
Application of Freeze Concentration Technologies to Valorize Nutrient-Rich Effluents Generated from the Anaerobic Digestion of Agro-Industrial Wastes

 , , ,
, , , 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Raw Material
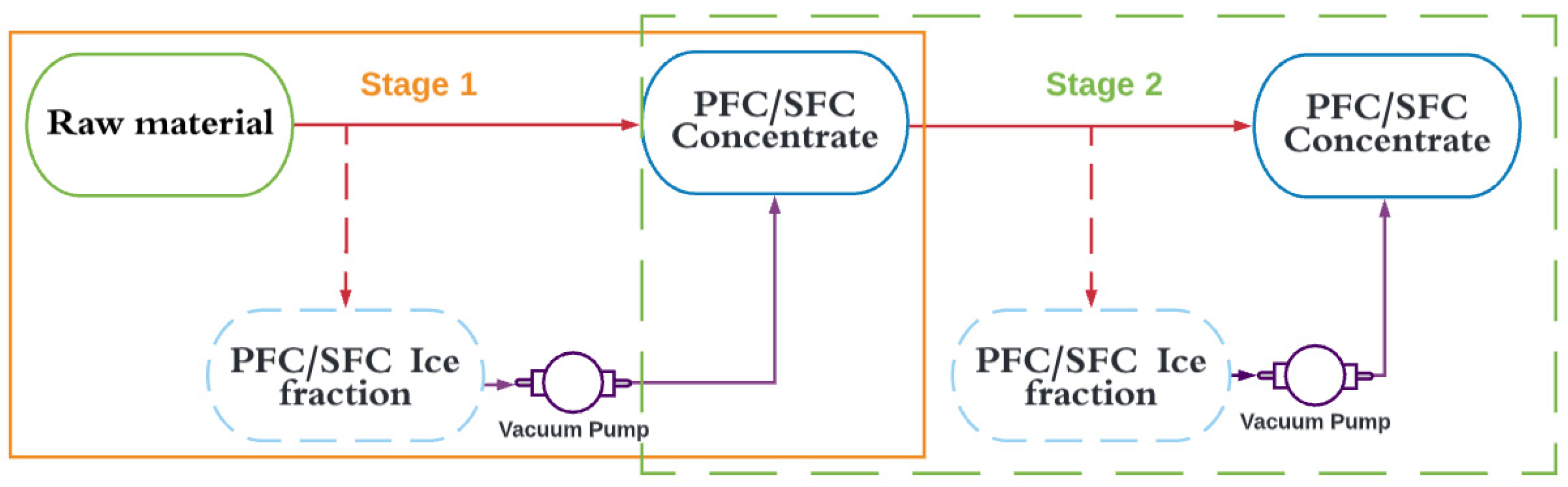
2.2. Freeze Concentration Configuration and Operation
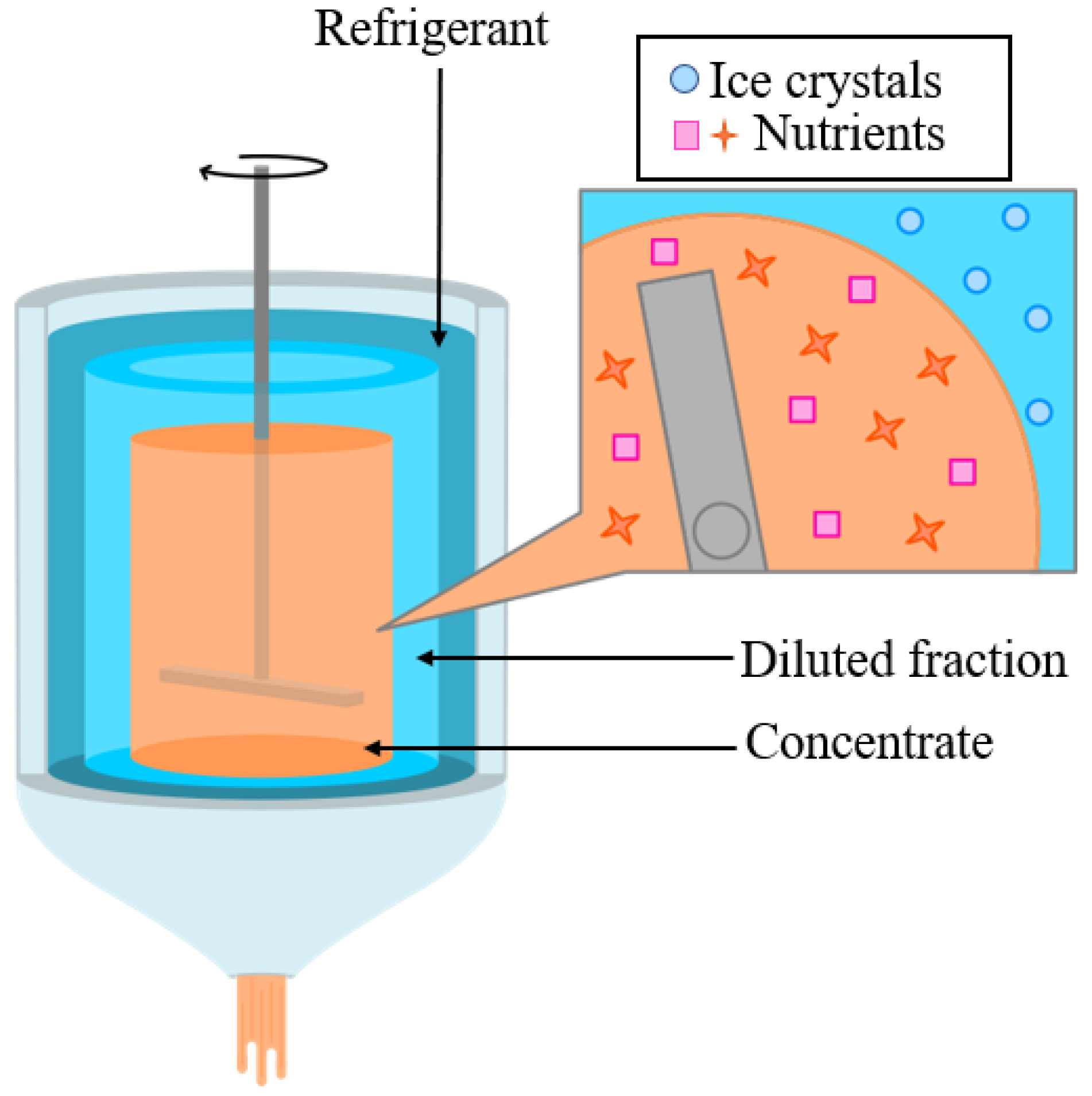
2.2.1. Progressive Freezing and Vacuum Application Procedure
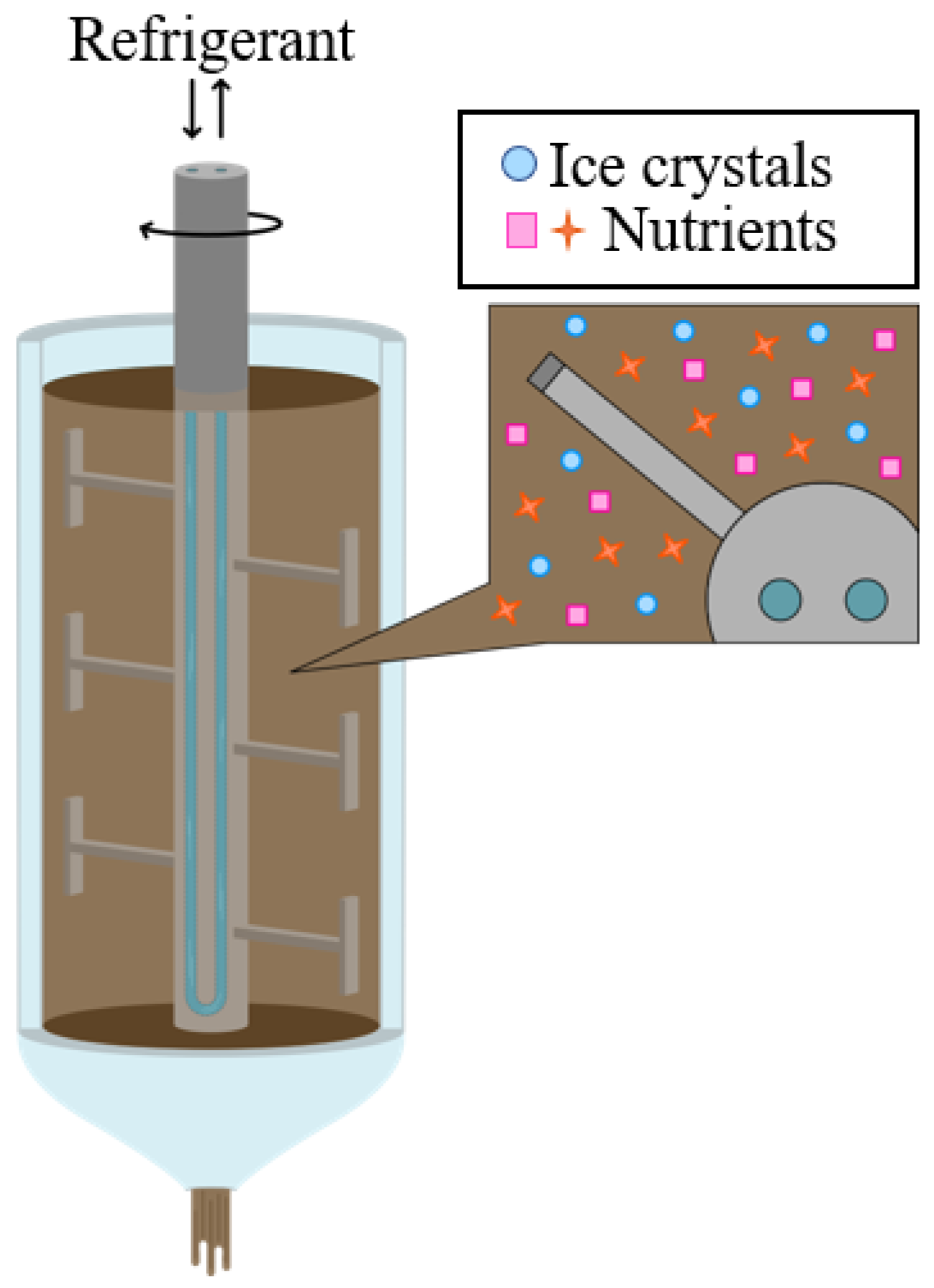
2.2.2. Suspended Freeze Concentration for Ice Granulation
2.3. Process Monitoring
2.3.1. Nutrient Recovery
2.3.2. Mass Balance
2.3.3. Process Efficiency (PE)
2.3.4. Yield
2.3.5. Concentration Increase
2.4. Physical-Chemical Analysis
2.4.1. Nitrogen, Phosphorous, Potassium Content
2.4.2. Heavy Metals Content
2.4.3. Electrical Conductivity pH and Solid Content
2.5. Energy Consumption
2.6. Statistical Analysis
3. Results
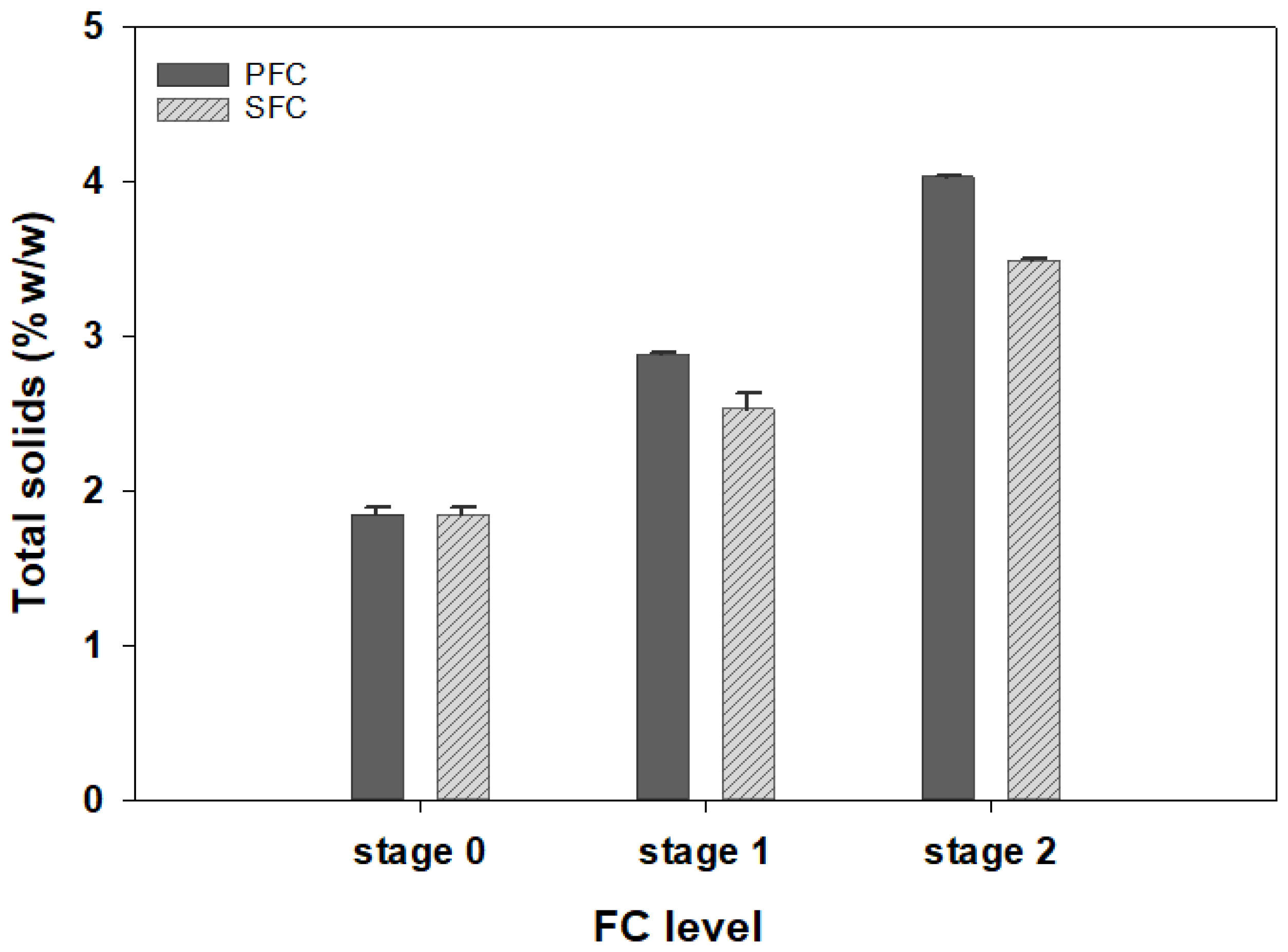
3.1. Total Solids Concentration
3.2. Nutrient Recovery
3.3. Process Efficiency and Yield
3.4. Energy Balance
3.5. Heavy Metals Content
4. Discussion
4.1. Process Efficiency and Nutrient Recovery
4.2. Nutrient Process Efficiency and Recovery
4.3. Quality Assessment of FC Products from the Concentrated Digestate
4.4. Assessment of Energy Consumption
4.5. Quality of FC Products in Terms of Heavy Metals Content
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Roser, M.; Ritchie, H.; Ortiz-Ospina, E. World Population Growth. Available online: https://ourworldindata.org/world-population-growth (accessed on 26 January 2021).
- OAT Agrio Co. Ltd. Transition of the World Population and Food Supply and Demand. Available online: https://www.oat-agrio.co.jp/en/about/population.html (accessed on 26 March 2021).
- Van Dijk, C.E.; Smit, L.A.M.; Hooiveld, M.; Zock, J.-P.; Wouters, I.M.; Heederik, D.J.J.; Yzermans, C.J. Associations between proximity to livestock farms, primary health care visits and self-reported symptoms. BMC Fam. Pract. 2016, 17, 22. [Google Scholar] [CrossRef] [Green Version]
- FAO. World Food and Agriculture in Statistical Yearbooks; FAO: Rome, Italy, 2019; pp. 1–254. Available online: http://www.fao.org/3/ca6463en/ca6463en.pdf (accessed on 26 March 2021).
- Geng, Y.; Cao, G.; Wang, L.; Wang, S. Effects of equal chemical fertilizer substitutions with organic manure on yield, dry matter, and nitrogen uptake of spring maize and soil nitrogen distribution. PLoS ONE 2019, 14, e0219512. [Google Scholar] [CrossRef] [Green Version]
- Foged, H.; Flotats Ripoll, X.; Bonmatí Blasi, A.; Palatsi Civit, J.; Magrí Aloy, A.; Schelde, K.M. Inventory of Manure Processing Activities in Europe; Technical Report No. I Concerning “Manure Processing Activities in Europe” to the European Commission; Directorate-General Environment: Brussels, Belgium, 2012; p. 138. [Google Scholar]
- De Vries, J.; Groenestein, C.; Schröder, J.; Hoogmoed, W.; Sukkel, W.; Koerkamp, P.G.; De Boer, I. Integrated manure management to reduce environmental impact: II. Environmental impact assessment of strategies. Agric. Syst. 2015, 138, 88–99. [Google Scholar] [CrossRef]
- Velthof, G.L.; Hou, Y.; Oenema, O. Nitrogen excretion factors of livestock in the European Union: A review. J. Sci. Food Agric. 2015, 95, 3004–3014. [Google Scholar] [CrossRef] [PubMed]
- Buckwell, A.; Nadeu, E. Nutrient Recovery and Reuse (NRR) in European Agriculture; RISE (Rural Investment Support for Europe), 2016; p. 92. Available online: www.risefoundation.eu (accessed on 26 March 2021).
- Szogi, A.A.; Vanotti, M.; Ro, K. Methods for Treatment of Animal Manures to Reduce Nutrient Pollution Prior to Soil Application. Curr. Pollut. Rep. 2015, 1, 47–56. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Yahya, N.; Jusoh, M. Review on Progressive Freeze Concentration Designs. Chem. Eng. Commun. 2015, 203, 345–363. [Google Scholar] [CrossRef]
- Goode, K.R.; Asteriadou, K.; Robbins, P.T.; Fryer, P.J. Fouling and Cleaning Studies in the Food and Beverage Industry Classified by Cleaning Type. Compr. Rev. Food Sci. Food Saf. 2013, 12, 121–143. [Google Scholar] [CrossRef]
- Bonmati, A.; Flotats, X. Pig Slurry Concentration by Vacuum Evaporation: Influence of Previous Mesophilic Anaerobic Digestion Process. J. Air Waste Manag. Assoc. 2003, 53, 21–31. [Google Scholar] [CrossRef]
- Jusoh, M. Development of a Novel System for Progressive Freeze Concentration Process. Ph.D. Thesis, Universiti Teknologi Malaysia, Skudai, Malaysia, 2010. [Google Scholar]
- Sánchez, J.; Ruiz, Y.; Auleda, J.; Hernández, E.; Raventós, M. Review. Freeze Concentration in the Fruit Juices Industry. Food Sci. Technol. Int. 2009, 15, 303–315. [Google Scholar] [CrossRef]
- Miyawaki, O. Water and Freezing in Food. Food Sci. Technol. Res. 2018, 24, 1–21. [Google Scholar] [CrossRef]
- Orellana-Palma, P.; Guerra-Valle, M.; Gianelli, M.P.; Petzold, G. Evaluation of freeze crystallization on pomegranate juice quality in comparison with conventional thermal processing. Food Biosci. 2021, 41, 101106. [Google Scholar] [CrossRef]
- Petzold, G.; Niranjan, K.; Aguilera, J. Vacuum-assisted freeze concentration of sucrose solutions. J. Food Eng. 2013, 115, 357–361. [Google Scholar] [CrossRef]
- Sánchez, J.; Hernández, E.; Auleda, J.; Raventós, M. Review: Freeze Concentration Technology Applied to Dairy Products. Food Sci. Technol. Int. 2011, 17, 5–13. [Google Scholar] [CrossRef] [PubMed]
- Camelo-Silva, C.; Barros, E.L.D.S.; Canella, M.H.M.; Verruck, S.; Prestes, A.A.; Vargas, M.O.; Maran, B.M.; Esmerino, E.A.; Silva, R.; Balthazar, C.F.; et al. Application of skimmed milk freeze concentrated in production of ice cream: Physical, chemical, structural and rheological properties. Food Sci. Technol. 2021. [Google Scholar] [CrossRef]
- Belén, F.; Sánchez, J.; Hernandez, E.; Auleda, J.; Raventós, M. One option for the management of wastewater from tofu production: Freeze concentration in a falling-film system. J. Food Eng. 2012, 110, 364–373. [Google Scholar] [CrossRef]
- Chen, P.; Wang, L.; Chen, X.; Mendoza, M.D.L.; Liu, Y.; Cai, L.; Zhang, L. Progressive Freezing Method for Concentrating Tetrahydrofuran (THF) Remained in Grignard Reagent Wastewater. ChemistrySelect 2019, 4, 7157–7161. [Google Scholar] [CrossRef]
- Raventós, M.; Hernández, E.; Auleda, J. Freeze Concentration Applications in Fruit Processing. Adv. Fruit Process. Technol. 2012, 12, 263–286. [Google Scholar] [CrossRef]
- Osmanbegovic, N.; Yuan, L.; Lorenz, H.; Louhi-Kultanen, M. Freeze Concentration of Aqueous [DBNH][OAc] Ionic Liquid Solution. Crystals 2020, 10, 147. [Google Scholar] [CrossRef] [Green Version]
- Ab Hamid, F.H.; Salim, S.A.; Shayuti, M.S.M. Optimization of progressive freeze concentration on stormwater purification via response surface methodology. Asia-Pac. J. Chem. Eng. 2020, 15, 2419. [Google Scholar] [CrossRef]
- Cantero, D.; Jara, R.; Navarrete, A.; Pelaz, L.; Queiroz, J.; Rodríguez-Rojo, S.; Cocero, M. Pretreatment Processes of Biomass for Biorefineries: Current Status and Prospects. Annu. Rev. Chem. Biomol. Eng. 2019, 10, 289–310. [Google Scholar] [CrossRef] [Green Version]
- Jusoh, M.; Yunus, R.M.; Hassan, M.A. Effect of Flowrate and Coolant Temperature on the Efficiency of Progressive Freeze Concentration on Simulated Wastewater. World Acad. Sci. Eng. Technol. 2008, 47, 75–78. [Google Scholar]
- Rédei, G.P. Kjeldahl Method. In Encyclopedia of Genetics, Genomics, Proteomics and Informatics; Springer: Amsterdam, The Netherlands, 2016; p. 1063. [Google Scholar] [CrossRef]
- APHA. Standard Methods for the Examination of Water and Wastewater. 2005. Available online: https://www.worldcat.org/title/standard-methods-for-the-examination-of-water-and-wastewater/oclc/156744115 (accessed on 26 March 2021).
- Watanabe, F.S.; Olsen, S.R. Test of an Ascorbic Acid Method for Determining Phosphorus in Water and NaHCO3 Extracts from Soil. Soil Sci. Soc. Am. J. 1965, 29, 677–678. [Google Scholar] [CrossRef]
- Jusoh, M.; Yunus, R.M.; Abu Hassan, M.A. Performance Investigation on a New Design for Progressive Freeze Concentration System. J. Appl. Sci. 2009, 9, 3171–3175. [Google Scholar] [CrossRef]
- Orellana-Palma, P.; Petzold, G.; Andana, I.; Torres, N.; Cuevas, C. Retention of Ascorbic Acid and Solid Concentration via Centrifugal Freeze Concentration of Orange Juice. J. Food Qual. 2017, 2017, 5214909. [Google Scholar] [CrossRef] [Green Version]
- Petzold, G.; Orellana, P.; Moreno, J.; Cuevas, C. Process Parameters of Vacuum-assisted Freeze Concentration. Chem. Eng. Trans. 2017, 57, 1789–1794. Available online: www.aidic.it/cet (accessed on 26 March 2021).
- Gu, X. Nutrients Recovery from Municipal Wastewater Effluent using Electrochemical and Freeze Concentration Approaches. Ph.D. Thesis, Lakehead University, Thunder Bay, ON, Canada, 2016. [Google Scholar]
- Jiang, X.; Cheng, Z.; Ma, W.; Gao, Z.; Ma, X.; Wang, R. Removal of Ammonia from Wastewater by Natural Freezing Method. Proc. Int. Conf. Chem. Mater. Food Eng. Atlantis Press 2015, 174, 177. [Google Scholar] [CrossRef] [Green Version]
- Schoumans, O.F.; Ehlert, P.A.I.; Nelemans, J.A.; Van Tintelen, W.; Rulkens, W.H.; Oenema, O. Laboratory Experiments, N.D. Available online: www.wageningenUR.nl/en/alterra (accessed on 26 March 2021).
- Burns, R.T.; Moody, L.B.; Walker, F.R.; Raman, D.R. Laboratory andIn-SituReductions of Soluble Phosphorus in Swine Waste Slurries. Environ. Technol. 2001, 22, 1273–1278. [Google Scholar] [CrossRef]
- Osorio, M.; Moreno, F.; Raventós, M.; Hernández, E.; Ruiz, Y. Progressive stirred freeze-concentration of ethanol-water solutions. J. Food Eng. 2018, 224, 71–79. [Google Scholar] [CrossRef]
- Song, Y.C.; Lee, E.K.; Han, S.K. Influence of Environmental Conditions on the Separation of Organic Matter Contained in Livestock Wastewater by Freeze Concentration. Environ. Eng. Res. 2001, 6, 261. [Google Scholar]
- The European Parliament and the Council of the European Union. Regulation (EU) 2019/1009 of the European Parliament and of the Council of 5 June 2019 laying down rules on the making available on the market of EU fertilising products and amending Regulation (EC) No 1069/2009 and (EC) No 1107/2009 and repealing Regulat. Off. J. Eur. Union. 2019, 2019, 1–114. Available online: https://eur-lex.europa.eu/legalcontent/EN/TXT/PDF/?uri=CELEX:32019R1009&from=EN (accessed on 26 March 2021).
- Ling, W.; Xu, Z. Analysis on Energy Consumption of Freezing Concentration in Wastewater Treatment. En.Cnki.Com.Cn, 2012. Available online: https://en.cnki.com.cn/Article_en/CJFDTotal-HGSZ2012S2039.htm (accessed on 26 March 2021).
- Pazmiño, N.V.; Raventós, S.; Yáñez, H.; Gulfo, R.; Robles, C.; Moreno, F.L.; Ruiz, Y. Continuous System of Freeze Concentration of Sucrose Solutions: Process Parameters and Energy Consumption, Allied Academies. 2017. Available online: http://www.alliedacademies.org/food-technology-and-preservation (accessed on 26 March 2021).
- Attia, A.A. New proposed system for freeze water desalination using auto reversed R-22 vapor compression heat pump. Desalination 2010, 254, 179–184. [Google Scholar] [CrossRef]
- Mtombeni, T.; Maree, J.P.; Zvinowanda, C.M.; Asante, J.K.O.; Oosthuizen, F.S.; Louw, W.J. Evaluation of the performance of a new freeze desalination technology. Int. J. Environ. Sci. Technol. 2013, 10, 545–550. [Google Scholar] [CrossRef] [Green Version]
- Shi, L.; Simplicio, W.S.; Wu, G.; Hu, Z.; Hu, H.; Zhan, X. Nutrient Recovery from Digestate of Anaerobic Digestion of Livestock Manure: A Review. Curr. Pollut. Rep. 2018, 4, 74–83. [Google Scholar] [CrossRef]
- Regulation (EU) 2019/1009 of the European Parliament and of the Council of 5 June 2019. Available online: https://op.europa.eu/en/publication-detail/-/publication/e351eb07-9713-11e9-9369-01aa75ed71a1/language-en (accessed on 26 March 2021).
- Petzold, G.; Aguilera, J.M. Ice Morphology: Fundamentals and Technological Applications in Foods. Food Biophys. 2009, 4, 378–396. [Google Scholar] [CrossRef]
- Antezana, W.; De Blas, C.; García-Rebollar, P.; Rodríguez, C.; Beccaccia, A.; Ferrer, P.; Cerisuelo, A.; Moset, V.; Estellés, F.; Cambra-López, M.; et al. Composition, potential emissions and agricultural value of pig slurry from Spanish commercial farms. Nutr. Cycl. Agroecosyst. 2016, 104, 159–173. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Total Solids (g/kg) | pH | Conductivity (mS/m) | Phosphorus (g/L) | Nitrogen (g/L) | Potassium (g/L) |
|---|---|---|---|---|---|
| 18.1 ± 0.6 | 8.04 ± 0.00 | 48.95 ± 0.64 | 0.0207 ± 0.001 | 12.8 ± 0.1 | 1.97 ± 0.19 |
| FC Level | Nutrient Recovery (%) | Mass Balance (%) | ||||
|---|---|---|---|---|---|---|
| N | P | K | N | P | K | |
| PFC-S1 | 56 ± 3.0 | 90 ± 7.2 | 63 ± 5.3 | 25 ± 0.7 | −5 ± 0.02 | 3 ± 0.02 |
| PFC-S2 | 71 ± 3.0 | 59 ± 1.6 | 52 ± 2.2 | 17 ± 0.17 | 30 ± 0.71 | 29 ± 0.33 |
| 2-Stages PFC | 40 ± 0.09 | 53 ± 0.11 | 33 ± 0.11 | 4.2 ± 0.03 | −1.5 ± 0.2 | 0.87 ± 0.17 |
| SFC-S1 | 62 ± 1.8 | 88 ± 13.0 | 60 ± 3.33 | 9 ± 1.7 | −27 ± 6.3 | 19 ± 2.8 |
| SFC-S2 | 69 ± 3.3 | 53 ± 1.5 | 48 ± 2.1 | 8 ± 0.3 | 16 ± 1.5 | 21 ± 2 |
| 2-Stages SFC | 42 ± 0.5 | 46 ± 0.19 | 29 ± 0.6 | 0.72 ± 0.2 | −4.32 ± 0.09 | 4 ± 0.05 |
| FC Method | FC Stage | Process Efficiency (%) | Yield (%) | ||||
|---|---|---|---|---|---|---|---|
| N | P | K | N | P | K | ||
| PFC | S1 | 74 ± 2 | 88 ± 4 | 60 ± 1 | 81 ± 3 | 90 ± 6 | 73 ± 2 |
| S2 | 91 ± 4 | 90 ± 4 | 68 ± 3 | 92 ± 3 | 91 ± 7 | 76 ± 2 | |
| 2-stages | 67 ± 0.08 | 79 ± 0.16 | 41 ± 0.03 | 74 ± 0.09 | 82 ± 0.42 | 55 ± 0.04 | |
| SFC | S1 | 52 ± 1 | 54 ± 1 | 65 ± 3 | 68 ± 2 | 69 ± 2 | 75 ± 3 |
| S2 | 66 ± 2 | 43 ± 3 | 37 ± 1 | 74 ± 1 | 63 ± 3 | 61 ± 1 | |
| 2-stages | 34 ± 0.02 | 23 ± 0.03 | 24 ± 0.03 | 50 ± 0.02 | 43 ± 0.06 | 45 ± 0.03 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uald-lamkaddam, I.; Dadrasnia, A.; Llenas, L.; Ponsá, S.; Colón, J.; Vega, E.; Mora, M. Application of Freeze Concentration Technologies to Valorize Nutrient-Rich Effluents Generated from the Anaerobic Digestion of Agro-Industrial Wastes. Sustainability 2021, 13, 13769. https://doi.org/10.3390/su132413769
Uald-lamkaddam I, Dadrasnia A, Llenas L, Ponsá S, Colón J, Vega E, Mora M. Application of Freeze Concentration Technologies to Valorize Nutrient-Rich Effluents Generated from the Anaerobic Digestion of Agro-Industrial Wastes. Sustainability. 2021; 13(24):13769. https://doi.org/10.3390/su132413769
Chicago/Turabian StyleUald-lamkaddam, Imane, Arezoo Dadrasnia, Laia Llenas, Sergio Ponsá, Joan Colón, Esther Vega, and Mabel Mora. 2021. "Application of Freeze Concentration Technologies to Valorize Nutrient-Rich Effluents Generated from the Anaerobic Digestion of Agro-Industrial Wastes" Sustainability 13, no. 24: 13769. https://doi.org/10.3390/su132413769
APA StyleUald-lamkaddam, I., Dadrasnia, A., Llenas, L., Ponsá, S., Colón, J., Vega, E., & Mora, M. (2021). Application of Freeze Concentration Technologies to Valorize Nutrient-Rich Effluents Generated from the Anaerobic Digestion of Agro-Industrial Wastes. Sustainability, 13(24), 13769. https://doi.org/10.3390/su132413769