
The Influence of a Field-Aged Asphalt Binder and Aggregates on the Skid Resistance of Recycled Hot Mix Asphalt


 ,
,
Abstract
:1. Introduction
Previous Research Works
2. Materials and Methods
2.1. Materials
2.1.1. Virgin Aggregates
2.1.2. Reclaimed Asphalt Pavement (RAP)
2.1.3. Virgin Asphalt
2.2. Test Methods
2.2.1. Tests of Engineering Properties of Aggregates
2.2.2. Extraction of Aged Asphalt Binder and Aged Aggregates from the RAP
2.2.3. Chemical Characterization of Aggregates
2.2.4. Design of the Asphalt–Concrete Mixture
2.2.5. Specimen Preparation for Abrasion Simulation
2.2.6. Simulation of Asphalt Surface Abrasion
2.2.7. Skid Resistance Measurement
3. Results and Discussion
3.1. Material Properties
3.1.1. The Engineering Properties and Chemical Composition of the Aggregates
3.1.2. Asphalt Binder Properties
3.2. Skid Resistance
3.2.1. The Influence of the Asphalt Binder on the Skid Resistance
3.2.2. The Influence of the Engineering Properties of Aggregates on the Skid Resistance
3.2.3. The Influence of Aggregate Gradation on the Skid Resistance
4. Conclusions
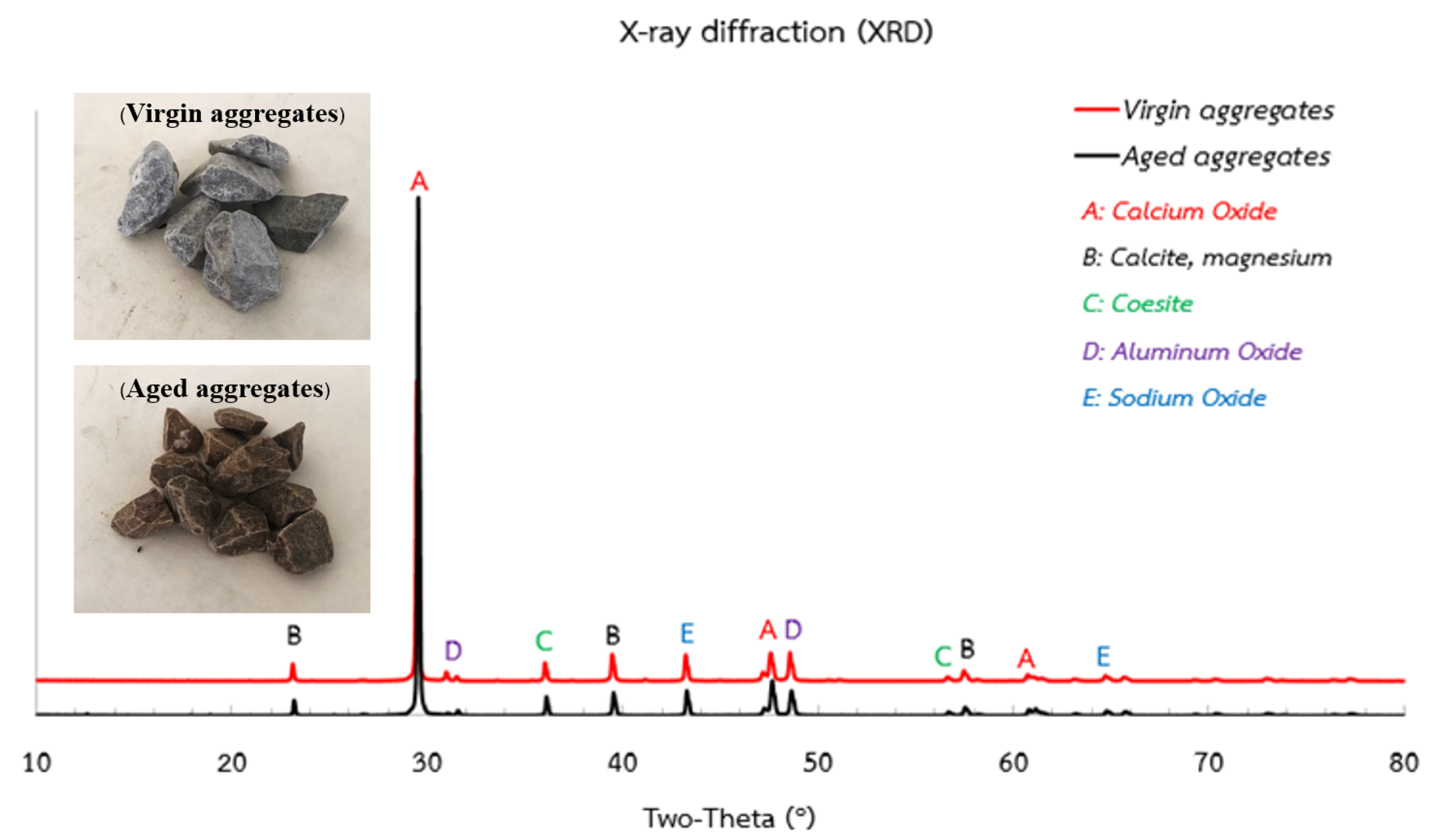
- This research determined the engineering properties and chemical compositions of virgin and aged aggregates and compared. Both aggregates’ mechanical and engineering properties (AIC, ACV, PSV, and LAA) were very similar. The XRD results indicated that the main chemical component of both aggregates is CaO; accordingly, limestone is the rock type used for both virgin and aged aggregates in this research.
- In agreement with previous research, the aged asphalt has lower penetration and ductility values than the virgin asphalt. The softening point of the aged asphalt is, however, greater than that of the virgin asphalt. Therefore, the aged asphalt is stiffer than the virgin asphalt due to irreversible oxidation.
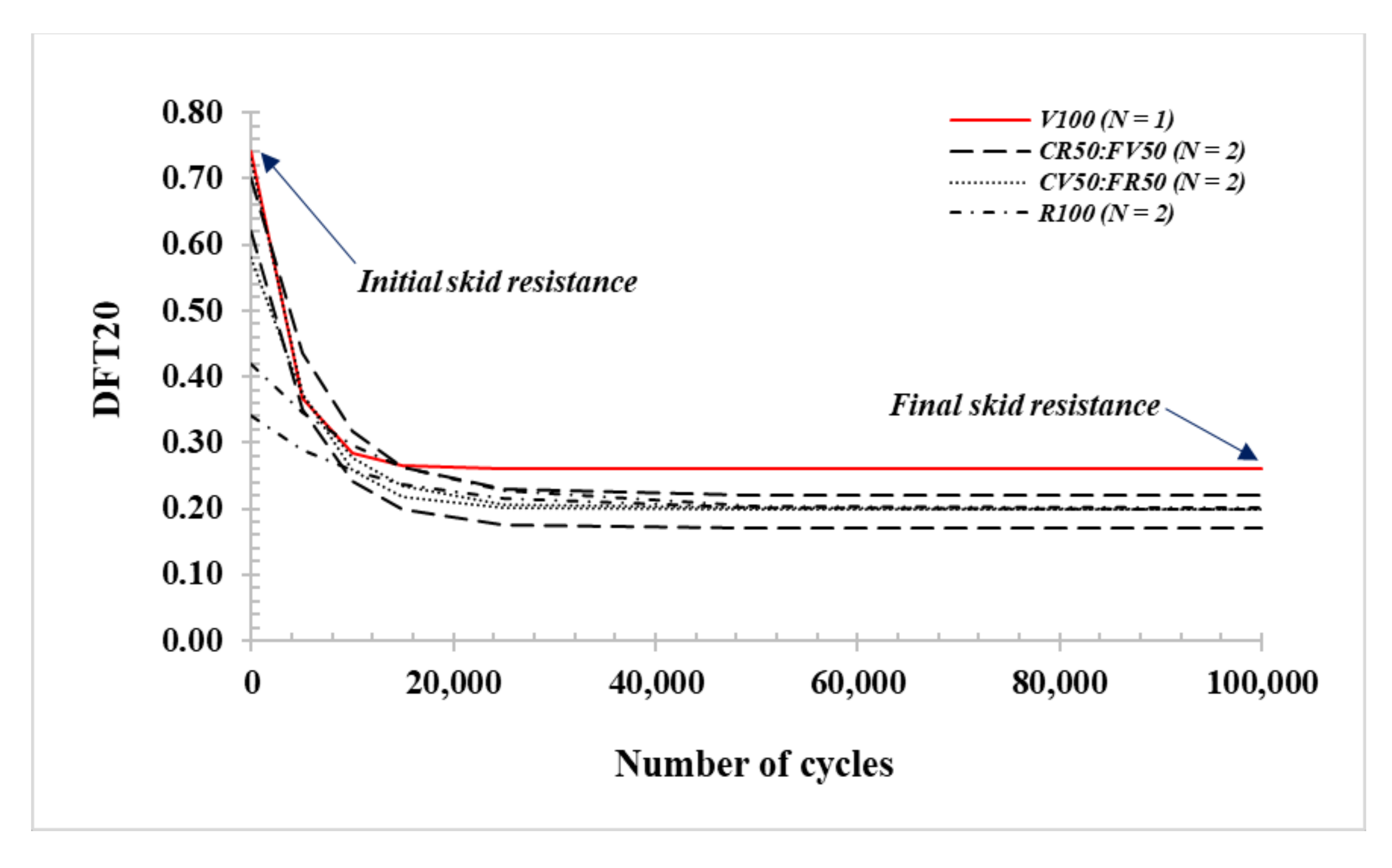
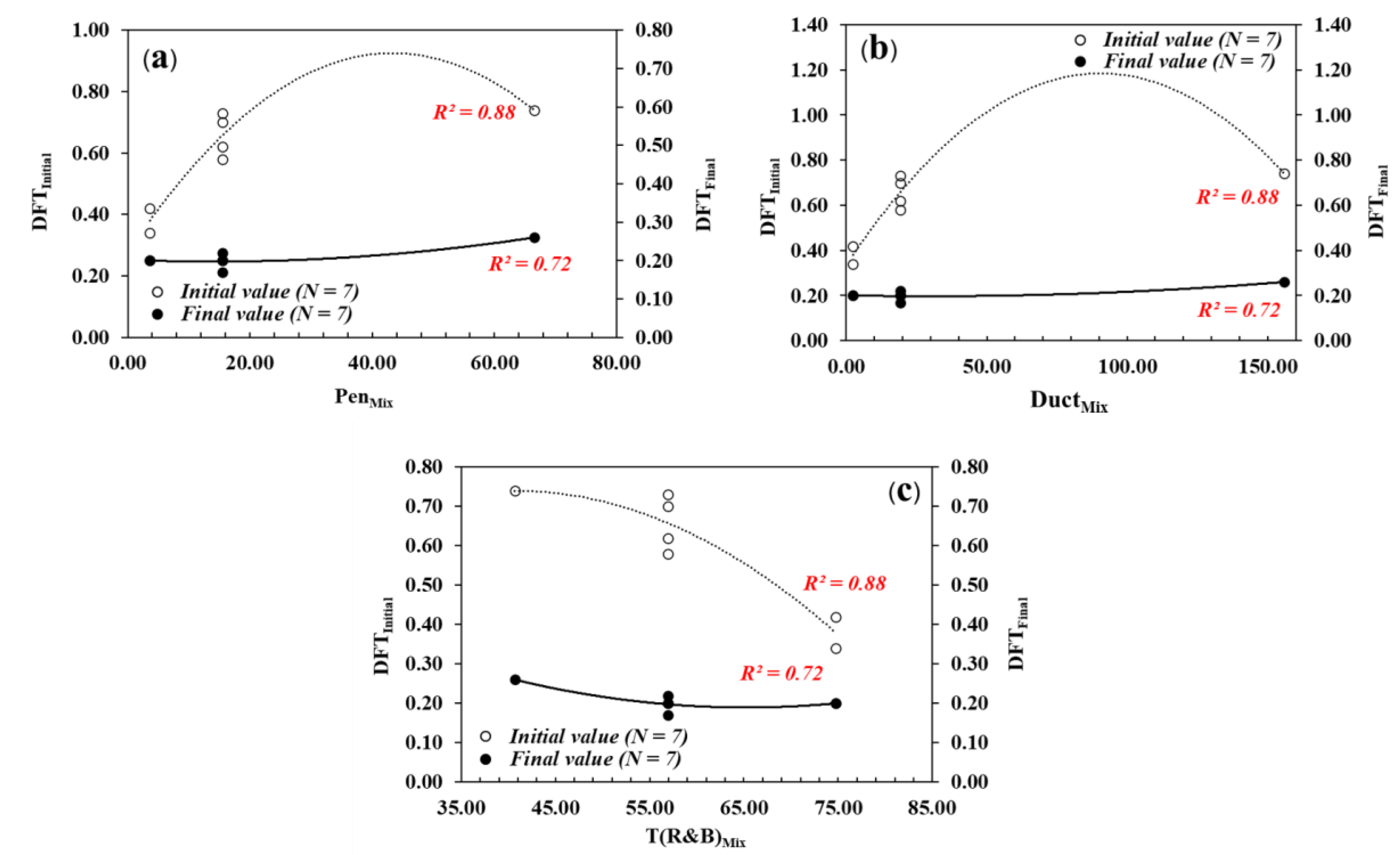
- While the amount of asphalt binders was kept at 5% by aggregate mass, the proportion of aged aggregates to virgin aggregates was maintained at 50:50 for all the mixtures. The initial and final skid resistances of recycled hot mix asphalt are strongly correlated with the engineering properties of the blended asphalt binder. These findings were summarized from the high values of the coefficient of determination (R2 is equivalent to 0.72–0.88) obtained from the regression analysis. The increases in the penetration and ductility of the blended asphalt resulted from the rise in the amount of virgin asphalt in the mixture. They led to an increase in the initial skid resistance of recycled hot mix asphalt. However, the changes in the properties of the blended asphalt did not contribute much to the final skid resistances. Properties of the blended asphalt have little influence on the final skid resistance.
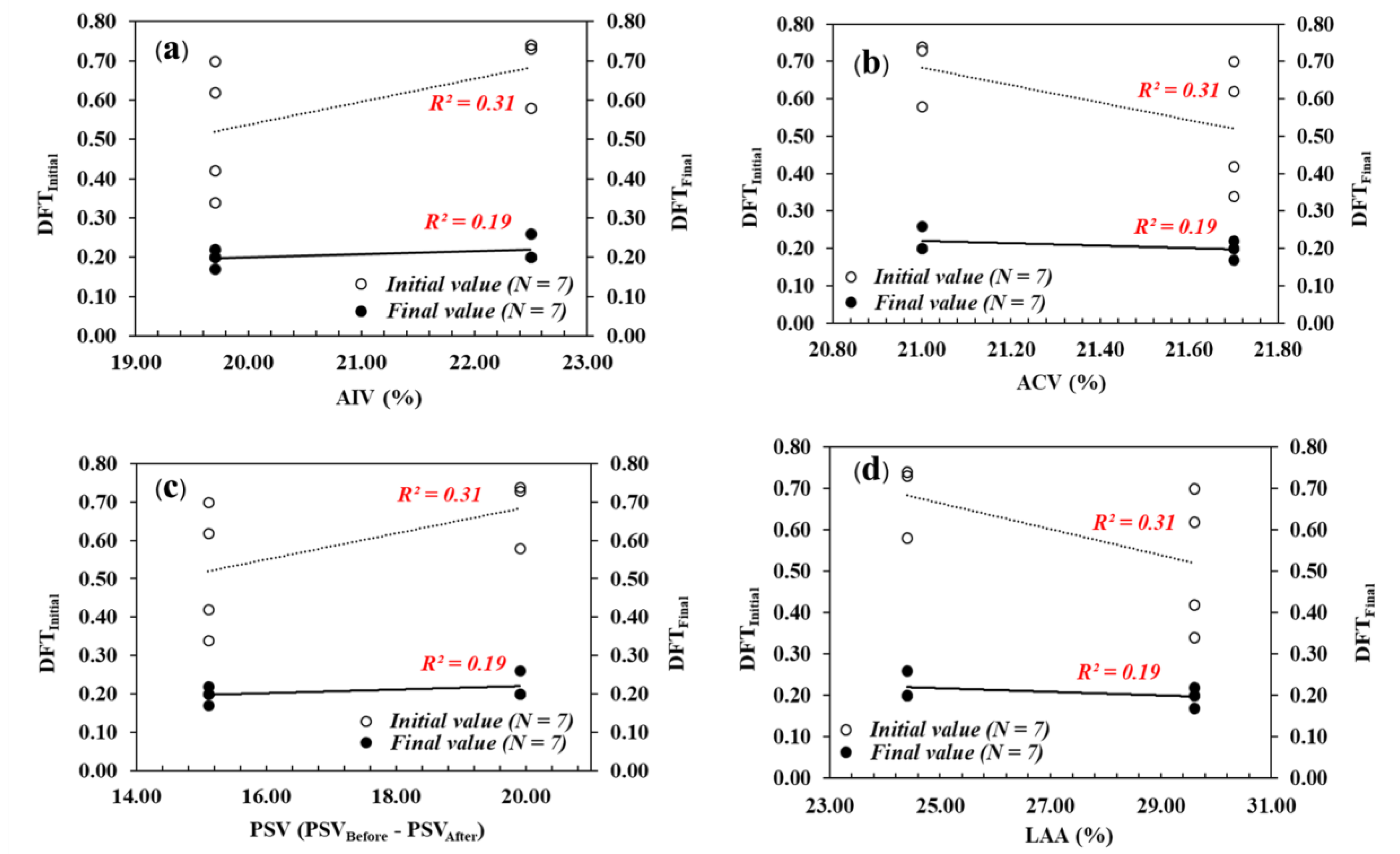
- The skid resistance of recycled hot mix asphalt, both initial and final values, displays no correlation with the properties of the aggregate (R2 values equivalent to 0.19–0.31). The small differences in aggregate properties may cause the low R2 values obtained in this research.
- The λ and κ parameters from the Weibull distribution were used to represent the gradation characteristics of the asphalt aggregates. The low correlation between the skid resistance and the κ parameter was observed from the regression analysis. However, a moderate correlation (R2 = 0.54) was obtained between the final skid resistance and the λ parameter.
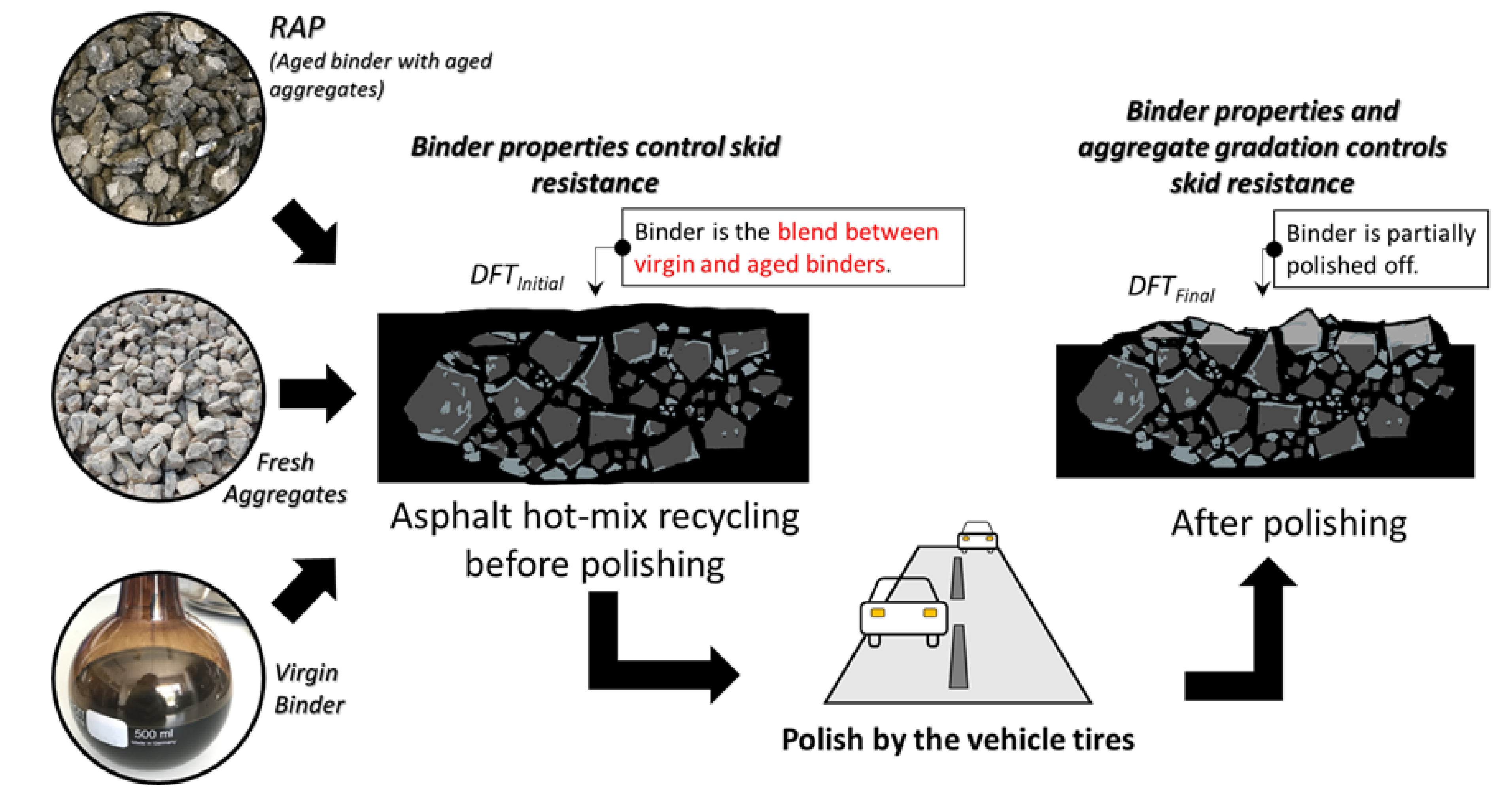
- The results illustrate that the initial skid resistance of recycled hot mix asphalt was strongly influenced by the properties of the blended asphalt binder. In contrast, the final skid resistances depended on the asphalt binder properties and the recycled hot mix asphalt gradation. This can be explained by the characteristics of the asphalt–concrete surface after polishing. The vehicle abrasion partially stripped off the asphalt binder covered on the aggregate surface; therefore, the aggregate asperity was exposed and partly controlled the final skid resistances.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ding, G.K.C. Life Cycle Assessment (LCA) of Sustainable Building Materials: An Overview. In Eco-Efficient Construction and Building Materials; Pacheco-Torgal, F., Cabeza, L.F., Labrincha, J., de Magalhães, A., Eds.; Woodhead Publishing: Cambridge, UK, 2014; pp. 38–62. [Google Scholar]
- Jitsanigam, P.; Biswas, W.K.; Compton, M. Sustainable Utilization of Lime Kiln Dust as Active Filler in Hot Mix Asphalt with Moisture Damage Resistance. Sustain. Mater. Technol. 2018, 17, e00071. [Google Scholar] [CrossRef]
- Nusit, K.; Jitsangiam, P.; Kodikara, K.; Bui, H.H.; Leung, G.L.M. Advanced Characteristics of Cement-Treated Materials with respect to Strength Performance and Damage Evolution. J. Mater. Civ. Eng. 2017, 29, 04016255. [Google Scholar] [CrossRef]
- Nusit, K.; Jitsangiam, P. Damage Behavior of Cement-Treated Base Material. Procedia Eng. 2016, 143, 161–169. [Google Scholar] [CrossRef] [Green Version]
- Jitsangiam, P.; Nusit, K.; Nikraz, H.; Leng, Z.; Prommarin, J.; Chindaprasirt, P. Dense-Graded Hot Mix Asphalt with 100% Recycled Concrete Aggregate Based on Thermal-Mechanical Surface Treatment. J. Mater. Civ. Eng. 2021, 33, 04021156. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The Challenges of Using Reclaimed Asphalt Pavement for New Asphalt Mixtures: A Review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef] [PubMed]
- DOH. Asphalt Hot-Mix Recycling Guide; Department of Highways: Bangkok, Thailand, 2012.
- Yu, M.; Xu, X.; Wu, C.; Li, S.; Li, M.; Chen, H. Research on the Prediction Model of the Friction Coefficient of Asphalt Pavement Based on Tire-Pavement Coupling. Adv. Mater. Sci. Eng. 2021, 2021, 6650525. [Google Scholar] [CrossRef]
- Arafat, S.; Wasiuddin, N.M. A Comparative Study between the Effectiveness of a Softer Grade Binder and a Rejuvenating Agent in Hot Mix Asphalt with Reclaimed Asphalt Pavemen. In Proceedings of the International Airfield and Highway Pavements Conference 2019, Reston, VA, USA, 18 July 2019. [Google Scholar]
- Izaks, R.; Haritonovs, V.; Klasa, I.; Zaumanis, M. Hot Mix Asphalt with High RAP Content. Procedia Eng. 2015, 114, 676–684. [Google Scholar] [CrossRef] [Green Version]
- Pradhan, S.K.; Sahoo, U.C. Influence of Softer Binder and Rejuvenator on Bituminous Mixtures Containing Reclaimed Asphalt Pavement (RAP) Material. Int. J. Transp. Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Tauste, R.; Moreno-Navarro, F.; Sol-Sánchez, M.; Rubio-Gámez, M. The Effect of the Nature of Rejuvenators on the Rheological Properties of Aged Asphalt Binders. In RILEM 252-CMB-Symposium on Chemo Mechanical Characterization of Bituminous Materials; Springer: Cham, Switzerland, 2018; pp. 220–225. [Google Scholar]
- Yu, S.; Shen, S.; Zhang, C.; Zhang, W.; Jia, X. Evaluation of the Blending Effectiveness of Reclaimed Asphalt Pavement Binder. J. Mater. Civ. Eng. 2017, 29, 04017230. [Google Scholar] [CrossRef]
- Kandhal, P.S.; Foo, K.Y. Designing Recycled Hot Mix Asphalt Mixtures Using Superpave Technology; Jester, R.N., Ed.; ASTM International: West Conshohocken, PA, USA, 1997; pp. 101–117. [Google Scholar]
- Yu, M.; You, Z.; Wu, G.; Kong, L.; Liu, C.; Gao, J. Measurement and modeling of skid resistance of asphalt pavement: A review. Constr. Build. Mater. 2020, 260, 119878. [Google Scholar] [CrossRef]
- Wallman, C.; Åström, H. Friction Measurement Methods and the Correlation between Road Friction and Traffic Safety; Statens väg- och Transportforskningsinstitut: Linköping, Sweden, 2001; ISSN 03476049. [Google Scholar]
- Craus, J.; Livneh, M.; Ishai, I. Effect of Pavement and Shoulder Condition on Highway Accidents. Transp. Res. Board. 1991, 1318, 51–57. [Google Scholar]
- Flintsch, G.W.; McGhee, K.K.; Izeppi, E.d.L.; Najafi, S. The Little Book of Tire Pavement Friction; Pavement Surface Properties Consortium: Blacksburg, VA, USA, 2012.
- Henry, J.J.; Wambold, J. Use of Smooth-Treaded Test Tire in Evaluating Skid Resistance. Transp. Res. Rec. 1992, 1384, 35–42. [Google Scholar]
- Xiao, J.; Kulakowski, B.T.; EI-Gindy, M. Prediction of Risk of Wet—Pavement Accidents: Fuzzy Logic Model. Transp. Res. Board. 2000. [Google Scholar] [CrossRef]
- Larson, R. Consideration of Tire/Pavement Friction/Texture Effects on Pavement Structural Design and Materials Mix Design; Federal Highway Administration: Washington, DC, USA, 1999.
- Mccullough, B.; Hankins, K. Skid Resistance Guidelines for Surface Improvements on Texas Highways. Highw. Res. Rec. 1966, 204–217. Available online: https://trid.trb.org/view/104805 (accessed on 20 August 2021).
- NCHRP. Guide for Pavement Friction; NCHRP: Washington, DC, USA, 2009; p. 257.
- Viner, H.; Sinhal, R.; Parry, T. Review of UK skid resistance policy. In Proceedings of the 5th Symposium on Pavement Surface Characteristics of Roads and Airports, Toronto, ON, Canada, 6–10 June 2004; p. 12. [Google Scholar]
- NCAT. Performance Testing for Hot Mix Asphalt; 01–05; National Center for Asphalt Technology: Auburn, AL, USA, 2001. [Google Scholar]
- NCAT. Evaluation of Eight Longitudinal Joint Construction Techniques for Asphalt Pavements in Pennsylvania; 02–03; National Center for Asphalt Technology: Auburn, AL, USA, 2002. [Google Scholar]
- NCAT. Evaluation of Circular Texture Meter for Measuring Surface Texture of Pavements; 04–05; National Center for Asphalt Technology: Auburn, AL, USA, 2004. [Google Scholar]
- NCAT. Wheel Wander at The NCAT Test Track; 05–02; National Center for Asphalt Technology: Auburn, AL, USA, 2005. [Google Scholar]
- NCAT. Methodlogy and Calibration of Fatigue Transfer Functions for Mechanistic-Empirical Flexible Pavement Design; 06–03; National Center for Asphalt Technology: Auburn, AL, USA, 2006. [Google Scholar]
- NCAT. Sound Pressure and Intensity Enaluations of Low Noise Pavement Structures with Open-Graded Asphalt Mixtures; 07–02; National Center for Asphalt Technology: Auburn, AL, USA, 2007. [Google Scholar]
- NCAT. Phase III NCAT Test Track Findings; 09–08; National Center for Asphalt Technology: Auburn, AL, USA, 2009. [Google Scholar]
- NCAT. Phase IV NCAT Pavement Test Track Finding; 12–10; National Center for Asphalt Technology: Auburn, AL, USA, 2012. [Google Scholar]
- DOH. DH-S 408 Asphalt Concrete of Hot-Mix Asphalt; Ministry of Transport: Department of Highways, Bangkok, Thailand, 1989.
- DOH. DH-S 410 Asphalt Hot-Mix Recycling; Ministry of Transport: Department of Highways, Bangkok, Thailand, 1999.
- DOH. DH-SP. 401 Specification for Asphalt Cement; Ministry of Transport: Department of Highways, Bangkok, Thailand, 1988.
- BSI. B.S.B.S. 812–112 Testing Aggregates. Method for Determination of Aggregate Impact Value (AIV); BSI: London, UK, 1990. [Google Scholar]
- BSI. B.S.B.S. 812 Aggregate Crushing Test (ACV); BSI: London, UK, 1967. [Google Scholar]
- ASTM. ASTM C131/C131M Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine; ASTM: West Conshohocken, PA, USA, 2006. [Google Scholar]
- ASTM. D3319–11 Standard Practice for the Accelerated Polishing of Aggregates Using the British Wheel; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. D2172 Standard Test Methods for Quantitative Extraction of Bitumen From Bituminous Paving Mixtures; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM. D5404–03 Standard Practice for Recovery of Asphalt from Solution Using the Rotary Evaporator; ASTM: West Conshohocken, PA, USA, 2003. [Google Scholar]
- ASTM. D1559 Test Method for Resistance of Plastic Flow of Bituminous Mixtures Using Marshall Apparatus (Withdrawn 1998); ASTM: West Conshohocken, PA, USA, 1998. [Google Scholar]
- Hofko, B.; Kugler, H.; Chankov, G.; Spielhofer, R. A Laboratory Procedure for Predicting Skid and Polishing Resistance of Road Surfaces. Int. J. Pavement Eng. 2017, 20, 1–9. [Google Scholar] [CrossRef] [Green Version]
- ASTM. ASTM E1911–98 Standard Test Method for Measuring Paved Surface Frictional Properties Using the Dynamic Friction Tester; ASTM: West Conshohocken, PA, USA, 2002. [Google Scholar]
- McDaniel, R.S.; Kowalski, K.J.; Shah, A. Evaluation of Reclaimed Asphalt Pavement for Surface Mixtures; FHWA/IN/JTRP-2012/03; Joint Transportation Research Program, Indiana Department of Transportation and Purdue University: West Lafayette, IN, USA, 2012. [Google Scholar]
- ASTM. E1960–07 Standard Practice for Calculating International Friction Index of a Pavement Surface; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Williams, S.G. Surface Friction Measurements of Fine-Graded Asphalt Mixtures: Final Report; ASTM: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Rezaei, A.; Masad, E. Experimental-Based Model for Predicting the Skid Resistance of Asphalt Pavements. Int. J. Pavement Eng. 2013, 14, 24–35. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Size (mm) | 25.0 | 19.0 | 12.5 | 9.5 | 4.75 | 2.36 | 1.18 | 0.60 | 0.30 | 0.15 | 0.075 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Virgin aggregates (Limestone) | |||||||||||
| Dust | 100 | 100 | 100 | 100 | 99.7 | 73.1 | 47.4 | 32.1 | 24.6 | 19.0 | 15.6 |
| 9.5 mm | 100 | 100 | 100 | 94.8 | 2.9 | 0.3 | 0 | 0 | 0 | 0 | 0 |
| 12.5 mm | 100 | 100 | 94.4 | 21.9 | 0.02 | 0 | 0 | 0 | 0 | 0 | 0 |
| 19.0 mm | 100 | 86.4 | 6.28 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Reclaimed asphalt pavement (RAP) | |||||||||||
| Coarse RAP (CR) 5–20 mm | 98.4 | 92.2 | 77.2 | 58.6 | 4.29 | 0 | 0 | 0 | 0 | 0 | 0 |
| Fine RAP (FR) | 100 | 100 | 100 | 100 | 97.0 | 52.5 | 24.3 | 5.7 | 2.1 | 1.1 | 0.7 |
| Property | Virgin Aggregate | Standard Requirements | ||||
|---|---|---|---|---|---|---|
| Fine | Coarse | |||||
| Passing #200 | Retained #200 | 9.5 mm | 12.5 mm | 19.0 mm | ||
| Bulk specific gravity | - | 2.651 | 2.714 | 2.710 | 2.714 | - |
| Apparent specific gravity | 2.727 | 2.686 | 2.699 | 2.674 | 2.679 | - |
| Water absorption (%) | - | 1.42 | 0.60 | 0.50 | 0.48 | - |
| Flakiness index (%) | - | 26.0 | ≤35 | |||
| Elongation index (%) | - | 31.1 | ||||
| Soundness (%wt. Loss) | coarse aggregate = 1.73, fine aggregate = 2.38 | <9 | ||||
| Sand equivalent (%) | 84.4 | ≥50 | ||||
| Property | Aged Aggregate | Standard Requirements | ||||
|---|---|---|---|---|---|---|
| Fine | Coarse | |||||
| Passing #200 | Retained #200 | 9.5 mm | 12.5 mm | 19.0 mm | ||
| Bulk specific gravity | - | 2.653 | 2.758 | 2.798 | 2.799 | - |
| Apparent specific gravity | 2.704 | 2.719 | 2.771 | 2.821 | 2.819 | - |
| Water Absorption (%) | - | 0.91 | 0.17 | 0.29 | 0.25 | - |
| Flakiness Index (%) | - | 32.4 | ≤35 | |||
| Elongation Index (%) | - | 9.5 | ||||
| Soundness (%wt. Loss) | coarse aggregate = 0.10, fine aggregate = 1.91 | <9 | ||||
| Sand Equivalent (%) | 90.0 | ≥50 | ||||
| Mix Design | V100 (CV50:FV50) |
|---|---|
| Proportion (%) | 50:20:15:15 (Dust:9.5 mm:12.5 mm:19 mm) |
| Optimum asphalt content (%) | 5.00 |
| Density (gm/mL) | 2.400 |
| Air void (%) | 3.3 |
| Voids in mineral aggregate (VMA) (%) | 14.0 |
| Voids filled with bitumen (VFB) (%) | 76.4 |
| Stability (kN) | 12.01 |
| Flow (0.01”) | 15.2 |
| Remarks | V = Virgin aggregate, CV = Coarse virgin aggregate, FV = Fine virgin aggregate. |
| Mix Design | V100 (CV50:FV50) | CR50:FV50 | CV50:FR50 | R100 (CR50:FR50) | |
|---|---|---|---|---|---|
| Proportion (%) | Dust | 50 | 50 | 50 | 50 |
| 9.5 mm | 20 | 20 | 20 | 20 | |
| 12.5 mm | 15 | 15 | 15 | 15 | |
| 19.0 mm | 15 | 15 | 15 | 15 | |
| Total Asphalt (%) (Virgin: Aged Asphalt) | 5.00 (5.0:0.0) | 5.00 (2.7:2.35) | 5.00 (2.7:2.35) | 5.00 (0.3:4.7) | |
| Remarks | V = Virgin aggregate, CV = Coarse virgin aggregate, FV = Fine virgin aggregate, CR = Coarse RAP aggregate, and FR = Fine RAP aggregate. | ||||
| Properties Test | Virgin Aggregates | RAP Aggregates | Specification |
|---|---|---|---|
| AIV (%) | 22.5 | 19.7 | <25 |
| ACV (%) | 21.0 | 21.7 | <25 |
| LAA (%) | 24.4 | 29.6 | ≤40 |
| PSV(Initial) | 54.0 | 52.0 | - |
| PSV(Final) | 35.0 | 37.0 |
| Properties Test | Virgin Asphalt | Aged Asphalt | Specification (AC 60/70) |
|---|---|---|---|
| Penetration (dmm.) | 66.5 | 3.0 | 60–70 |
| Softening Point (°C) | 40.7 | 75.3 | 45–55 |
| Ductility (°C) | >100 | 1.8 | ≥40 |
| No. | Mix Design | λ | κ | R2 |
|---|---|---|---|---|
| 1. | V100 (CV50:FV50) | 6.092 | 0.804 | 0.99 |
| 2. | CR50:FV50 | 5.430 | 0.885 | 0.99 |
| 3. | CV50:FR50 | 7.760 | 0.770 | 0.97 |
| 4. | R100 (CR50:FR50) | 5.697 | 0.806 | 0.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sedthayutthaphong, N.; Jitsangiam, P.; Nikraz, H.; Pra-ai, S.; Tantanee, S.; Nusit, K. The Influence of a Field-Aged Asphalt Binder and Aggregates on the Skid Resistance of Recycled Hot Mix Asphalt. Sustainability 2021, 13, 10938. https://doi.org/10.3390/su131910938
Sedthayutthaphong N, Jitsangiam P, Nikraz H, Pra-ai S, Tantanee S, Nusit K. The Influence of a Field-Aged Asphalt Binder and Aggregates on the Skid Resistance of Recycled Hot Mix Asphalt. Sustainability. 2021; 13(19):10938. https://doi.org/10.3390/su131910938
Chicago/Turabian StyleSedthayutthaphong, Nathanyawat, Peerapong Jitsangiam, Hamid Nikraz, Suriyavut Pra-ai, Sarintip Tantanee, and Korakod Nusit. 2021. "The Influence of a Field-Aged Asphalt Binder and Aggregates on the Skid Resistance of Recycled Hot Mix Asphalt" Sustainability 13, no. 19: 10938. https://doi.org/10.3390/su131910938
APA StyleSedthayutthaphong, N., Jitsangiam, P., Nikraz, H., Pra-ai, S., Tantanee, S., & Nusit, K. (2021). The Influence of a Field-Aged Asphalt Binder and Aggregates on the Skid Resistance of Recycled Hot Mix Asphalt. Sustainability, 13(19), 10938. https://doi.org/10.3390/su131910938