
An Agile System to Enhance Productivity through a Modified Value Stream Mapping Approach in Industry 4.0: A Novel Approach


 , , , ,
, , , ,  , ,
, ,  and
and
Abstract
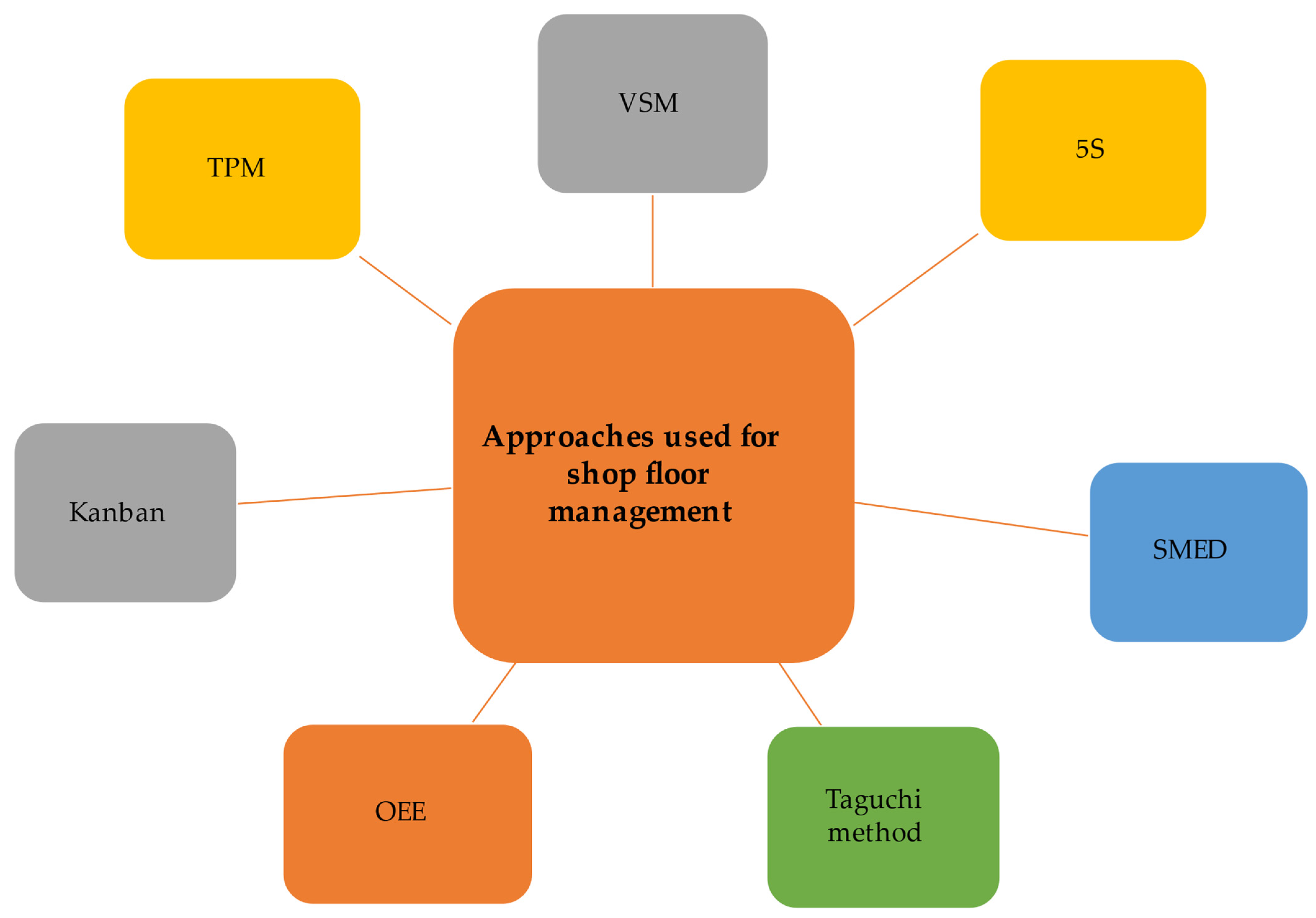
:1. Introduction
2. Development of the Implementation of the Lean Concept in Industry 4.0
- a.
- Industry personnel have found the lean concept to be efficient for sustainable shop floor management because the lean concept can be implemented under any type of production condition.
- b.
- It has been observed that the adaptability of the lean concept can be enhanced by an agile system to obtain sustainable operational performance.
- c.
- The results showed that the implementation of lean concepts in industry 4.0 can enhance the performance of resources by providing an effective working environment and robust shop floor management.
- d.
- Industry personnel believed that the lean concept would be proved efficient in productivity enhancement by an agile system and the establishment of sustainable shop floor management in industry 4.0.
3. Research Objective
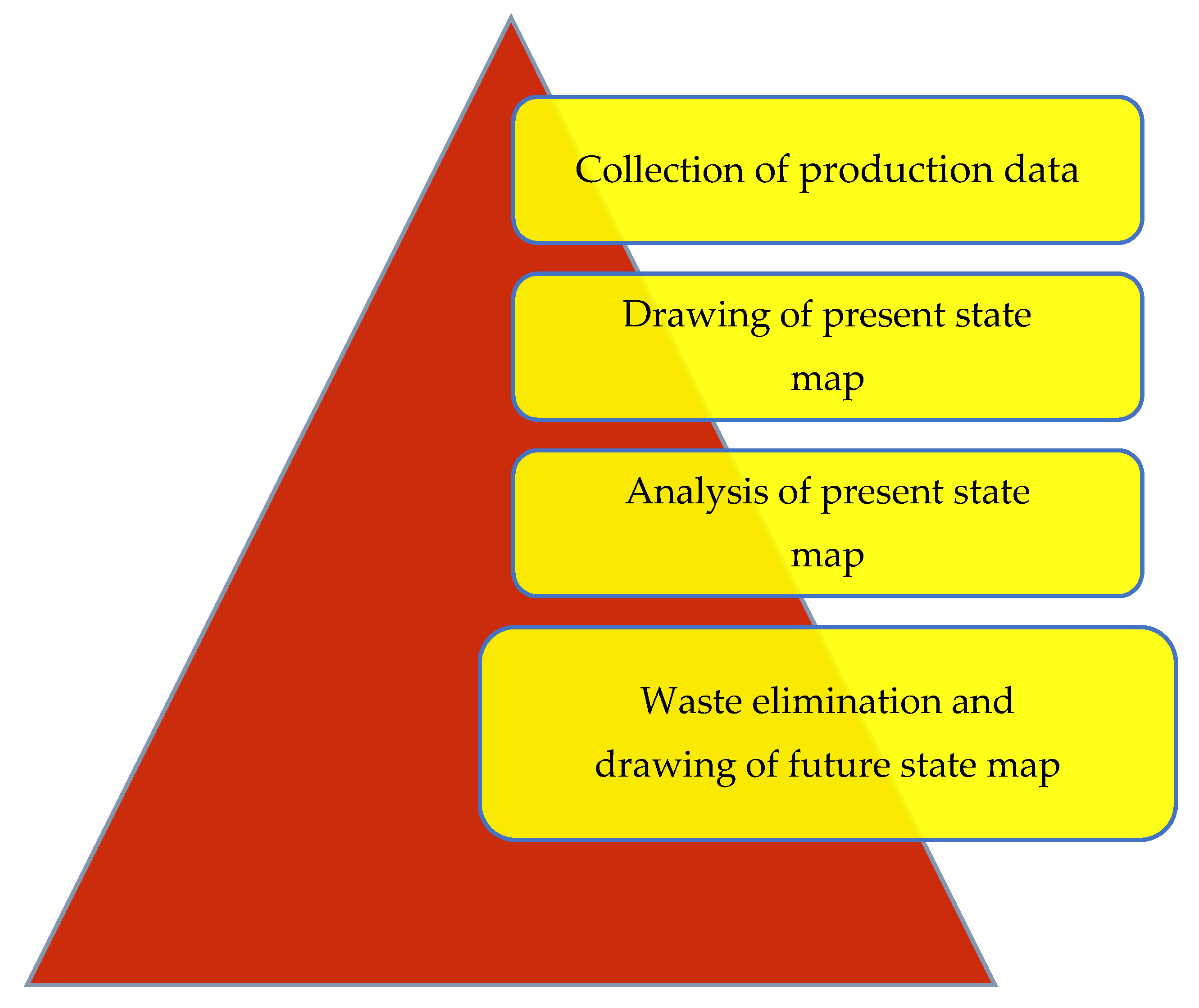
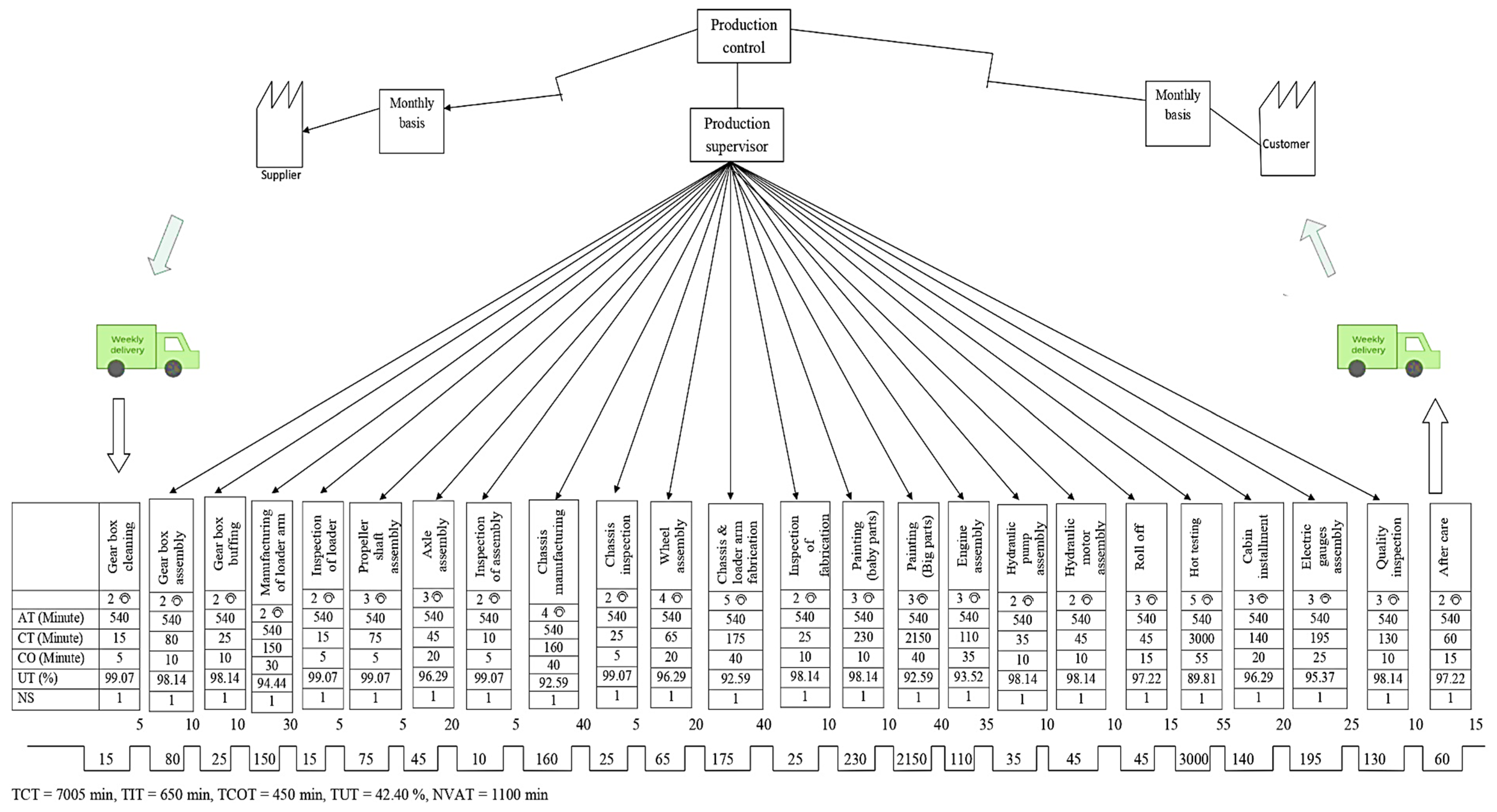
4. Traditional Methodology of VSM
= 540/4
= 135 min
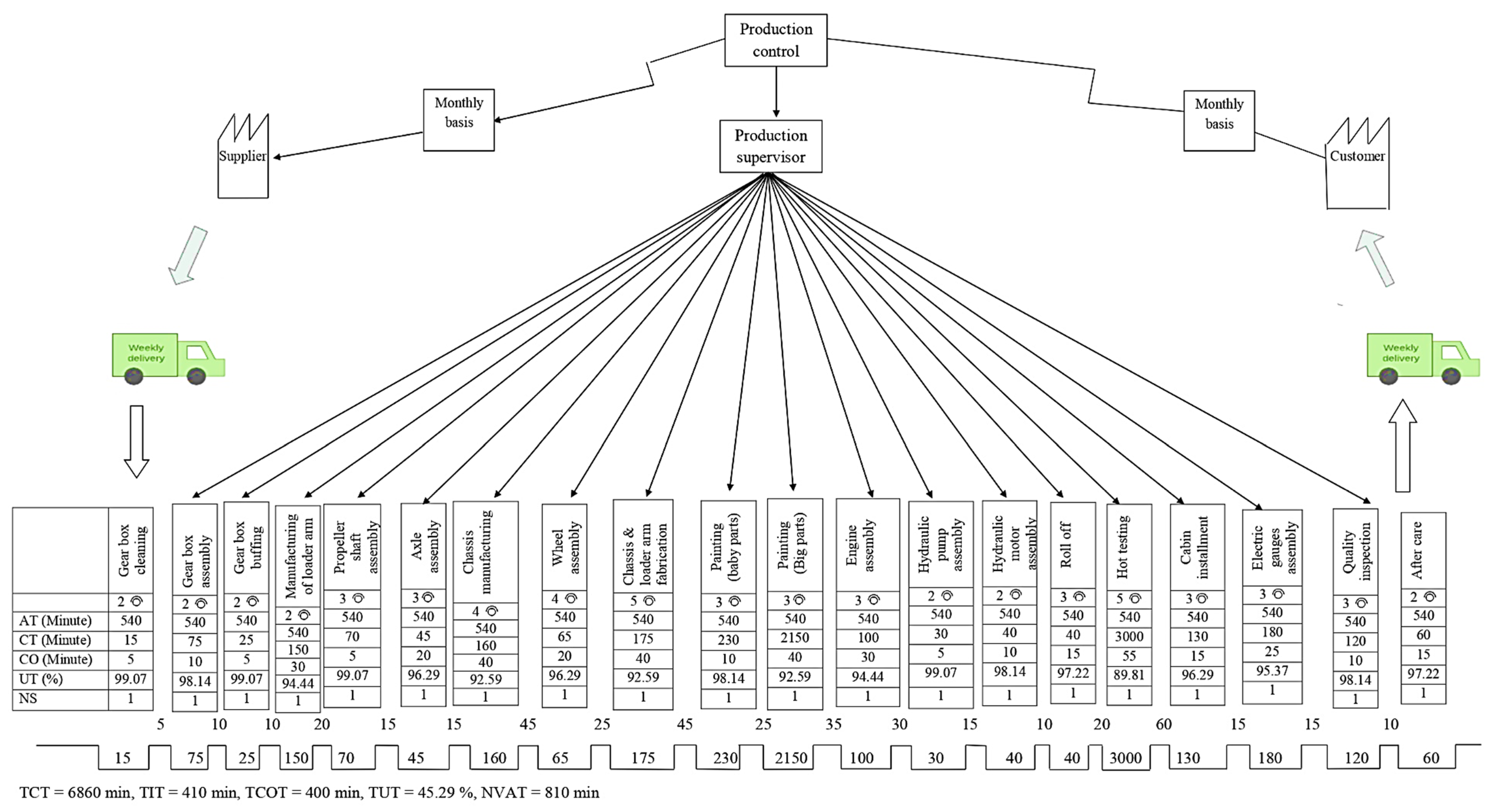
5. Proposed Methodology Coupled with VSM
NS = 1
AT = WT × NS
= 570 min
DT = 30 min
TPT = AT − DT
TT = TPT/ND
= 135 min
UT = (TPT − CO)/AT
6. Validation of Proposed Methodology
7. Results and Discussions
Scientific Novelty and Applications of the Proposed Methodology in Shop Floor Management
8. Enhancement of Lean Performance for Industry 4.0 Using the Proposed VSM Methodology
8.1. Sustainable Operational Performance and Industry 4.0
8.2. Lean Performance and Industry 4.0 Technologies
8.3. Bridge Work—The Connection between Industry 4.0 and Clean Lean Manufacturing
8.4. Potential Contribution and Managerially Impacts in Manufacturing Organizations
9. Conclusions
- i.
- It has been observed that the proposed methodology can be used to construct an agile system for improvements in productivity level in industry 4.0.
- ii.
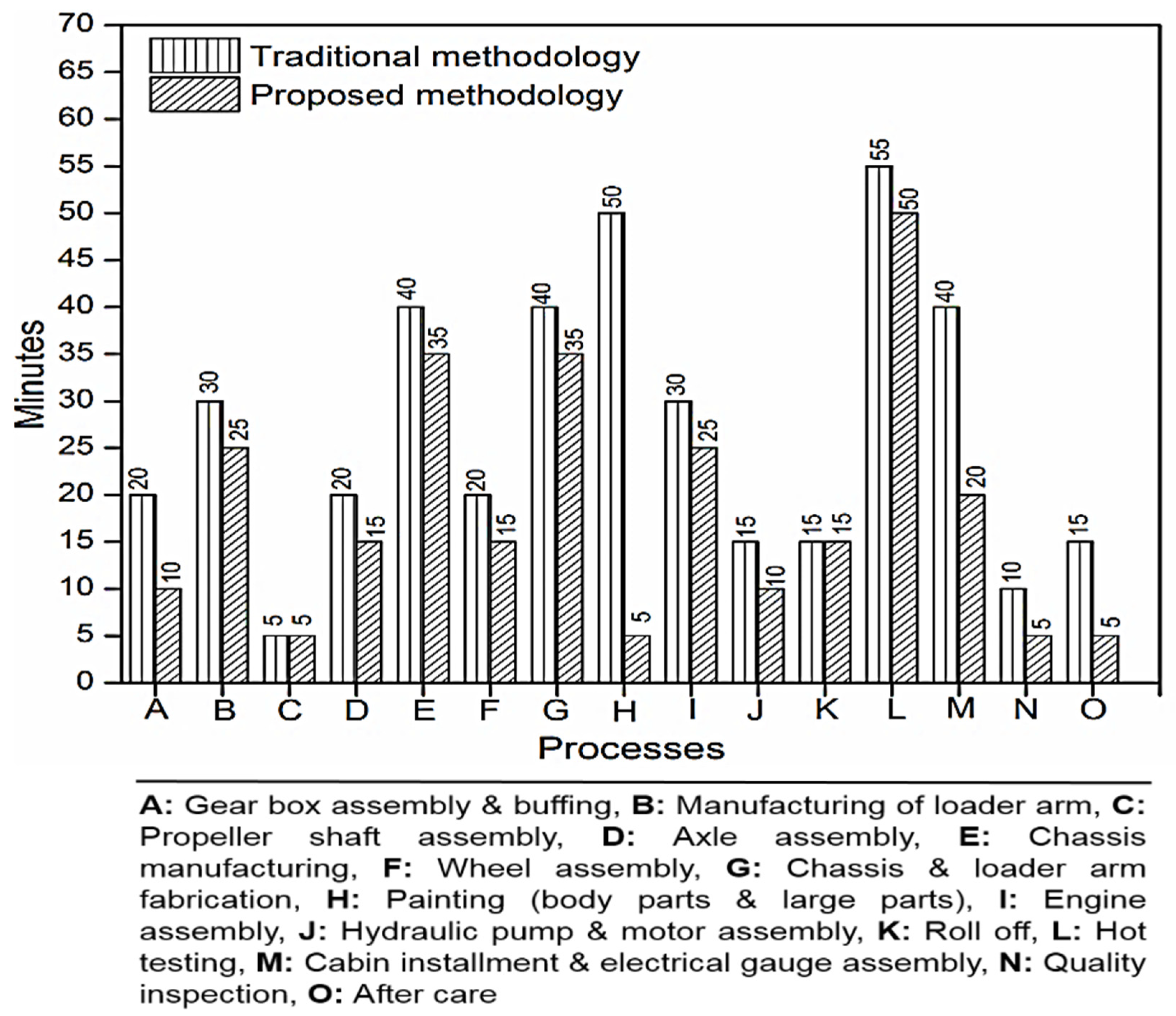
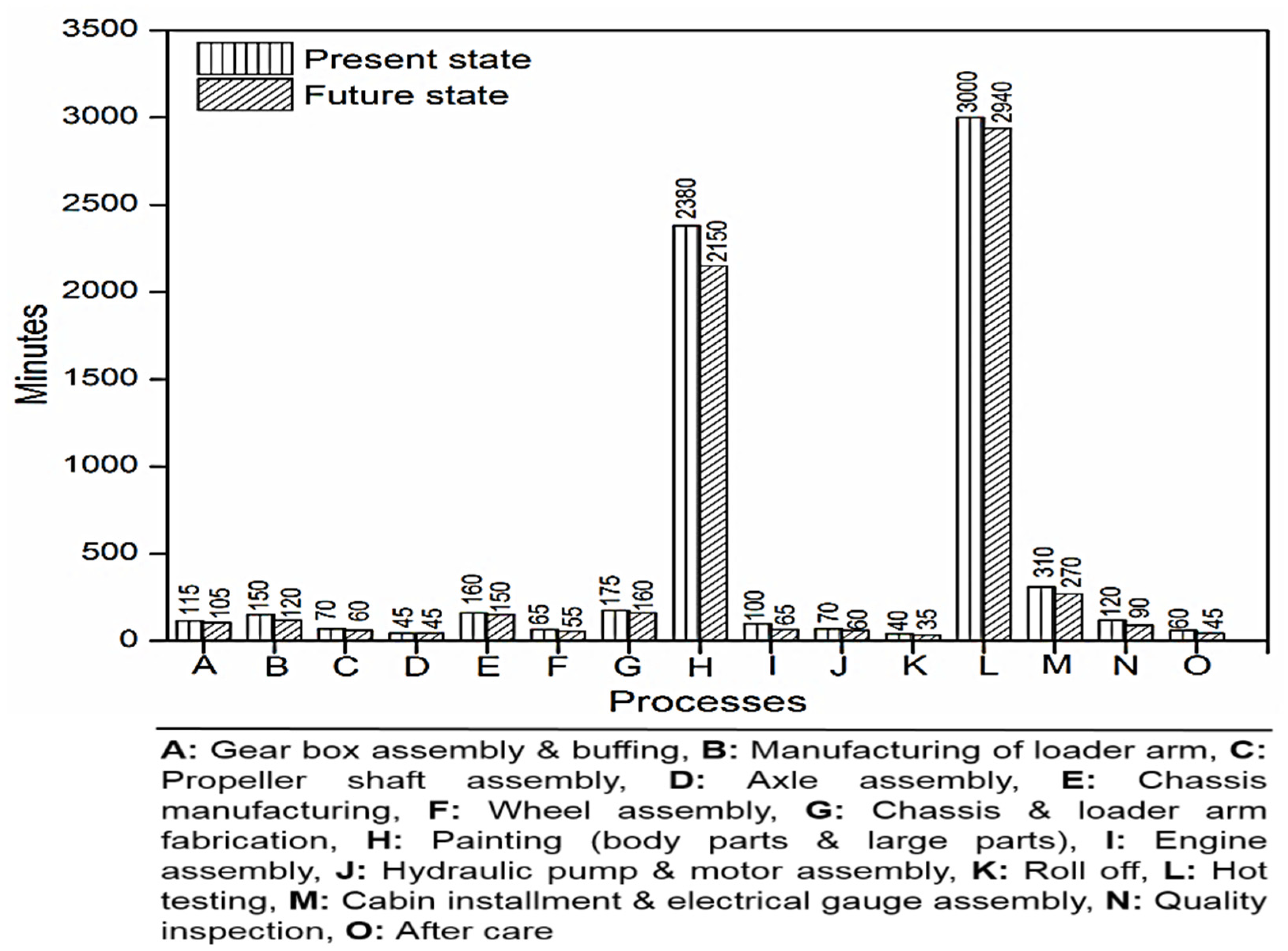
- The proposed methodology proved superior when compared to the traditional methodology with VSM on the shop floor.
- iii.
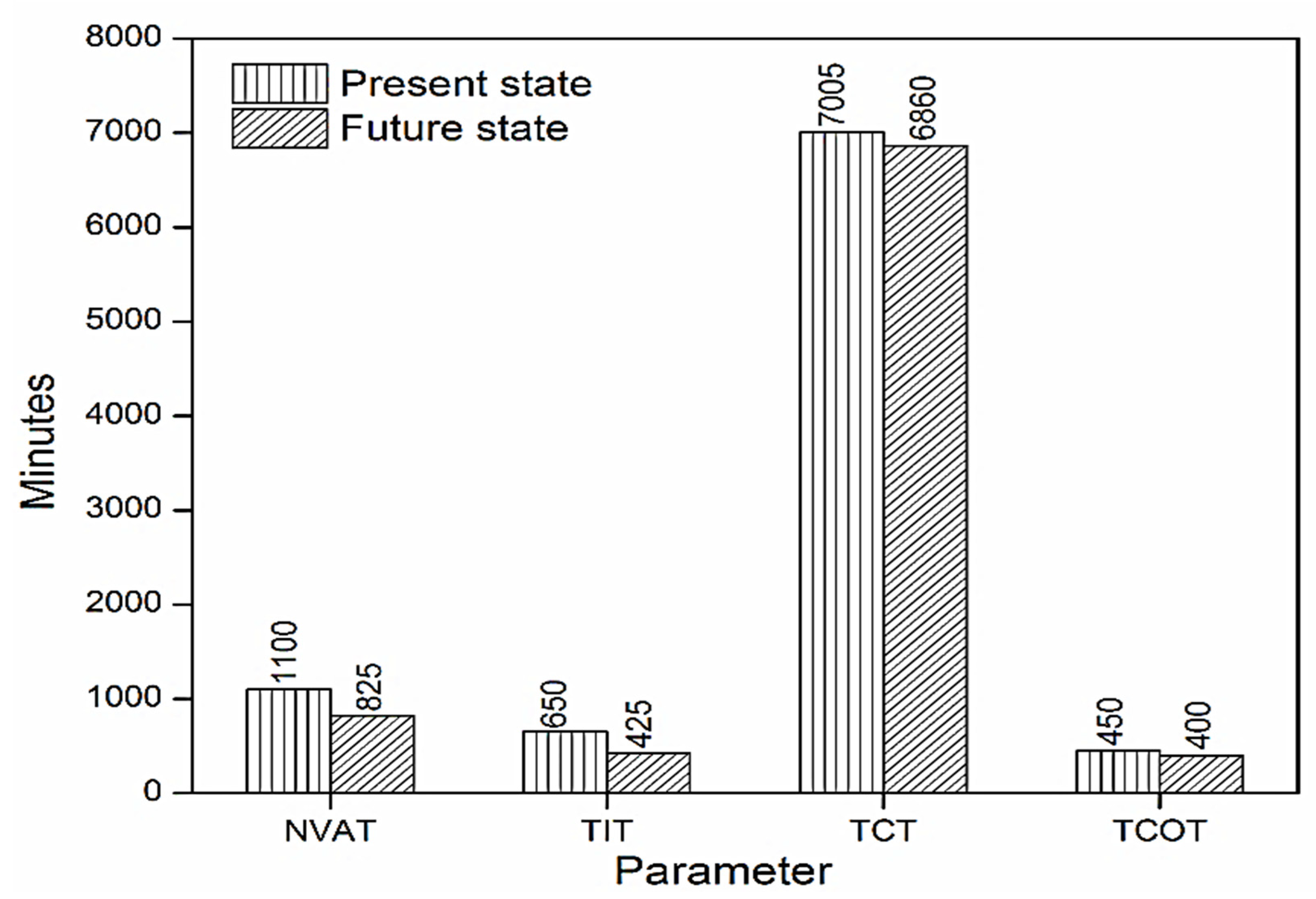
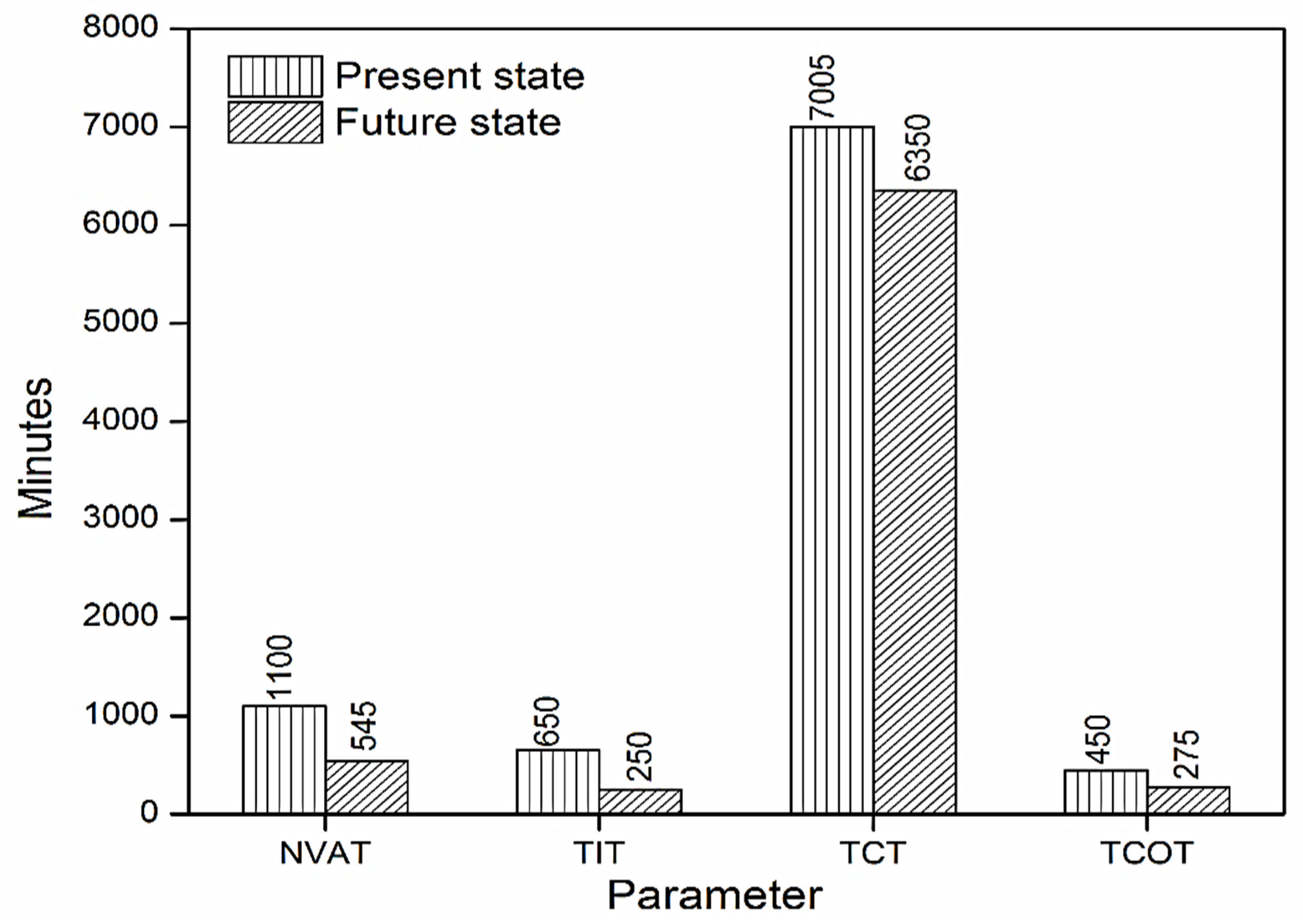
- It has been observed that the proposed approach significantly reduced TCT by 655 min, TIT by 400 min, TT by 30 min, TCOT by 175 min, and NVAT by 555 min compared to the traditional methodology, which reduced TCT by 155 min, TIT by 225 min, TT by 10 min, TCOT by 50 min, and NVAT by 275 min.
- iv.
- It has also been observed that the proposed methodology remarkably reduced the implementation time from 540 min to 525 min, which increases the physical and mental comfort of the workers. This information is based on general discussions with workers.
- v.
- It is observed that VSM has become inefficient in today’s Industry 4.0, hence the proposed methodology can be implemented to increase the stability and adaptability of VSM in Industry 4.0.
- vi.
- The proposed methodology helps management team members to enhance operational excellence using limited resources by providing a sustainable guideline for shop floor management.
- vii.
- The developed methodology is highly beneficial for industry individuals and allows them to obtain sustainable organizational systems with minimum waste on the respective shop floors for the purposes of achieving the goal of industry 4.0
- viii.
- The authors of the present study strongly believe that the proposed methodology is able to provide a robust guideline to management teams involved in decision-making, and it is applicable to all types of shop floor management, including Industry 4.0.
10. Future Scope
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Available time | AT |
| Cycle time | CT |
| Changeover time | CO |
| Downtime | DT |
| Ideal time | IT |
| Lead time | LT |
| Non-value-added time | NVAT |
| Non-value-added activities | NVA |
| Value added activities | VAA |
| Non-productive time | NPT |
| Number of workers/operators | NR |
| Number of processes | NP |
| Number of products | ND |
| Number of shifts | NS |
| Number of shops | NH |
| Production per day | PP |
| Planned downtime | PD |
| Productive time | PT |
| Takt time | TT |
| Total ideal time | TIT |
| Total planned downtime | TPD |
| Total cycle time | TCT |
| Total working time | TWT |
| Total production time | TPT |
| Total change over time | TCOT |
| Total ideal time | TIT |
| Total lead time | TLT |
| Type of layout | TY |
| Type of production | TP |
| Total up time | TUT |
| Types of wastes | TWS |
| Up time | UT |
| Unwanted process | UP |
| Value added time | VAT |
| Value stream mapping | VSM |
| Overall equipment effectiveness | OEE |
| Total productive maintenance | TPM |
| Single-minute exchange of dies | SMED |
| Wastes | WS |
| Work in process | WIP |
| Working time | WT |
References
- Ramadan, M.; Salah, B.; Othman, M.; Ayubali, A.A. Industry 4.0-Based Real-Time Scheduling and Dispatching in Lean Manufacturing Systems. Sustainability 2020, 12, 2272. [Google Scholar] [CrossRef] [Green Version]
- Almoslehy, S.A.M.; Alkahtani, M.S. Key Approaches, Risks, and Product Performance in Managing the Development Process of Complex Products Sustainably. Sustainability 2021, 13, 4727. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Singh, J.; Pimenov, D.Y.; Giasin, K. An Innovative Agile Model of Smart Lean–Green Approach for Sustainability Enhancement in Industry 4.0. J. Open Innov. Technol. Mark. Complex. 2021, 7, 215. [Google Scholar] [CrossRef]
- Tripathi, V.; Saraswat, S.; Gautam, G.D. A Study on Implementation of Various Approaches for Shop Floor Management; Springer International Publishing: Singapore, 2021; Volume 766, pp. 371–387. [Google Scholar] [CrossRef]
- Saabye, H.; Kristensen, T.B.; Wæhrens, B.V. Real-Time Data Utilization Barriers to Improving Production Performance: An In-depth Case Study Linking Lean Management and Industry 4.0 from a Learning Organization Perspective. Sustainability 2020, 12, 8757. [Google Scholar] [CrossRef]
- Tripathi, V.; Saraswat, S.; Gautam, G.D. Development of a Systematic Framework to Optimize the Production Process in Shop Floor Management; Springer International Publishing: Singapore, 2022; pp. 57–66. [Google Scholar] [CrossRef]
- Schoeman, Y.; Oberholster, P.; Somerset, V. Value Stream Mapping as a Supporting Management Tool to Identify the Flow of Industrial Waste: A Case Study. Sustainability 2021, 13, 91. [Google Scholar] [CrossRef]
- Lacerda, A.P.; Xambre, A.R.; Alvelos, H. Applying Value Stream Mapping to eliminate waste: A case study of an original equipment manufacturer for the automotive industry. Int. J. Prod. Res. 2016, 54, 1708–1720. [Google Scholar] [CrossRef]
- Dadashnejad, A.A.; Valmohammadi, C. Investigating the effect of value stream mapping on overall equipment effectiveness: A case study. Total. Qual. Manag. Bus. Excell. 2019, 30, 466–482. [Google Scholar] [CrossRef]
- Garza-Reyes, J.A.; Kumar, V.; Chaikittisilp, S.; Tan, K.H. The effect of lean methods and tools on the environmental per-formance of manufacturing organisations. Int. J. Prod. Econ. 2018, 200, 170–180. [Google Scholar] [CrossRef]
- Tripathi, V.; Saraswat, S. Lean manufacturing for shop floor of automotive industries: A study. J. Exp. Appl. Mech. 2018, 9, 258–265. [Google Scholar]
- Tripathi, V.; Saraswat, S.; Gautam, G.; Singh, D. Shop Floor Productivity Enhancement Using a Modified Lean Manufacturing Approach. In Recent Trends in Industrial and Production Engineering; Lecture Notes in Mechanical Engineering Springer: Singapore, 2021. [Google Scholar] [CrossRef]
- Shou, W.; Wang, J.; Wu, P.; Wang, X. Lean management framework for improving maintenance operation: Development and application in the oil and gas industry. Prod. Plan. Control 2021, 32, 585–602. [Google Scholar] [CrossRef]
- Byrne, B.; McDermott, O.; Noonan, J. Applying Lean Six Sigma Methodology to a Pharmaceutical Manufacturing Facility: A Case Study. Processes 2021, 9, 550. [Google Scholar] [CrossRef]
- Cannas, V.G.; Pero, M.; Pozzi, R.; Rossi, T. Complexity reduction and kaizen events to balance manual assembly lines: An application in the field. Int. J. Prod. Res. 2018, 56, 3914–3931. [Google Scholar] [CrossRef]
- Varela, L.; Araújo, A.; Ávila, P.; Castro, H.; Putnik, G. Evaluation of the Relation between Lean Manufacturing, Industry 4.0, and Sustainability. Sustainability 2019, 11, 1439. [Google Scholar] [CrossRef] [Green Version]
- Tyagi, S.; Choudhary, A.; Cai, X.; Yang, K. Value stream mapping to reduce the lead-time of a product development process. Int. J. Prod. Econ. 2015, 160, 202–212. [Google Scholar] [CrossRef] [Green Version]
- Ben Ruben, R.; Vinodh, S.; Asokan, P. Implementation of Lean Six Sigma framework with environmental considerations in an Indian automotive component manufacturing firm: A case study. Prod. Plan. Control 2017, 28, 1193–1211. [Google Scholar] [CrossRef]
- Thomas, A.J.; Francis, M.; Fisher, R.; Byard, P. Implementing Lean Six Sigma to overcome the production challenges in an aerospace company. Prod. Plan. Control 2016, 27, 591–603. [Google Scholar] [CrossRef]
- Méndez, J.D.M.; Rodriguez, R.S. Total productive maintenance (TPM) as a tool for improving productivity: A case study of application in the bottleneck of an auto-parts machining line. Int. J. Adv. Manuf. Technol. 2017, 92, 1013–1026. [Google Scholar] [CrossRef]
- Gupta, V. Application of value stream mapping for lean operations and cycle time reduction: An Indian case study. Prod. Plan. Control 2005, 16, 44–59. [Google Scholar] [CrossRef]
- Singh, H.; Singh, A. Application of lean manufacturing using value stream mapping in an auto-parts manufacturing unit. J. Adv. Manag. Res. 2013, 10, 72–84. [Google Scholar] [CrossRef]
- Kumar, S.; Dhingra, A.K.; Singh, B. Process improvement through Lean-Kaizen using value stream map: A case study in India. Int. J. Adv. Manuf. Technol. 2018, 96, 2687–2698. [Google Scholar] [CrossRef]
- Seth, D.; Seth, N.; Dhariwal, P. Application of value stream mapping (VSM) for lean and cycle time reduction in complex production environments: A case study. Prod Plan. Control 2017, 28, 398–419. [Google Scholar] [CrossRef]
- Vinodh, S.; Somanaathan, M.; Arvind, K.R. Development of value stream map for achieving leanness in a manufacturing or-ganization. J. Eng. Des. Technol. 2013, 11, 129–141. [Google Scholar]
- Solding, P.; Gullander, P. Concepts for simulation based Value Stream Mapping. In Proceedings of the 2009 Winter Simulation Conference (WSC), Austin, TX, USA, 13–16 December 2009; pp. 2231–2237. [Google Scholar]
- Andrade, P.F.; Pereira, V.G.; Del Conte, E.G. Value stream mapping and lean simulation: A case study in automotive company. Int. J. Adv. Manuf. Technol. 2016, 85, 547–555. [Google Scholar] [CrossRef]
- Coppini, N.L.; Bekesas, L.C.; Baptista, E.A.; Junior, M.V.; Lucato, W.C. Value stream mapping simula-tion using ProModel® software. In Proceedings of the 2011 IEEE International Conference on Industrial Engineering and Engineering Management, Singapore, 6–9 December 2011; pp. 575–579. [Google Scholar]
- Dotoli, M.; Fanti, M.P.; Iacobellis, G.; Rotunno, G. A lean manufacturing strategy using Value Stream Mapping, the Unified Modeling Language, and discrete event simulation. In Proceedings of the 2012 IEEE International Conference on Automation Science and Engineering (CASE), Seoul, Korea, 20–24 August 2012; pp. 668–673. [Google Scholar] [CrossRef]
- Sahoo, A.K.; Singh, N.K.; Shankar, R.; Tiwari, M.K. Lean philosophy: Implementation in a forging company. Int. J. Adv. Manuf. Technol. 2008, 36, 451–462. [Google Scholar] [CrossRef]
- Chen, J.C.; Cheng, C.-H.; Huang, P.B.; Wang, K.-J.; Huang, C.-J.; Ting, T.-C. Warehouse management with lean and RFID application: A case study. Int. J. Adv. Manuf. Technol. 2013, 69, 531–542. [Google Scholar] [CrossRef]
- Das, B.; Venkatadri, U.; Pandey, P. Applying lean manufacturing system to improving productivity of air-conditioning coil manufacturing. Int. J. Adv. Manuf. Technol. 2014, 71, 307–323. [Google Scholar] [CrossRef]
- Tortorella, G.L.; Fettermann, D.C. Implementation of Industry 4.0 and lean production in Brazilian manufacturing companies. Int. J. Prod. Res. 2018, 56, 2975–2987. [Google Scholar] [CrossRef]
- Leong, W.D.; Teng, S.Y.; How, B.S.; Ngan, S.L.; Rahman, A.A.; Tan, C.P.; Ponnambalam, S.; Lam, H.L. Enhancing the adaptability: Lean and green strategy towards the Industry Revolution 4.0. J. Clean. Prod. 2020, 273, 122870. [Google Scholar] [CrossRef]
- Florescu, A.; Barabaş, B. Integrating the Lean concept in sustainable manufacturing development. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 13–14 August 2018; IOP Publishing: Bristol, UK, 2018; Volume 399, p. 012018. [Google Scholar]
- Brozzi, R.; Forti, D.; Rauch, E.; Matt, D.T. The Advantages of Industry 4.0 Applications for Sustainability: Results from a Sample of Manufacturing Companies. Sustainability 2020, 12, 3647. [Google Scholar] [CrossRef]
- Kamble, S.; Gunasekaran, A.; Dhone, N.C. Industry 4.0 and lean manufacturing practices for sustainable organisational per-formance in Indian manufacturing companies. Int. J. Prod. Res. 2020, 58, 1319–1337. [Google Scholar] [CrossRef]
- Florescu, A.; Barabas, S.A. Simulation tool for assessing the performance of Flexible Manufacturing Systems. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 2nd International Conference on Manufacturing Technologies (ICMT 2018), Orlando, FL, USA, 19–21 January 2018; IOP Publishing: Bristol, UK, 2018; Volume 398, p. 012023. [Google Scholar]
- Chiarini, A.; Kumar, M. Lean Six Sigma and Industry 4.0 integration for Operational Excellence: Evidence from Italian manufacturing companies. Prod. Plan. Control 2020, 32, 1–18. [Google Scholar] [CrossRef]
- Cioffi, R.; Travaglioni, M.; Piscitelli, G.; Petrillo, A.; Parmentola, A. Smart Manufacturing Systems and Applied Industrial Technologies for a Sustainable Industry: A Systematic Literature Review. Appl. Sci. 2020, 10, 2897. [Google Scholar] [CrossRef] [Green Version]
- Vinodh, S.; Arvind, K.R.; Somanaathan, M. Application of value stream mapping in an Indian camshaft manufacturing organisation. J. Manuf. Technol. Manag. 2010, 21, 888–900. [Google Scholar] [CrossRef]
- Jasti, N.; Sharma, A. Lean manufacturing implementation using value stream mapping as a tool: A case study from auto components industry. Int. J. Lean Six Sigma 2014, 5, 89–116. [Google Scholar] [CrossRef]
- Ramani, P.V.; Lingan, L.K. Developing a lean model to reduce the design process cost of gas insulated switchgear foundation using value stream mapping—A case study. Int. J. Constr. Manag. 2019, 1–9. [Google Scholar] [CrossRef]
- Sutharsan, S.; Prasad, M.M.; Vijay, S. Productivity enhancement and waste management through lean philosophy in Indian manufacturing industry. Mater. Today Proc. 2020, 33, 2981–2985. [Google Scholar] [CrossRef]
- Lugert, A.; Batz, A.; Winkler, H. Empirical assessment of the future adequacy of value stream mapping in manufacturing industries. J. Manuf. Technol. Manag. 2018, 29, 886–906. [Google Scholar] [CrossRef]
- Felsberger, A.; Reiner, G. Sustainable Industry 4.0 in Production and Operations Management: A Systematic Literature Review. Sustainability 2020, 12, 7982. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Mikolajczyk, T.; Moldovan, L. Automation of Production Activities of an Industrial Enterprise based on the ERP System. Procedia Manuf. 2020, 46, 525–532. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Kulygina, I.A.; Moldovan, L. Hybrid Model for Calculating Quality Costs. Russ. Eng. Res. 2021, 41, 382–386. [Google Scholar] [CrossRef]
- Syreyshchikova, N.; Pimenov, D.; Yaroslavova, E.; Gupta, M.; Aamir, M.; Giasin, K. Managing Risks in the Improved Model of Rolling Mill Loading: A Case Study. J. Risk Financ. Manag. 2021, 14, 359. [Google Scholar] [CrossRef]
- Syreyshchikova, N.V.; Pimenov, D.Y.; Markopoulos, A.P.; Moldovan, L. Value Stream Maps in Clock Production. Russ. Eng. Res. 2021, 41, 378–381. [Google Scholar] [CrossRef]
- Tayal, A.; Kalsi, N.S.; Gupta, M.K.; Pimenov, D.Y.; Sarikaya, M.; Pruncu, C.I. Effectiveness Improvement in Manufacturing Industry; Trilogy Study and Open Innovation Dynamics. J. Open Innov. Technol. Mark. Complex. 2021, 7, 7. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S.N. | Observed Data | Quantity |
|---|---|---|
| 1 | Number of shifts | 1 |
| 2 | Working time | 570 min |
| 3 | Downtime | 30 min |
| 4 | Number of workers | 44 |
| 5 | Production per day | 4 |
| 6 | Available time | 540 min |
| 7 | Number of processes | 24 |
| S.N. | Source | Information |
|---|---|---|
| 1. | Market survey | Drawbacks of present skid steer loader (product) |
| 2. | Discussion with workers | Responsible reason for the production |
| 3. | Industry records | Reason for failure to obtain the desired product |
| 4. | Customer | Expectation for product |
| S.N. | Factor | Data/Quantity |
|---|---|---|
| 1. | Previous production records | 4 skid steer loaders per day |
| 2. | Resources availability | Metallic inert gas welding, arc welding, gas welding, 34 m × 75 m shop floor, 44 workers, profile cutting machine, hoist for material handling, forklift |
| 3. | Types of wastes | Transportation, waiting, extra-processing, motion, and non-utilized talent |
| 4. | Lack/drawbacks on the shop floor | Miscommunication, unplanned production, improper workflow, random location of equipment |
| 5. | Downtime | 30 min |
| S.N. | Process | AT (Min) | UT (%) | NR | CO (Min) | CT (Min) |
|---|---|---|---|---|---|---|
| 1. | Gearbox cleaning | 540 | 99.07 | 2 | 5 | 15 |
| 2. | Gearbox assembly | 540 | 98.14 | 2 | 10 | 80 |
| 3. | Gearbox buffing | 540 | 98.14 | 2 | 10 | 25 |
| 4. | Manufacturing of loader arm | 540 | 94.44 | 2 | 30 | 150 |
| 5. | Inspection of loader arm | 540 | 99.07 | 2 | 5 | 15 |
| 6. | Propeller shaft assembly | 540 | 99.07 | 3 | 5 | 75 |
| 7. | Axle assembly | 540 | 96.29 | 3 | 20 | 45 |
| 8. | Inspection of assembly | 540 | 99.07 | 2 | 5 | 10 |
| 9. | Chassis manufacturing | 540 | 92.59 | 4 | 40 | 160 |
| 10. | Chassis inspection | 540 | 99.07 | 2 | 5 | 25 |
| 11. | Wheel assembly | 540 | 96.29 | 4 | 20 | 65 |
| 12. | Chassis and loader arm fabrication | 540 | 92.59 | 5 | 40 | 175 |
| 13. | Inspection of fabrication | 540 | 98.14 | 1 | 10 | 25 |
| 14. | Painting (Baby parts) | 540 | 98.14 | 5 | 10 | 230 |
| 15. | Painting (Large parts) | 540 | 92.59 | 2 | 40 | 2150 |
| 16. | Engine assembly | 540 | 93.52 | 3 | 35 | 110 |
| 17. | Hydraulic pump assembly | 540 | 98.14 | 2 | 10 | 35 |
| 18. | Hydraulic motor assembly | 540 | 98.14 | 2 | 10 | 45 |
| 19. | Roll off | 540 | 97.22 | 2 | 15 | 45 |
| 20. | Hot testing | 540 | 89.81 | 5 | 55 | 3000 |
| 21. | Cabin installment | 540 | 96.29 | 3 | 20 | 140 |
| 22. | Electric gauge assembly | 540 | 95.37 | 3 | 25 | 195 |
| 23. | Quality inspection | 540 | 98.14 | 3 | 10 | 130 |
| 24. | Aftercare | 540 | 97.22 | 2 | 15 | 60 |
| S.N. | Factor | Data/Quantity |
|---|---|---|
| 1. | Number of shops | 7 |
| 2. | Type of layout | Process |
| 3. | Number of workers | 44 |
| 4. | Type of production system | Pull production |
| 5. | Number of processes | 16 |
| 6. | Working time | 570 min |
| 7. | Downtime | 45 min |
| 8. | Available time | 525 min |
| S.N. | Process | AT (Min) | UT (%) | NR | CO (Min) | CT (Min) |
|---|---|---|---|---|---|---|
| 1. | Gear box cleaning and assembly | 525 | 99.05 | 2 | 5 | 90 |
| 2. | Gear box buffing | 525 | 99.05 | 2 | 5 | 15 |
| 3. | Propeller shaft assembly | 525 | 99.05 | 4 | 5 | 60 |
| 4. | Axle assembly | 525 | 97.14 | 3 | 15 | 45 |
| 5. | Chassis manufacturing | 525 | 93.33 | 4 | 35 | 150 |
| 6. | Wheel assembly | 525 | 97.14 | 4 | 15 | 55 |
| 7. | Manufacturing of loader arm | 525 | 95.23 | 3 | 25 | 120 |
| 8. | Chassis and loader arm fabrication | 525 | 93.33 | 5 | 35 | 160 |
| 9. | Painting (Baby parts and large parts) | 525 | 99.05 | 3 | 5 | 2150 |
| 10. | Engine assembly | 525 | 95.24 | 3 | 25 | 65 |
| 11. | Hydraulic pump and motor assembly | 525 | 98.09 | 2 | 10 | 60 |
| 12. | Roll off | 525 | 97.14 | 3 | 15 | 35 |
| 13. | Hot testing | 525 | 90.47 | 5 | 50 | 2940 |
| 14. | Cabin installment and electric gauge assembly | 525 | 96.19 | 3 | 20 | 270 |
| 15. | Quality inspection | 525 | 99.05 | 3 | 5 | 90 |
| 16. | Aftercare | 525 | 99.05 | 2 | 5 | 45 |
| S.N. | Parameters of Shop Floor | Traditional Methodology | Proposed Methodology | Improvement (Min) |
|---|---|---|---|---|
| 1. | TT | 125 min | 105 min | 20 min |
| 2. | TCT | 6860 min | 6350 min | 510 min |
| 3. | TCOT | 400 min | 275 min | 125 min |
| 4. | TLT | 7270 min | 6895 min | 375 min |
| 5. | NVAT | 825 min | 545 min | 280 min |
| 6. | TIT | 425 min | 250 min | 175 min |
| 7. | TUT | 45.71% | 58.37% | 12.66% |
| S.N. | Production Process | Problem | Action | Identified Waste | Result |
|---|---|---|---|---|---|
| 1. | Gearbox cleaning | - | - | - | - |
| 2. | Gearbox assembly | - | - | - | - |
| 3. | Gearbox buffing | Unnecessary transportation of gearbox from one station to another station | All types of processes related to gearbox are performed on a single station | Transportation | Improved operation time with a reduction in CT, CO, and IT. |
| 4. | Manufacturing of loader arm | Higher setup time of operation due to less NR. | Increase the NR. | Waiting | Improved CT and CO. |
| 5. | Inspection of the loader arm | Unnecessary transportation between the stations. | Inspection is done on the previous workstation (fabrication of loader arm). | Transportation | Manufacturing of loader arm and inspection of loader arm is performed at one station. |
| 6. | Propeller shaft assembly | Less NR and lack in the skill of workers. | Increase the NR and provide proper training. | Non-utilized talent | Improved operation time with a reduction in CT and CO. |
| 7. | Axle assembly | Both assembly and inspection are carried out at two stations, leading to unnecessary transportation time and consumes more time in the processes. | Both assembly and inspection are performed at one station. | Transportation | Improved CT and CO. |
| 8. | Inspection of assembly | ||||
| 9. | Chassis manufacturing | Irregular setup and improper planning for chassis manufacturing. | Proper planning and setup provided for chassis manufacturing. | Motion | Reduced CT, CO, IT, and both processes are performed at one station. |
| 10. | Chassis inspection | Random location for inspection and manual handling of chassis. | Both processes are performed at one station. | Motion | |
| 11. | Wheel assembly | The communication gap between workers, and the involvement of one worker from another shops | Organized meetings between workers, replace other shop worker, and involve one other worker. | Waiting | Improved CT and CO. |
| 12. | Chassis and loader arm fabrication | A longer distance between the loader arm manufacturing shop and the chassis and loader arm fabrication shop. | The locations of both stations have been changed. | Transportation | Improved CT and CO. |
| 13. | Inspection of fabrication | Unnecessary transportation between the stations. | Inspection is done on the previous workstation | Transportation | Reduced CT, CO, IT, and both processes are performed at one station. |
| 14. | Painting (Baby parts) | There was no problem seen | No action was required. | - | - |
| 15. | Painting (Big parts) | Painting was being done from another plant and it resulted in more time. | Painting (Baby parts) Painting (Big parts) are started at the same time. | Waiting | Reduced CT, CO, and IT. |
| 16. | Engine assembly | Clutter of devices and unbalanced hoist system. | Repair hoist system and provide a proper arrangement of tools. | Defect | Improved PT and reduced CT and CO. |
| 17. | Hydraulic pump assembly | Transportation between the stations results in more time, while both tasks can be done at the same station. | Both processes are performed at one station. | Transportation | Reduced CT, CO, IT, and both processes are performed at one station. |
| 18. | Hydraulic motor assembly | ||||
| 19. | Roll-off | Less NR and lack of a fixed workstation to take action. | Increase the NR and decide on a work location to perform the process. | Motion | Improved CT and CO. |
| 20. | Hot testing | Unnecessary parking of skid steer loader at the ground after hot testing. | Provide a time limit to start the next process after hot testing, which may vary according to the condition of the skid steer loader. | Motion | Improved CT and CO. |
| 21. | Cabin installment | Allotment of different workers on both workstations, lack of work knowledge and communication gap between workers. | Organize meetings of concerned workers and both processes are performed at one station. | Waiting, motion, non-utilized talent | Reduced CT, CO, and IT. |
| 22. | Electric gauge assembly | ||||
| 23. | Quality inspection | Involvement of unnecessary operations that have already been tested in previous processes. | The inspections that are required for quality inspection are listed. | Motion | Improved CT and CO. |
| 24. | Aftercare | Involvement of one worker from another shops more time for allotment of duty. | Involve one other worker and pre-plan assignment of duty. | Waiting and motion | Improved CT and CO |
| S.No. | Requirement of Shop Floor | Processes | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Gearbox Cleaning | Gearbox Assembly | Gearbox Buffing | Manufacturing of Loader Arm | Inspection of the Loader Arm | Propeller Shaft Assembly | Axle Assembly | Inspection of Assembly | Chassis Manufacturing | Chassis Inspection | Wheel Assembly | Chassis & Loader Arm Fabrication | Inspection of Fabrication | Painting (Baby Parts) | Painting (Big Parts) | Engine Assembly | Hydraulic Pump Assembly | Hydraulic Motor Assembly | Roll-Off | Hot Testing | Cabin Instalment | Electric Gauge Assembly | Quality Inspection | After Care | ||
| 1. | Elimination of non-productive activities | N | Y | Y | Y | Y | Y | Y | N | Y | Y | Y | Y | Y | N | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 2. | Resource’s availability | N | N | N | Y | N | Y | N | N | N | N | Y | N | N | N | Y | Y | N | N | Y | N | Y | Y | N | Y |
| 3. | Improvement in machinery | Y | N | N | N | N | N | N | N | N | N | N | Y | Y | Y | Y | Y | N | N | N | N | N | N | N | N |
| 4. | Improvement in worker skill | N | N | N | N | N | Y | N | N | N | N | Y | N | N | N | N | N | N | N | N | N | Y | Y | N | N |
| 5. | Improvement in layout | N | N | N | Y | Y | Y | Y | N | Y | N | Y | Y | Y | N | N | N | N | N | Y | N | N | N | N | N |
| 6. | Improvement in production planning | N | Y | Y | Y | Y | Y | N | Y | Y | N | N | Y | Y | N | N | N | N | Y | Y | Y | Y | Y | Y | Y |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tripathi, V.; Chattopadhyaya, S.; Bhadauria, A.; Sharma, S.; Li, C.; Pimenov, D.Y.; Giasin, K.; Singh, S.; Gautam, G.D. An Agile System to Enhance Productivity through a Modified Value Stream Mapping Approach in Industry 4.0: A Novel Approach. Sustainability 2021, 13, 11997. https://doi.org/10.3390/su132111997
Tripathi V, Chattopadhyaya S, Bhadauria A, Sharma S, Li C, Pimenov DY, Giasin K, Singh S, Gautam GD. An Agile System to Enhance Productivity through a Modified Value Stream Mapping Approach in Industry 4.0: A Novel Approach. Sustainability. 2021; 13(21):11997. https://doi.org/10.3390/su132111997
Chicago/Turabian StyleTripathi, Varun, Somnath Chattopadhyaya, Alok Bhadauria, Shubham Sharma, Changhe Li, Danil Yurievich Pimenov, Khaled Giasin, Sunpreet Singh, and Girish Dutt Gautam. 2021. "An Agile System to Enhance Productivity through a Modified Value Stream Mapping Approach in Industry 4.0: A Novel Approach" Sustainability 13, no. 21: 11997. https://doi.org/10.3390/su132111997
APA StyleTripathi, V., Chattopadhyaya, S., Bhadauria, A., Sharma, S., Li, C., Pimenov, D. Y., Giasin, K., Singh, S., & Gautam, G. D. (2021). An Agile System to Enhance Productivity through a Modified Value Stream Mapping Approach in Industry 4.0: A Novel Approach. Sustainability, 13(21), 11997. https://doi.org/10.3390/su132111997