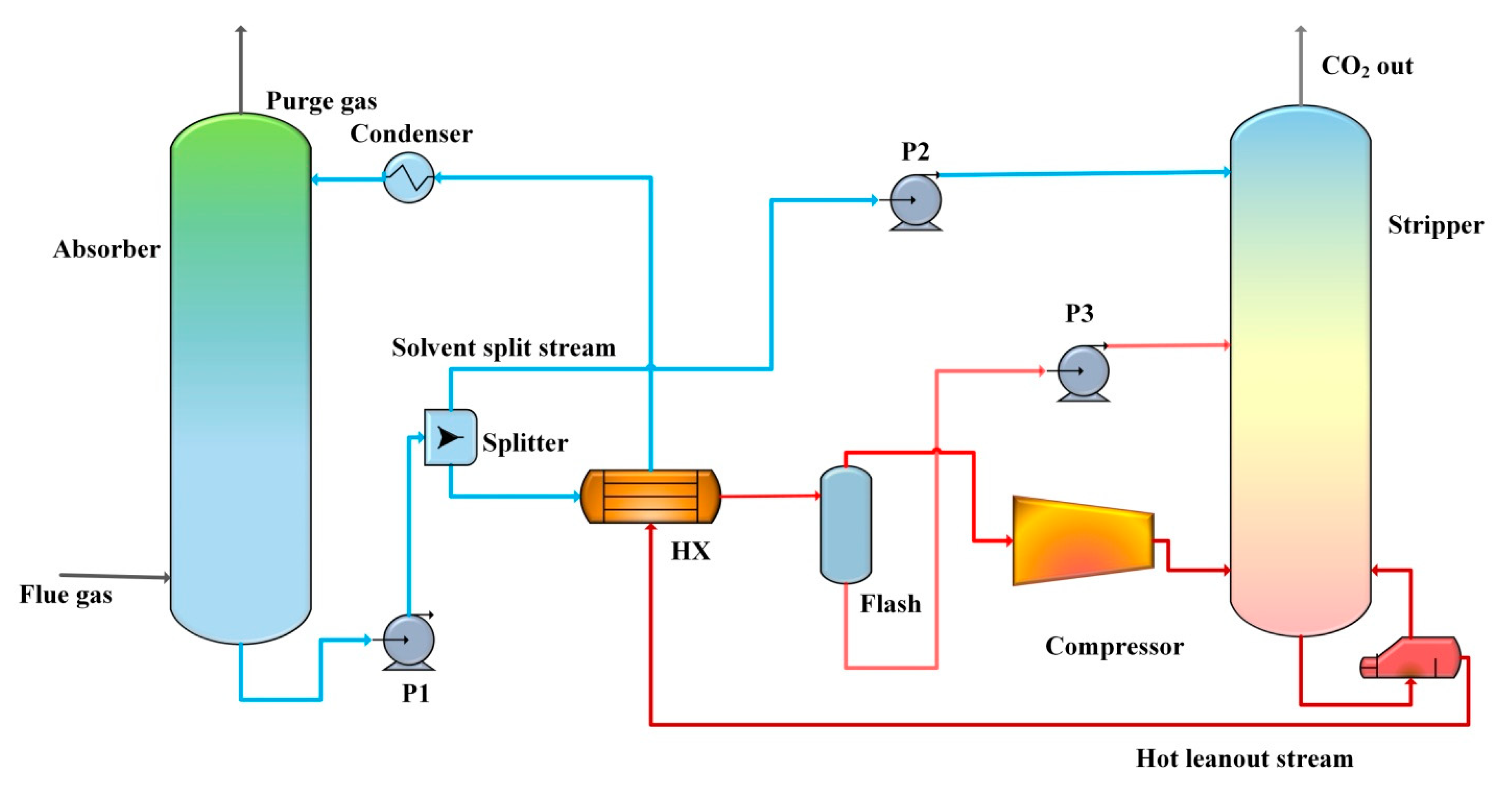
2.1. Process Description
2.2. Model Development
2.3. Rich Vapor Compression Process (RVC) with Cold Solvent Split (CSS)
2.4. Total Equivalent Work and Cost of the Main Equipment
3. Results and Discussion
3.1. Parameter Sensitivity Study
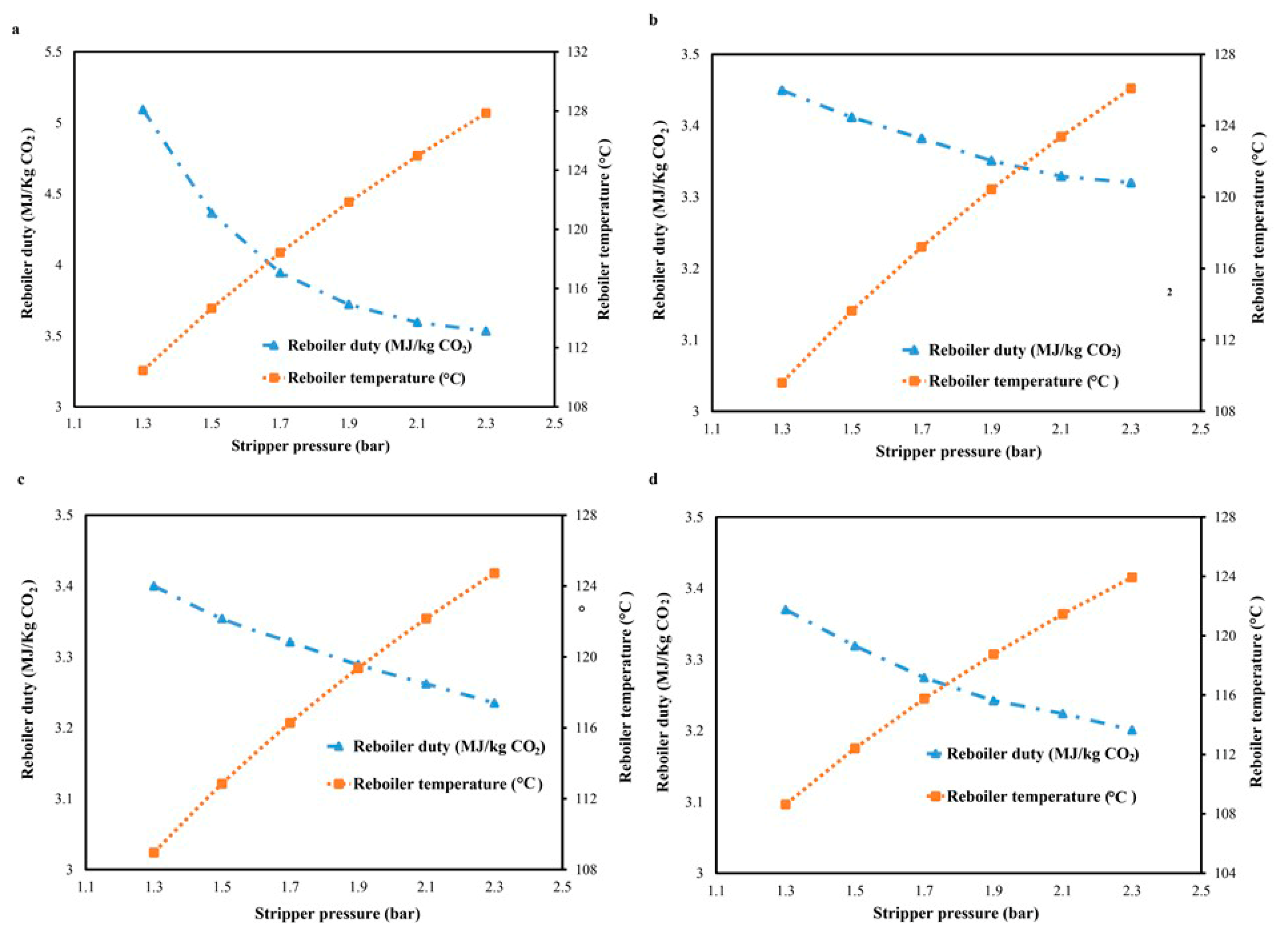
3.1.1. Stripper Pressure Effect
3.1.2. MDEA/PZ Ratio Effect
3.2. Process Modification
3.2.1. Effect of Rich Vapor Compression Process (RVC)
3.2.2. Effect of Cold Solvent Split Process (CSS)
3.2.3. Effects of Combined RVC and CSS Processes
3.3. Comparison with MEA-Based RVC and Lean Vapor Compression (LVC) Processes
3.4. Direct Cost of Main Equipment and Annual Cost Saving
4. Conclusions
- Among different MDEA/PZ concentration ratios (45/5, 40/10, 35/15, and 30/20 wt.%), from an energy minimization point of view, 35/15 wt.% was selected to be an appropriate ratio. Although the energy requirement at 15 wt.% PZ was slightly higher than at 20 wt.%, PZ losses from the absorber were also higher (257 ppm) at 20 wt.% than at 15 wt.% PZ (172 ppm). The reboiler duty of 3.235 MJ/kg CO2 was obtained at a MDEA/PZ ratio of 35/15 wt.%. A stripper pressure of 2.3 bar was selected because above that pressure, the reboiler temperature was increased from 125 °C.
- In only the RVC process, the lowest total equivalent energy (among other P1 pressure) of 0.7 MJe/kg CO2 was obtained at 1.3 bar P1 pressure, which was 6.4% lower than the reference case. Similarly, a split fraction of 15% was chosen for the CSS process. The lowest reboiler duty of 2.78 MJ/kg CO2 was achieved at 15% split, and it was 14% lower than the reference case.
- In the combined RVC and CSS process, 1.5 bar P1 pressure and 15% split fraction were appropriate values. The total equivalent work was 0.627 MJe/kg CO2, the reboiler duty was 2.44 MJ/kg CO2, and the condenser duty was 0.33 MJ/kg CO2. The reboiler duty was reduced about 24.6% and the total equivalent work about 16.2% as compared to the reference case. The reboiler duty was reduced further, but due to the increasing of compressor power, the total equivalent work was also raised. The annual depreciation change was calculated as 1.22 M$/yr for the RVC with CSS process. The total energy cost saving was 1.79 M$/yr, and when considering the equipment cost, the total cost saving in one year was 0.67 M$.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cristóbal, J.; Guillén-Gosálbez, G.; Jiménez, L.; Irabien, A. Optimization of global and local pollution control in electricity production from coal burning. Appl. Energy 2012, 92, 369–378. [Google Scholar] [CrossRef]
- Liang, Z.; Fu, K.; Idem, R.; Tontiwachwuthikul, P. Review on current advances, future challenges and consideration issues for post-combustion CO2 capture using amine-based absorbents. Chin. J. Chem. Eng. 2016, 24, 278–288. [Google Scholar] [CrossRef]
- Raynal, L.; Bouillon, P.-A.; Gomez, A.; Broutin, P. From MEA to demixing solvents and future steps, a roadmap for lowering the cost of post-combustion carbon capture. Chem. Eng. J. 2011, 171, 742–752. [Google Scholar] [CrossRef]
- Mudhasakul, S.; Ku, H.-M.; Douglas, P.L. A simulation model of a CO2 absorption process with methyldiethanolamine solvent and piperazine as an activator. Int. J. Greenh. Gas Control 2013, 15, 134–141. [Google Scholar] [CrossRef]
- Gaspar, J.; Cormos, A.-M. Dynamic modeling and absorption capacity assessment of CO2 capture process. Int. J. Greenh. Gas Control 2012, 8, 45–55. [Google Scholar] [CrossRef]
- Li, K.; Cousins, A.; Yu, H.; Feron, P.; Tade, M.; Luo, W.; Chen, J. Systematic study of aqueous monoethanolamine-based CO2 capture process: Model development and process improvement. Energy Sci. Eng. 2015, 4, 23–39. [Google Scholar] [CrossRef] [Green Version]
- Li, K.; Leigh, W.; Feron, P.; Yu, H.; Tade, M. Systematic study of aqueous monoethanolamine (MEA)-based CO2 capture process: Techno-economic assessment of the MEA process and its improvements. Appl. Energy 2016, 165, 648–659. [Google Scholar] [CrossRef]
- Kim, I.; Svendsen, H.F. Heat of absorption of carbon dioxide (CO2) in monoethanolamine (MEA) and 2-(aminoethyl) ethanolamine (AEEA) solutions. Ind. Eng. Chem. Res. 2007, 46, 5803–5809. [Google Scholar] [CrossRef]
- Ullah, A.; Saleem, M.W.; Kim, W.S. Performance and energy cost evaluation of an integrated NH 3-based CO2 capture-capacitive deionization process. Int. J. Greenh 2017, 66, 85–96. [Google Scholar] [CrossRef]
- Ullah, A.; Soomro, M.I.; Kim, W.-S. Ammonia-Based CO2 Capture Parameters Optimization and Analysis of Lean and Rich Vapor Compression Processes. Available online: https://www.sciencedirect.com/science/article/pii/S1383586618329964/ (accessed on 14 October 2020).
- Ullah, A.; Soomro, M.I.; Kim, W.-S. Analysis of a Rich Vapor Compression Method for an Ammonia-Based CO2 Capture Process and Freshwater Production Using Membrane Distillation Technology. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0263876219302151/ (accessed on 14 October 2020).
- Ullah, A.; Soomro, M.I.; Kim, W.S.; Saleeme, M.W. The Recovery of Waste Heat from the Absorber Vent Gases of a CO2 Capture unit by Using Membrane Distillation Technology for Freshwater Production. Available online: https://www.sciencedirect.com/science/article/abs/pii/S1750583619301458/ (accessed on 14 October 2020).
- Frailie, P.T. Modeling of Carbon Dioxide Absorption/Stripping by Aqueous Methyldiethanolamine/Piperazine. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, May 2014. [Google Scholar]
- Ibrahim, A.; Ashour, F.; Ghallab, A.; Ali, M. Effects of piperazine on carbon dioxide removal from natural gas using aqueous methyl diethanol amine. J. Nat. Gas Sci. Eng. 2014, 21, 894–899. [Google Scholar] [CrossRef]
- Yu, C.-H.; Tan, C.-S. Mixed alkanolamines with low regeneration energy for CO2 capture in a rotating packed bed. Energy Procedia 2013, 37, 455–460. [Google Scholar] [CrossRef] [Green Version]
- Bishnoi, S.; Rochelle, G.T. Thermodynamics of piperazine/methyldiethanolamine/water/carbon dioxide. Ind. Eng. Chem. Res. 2002, 41, 604–612. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, F.; Cui, Z.; Liu, C.; Yue, H.; Tang, S.; Liu, Y.; Lu, H.; Liang, B. Enhancing the energetic efficiency of MDEA/PZ-based CO2 capture technology for a 650 MW power plant: Process improvement. Appl. Energy 2017, 185, 362–375. [Google Scholar] [CrossRef]
- Li, K.; Yu, H.; Feron, P.; Tade, M.; Wardhaugh, L. Technical and Energy Performance of an Advanced, Aqueous Ammonia-Based CO2 Capture Technology for a 500 MW Coal-Fired Power Station. Environ. Sci. Technol. 2015, 49, 10243–10252. [Google Scholar] [CrossRef] [PubMed]
- Fernandez, E.S.; Bergsma, E.J.; de Miguel Mercader, F.; Goetheer, E.L.; Vlugt, T.J. Optimisation of lean vapour compression (LVC) as an option for post-combustion CO2 capture: Net present value maximisation. Int. J. Greenh. Gas Control 2012, 11, S114–S121. [Google Scholar] [CrossRef]
- Jung, J.; Jeong, Y.S.; Lee, U.; Lim, Y.; Han, C. New configuration of the CO2 capture process using aqueous monoethanolamine for coal-fired power plants. Ind. Eng. Chem. Res. 2015, 54, 3865–3878. [Google Scholar] [CrossRef]
- AspenTech. Aspen Plus E-book. Available online: https://origin-www.aspentech.com/Aspen-Plus-V8-eBook.pdf (accessed on 14 October 2020).
- AspenTech. Aspen Plus User Guide. Available online: http://web.ist.utl.pt/ist11038/acad/Aspen/AspUserGuide10.pdf (accessed on 14 October 2020).
- AspenTech. Aspen Capital Cost Estimator, User’s Guide, version 8; AspenTech: Burlington, MA, USA, 2012. [Google Scholar]
- Bolland, O. Common Framework of the Modelling Basis; EnCap Report D 6; EnCap: Houston, TX, USA, 2004. [Google Scholar]
- Biliyok, C.; Lawal, A.; Wang, M.; Seibert, F. Dynamic modelling, validation and analysis of post-combustion chemical absorption CO2 capture plant. Int. J. Greenh. Gas Control 2012, 9, 428–445. [Google Scholar] [CrossRef]
- EIA. Independent Statistics & Analysis U.S. Energy Information Administration. Average Electricity Prices for Industries. Available online: http://www.eia.gov/ (accessed on 14 October 2020).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flow Rate (t/h) | Pressure (MPa) | Temperature (°C) | Mole Fraction (%) | ||
|---|---|---|---|---|---|
| CO2 | N2 | H2O | |||
| 775 | 0.11 | 40 | 12 | 78 | 10 |
| Simulation Parameters | Values |
|---|---|
| Absorber pressure (bar) | 1.1 |
| Absorbent flow rate (t/h) | 3500 |
| Absorbent temperature (°C) | 40 |
| MDEA/PZ concentration (wt.%) | 45/5 |
| Heat exchanger LMTD (°C) | 10 |
| Stripper pressure (bar) | 2.1 |
| Reboiler temperature (°C) | 124.97 |
| Pressure in P1 (bar) | Heat Exchanger MWTh | Vapors Fraction (mol.%) | Compressor Work (MWe) | Pumps (MWe) | Condenser Duty (MWTh) | Reboiler Duty (MWTh) | Total Equivalent Work (MJ/kg CO2) |
|---|---|---|---|---|---|---|---|
| 1.1 | 165.4 | 6.56 | 5.056 | 0.121 | 0.299 | 68.73 | 0.653 |
| 1.3 | 163.0 | 5.50 | 3.242 | 0.121 | 0.316 | 73.54 | 0.631 |
| 1.5 | 159.9 | 4.56 | 1.993 | 0.121 | 0.331 | 78.34 | 0.626 |
| 1.7 | 157.3 | 3.80 | 1.160 | 0.121 | 0.343 | 82.23 | 0.628 |
| 1.9 | 154.4 | 3.13 | 0.599 | 0.121 | 0.352 | 85.92 | 0.637 |
| 2.1 | 151.7 | 2.58 | 0.232 | 0.121 | 0.358 | 89.22 | 0.645 |
| Simulation Conditions | Reference Case (Optimal Conditions) | Cold Solvent Split | Rich Vapor Compression | Combined Process |
|---|---|---|---|---|
| Absorbent flow rate (t/h) | 3500 | 3500 | 3500 | 3500 |
| Flue gas flow rate (t/h) | 775 | 775 | 775 | 775 |
| L/G (mass) | 4.52 | 4.52 | 4.52 | 4.52 |
| Lean CO2 loading (mol/mol) | 0.18 | 0.18 | 0.18 | 0.18 |
| Split fraction (%) | -- | 15 | -- | 15 |
| Results | ||||
| CO2 mole purity (%) | 99 | 99 | 99 | 99 |
| Compressor power (MW) | -- | -- | 2.57 | 1.99 |
| Reflux ratio (mass) | 0.325 | 0.082 | 0.256 | 0.106 |
| Condenser temperature (°C) | 20 | 20 | 20 | 20 |
| Condenser duty (MJ/kg CO2) | 0.92 | 0.26 | 0.73 | 0.33 |
| Reboiler duty (MJ/kg CO2) | 3.235 | 2.78 | 2.68 | 2.44 |
| Total Equivalent work (MJe/kg CO2) | 0.7478 | 0.643 | 0.7 | 0.627 |
| Total equivalent energy saving (%) | -- | 14 | 6.4 | 16.2 |
| Processes | Reboiler Duty b (MJe/kg CO2) | Compressor Work c (MJe/kg CO2) | Pumps Work c (MJe/kg CO2) | Total Work (MJe/kg CO2) | Total Energy Saving (%) |
|---|---|---|---|---|---|
| Reference (this study) | 0.744 | - | 0.0038 | 0.7478 | - |
| RVC (this study) | 0.616 | 0.08 | 0.0038 | 0.7 | 6.4 |
| RVC + CSS (this study) | 0.561 | 0.0626 | 0.0038 | 0.627 | 16.2 |
| Base a [20] | 0.813 | 0.068 | 0.881 | - | |
| RVC + CSS [20] | 0.652 | 0.087 | 0.068 | 0.807 | 8.4 |
| LVC + CSS [20] | 0.692 | 0.092 | 0.068 | 0.852 | 3.3 |
| Parameter | Value |
|---|---|
| Installation factor | 4 |
| Compressor lifetime | 10 |
| Flash vessel lifetime | 25 |
| Heat exchangers lifetime | 20 |
| Electricity ($/MWh) | 67.5 [22] |
| Annual plant operation time (h) | 7450 |
| Equipment Cost (M$) | Base | RVC+CSS |
|---|---|---|
| Heat exchanger | 3.398 | 3.385 |
| Compressor | - | 2.67 |
| Reboiler | 0.68 | 0.594 |
| Flash vessel | - | 0.541 |
| Condenser | 0.232 | 0.166 |
| Purchase cost changes | 3.05 | |
| Annual depreciation change (M$/yr) | 1.122 | |
| Energy cost saving | 1.791 | |
| Total cost saving | 0.67 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, B.A.; Ullah, A.; Saleem, M.W.; Khan, A.N.; Faiq, M.; Haris, M. Energy Minimization in Piperazine Promoted MDEA-Based CO2 Capture Process. Sustainability 2020, 12, 8524. https://doi.org/10.3390/su12208524
Khan BA, Ullah A, Saleem MW, Khan AN, Faiq M, Haris M. Energy Minimization in Piperazine Promoted MDEA-Based CO2 Capture Process. Sustainability. 2020; 12(20):8524. https://doi.org/10.3390/su12208524
Chicago/Turabian StyleKhan, Bilal Alam, Asad Ullah, Muhammad Wajid Saleem, Abdullah Nawaz Khan, Muhammad Faiq, and Mir Haris. 2020. "Energy Minimization in Piperazine Promoted MDEA-Based CO2 Capture Process" Sustainability 12, no. 20: 8524. https://doi.org/10.3390/su12208524