
Properties of Precast Concrete Using Food Industry-Filtered Recycled Diatoms



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Concrete Mixtures and Products
2.3. Methods
3. Results and Discussion
3.1. Slump Cone Test
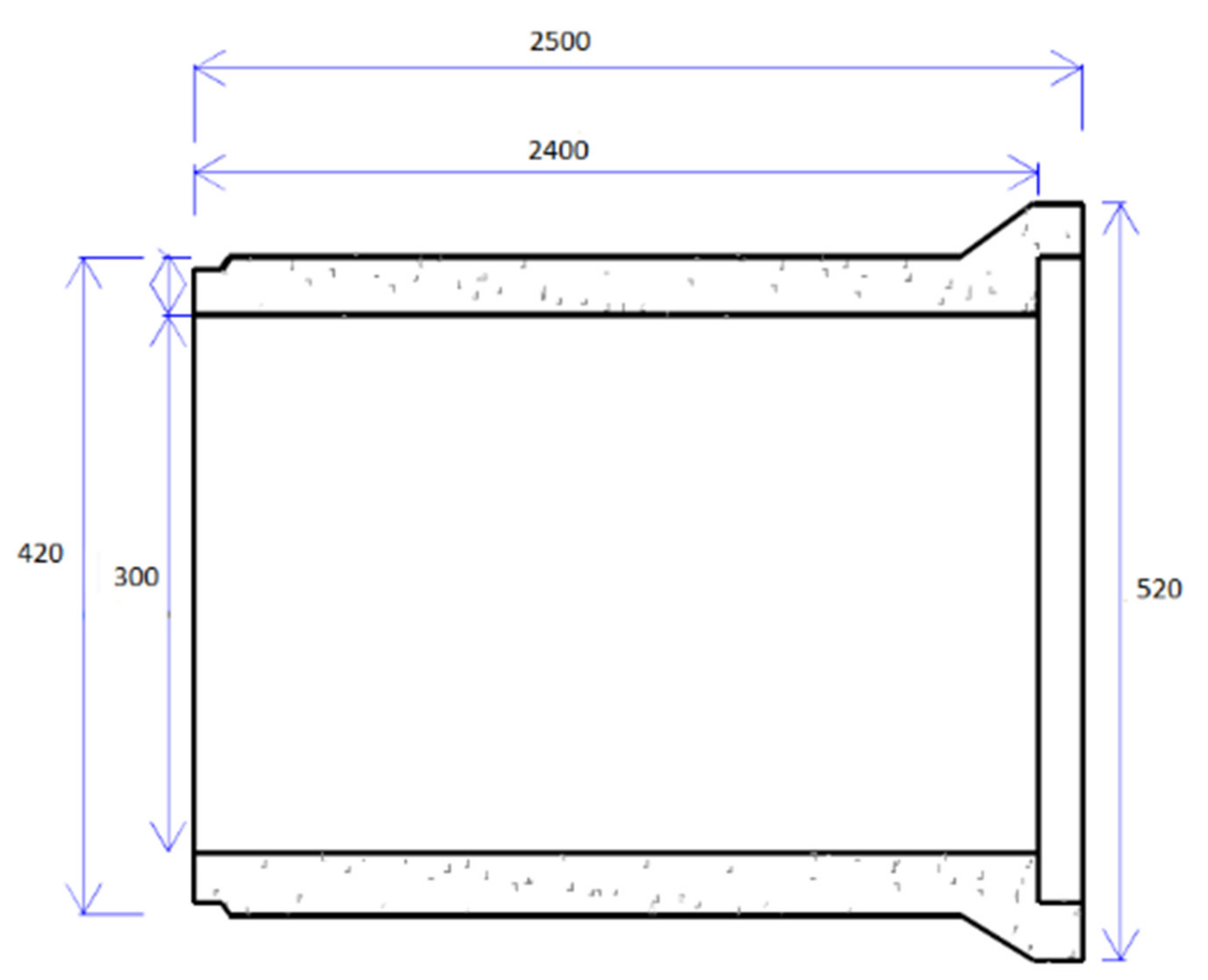
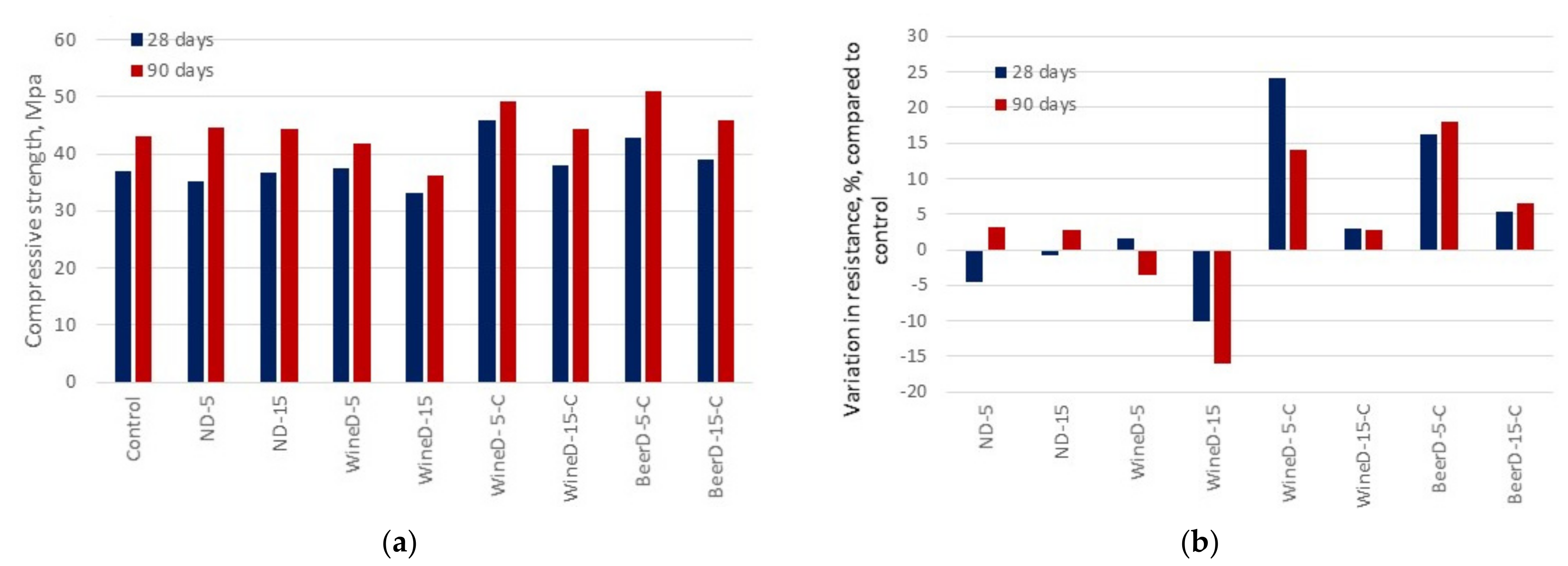
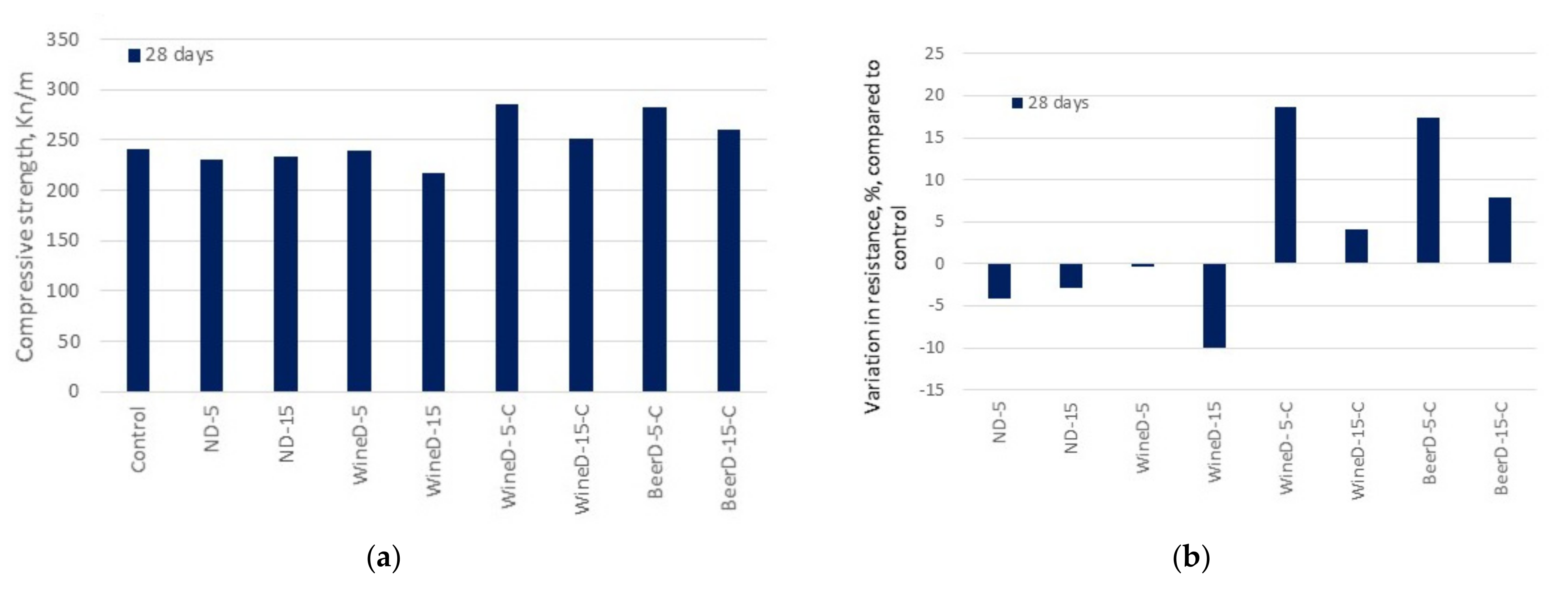
3.2. Compressive Strength and Mechanical Capacity of Concrete Pipes
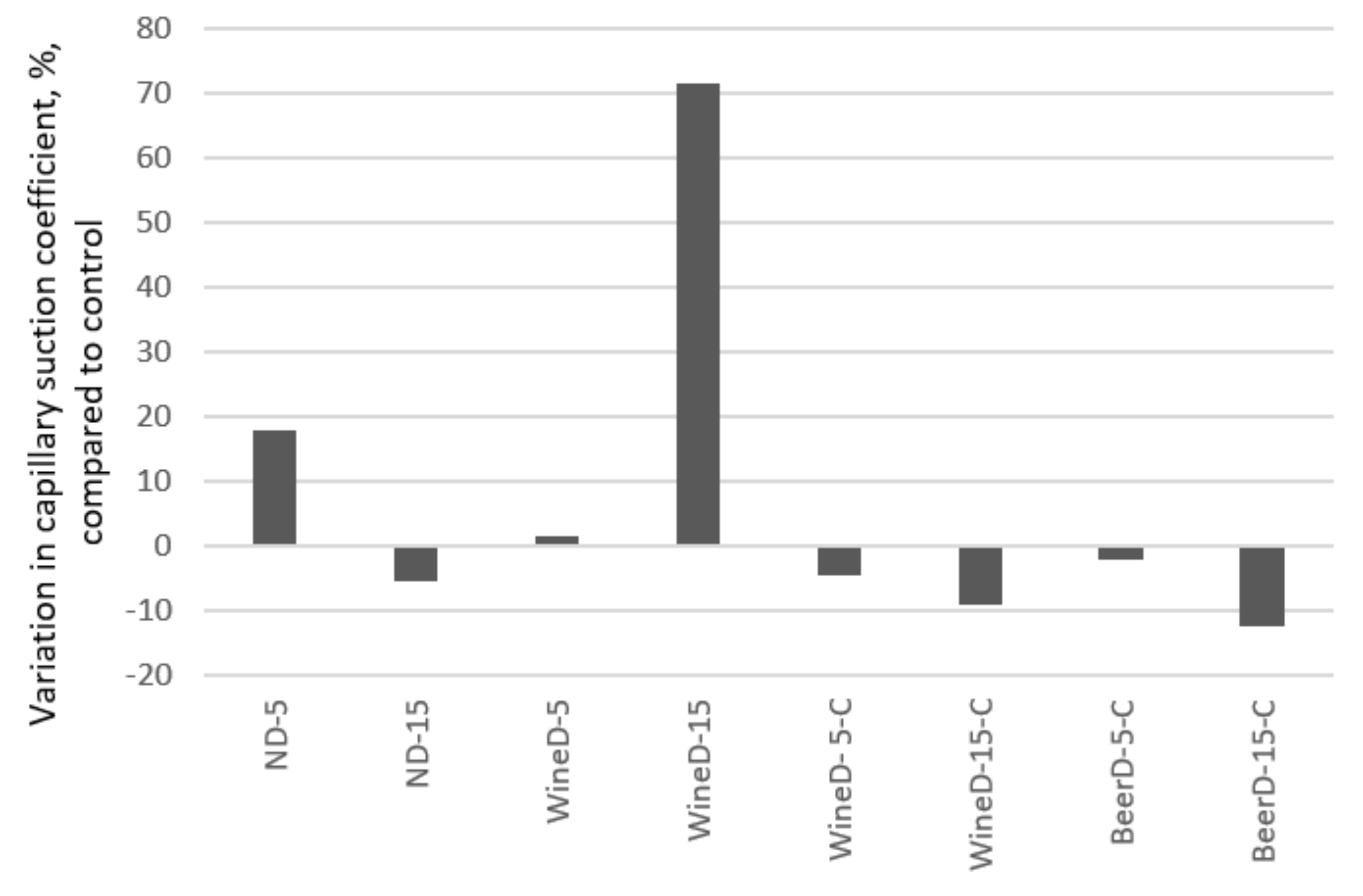
3.3. Capillary Water Absorption
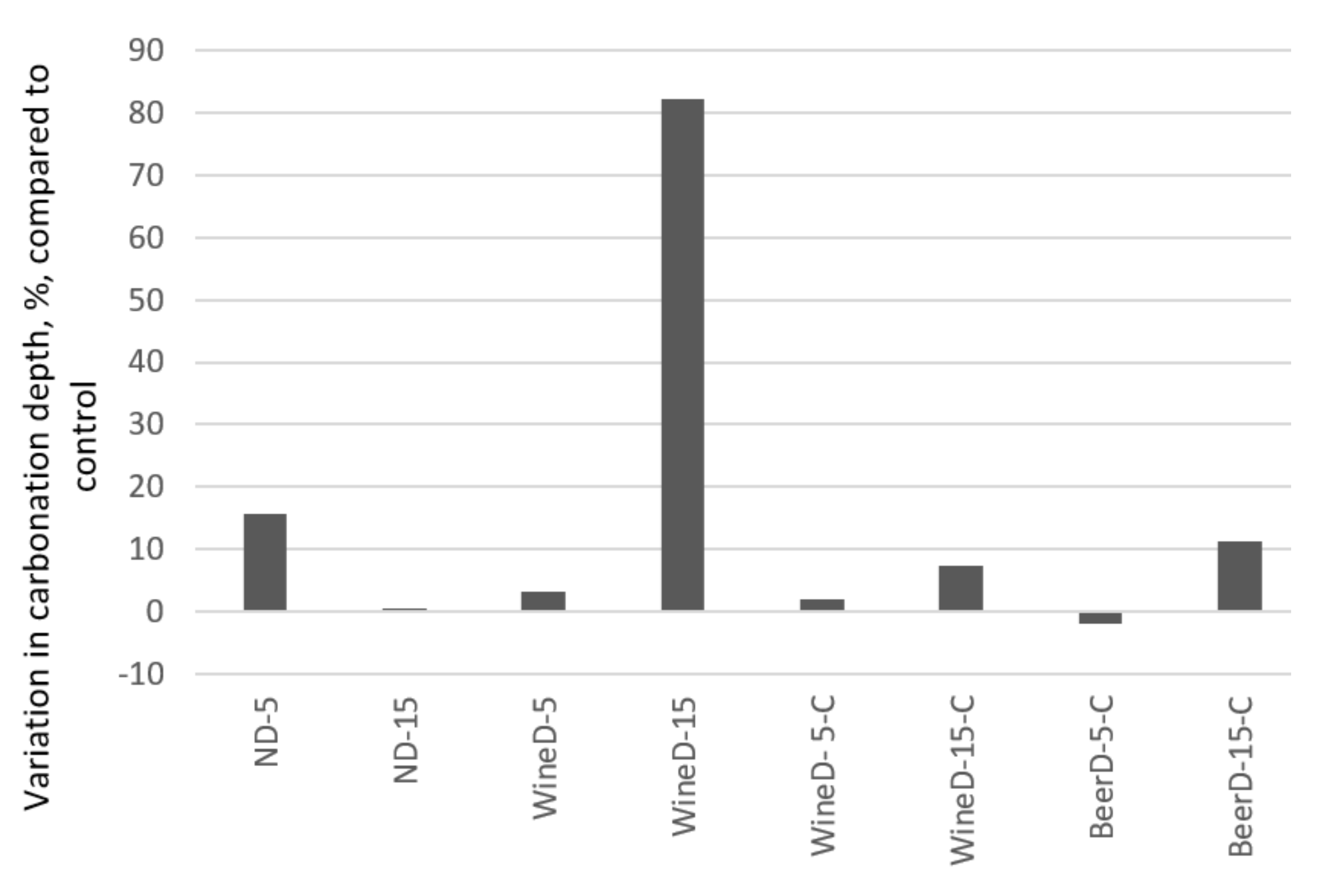
3.4. Resistance to Carbonation
3.5. Resistance to Chloride Ingress
4. Conclusions
- Generally, the use of natural and recycled calcined diatomites as an addition to precast concrete improves the mechanical properties obtained by an up to 15% substitution. This improvement is more pronounced in the case of calcined recycled diatoms due to the fact that the thermal treatment increases the pozzolanic activity.
- The capillary water absorption of concrete is reduced when 15% of natural and recycled calcined diatomites are used to replace cement. The use of diatomites generates a refinement in the pore network.
- The resistance to carbonation does not improve when using diatomites as additions. The resistance to chloride ingress improves substantially when using the natural and recycled calcined diatomites. This behaviour is greater in the case of calcined diatomites.
- The use of recycled diatomites from the wine industry without heat treatment produces a decrease in mechanical and durability properties when the percentage of the substitution used is higher than 5%. Using 5%, concretes with similar properties to conventional ones are obtained. Therefore, the use of this type of recycled diatomite without heat treatment should only be used in non-aggressive environments when the percentage of substitution is higher than 5%, or in non-reinforced concrete.
- Experimental studies indicate that concretes with recycled diatomites have significant potential when considering a sustainable construction material, hence also providing a cleaner production solution for the food industry.
- Under the studied conditions it is possible to manufacture at industrial scale, precast elements with natural and recycled diatomites with improved mechanical and durability properties. Regarding the commercialization of these recycled products, it is recommended to control the organic matter content of the diatomites or to carry out a thermal treatment to ensure their quality.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gartner, E.M.; Macphee, D.E. A physico-chemical basis for novel cementitious binders. Cem. Concr. Res. 2011, 41, 736–749. [Google Scholar] [CrossRef]
- FICEM Infome Estadístico 2018: Cifras de la industria del cemento. Cem. Concreto Iberoam. y el Caribe 2018, 5, 8–12. Available online: http://ficem.org/estadisticas/informe-estadistico/ (accessed on 1 February 2021).
- International Energy Agency (IEA) and World Business Council for Sustainable Development (WBCSD). Cement Technology Roadmap 2009-Carbon Emissions Reductions up to 2050; IEA: Paris, France, 2009. [Google Scholar]
- Holcim. Available online: http://www.holcim.com/en/sustainable/environment/co2-reduction.html (accessed on 1 February 2021).
- AENOR. EN 197-1:2011 Part 1: Composition, Specifications and Conformity Criteria for Common Cements; AENOR: Madrid, Spain, 2011. [Google Scholar]
- Vegas, I.; Gaitero, J.J.; Urreta, J.; García, R.; Frías, M. Aging and durability of ternary cements containing fly ash and activated paper sludge. Constr. Build. Mater. 2014, 52, 253–260. [Google Scholar] [CrossRef]
- Irassar, E.F.; Bonavetti, V.L.; Menéndez, G. Cementos con material calcáreo: Formación de thaumasita por ataque de sulfatos. Rev. la Constr. 2010, 9, 63–73. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez, C.; Sánchez, I.; Miñano, I.; Benito, F.; Cabeza, M.; Parra, C. On the possibility of using recycled mixed aggregates and GICC thermal plant wastes in non-structural concrete elements. Sustainability 2019, 11, 633. [Google Scholar] [CrossRef] [Green Version]
- Crangle, R.D.; Diatomite, U.S. Commodity Summaries. Geol. Surv. Miner. 2014, 2013, 52–53. [Google Scholar]
- Ediz, N.; Bentli, I.; Tatar, I. Improvement in filtration characteristics of diatomite by calcination. Int. J. Miner. Process. 2010, 94, 129–134. [Google Scholar] [CrossRef]
- Ergün, A. Effects of the usage of diatomite and waste marble powder as partial replacement of cement on the mechanical properties of concrete. Constr. Build. Mater. 2011, 25, 806–812. [Google Scholar] [CrossRef]
- Kastis, D.; Kakali, G.; Tsivilis, S.; Stamatakis, M.G. Properties and hydration of blended cements with calcareous diatomite. Cem. Concr. Res. 2006, 36, 1821–1826. [Google Scholar] [CrossRef]
- Degirmenci, N.; Yilmaz, A. Use of diatomite as partial replacement for Portland cement in cement mortars. Constr. Build. Mater. 2009, 23, 284–288. [Google Scholar] [CrossRef]
- Yilmaz, B.; Ediz, N. The use of raw and calcined diatomite in cement production. Cem. Concr. Compos. 2008, 30, 202–211. [Google Scholar] [CrossRef]
- Krajči, L.; Kuliffayová, M.; Janotka, I. Ternary cement composites with metakaolin sand and calcined clayey diatomite. Procedia Eng. 2013, 65, 7–13. [Google Scholar] [CrossRef] [Green Version]
- Stamatakis, M.G.; Fragoulis, D.; Csirik, G.; Bedelean, I.; Pedersen, S. The influence of biogenic micro-silica-rich rocks on the properties of blended cements. Cem. Concr. Compos. 2003, 25, 177–184. [Google Scholar] [CrossRef]
- Fragoulis, D.; Stamatakis, M.G.; Papageorgiou, D.; Chaniotakis, E. The physical and mechanical properties of composite cements manufactured with calcareous and clayey Greek diatomite mixtures. Cem. Concr. Compos. 2005, 27, 205–209. [Google Scholar] [CrossRef]
- Ahmadi, Z.; Esmaeili, J.; Kasaei, J.; Hajialioghli, R. Properties of sustainable cement mortars containing high volume of raw diatomite. Sustain. Mater. Technol. 2018, 16, 47–53. [Google Scholar] [CrossRef]
- Ünal, O.; Uygunoǧlu, T.; Yildiz, A. Investigation of properties of low-strength lightweight concrete for thermal insulation. Build. Environ. 2007, 42, 584–590. [Google Scholar] [CrossRef]
- Rodríguez, C.; Miñano, I.; Aguilar, M.Á.; Ortega, J.M.; Parra, C.; Sánchez, I. Properties of concrete paving blocks and hollow tiles with recycled aggregate from construction and demolition wastes. Materials 2017, 10, 1374. [Google Scholar] [CrossRef] [Green Version]
- Xu, S.; Wang, J.; Jiang, Q.; Zhang, S. Study of natural hydraulic lime-based mortars prepared with masonry waste powder as aggregate and diatomite/fly ash as mineral admixtures. J. Clean. Prod. 2016, 119, 118–127. [Google Scholar] [CrossRef]
- Letelier, V.; Tarela, E.; Muñoz, P.; Moriconi, G. Assessment of the mechanical properties of a concrete made by reusing both: Brewery spent diatomite and recycled aggregates. Constr. Build. Mater. 2016, 114, 492–498. [Google Scholar] [CrossRef]
- AENOR. EN 12350-2:2020 Testing Fresh Concrete—Part 2: Slump Test; AENOR: Madrid, Spain, 2020. [Google Scholar]
- AENOR. EN 12390-3:2020 Testing Hardened Concrete Part 3: Compressive Strength of Test Specimens; AENOR: Madrid, Spain, 2020. [Google Scholar]
- AENOR. EN 1916:2008 Concrete Pipes and Fittings, Unreinforced, Steel Fibre and Reinforced; AENOR: Madrid, Spain, 2008. [Google Scholar]
- AENOR. UNE 83982:2008 Concrete Durability. Test Methods. Determination of the Capillar Suction in Hardened Concrete. Fagerlund Method; AENOR: Madrid, Spain, 2008. [Google Scholar]
- AASHTO. Resistance of Concrete to Chloride Ion Penetration; American Association of State Highway and Transportation Officials: Washington, WA, USA, 2009; pp. 24–26. [Google Scholar]
- AENOR. UNE 83993-2:2013 Durability of Concrete. Test Method. Measurement of Carbonation Penetration Rate in Hardened Concrete. Part 2: Accelerated Method; AENOR: Madrid, Spain, 2013. [Google Scholar]
- Gerengi, H.; Kocak, Y.; Jazdzewska, A.; Kurtay, M.; Durgun, H. Electrochemical investigations on the corrosion behaviour of reinforcing steel in diatomite- and zeolite-containing concrete exposed to sulphuric acid. Constr. Build. Mater. 2013, 49, 471–477. [Google Scholar] [CrossRef]
- Sarıdemir, M.; Çelikten, S.; Yıldırım, A. Mechanical and microstructural properties of calcined diatomite powder modified high strength mortars at ambient and high temperatures. Adv. Powder Technol. 2020, 31, 3004–3017. [Google Scholar] [CrossRef]
- Ortega, J.M.; Sánchez, I.; Climent, M.A. Durability related transport properties of OPC and slag cement mortars hardened under different environmental conditions. Constr. Build. Mater. 2012, 27, 176–183. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Cement Type I | Natural Diatomite | Recycled/Wine | Recycled/Beer |
|---|---|---|---|---|
| Na2O | 0.37 | 0.20 | 2.07 | 0.71 |
| MgO | 2.52 | 0.68 | 0.15 | 0.54 |
| Al2O3 | 4.09 | 1.77 | 2.37 | 3.91 |
| SiO2 | 16.89 | 54.82 | 90.67 | 82.36 |
| K2O | 1.33 | 0.33 | 0.19 | 0.92 |
| CaO | 64.74 | 19.98 | 0.80 | 0.44 |
| TiO2 | 0.26 | 0.09 | 0.50 | 0.29 |
| Fe2O3 | 3.51 | 0.78 | 2.14 | 2.84 |
| P2O5 | 0.18 | 0.14 | 0.09 | 0.22 |
| SO3 | 4.06 | 0.22 | 0.03 | 0.30 |
| LOI | 0.92 | 20.65 | 0.85 | 7.27 |
| LOI before the filtration process | - | - | 0.81 | 4.35 |
| Amorphous | - | 67.9 | 65.4 | 69.6 |
| Amorphous after heat treatment | - | - | 81.6 | 82.5 |
| Type Diatomite | pH | Apparent Density (g/cm3) |
|---|---|---|
| UNE-EN 1097 | ||
| ND | 6.87 | 0.34 |
| WineD | 7.72 | 0.24 |
| BeerD | 4.89 | 0.41 |
| Mixture | Cement (kg/m3) | Water (l/m3) | Coarse Aggregate (kg/m3) | Fine Sand (kg/m3) | Natural Diatomite (kg/m3) | Recycled Beer Diatomite (kg/m3) | Recycled Wine Diatomite (kg/m3) |
|---|---|---|---|---|---|---|---|
| Control | 242 | 145.2 | 550 | 1450 | |||
| ND-5 | 229.9 | 145.2 | 550 | 1450 | 12.1 | ||
| ND-15 | 205.7 | 145.2 | 550 | 1450 | 36.3 | ||
| WineD-5 | 229.9 | 145.2 | 550 | 1450 | 12.1 | ||
| WineD-15 | 205.7 | 145.2 | 550 | 1450 | 36.3 | ||
| WineD-5-C | 229.9 | 145.2 | 550 | 1450 | 12.1 | ||
| WineD-15-C | 205.7 | 145.2 | 550 | 1450 | 36.3 | ||
| BeerD-5-C | 229.9 | 145.2 | 550 | 1450 | 12.1 | ||
| BeerD-15-C | 205.7 | 145.2 | 550 | 1450 | 36.3 |
| Type | Capillary Suction Coefficient | Carbonation Depth | Chloride Penetration Depth | Slump Cone |
|---|---|---|---|---|
| K, ×10−3 kg/(m2·s0.5) | (mm) | (mm) | (cm) | |
| Control | 5.7 | 7.6 | 15.6 | 1 |
| ND-5 | 6.7 | 8.7 | 14.2 | 1 |
| ND-15 | 5.4 | 7.6 | 12.6 | 0 |
| WineD-5 | 5.8 | 7.8 | 17.1 | 1 |
| WineD-15 | 9.8 | 13.8 | 18.4 | 1 |
| WineD- 5-C | 5.4 | 7.7 | 13.1 | 0 |
| WineD-15-C | 5.2 | 8.1 | 12.1 | 0 |
| BeerD-5-C | 5.6 | 7.4 | 13.8 | 0 |
| BeerD-15-C | 5.0 | 8.4 | 11.4 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez, C.; Miñano, I.; Parra, C.; Pujante, P.; Benito, F. Properties of Precast Concrete Using Food Industry-Filtered Recycled Diatoms. Sustainability 2021, 13, 3137. https://doi.org/10.3390/su13063137
Rodriguez C, Miñano I, Parra C, Pujante P, Benito F. Properties of Precast Concrete Using Food Industry-Filtered Recycled Diatoms. Sustainability. 2021; 13(6):3137. https://doi.org/10.3390/su13063137
Chicago/Turabian StyleRodriguez, Carlos, Isabel Miñano, Carlos Parra, Pedro Pujante, and Francisco Benito. 2021. "Properties of Precast Concrete Using Food Industry-Filtered Recycled Diatoms" Sustainability 13, no. 6: 3137. https://doi.org/10.3390/su13063137