
Energy Consumption of Beverage-Bottling Machines

Abstract
:1. Introduction
1.1. Beverage-Packaging Technology: Energy Consumption of Bottling Machines
- Machines unloading and loading pallets, as well as unpacking the reusable containers made of glass and plastic from the transport boxes (e.g., unloading machines, unpacking machines, and new glass slippers);
- Machines ensuring the cleaning and control of the outer packaging (e.g., crate washing machines);
- Machines ensuring the cleaning and inspection of the packaging material (returnable bottles) (e.g., bottle and empty bottle inspectors, bottle-cleaning machines);
- Machines filling and sealing the packaging (e.g., bottle filling machines with a combined capper);
- Machines labeling and checking the packing materials (e.g., labeling machines);
- Packing machines (e.g., shrink packers, palletizers);
- Conveyors for containers, packs, and pallets (e.g., chain conveyors with a drive engine).
- In addition, the following are used when needed:
- Machines for bottle manufacturing (e.g., stretch-blow molders for PET bottles);
- Machines improving the biological shelf life (e.g., pasteurizers);
- Machines for cleaning and disinfection (e.g., CIP systems);
- Sorting systems of returnable containers (e.g., selective unpacking machines);
- Machines for producing soft drinks (e.g., beverage mixing and carbonizing plants).
- Electrical power and compressed air;
- Thermal power;
- Media such as cold water, lye, additives, and lubricants.
1.2. Models Describing the Energy Consumption in Industrial Manufacturing Lines
1.3. Purpose
2. Data Acquisition
2.1. Acquisition of Energy Data
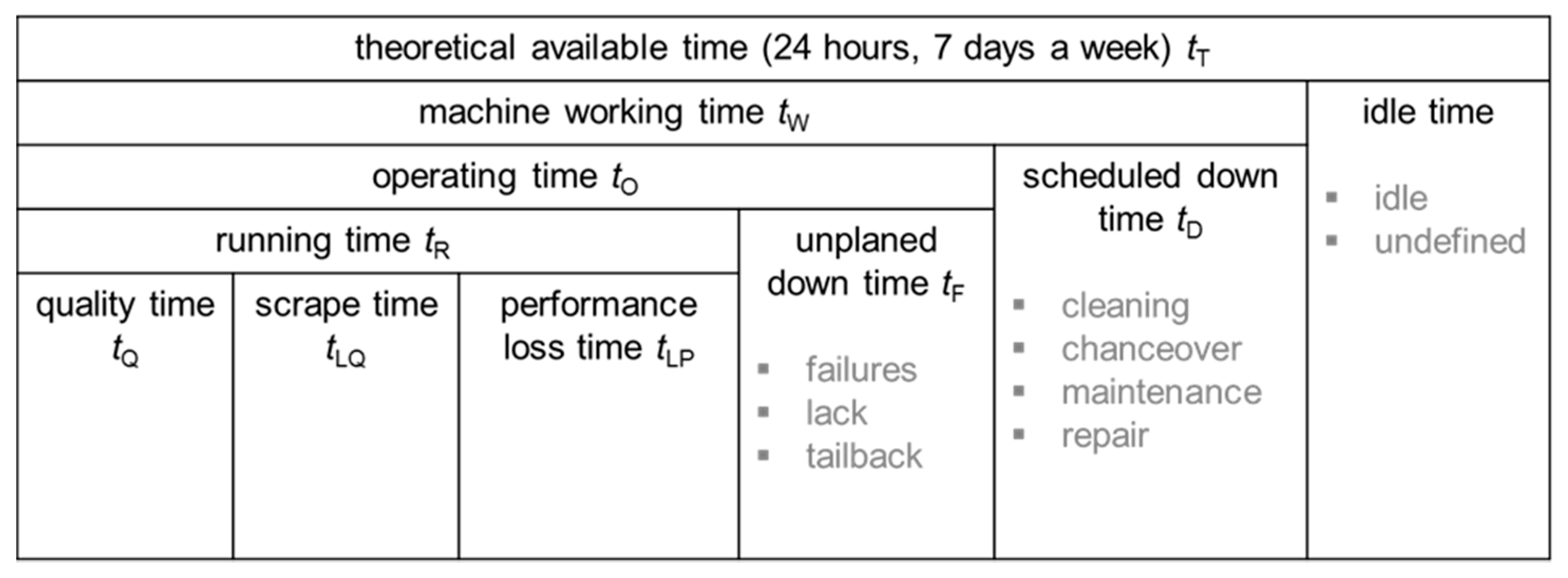
2.2. Acquisition of Operational State Data
2.3. Considered Bottling Plants and Data
3. Results
3.1. Development of Analysis Methods
3.2. Electrical Energy Consumption of Packaging and Bottling Machines
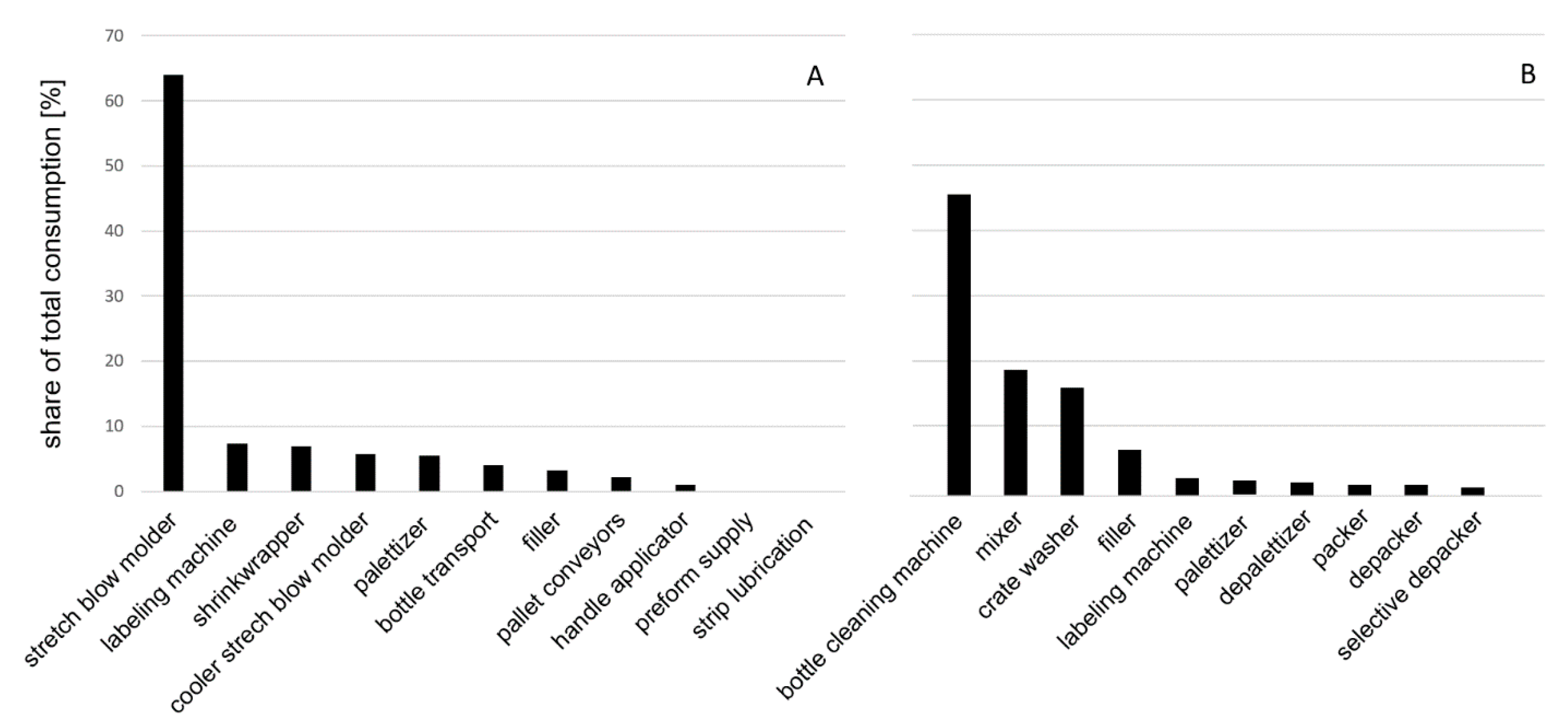
3.2.1. Selected Absolute Consumption Values on the Example of a PET Bottling Plant (Plant 2)
3.2.2. Discussion of the Absolute Consumption Values
3.3. Operational-State-Related Energy Consumption Behavior
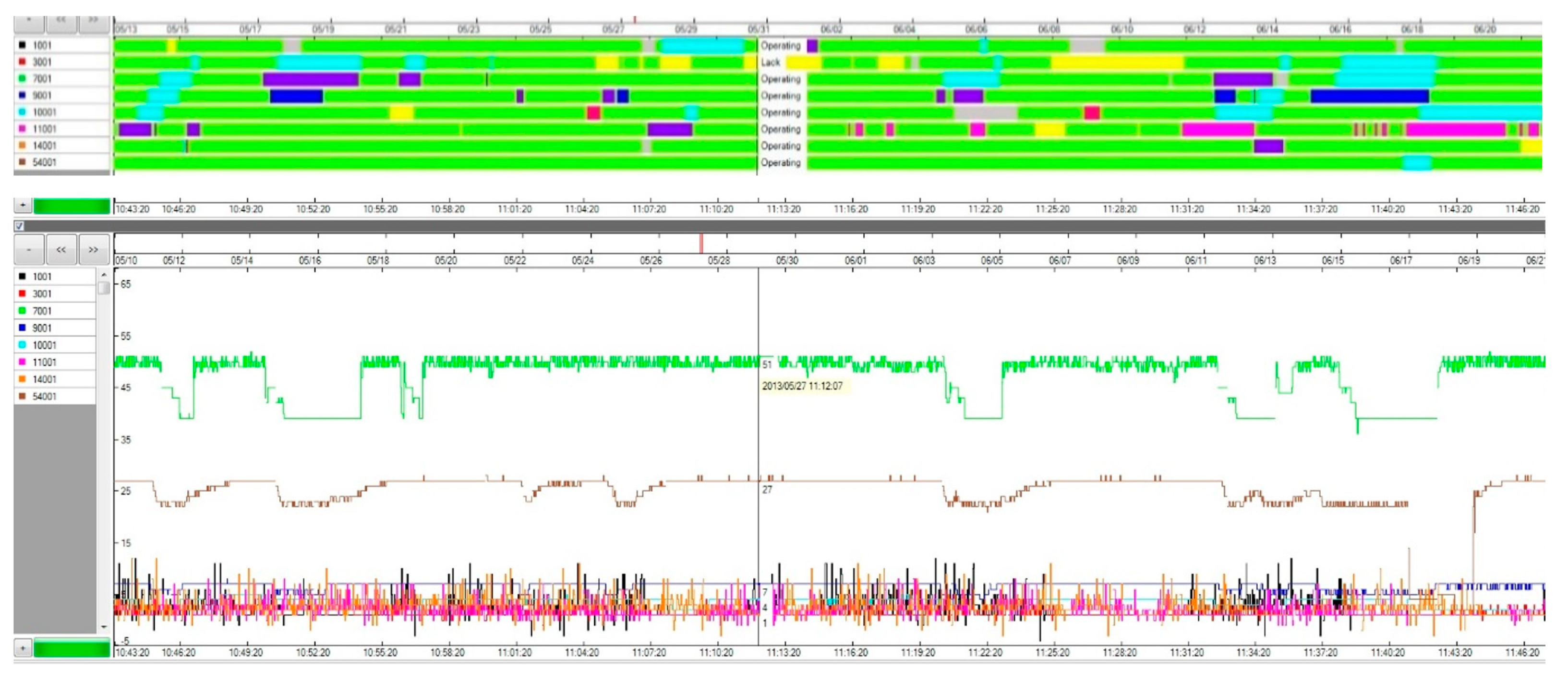
3.3.1. Analysis of Empirical Energy Consumption Data in Correlation to Operational State Data
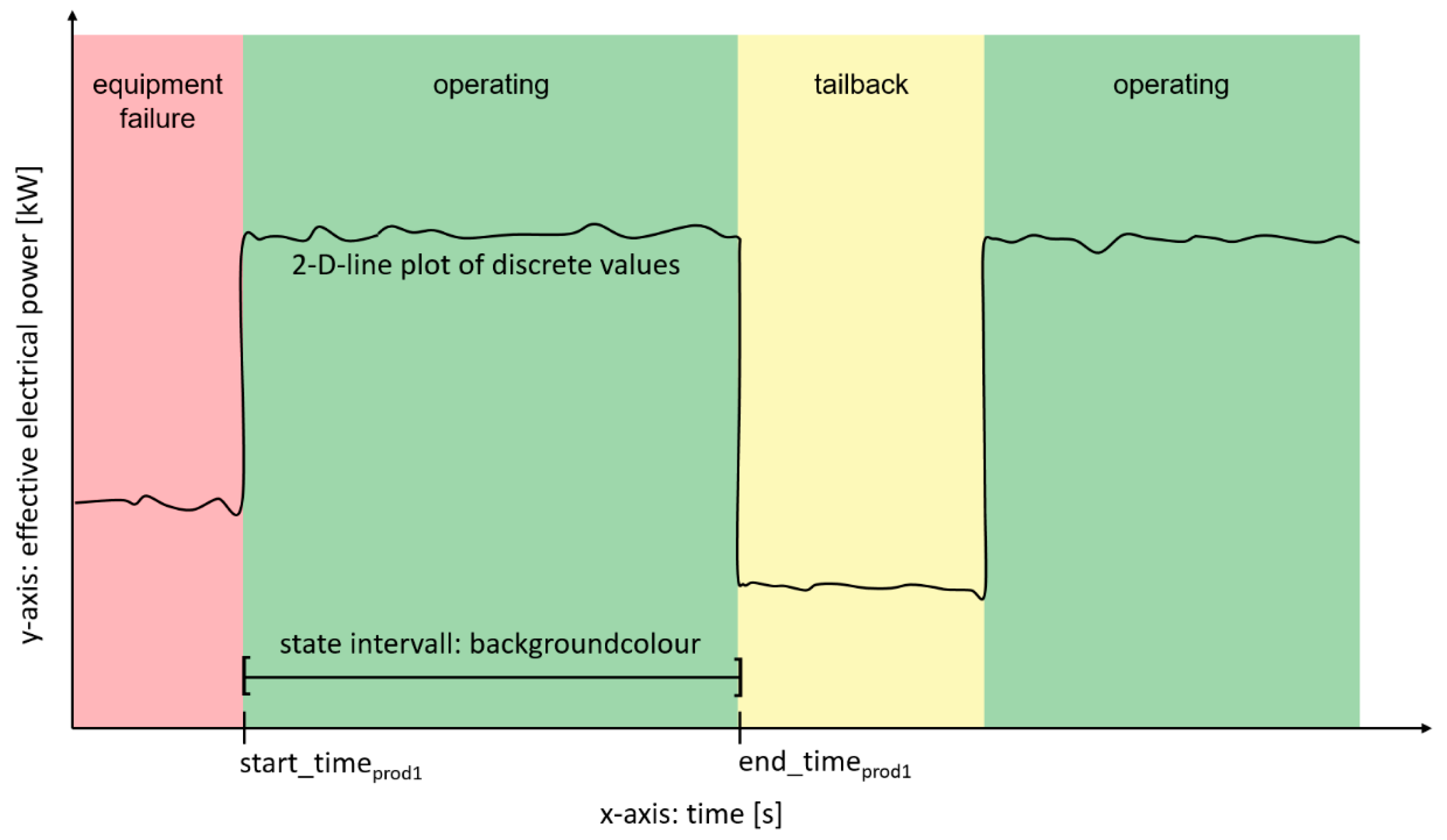
3.3.2. Consumption Behavior during State Transitions
3.3.3. Discussion of the Operational-State-Related Energy Consumption Behavior
4. Summary and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Blüml, S.; Fischer, S. (Eds.) Handbuch der Fülltechnik. Grundlagen und Praxis für das Abfüllen flüssiger Produkte, 2nd ed.; Behr: Hamburg, Germany, 2009. [Google Scholar]
- Olajire, A.A. The brewing industry and environmental challenges. J. Clean. Prod. 2020, 256, 102817. [Google Scholar] [CrossRef]
- United Nations. Department of Economic and Social Affairs: THE 17 GOALS. Available online: https://sdgs.un.org/ (accessed on 18 July 2021).
- Anheuser-Busch, I. Sustainability Goals. Available online: https://www.ab-inbev.com/sustainability/2025-sustainability-goals/ (accessed on 18 July 2021).
- Heineken, N.V. Sustainability and Responsibility. Available online: https://www.theheinekencompany.com/sustainability-and-responsibility (accessed on 18 July 2021).
- The Coca Cola Company: Sustainable Business. Available online: https://www.coca-colacompany.com/sustainable-business (accessed on 18 July 2021).
- Manger, H.-J. Füllanlagen für Getränke. Ein Kompendium zur Reinigungs- Füll- und Verpackungstechnik für Einweg- und Mehrwegflaschen, Dosen, Fässer und Kegs; VLB (VLB-Fachbücher): Berlin, Germany, 2008. [Google Scholar]
- DIN 8784: 2013-09. Getränkeabfüllanlagen—Mindestangaben und Auftragsbezogene Angaben. [CrossRef]
- Canadian Industry Program for Energy Conservation. Guide to Energy Efficiency Opportunities in the Canadian Brewing Industry. In Collaboration with the Brewers Association of Canada, 2nd ed.; Canadian Industry Program for Energy Conservation: Toronto, Canada, 2011; ISBN 978-1-100-20439-0. [Google Scholar]
- Galitsky, C.; Martin, N.; Worrell, E.; Lehman, B. Energy Efficiency Improvement and Cost Saving Opportunities for Breweries: An Energy Star(R) Guide for Energy and Plant Managers; Lawrence Berkeley National Lab. (LBNL): Berkeley, CA, USA, 2003. [CrossRef] [Green Version]
- Meißner, S. Regionale Ressourcenvernetzung. Eine Studie am Beispiel einer bayerischen Mittelstandsbrauerei, 2nd ed.; Oekom Verlag: München, Germany, 2003. [Google Scholar]
- Heuven, F.; van Beek, T. Benchmarking der Energie- und Wassereffizienz im Brauereisektor. Brauwelt 2013, 29, 851–853. [Google Scholar]
- Donoghue, C.; Jackson, G.; Koop, J.H.; Heuven, A.J.M. The Environmental Performance of the European Brewing Sector. 2012. Available online: https://brewersofeurope.org/uploads/mycms-files/documents/archives/publications/2012/envi_report_2012_web.pdf (accessed on 18 July 2021).
- British Beer & Pub Association: The British Brewing Industry. Thirty Years of Environmental Improvement. 2006. Available online: https://www.campdenbri.co.uk/sustainablebrewing/EnvironmentArticleBBPA.pdf (accessed on 18 July 2021).
- Fiederer, E.; Guggeis, H.; Mathey, R.; Stoll, M. Praxisorientierte Ansätze für erfolgreiches Energiemanagement. In Betriebliches Energiemanagement: Conference Cottbus 6./7.03.2001; VDI Verlag: Düsseldorf, Germany, 2001. [Google Scholar]
- Petersen, H. Brauereianlagen. In Planung, Energieversorgung, Energiewirtschaft, Betriebstechnik, Kontrolle, Kennzahlen, 2nd ed.; Carl: Nürnberg, Germany, 1993. [Google Scholar]
- Sattler, P. Energiekennzahlen und -sparpotentiale für Brauereien. O.Ö. Energiesparverband; Wirtschaftskammer OÖ, Ökologische Betriebsberatung. 2000. Available online: http://www.win.steiermark.at/cms/dokumente/11263981_52485923/5311a767/Energiekennzahlen%20und%20Sparpotenziale%20in% (accessed on 15 October 2016).
- Hauser, D.G.; Shellhammer, T.H. An Overview of Sustainability Challenges in Beer Production, and the Carbon Footprint of Hops Production. MBAA TQ 2019, 56, 4. [Google Scholar]
- Schreiner, E. Kraft-Wärme-Kopplung zur Energieversorgung von Flaschenfüllanlagen in Brauereien, Mineralbrunnen und Erfrischungsgetränkebetrieben. Ph.D. Dissertation, Technische Universität Berlin, Berlin, Germany, 1982. [Google Scholar]
- VDMA 8751:2019-03. Packaging machinery (incl. filling machinery)-Specification and measurement of energy and utility consumption.
- Osterroth, I.; Holm, A.; Voigt, T. State of the art survey of the energy and media demand of German beverage-bottling plants. BrewingScience 2017, 70, 86–99. [Google Scholar] [CrossRef]
- Dietmair, A.; Verl, A. A generic energy consumption model for decision making and energy efficiency optimization in manufacturing. Int. J. Sustain. Eng. 2009, 2, 123–133. [Google Scholar] [CrossRef]
- Lees, M.; Ellen, R.; Brodie, P.; Steffens, M.; Newell, B.; Wilkey, D. A Utilities Consumption Model for Real-Time Load Identification in a Brewery. In Proceedings of the 2009 IEEE International Conference on Industrial Technology, Churchill, VIC, Australia, 10–13 February 2009. [Google Scholar] [CrossRef]
- Dash, P.; Satpathy, H.; Liew, A. A real time short-term peak and average load forecasting system using a self-organising fuzzy neural network. Eng. Appl. Artif. Intell. 1998, 11, 307–316. [Google Scholar] [CrossRef]
- Lertpalangsunti, N.; Chan, C. An architectural framework for the construction of hybrid intelligent forecasting sytems: Application for electricity demand prediction. Eng. Appl. Artif. 1998, 11, 549–565. [Google Scholar] [CrossRef]
- Xu, B.; Wang, Y.; Ji, Z. CBR based energy consumption model of cutting period in CNC lathe. In Proceedings of the 2016 35th Chinese Control Conference (CCC), Chengdu, China, 27–29 July 2016; pp. 9691–9697. [Google Scholar]
- Cataldo, A.; Taisch, M.; Stahl, B. Modeling, simulation and evaluation of energy consumptions for a manufacturing production line. In Proceedings of the IECON 2013—39th Annual Conference of the IEEE Industrial Electronics Society, Vienna, Austria, 10–13 November 2013; pp. 7537–7542. [Google Scholar]
- Kuhrke, B. Methoden zur Energie- und Medienbedarfsbewertung Spanender Werkzeugmaschinen. Ph.D. Thesis, Technische Universität Darmstadt, Darmstadt, Germany, 2011. ISBN 978-3-8442-1461-1. [Google Scholar]
- VDMA 34179:2015-03: Measurement instruction to determine the energy- and resource demand of machine tools for mass production.
- VDMA 34179:2019-04: Messvorschriften zur Bestimmung des Energie- und Medienbedarfs von Werkzeugmaschinen in der Serienfertigung.
- Braun, T.; Hurni, P.; Bernardo, P.; Curado, M. Issues with State-based Energy Consumption Modeling. In Proceedings of the OMNeT++ Community Summit, Zurich, Switzerland, 3–4 September 2015. [Google Scholar]
- Osterroth, I.; Klein, S.; Nophut, C.; Voigt, T. Operational-state-related modeling and simulation of the electrical power demand of beverage-bottling plants. J. Clean. Prod. 2017, 162C, 587–600. [Google Scholar] [CrossRef]
- ANSI/ISA-88.00.01-2010 Batch Control Part 1: Models and Terminology.
- TR88.00.02-2015: Machine and Unit States: An implementation example of ANSI/ISA-88.00.01.
- Weihenstephaner Standards. Available online: http://www.weihenstephaner-standards.de (accessed on 23 January 2021).
- The Organization for Machine Automation and Control: PackML. Available online: https://www.omac.org/packml (accessed on 18 July 2021).
- DIN 8743:2014-01. 2014: Packaging machines and packaging lines—Key figures to characterise operation behaviour and requirements for data collection in an acceptance test.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrical Power | Compressed Air | Heat | Water | |
|---|---|---|---|---|
| Stretch-blow molder | × | × | ||
| Depalletizer | × | × | ||
| Unpacker | × | × | ||
| Crate washer | × | × | × | |
| Bottle-cleaning machine | × | × | × | |
| Labeling machine | × | × | ||
| Pasteurizer | × | × | × | |
| Packing machine/tray packer | × | × | ||
| Palletizer | × | × |
| Electrical Consumption Data | Sample Rate | Number of Machines | Packaging Type | Product | |
|---|---|---|---|---|---|
| Bottling plant 1 | active power meter, integrated | 2 s | 10 | returnable glass bottle | water, soft drinks |
| Bottling plant 2 | active power meter, integrated | 2 s | 9 | PET bottle (single use) | water, soft drinks |
| Bottling plant 3 | active power meter, mobile | 1 s | 1 | returnable glass bottle | beer |
| Bottling plant 4 | active power meter, mobile | 1 s | 1 | returnable glass bottle | water, soft drinks |
| Bottling plant 5 | active power meter, mobile | 10 s | 1 | PET bottle (single use) | water, soft drinks |
| Packaging machine A | active power meter, mobile | 1 s | 1 | tray packs | various |
| Operational State | Color Coding |
|---|---|
| Prepared | Orange |
| Lack | Blue |
| Tailback | Yellow |
| Lacking branch line | Blue |
| Tailback branch line | Yellow |
| Operating | Green |
| Equipment failure | Red |
| External failure | Dark orange |
| Held | Grey |
| Idle | Grey |
| ∑t1 [kWh] | ∑t1 [kWh] | ∑t1 [kWh] | Avg. Consumpt. [kW] | Standard Deviation [kW] | Share [%] | |
|---|---|---|---|---|---|---|
| Stretch-blow molder A | 3019.0 | 4281.0 | 3998.6 | 156.9 | 22.5 | 64 |
| Labeler A | 343.6 | 449.7 | 513.2 | 18.1 | 2.9 | 7.4 |
| Shrink packer A | 326.1 | 448.5 | 446.6 | 17.0 | 2.4 | 6.9 |
| Cooler A (stretch-blow molder) | 267.6 | 385.9 | 373.6 | 14.3 | 2.2 | 5.8 |
| Palletizer A | 259.2 | 365.8 | 356.3 | 13.6 | 2.0 | 5.6 |
| Conveyor (bottles) A | 189.2 | 258.8 | 254.4 | 9.8 | 1.3 | 4.0 |
| Filler A | 157.8 | 203.7 | 200.2 | 7.8 | 0.9 | 3.2 |
| Conveyor (pallets) A | 107.0 | 141.9 | 135.5 | 5.3 | 0.6 | 2.2 |
| Handle application A | 46.9 | 62.2 | 61.2 | 2.4 | 0.3 | 1.0 |
| Conveyor belt lubrication A | 1.2 | 1.3 | 1.3 | 0.1 | <1 | <1 |
| Preform feed A (stretch-blow molder) | 1.2 | 1.2 | 1.2 | 0.1 | <1 | <1 |
| Total consumption, ti (24 h each) | 4718.8 | 6600.0 | 6342.0 | 245.3 |
| Average Consumption [W] | Standard Deviation [W] | [%] of Average Consumption | |
|---|---|---|---|
| Labeler | 4112 | 2341 | 33 |
| Filler | 2020 | 385.1 | 16 |
| Stretch-blow molder | 1715 | 62.4 | 14 |
| Conveyor (pallets) | 1082 | 25.4 | 9 |
| Conveyor (bottles) | 1058 | 465.7 | 9 |
| Handle application | 1024 | 836.4 | 8 |
| Palletizer | 581 | 2.7 | 5 |
| Handle application | 407 | 3.4 | 3 |
| Cooler (stretch-blow molder) | 231 | 4.8 | 2 |
| Preform feed (stretch-blow molder) | 49 | 1 | <1 |
| Conveyor belt lubrication | 48 | 1.6 | <1 |
| Total consumption | 12,327 |
| Stretch-Blow Molder | Filler | Labeler | ||||
|---|---|---|---|---|---|---|
| [h] | [Wh/1000 Bottles] | [h] | [Wh/1000 Bottles] | [h] | [Wh/1000 Bottles] | |
| Production | 119 | 4290.2 | 117 | 212.8 | 121 | 581.6 |
| Prepared | 4.6 | 12.4 | 5.2 | 8.1 | 3.5 | 3.3 |
| Lack | 0.1 | 1.3 | 0.0 | 0.0 | 4.6 | 4.4 |
| Tailback | 6.8 | 145.8 | 7.8 | 9.9 | 4.8 | 4.6 |
| Equipment failure | 8.1 | 195.6 | 4.9 | 6.5 | 2.5 | 2.2 |
| Held | 29.2 | 48.7 | 33 | 37.4 | 31.7 | 25.2 |
| Total | 4694.0 | 274.8 | 621.2 | |||
| Availability of the machine | 71.0% | 69.8% | 72.0% | |||
| Plant | Machine | Number of Main Peaks | Correlation to the Operational State |
|---|---|---|---|
| Bottling plant 1 | Depalletizer | 3 | (1) Related to inactive times (2) Related to downtime, multimodal peak (3) Extended peak, related to running time |
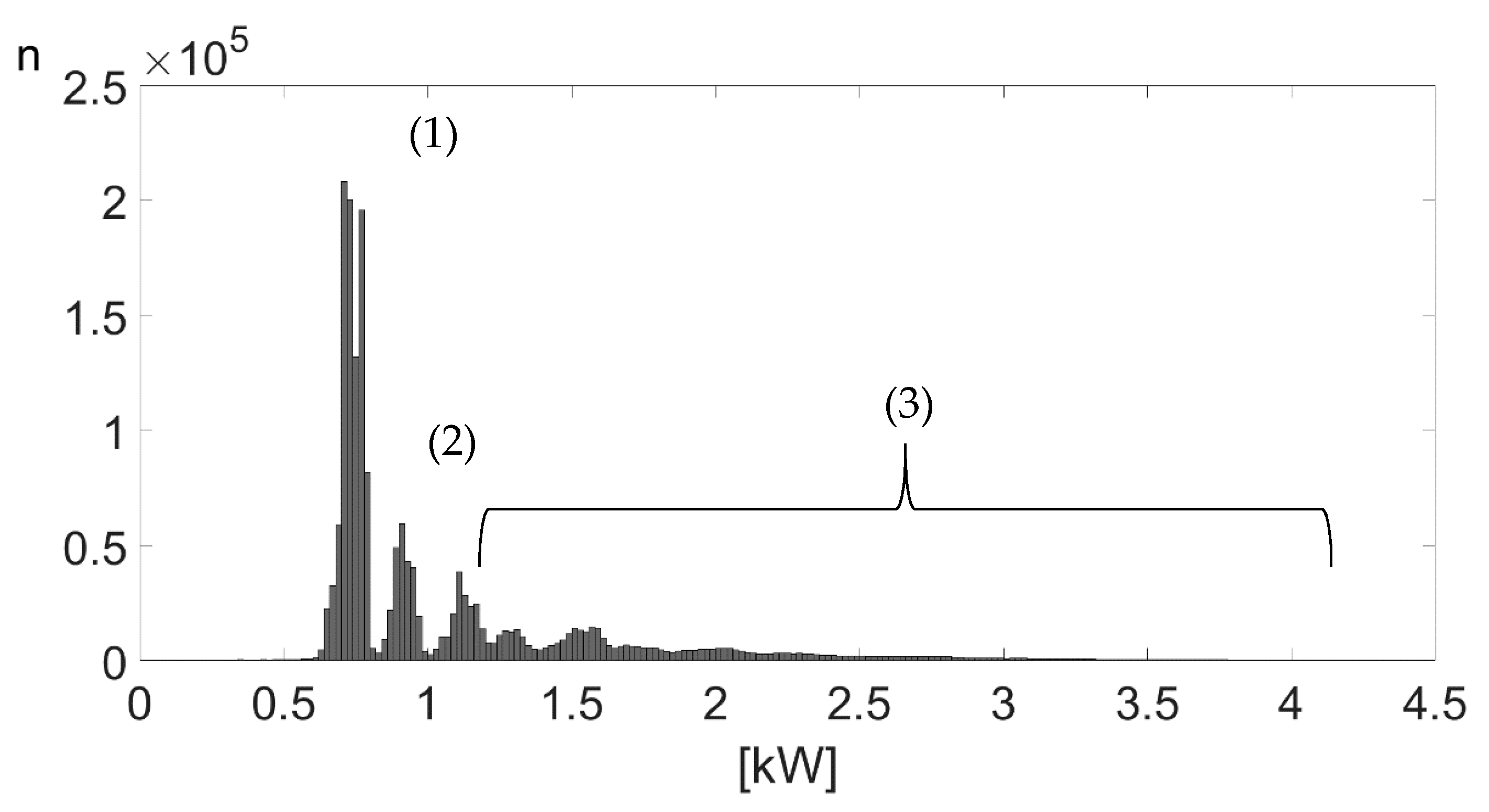
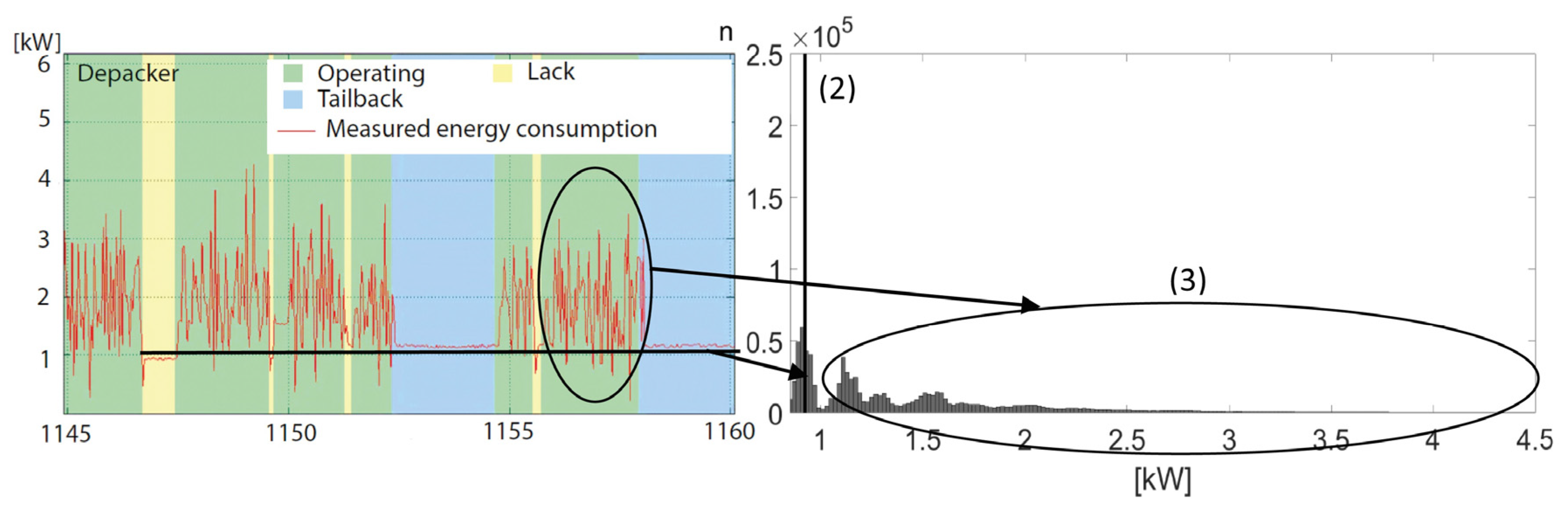
| Unpacker | 3 | (1) Related to inactive times (2) Related to downtime, multimodal peak (3) Extended multimodal peak, related to running time, not clearly defined (see the example in Figure 9 and Figure 10) | |
| Selective depacker | 3 | (1) Related to inactive times (2) Multimodal peak, related to downtime (highest peak due to extended downtimes) (3) Related to running time, extended peak | |
| Bottle-cleaning machine | 3 | (1) Related to inactive times (2) Minor peak related to heating-up processes, main peak related to running time (3) Related to operation | |
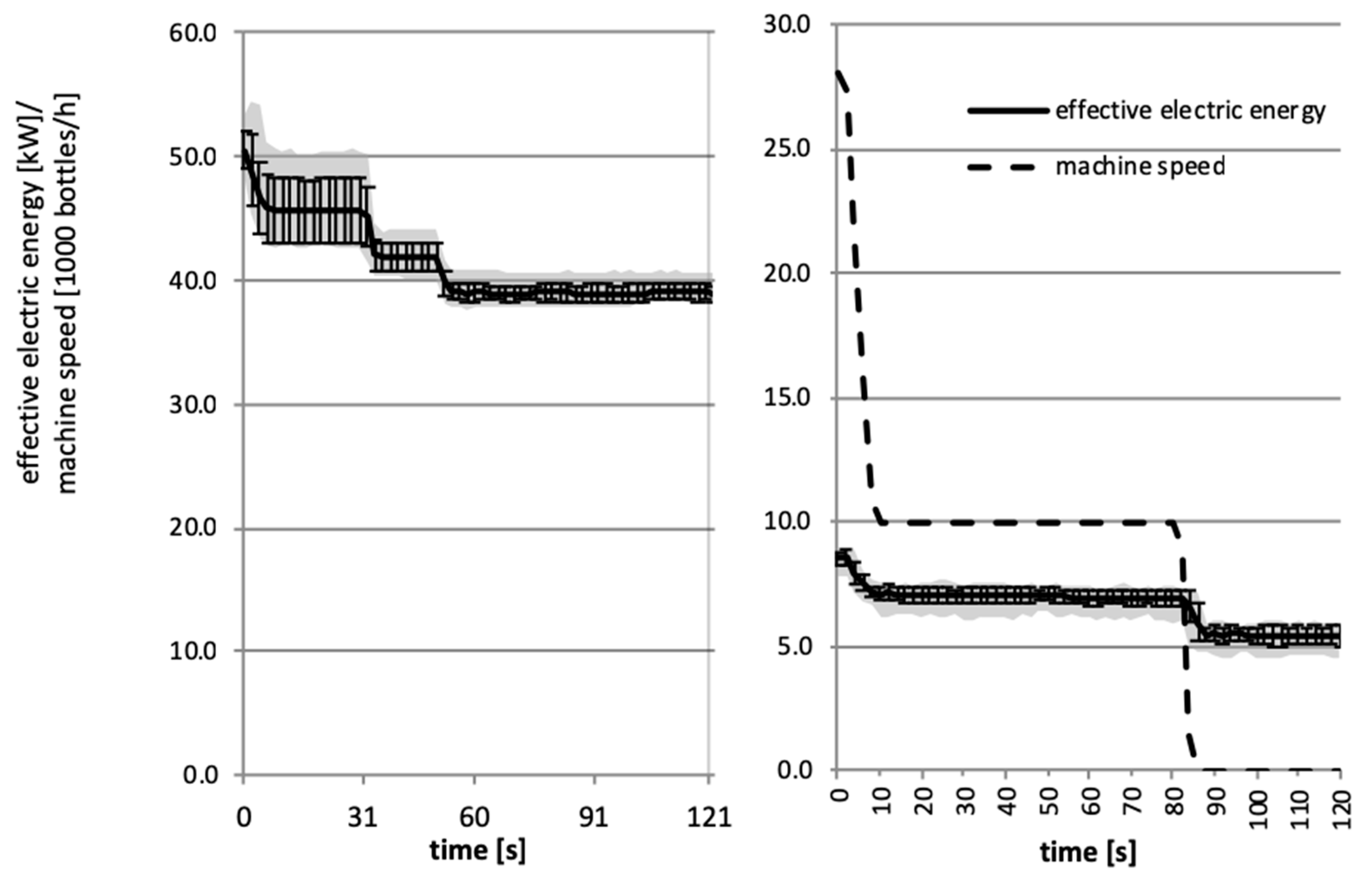
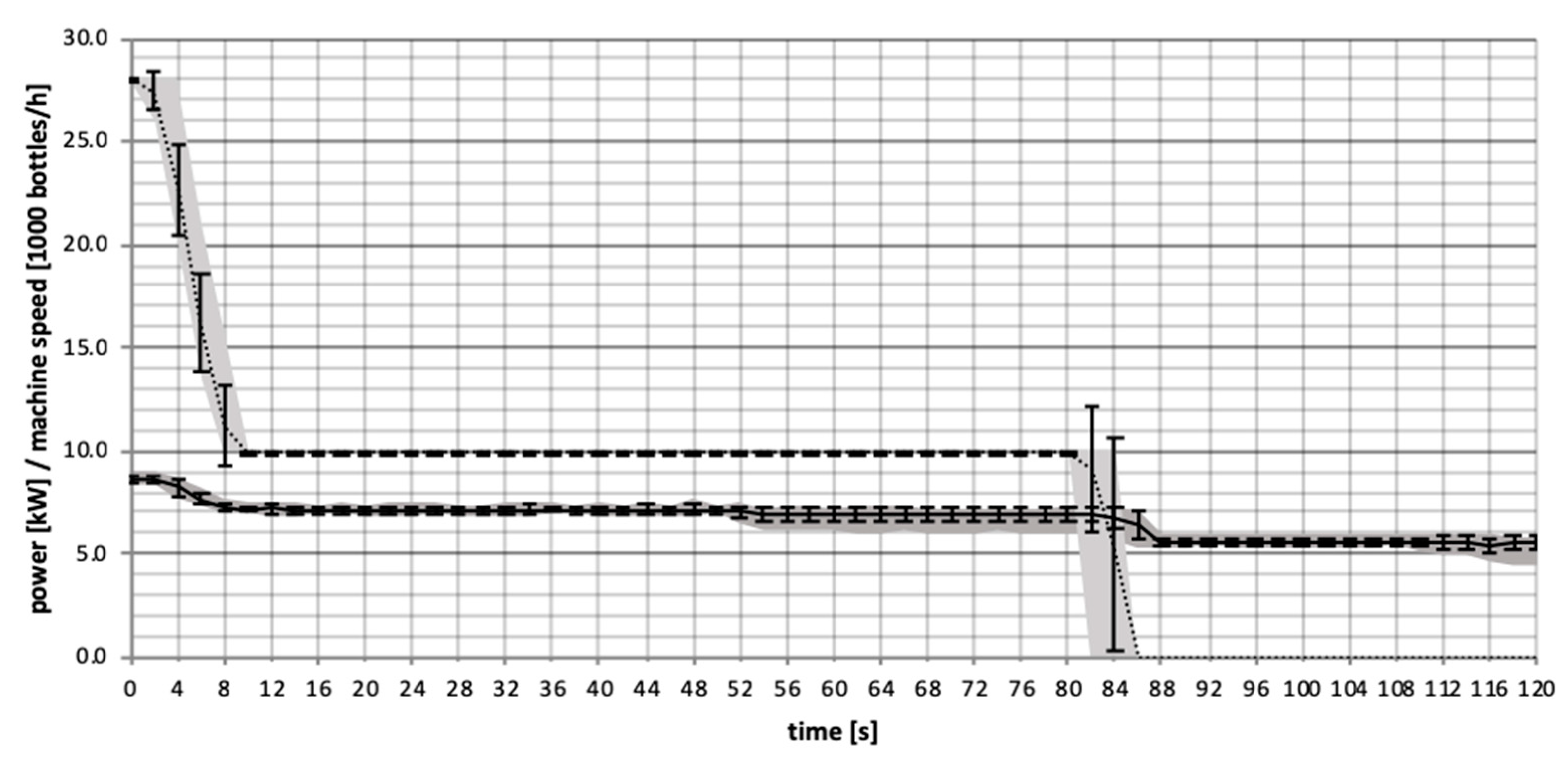
| Filler | 4 | (1) Multimodal peak, related to inactive times (2) Related to downtime, multimodal peak (3) Related to running time Note. The speed of the machine was reduced, resulting in a reduced energy consumption for >1 min after the beginning of a downtime due to technological reasons (emptying of the machine). This results in a multimodal peak (2) | |
| Labeler | 3 | (1) Multimodal peak, related to inactive times (2) Multimodal peak, related to downtime (3) Related to running time, extended peak | |
| Packer | 3 | (1) Related to inactive times (2) Related to downtime (3) Related to running time, extended peak | |
| Mixer | 3 | No direct correlation found | |
| Palletizer | 3 | (1) Related to inactive times (2) Related to downtime (3) Related to running time, extended peak | |
| Crate washer | 2 | (1) Related to inactive times/downtime (2) Related to running time | |
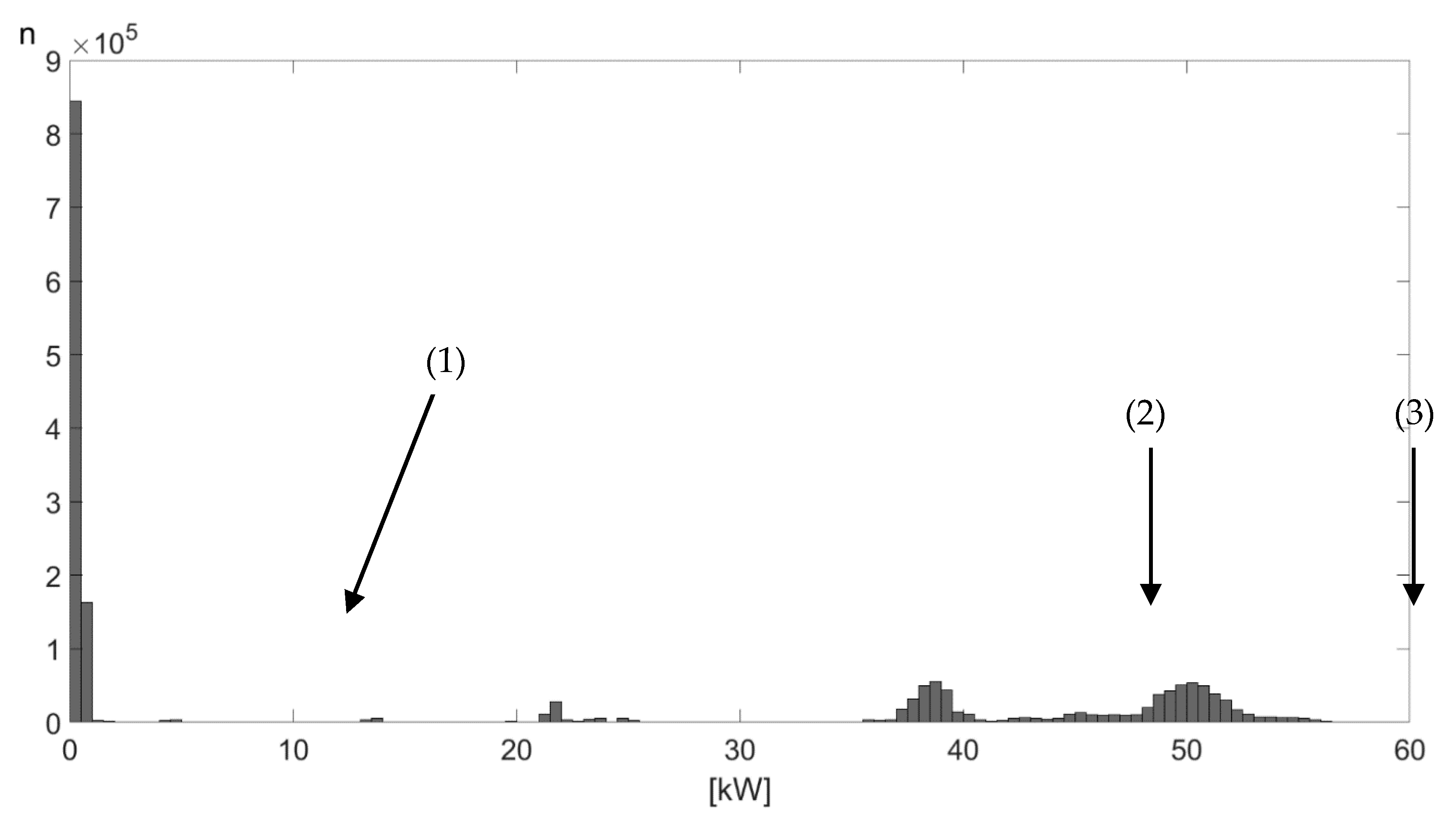
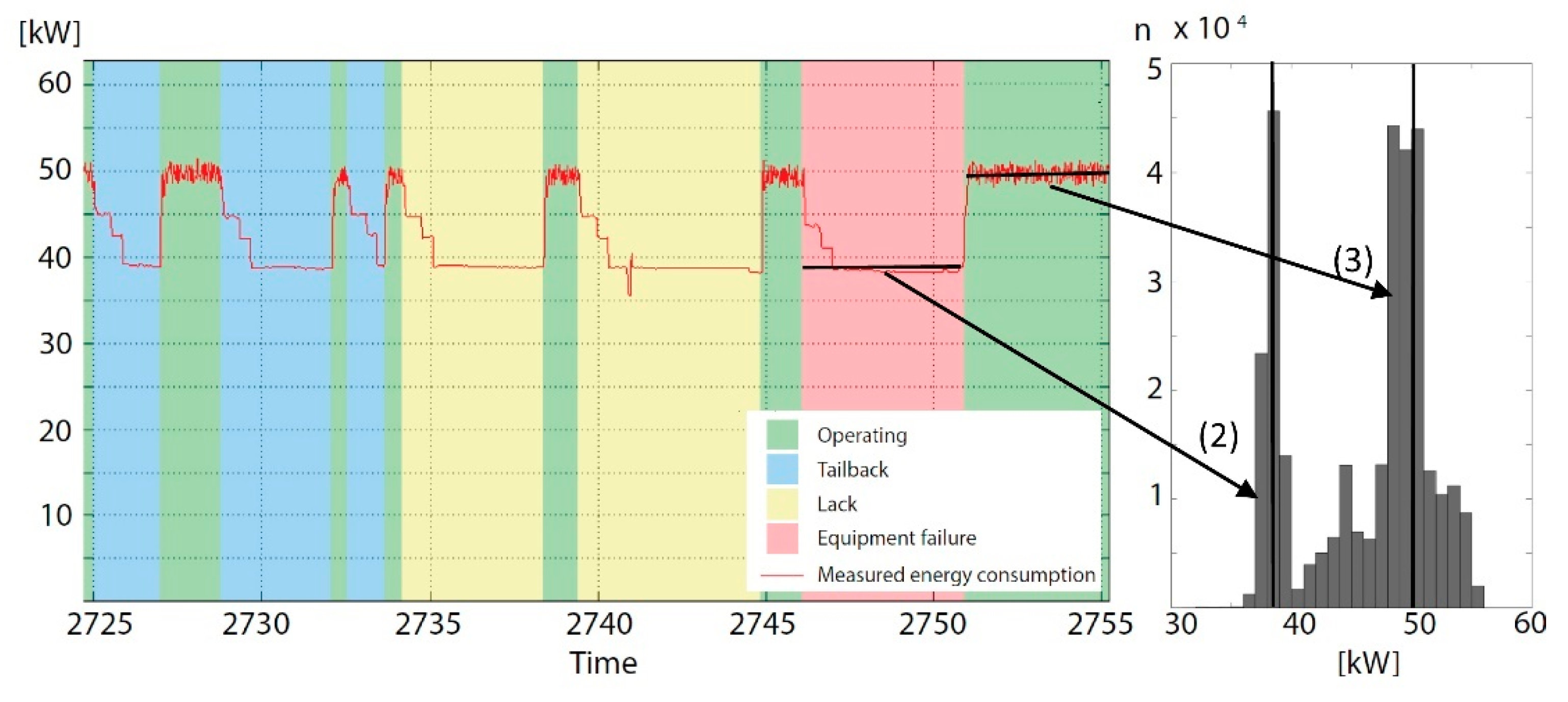
| Bottling plant 2 | Stretch-blow molder | 3 | (1) Related to inactive times (2) Related to downtime (3) Related to running time |
| Labeler | 3 | (1) Related to inactive times (2) Related to downtime (3) Related to running time | |
| Shrink packer | 4 | (1) Related to inactive times (2) Related to downtime (3) Related to downtime (4) Related to running time | |
| Packer | 3 | (1) Related to inactive times (2) Related to downtimes (3) Related to running time | |
| Filler | 4 | (1) Related to inactive times, multimodal peak (2) Related to downtime, multimodal, not clearly defined (3) (a, b, c) Three main peaks all related to running time, different products with different machine speeds produced on the machine during the measurement time. | |
| Handle application | 3 | (1) Related to inactive times (2) Related to downtime, multimodal peak (3) Related to running time | |
| Bottling plant 3 | Bottle-cleaning machine | 3 | (1) Related to inactive times (2) Minor peak related to heating-up processes, major peak related to downtime (3) Related to running time |
| Bottling plant 4 | Bottle-cleaning machine | 3 | (1) Related to inactive times (2) Minor peak related to heating-up processes, major peak related to downtime (3) Related to running time |
| Bottling plant 5 | Stretch-blow molder | 2 | (1) Related to downtime (2) Related to running time Note. The measurement time was only 8 h; no inactive times were considered. |
| Packaging machine A | 2 | (1) Related to inactive times, related to downtime (2) Related to running time Note. The measurement time was only 8 h; no inactive times were considered. There was no significant change in consumption owing to the variation of materials/production parameters. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Osterroth, I.A.; Voigt, T. Energy Consumption of Beverage-Bottling Machines. Sustainability 2021, 13, 9880. https://doi.org/10.3390/su13179880
Osterroth IA, Voigt T. Energy Consumption of Beverage-Bottling Machines. Sustainability. 2021; 13(17):9880. https://doi.org/10.3390/su13179880
Chicago/Turabian StyleOsterroth, Isabel Anna, and Tobias Voigt. 2021. "Energy Consumption of Beverage-Bottling Machines" Sustainability 13, no. 17: 9880. https://doi.org/10.3390/su13179880
APA StyleOsterroth, I. A., & Voigt, T. (2021). Energy Consumption of Beverage-Bottling Machines. Sustainability, 13(17), 9880. https://doi.org/10.3390/su13179880