
Engineering Properties of High-Volume Fly Ash Modified Cement Incorporated with Bottle Glass Waste Nanoparticles

Abstract
:1. Introduction
2. Methodology
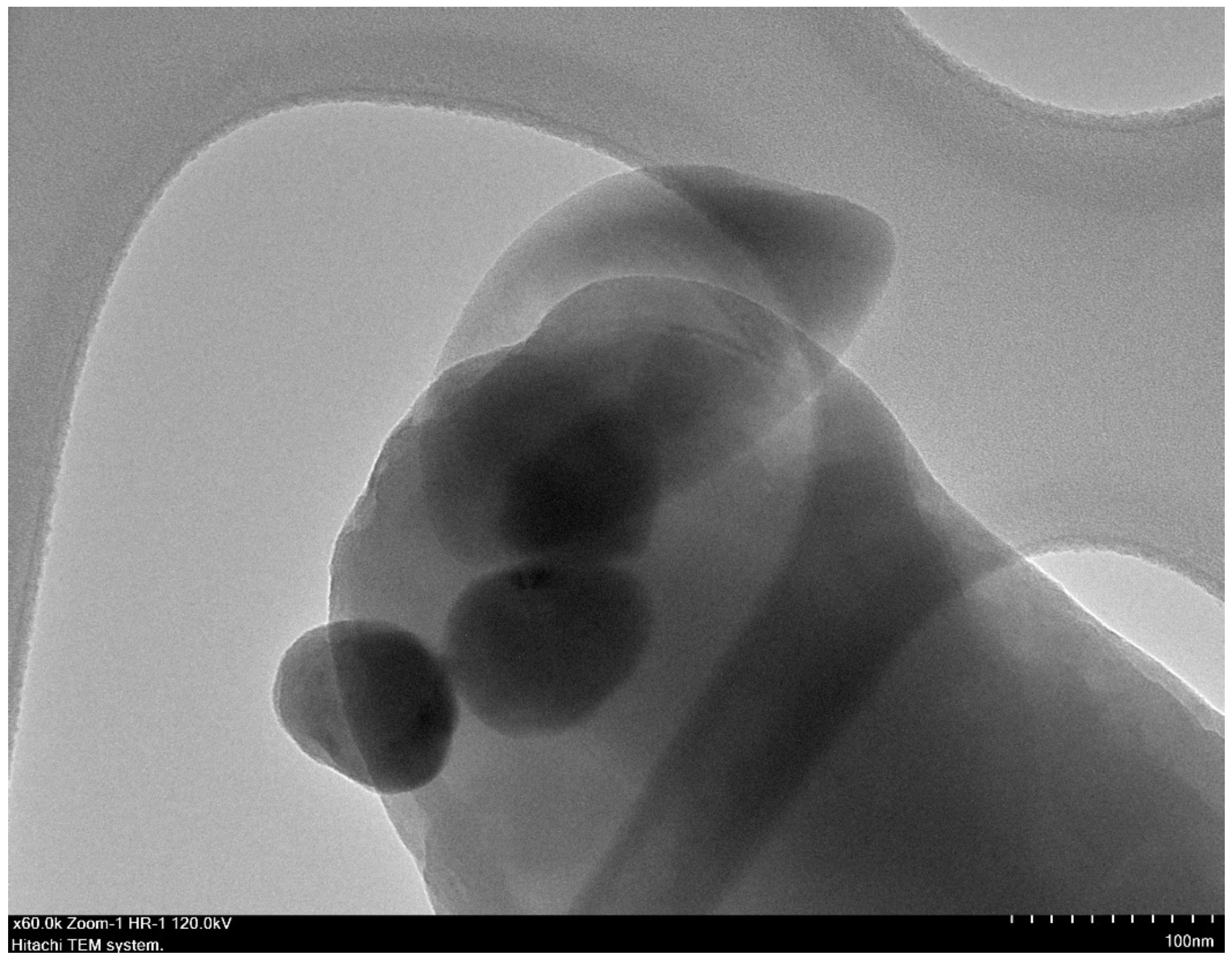
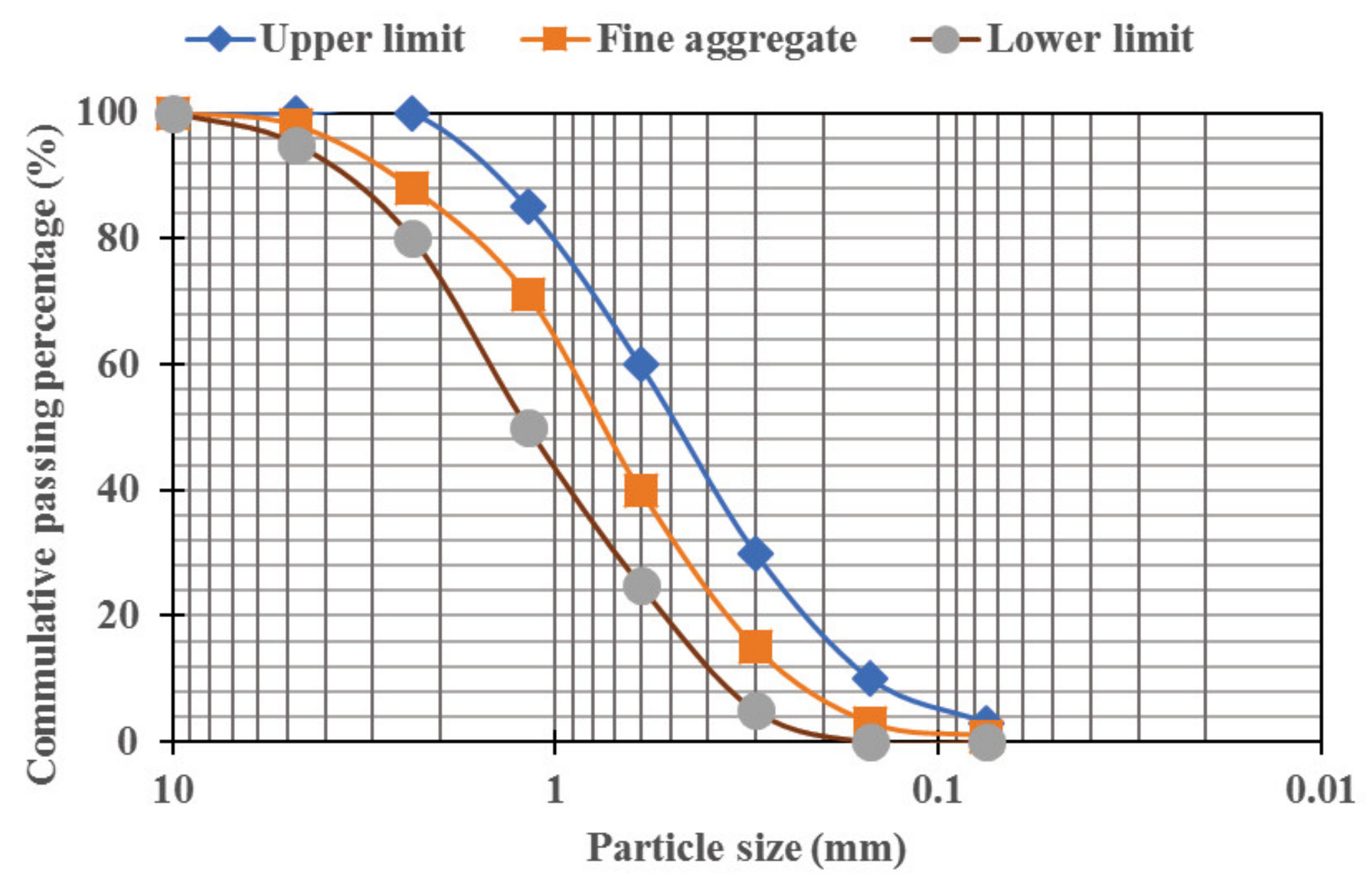
2.1. Materials
2.2. Mixes’ Design and Specimens’ Preparation
2.3. Test Procedure
3. Results and Discussion
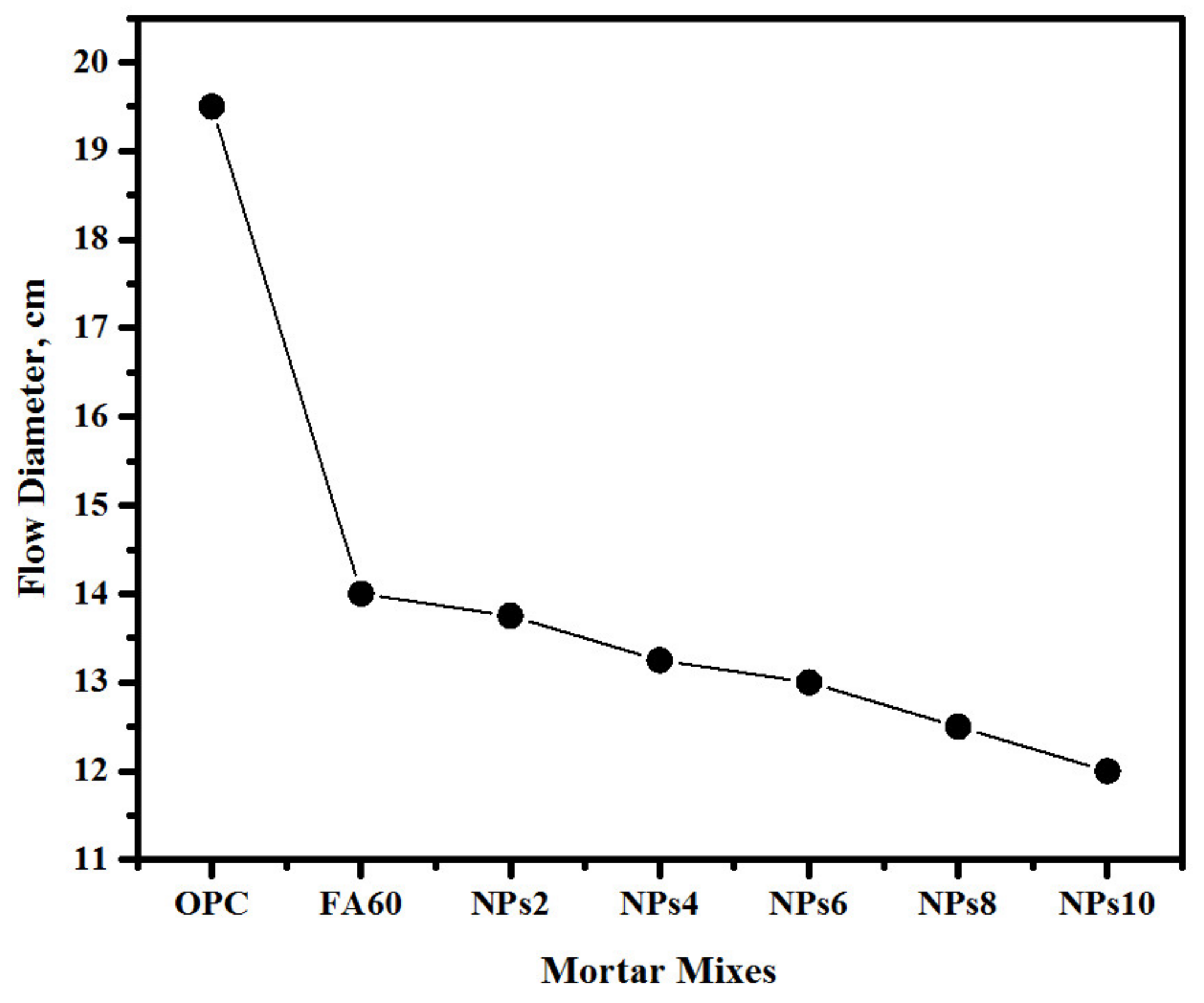
3.1. Workability
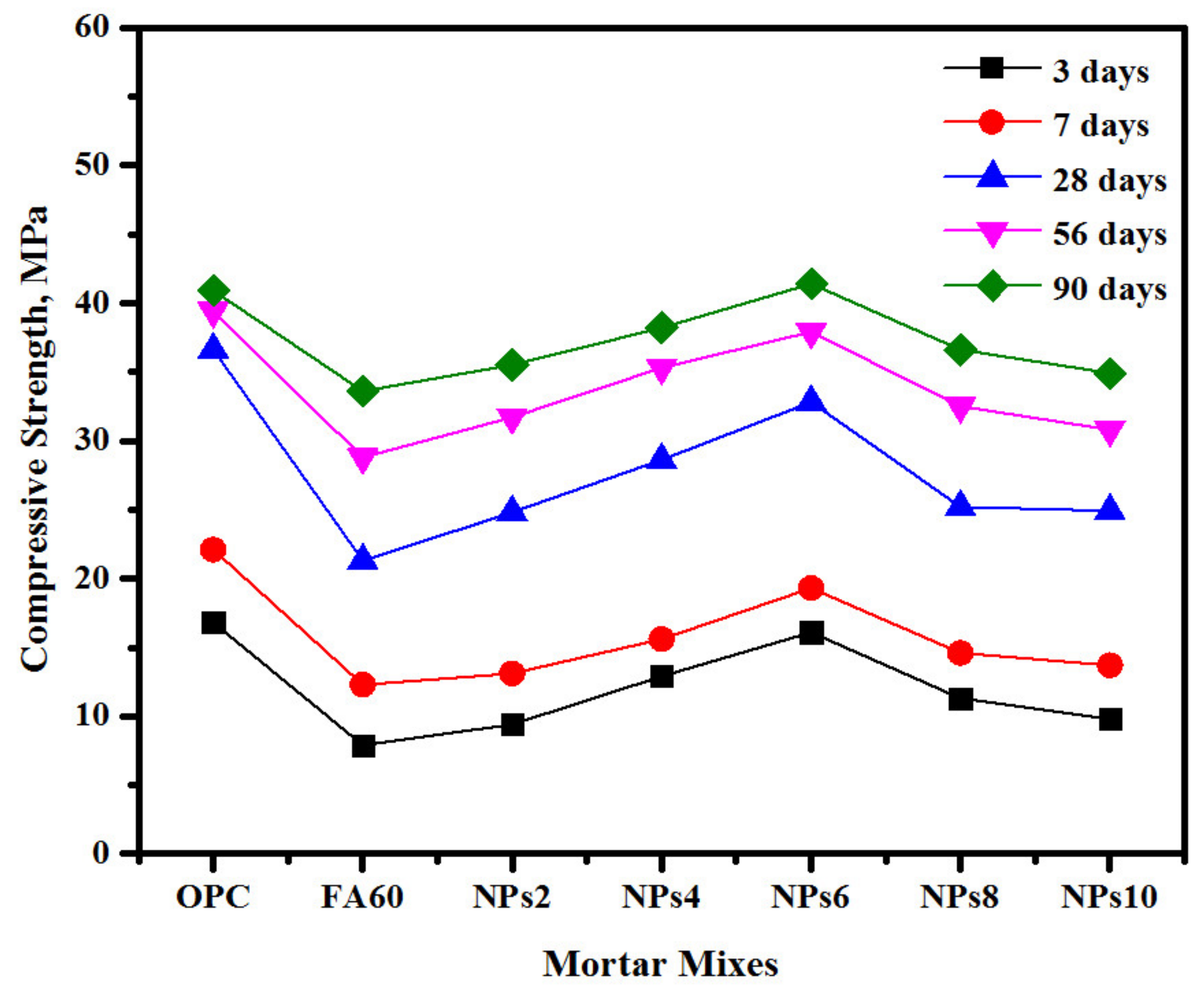
3.2. Compressive Strength
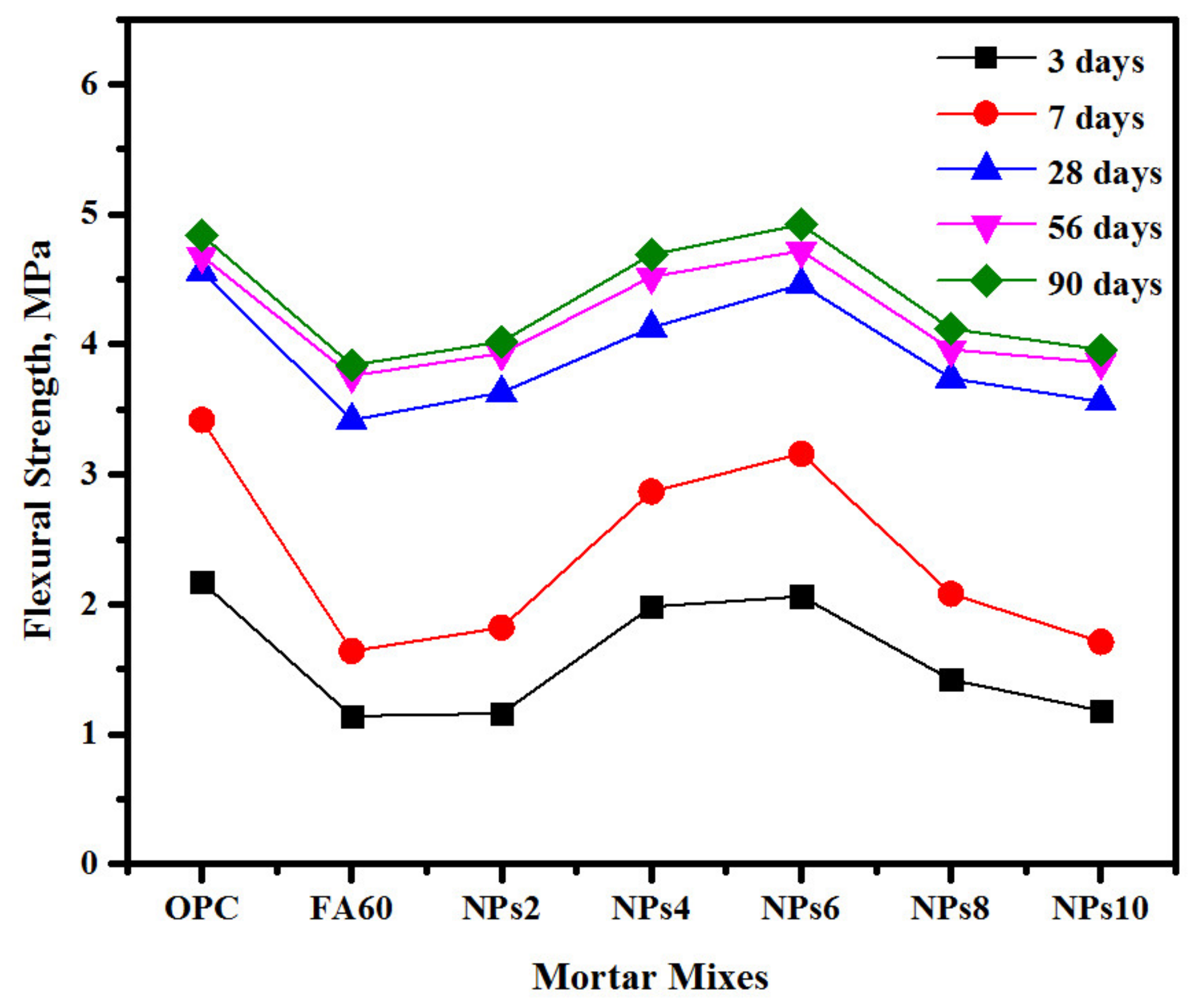
3.3. Flexural Strength
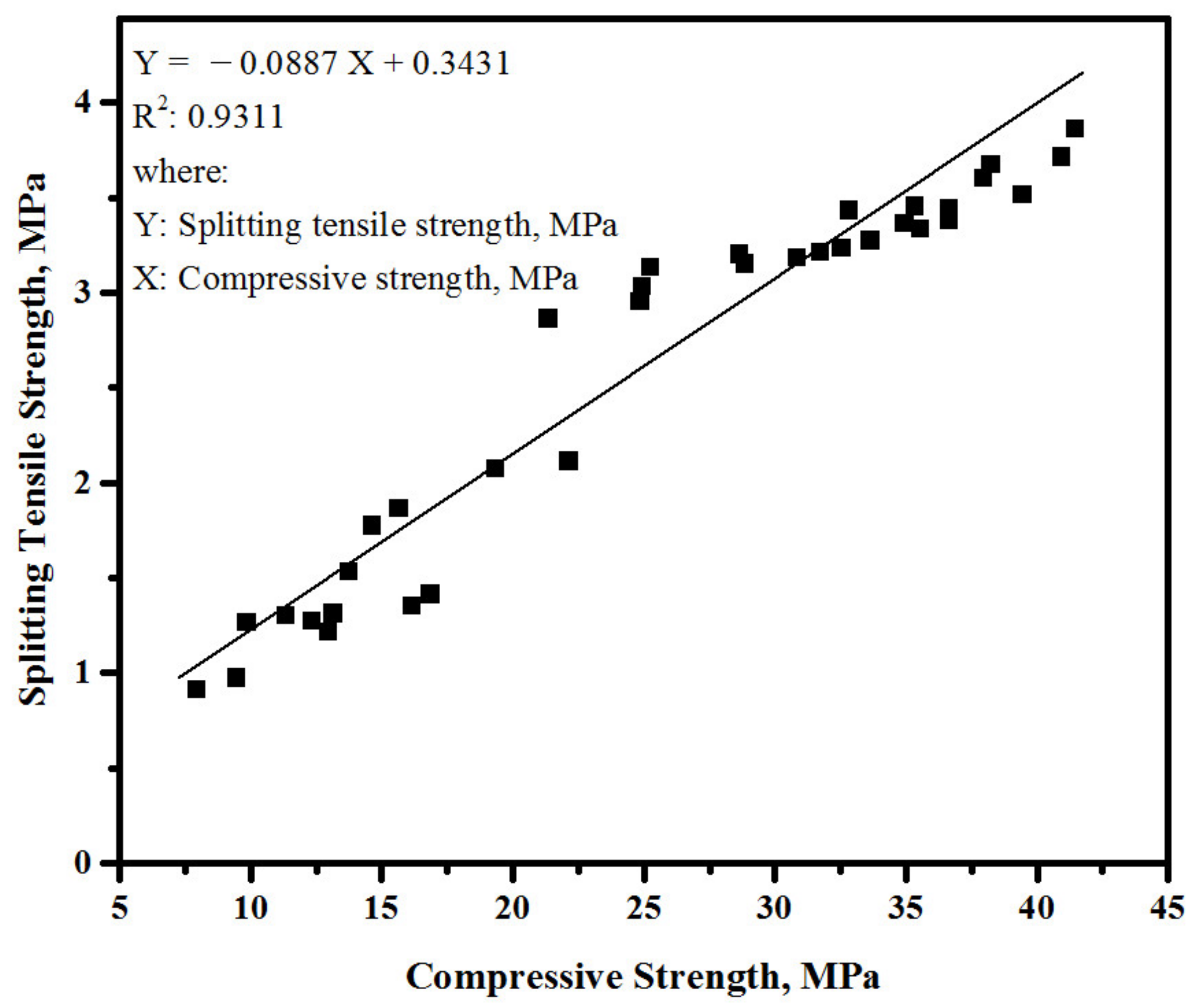
3.4. Splitting Tensile Strength
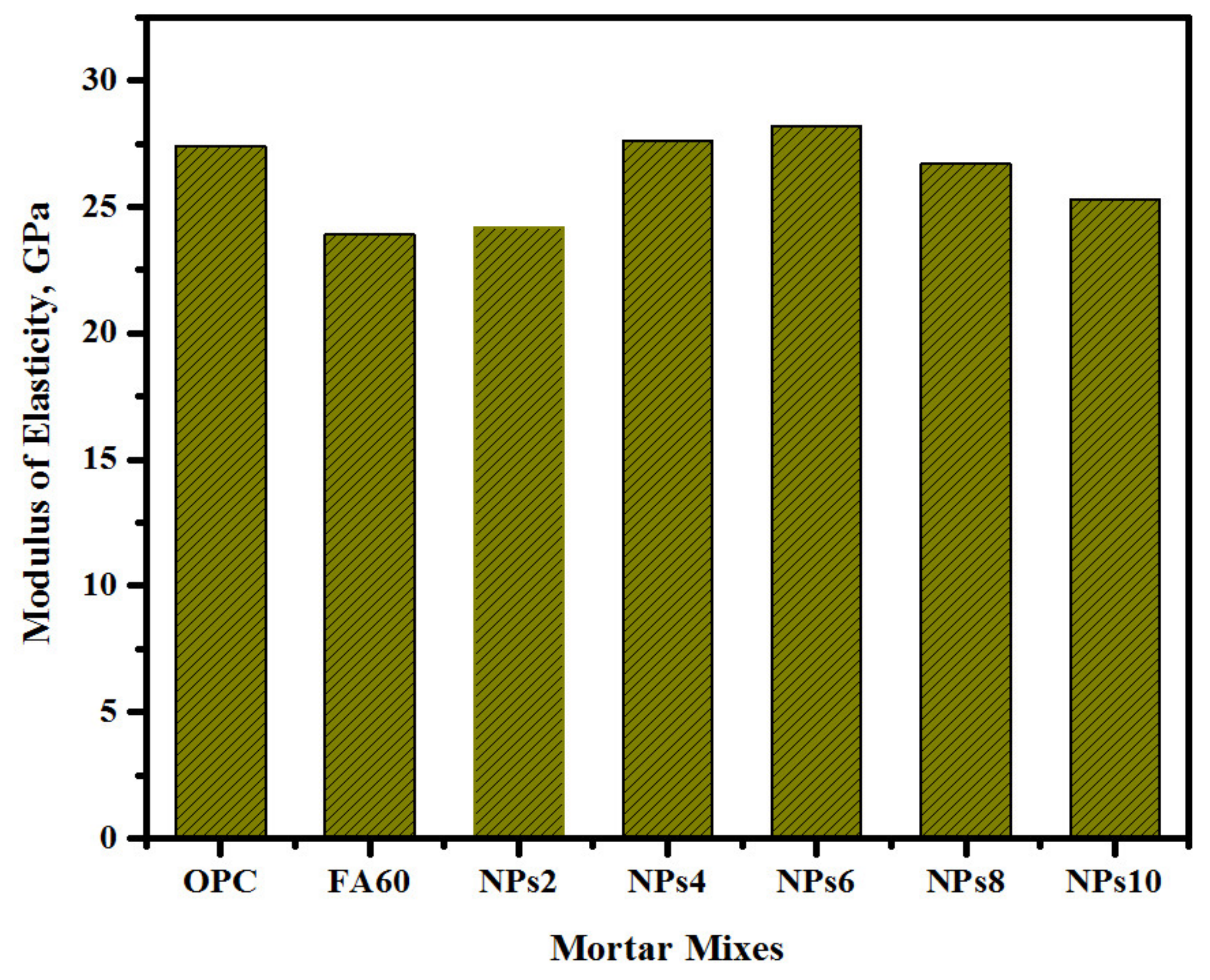
3.5. Modulus of Elasticity
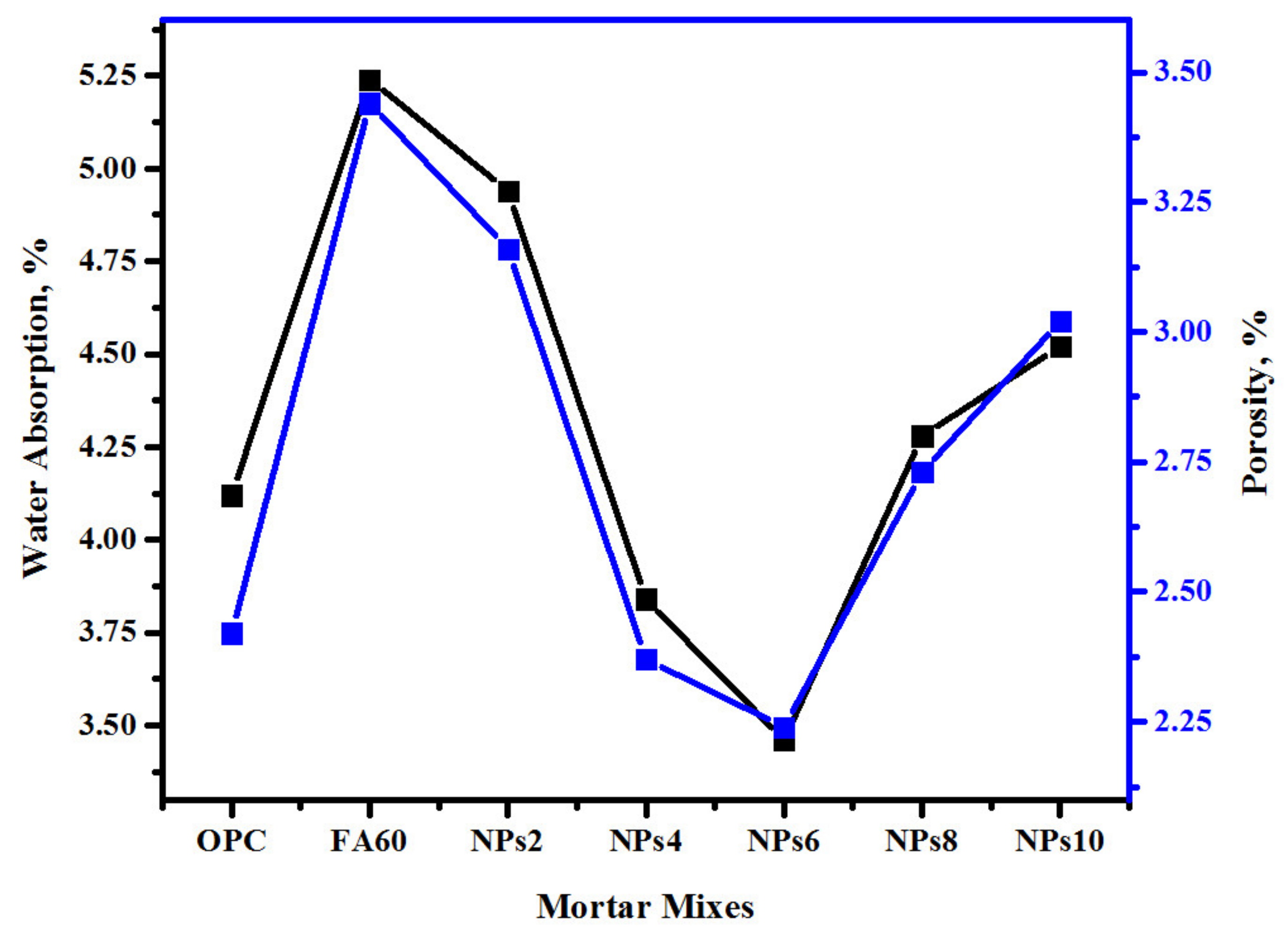
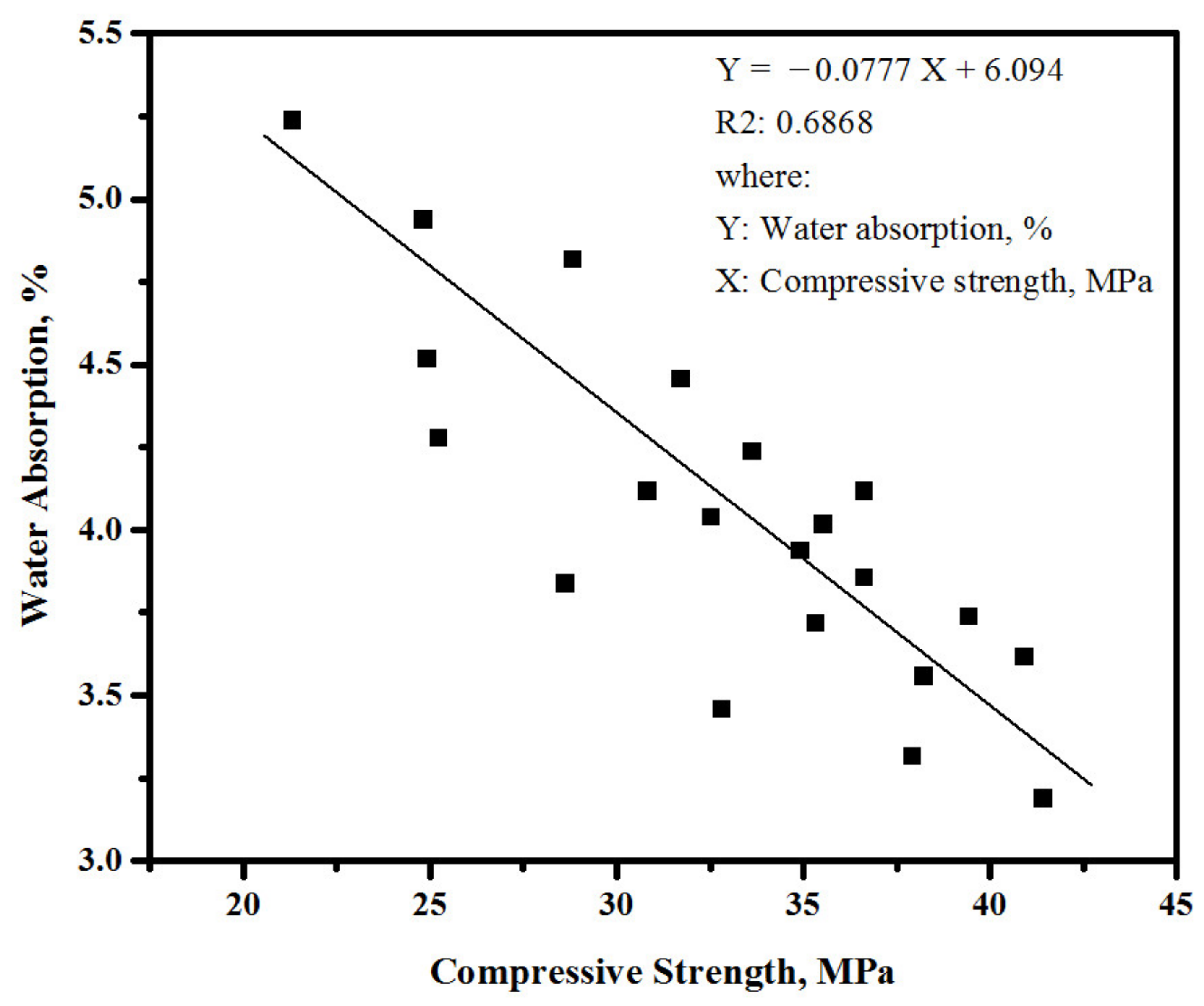
3.6. Water Absorption
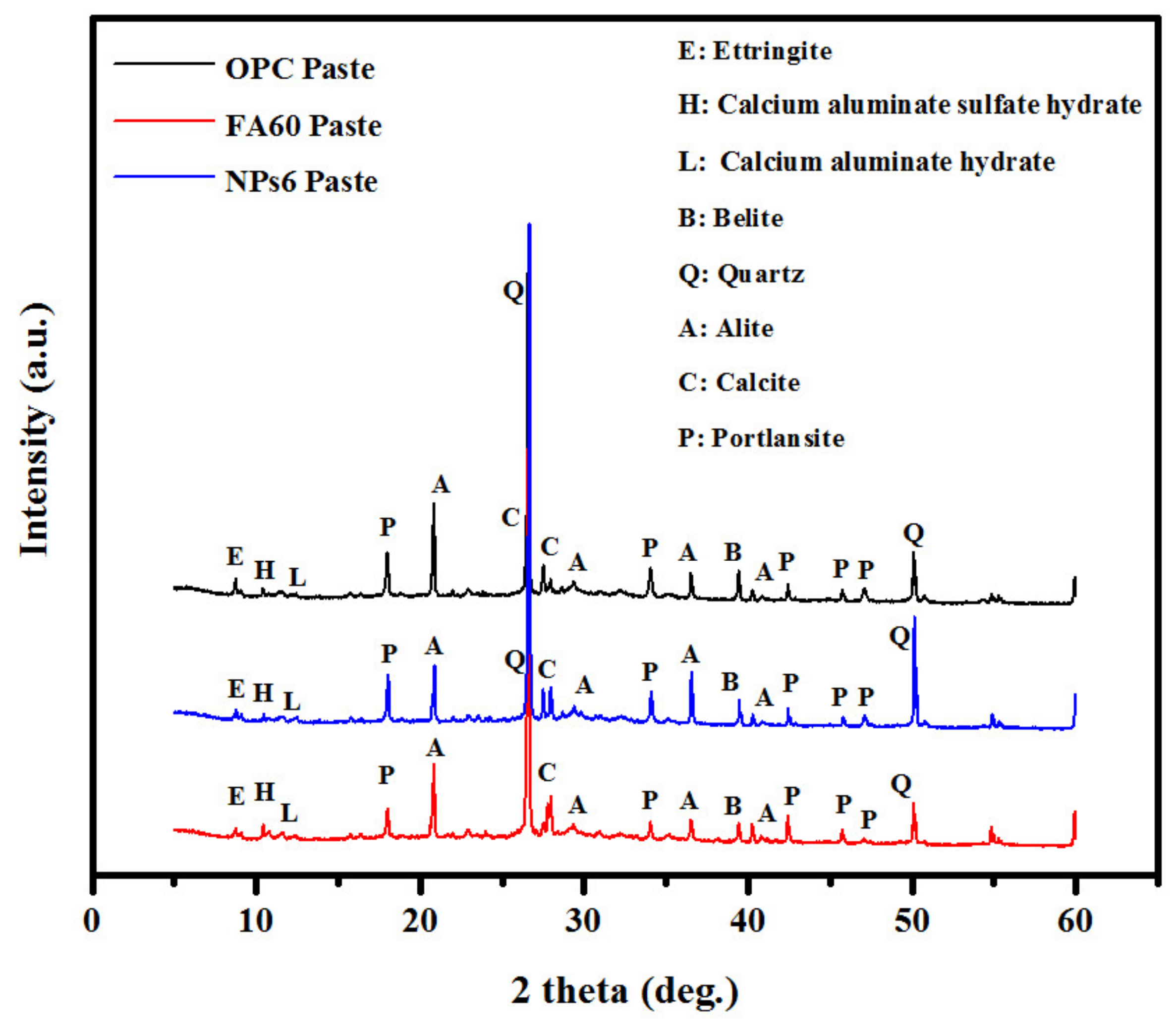
3.7. XRD Patterns
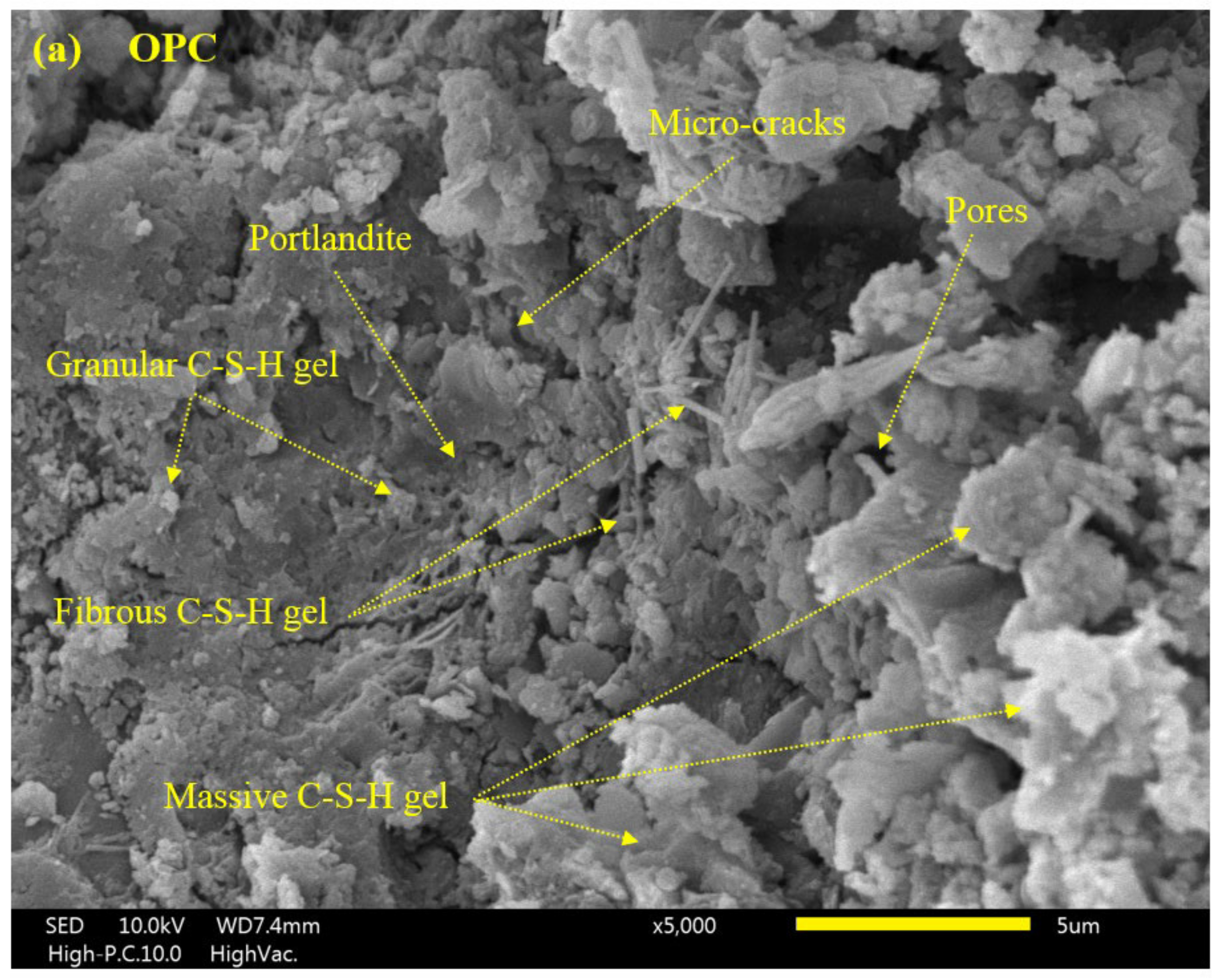
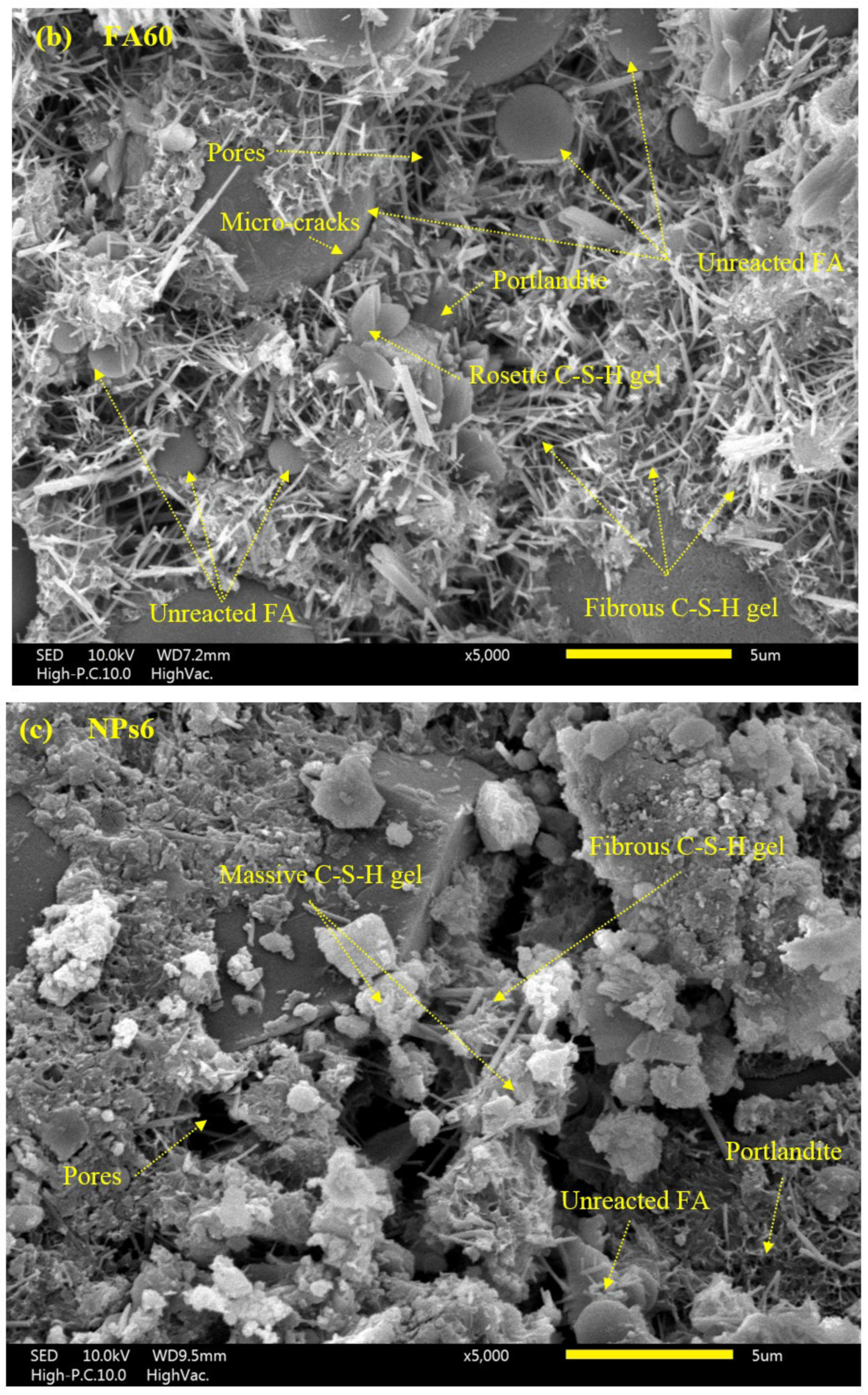
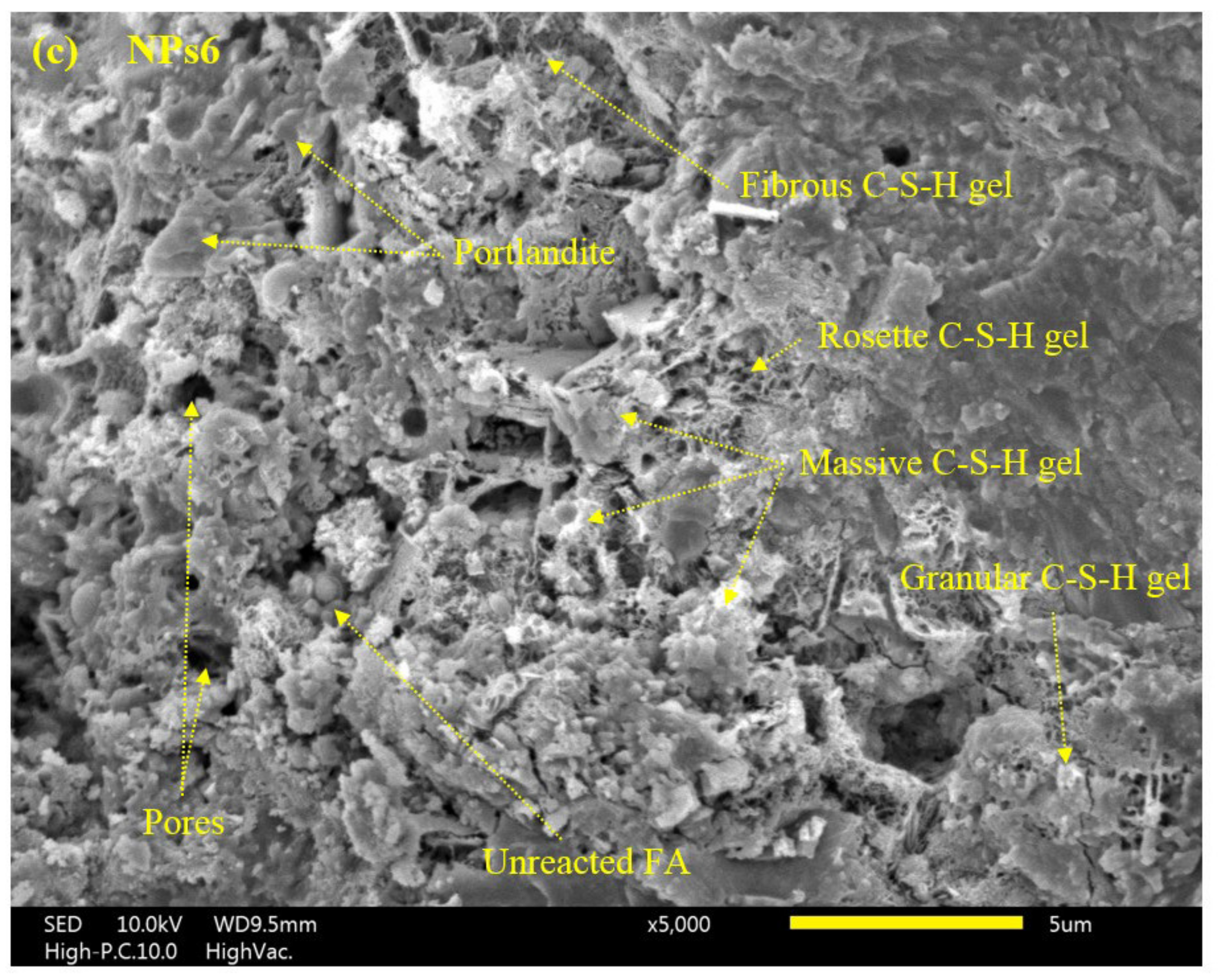
3.8. SEM Analyses
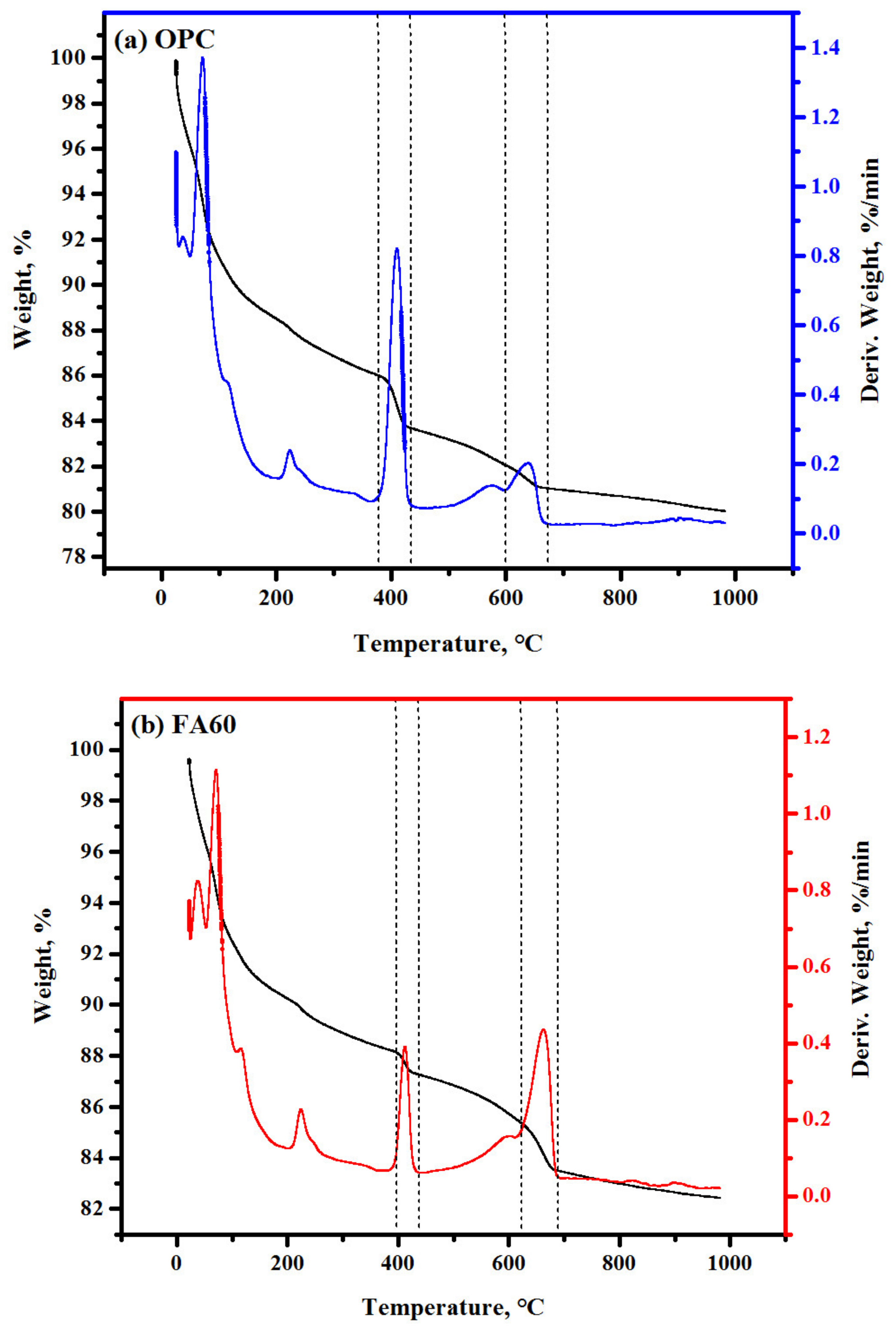
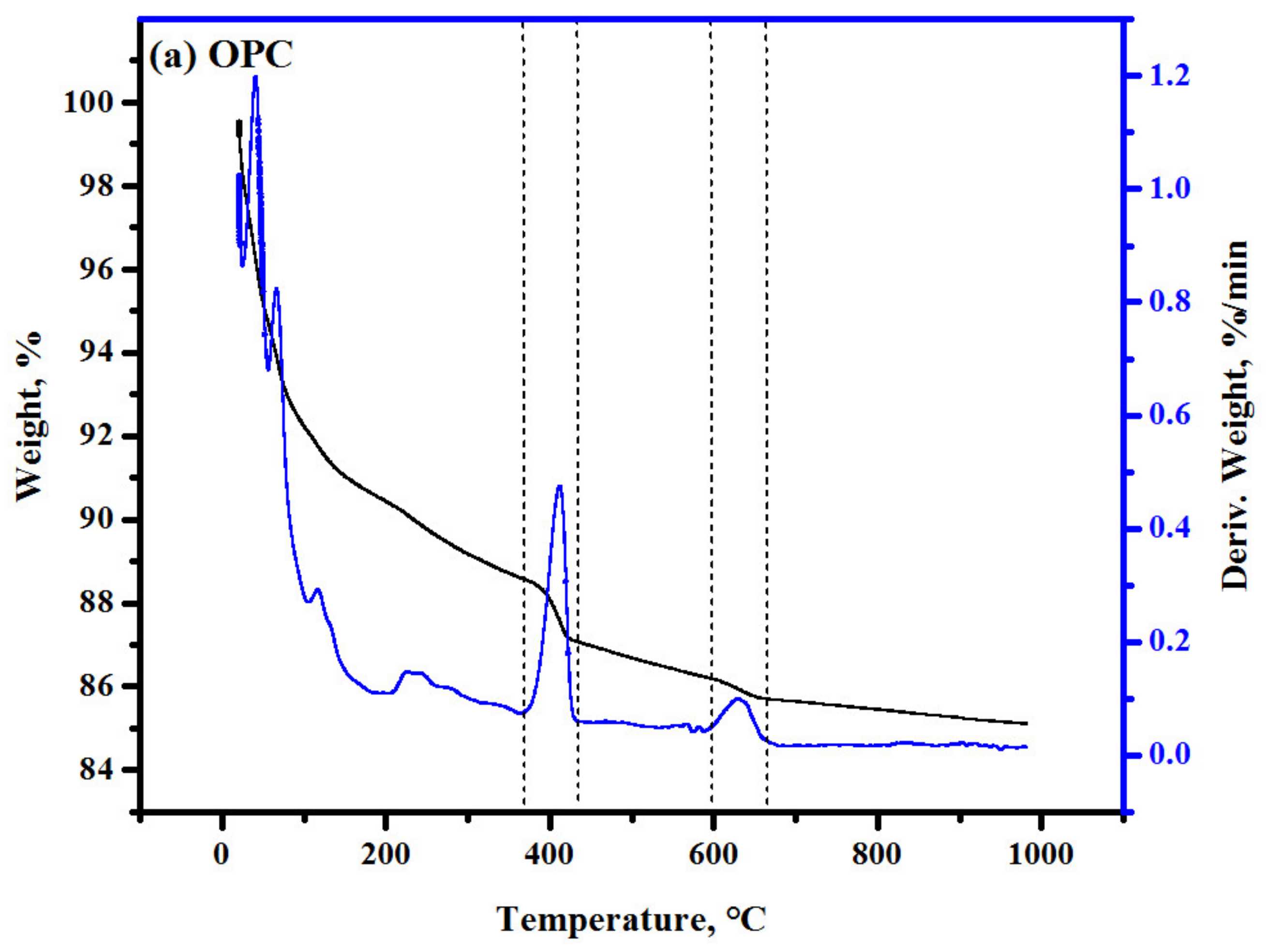
3.9. TGA and DTG Results
4. Conclusions
- Modified cement workability was significantly improved by the inclusion of FA and BGWNP content. The flow diameter was dropped from 19.5 cm to 12 cm with the inclusion of a high amount of FA and BGWNP in the cement matrix.
- The inclusion of high-volume FA (60%) as an OPC replacement resulted in a drop in the strength performance of prepared mortars at an early age.
- The results indicated that the inclusion of 6% BGWNP as an OPC-FA binder replacement produced higher compressive strength at all curing ages compared with the other percentages. However, the results showed that the compressive strength of the specimens with 6% BGWNP exhibited higher strength than the control sample (OPC) at 90 days of curing age.
- Similar to the compressive strength results, a trend was observed for flexural, splitting tensile strength, and modulus of elasticity, and the strength significantly improved with the inclusion of 6% of BGWNP as an OPC-FA replacement in the mortar matrix.
- The inclusion of nanoparticles from bottle glass waste significantly improved the microstructure of prepared mortar and led to a reduction in the total pores and porosity of tested specimens. The lower water absorption was obtained with specimens containing 6% of BGWNP as an OPC-FA replacement.
- With regard to the XRD results, the replacement of OPC by 60% of FA resulted in a significant decrease in the C–S–H peaks, and this decrease was attributed to the lack of calcium content in the modified mixtures. However, the inclusion of 6% of BGWNP led to an improvement in the hydration process and an enhancement in the intensity of the C-S-H and Ca(OH)2 peaks with strength improvement.
- The surface morphology of the modified mortar with a high-volume FA significantly improved with fewer pores and micro-cracks with the inclusion of 6% of BGWNP in the mortar matrix.
- Similarly, TGA and DTA showed that the inclusion of BGWNP improved the hydration process with more gel products. Specimens containing FA and BGWNP displayed high chemical stability under high temperatures.
- Sustainable mortar with acceptable compressive strength and lower carbon dioxide emission was produced for several applications in the construction industry using FA and glass waste.
- Through systematic preparation of new high-volume FA blends and their thorough characterizations, it was demonstrated that such ternary blends can offer the flexibility needed to achieve good mechanical properties and durability in order to meet the required specifications of construction industries. It is established that the exploitation of this new high-volume FA blend could promote both economic and environmental sustainability within the construction industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| BGWNPs | Bottle glass waste nanoparticles |
| CS | Compressive strength |
| STS | Splitting tensile strength |
| FS | Flexural strength |
| C–S–H | Calcium silicate hydrate |
| CH | Portlandite (Ca(OH)2) |
| CO2 | Carbon dioxide |
| OPC | Ordinary Portland cement |
| SSD | Saturated surface dry |
| XRD | X-ray diffraction |
| SEM | Scanning electronic image |
References
- Kurtis, K.; Nanko, H.; Mohr, B. Methods for Internally Curing Cement-Based Materials and Products Made Therefrom. U.S. Patent Application 11/738,906, 25 October 2007. [Google Scholar]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Ghoshal, S.; Hussein, A.A. Geopolymer mortars as sustainable repair material: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 80, 54–74. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam AR, M.; Algaifi, H.A.; Alyousef, R. Development of a sustainable concrete incorporated with effective microorganism and fly Ash: Characteristics and modeling studies. Constr. Build. Mater. 2021, 285, 122899. [Google Scholar] [CrossRef]
- Wang, J.; Liu, E.; Li, L. Characterization on the recycling of waste seashells with Portland cement towards sustainable cementitious materials. J. Clean. Prod. 2019, 220, 235–252. [Google Scholar] [CrossRef]
- Xie, J.; Fang, C.; Lu, Z.; Li, Z.; Li, L. Effects of the addition of silica fume and rubber particles on the compressive behaviour of recycled aggregate concrete with steel fibres. J. Clean. Prod. 2018, 197, 656–667. [Google Scholar] [CrossRef]
- Xie, J.; Wang, J.; Rao, R.; Wang, C.; Fang, C. Effects of combined usage of GGBS and fly ash on workability and mechanical properties of alkali activated geopolymer concrete with recycled aggregate. Compos. Part B Eng. 2019, 164, 179–190. [Google Scholar] [CrossRef]
- Alyousef, R.; Ebid, A.A.K.; Huseien, G.F.; Mohammadhosseini, H.; Alabduljabbar, H.; Ngian, S.P.; Mohamed, A.M. Effects of Sulfate and Sulfuric Acid on Efficiency of Geopolymers as Concrete Repair Materials. Gels 2022, 8, 53. [Google Scholar] [CrossRef]
- Watts, J. Concrete: The most destructive material on Earth. Guardian 2019, 25, 1–9. [Google Scholar]
- Huseien, G.F.; Saleh, A.T.; Ghoshal, S.K. Effective Microorganism Solution and High Volume of Fly Ash Blended Sustainable Bio-Concrete. Biomimetics 2022, 7, 65. [Google Scholar] [CrossRef]
- Shah, K.W.; Huseien, G.F.; Kua, H.W. A State-of-the-art review on core–shell pigments nanostructure preparation and test methods. Micro 2021, 1, 55–85. [Google Scholar] [CrossRef]
- Mhaya, A.M.; Baharom, S.; Baghban, M.H.; Nehdi, M.L.; Faridmehr, I.; Huseien, G.F.; Algaifi, H.A.; Ismail, M. Systematic Experimental Assessment of POFA Concrete Incorporating Waste Tire Rubber Aggregate. Polymers 2022, 14, 2294. [Google Scholar] [CrossRef]
- Coppola, L.; Coffetti, D.; Crotti, E.; Gazzaniga, G.; Pastore, T. An Empathetic Added Sustainability Index (EASI) for cementitious based construction materials. J. Clean. Prod. 2019, 220, 475–482. [Google Scholar] [CrossRef]
- Mhaya, A.M.; Baharom, S.; Huseien, G.F. Improved strength performance of rubberized Concrete: Role of ground blast furnace slag and waste glass bottle nanoparticles amalgamation. Constr. Build. Mater. 2022, 342, 128073. [Google Scholar] [CrossRef]
- Onaizi, A.M.; Huseien, G.F.; Lim, N.H.A.S.; Amran, M.; Samadi, M. Effect of nanomaterials inclusion on sustainability of cement-based concretes: A comprehensive review. Constr. Build. Mater. 2021, 306, 124850. [Google Scholar] [CrossRef]
- Huseien, G.F.; Faridmehr, I.; Nehdi, M.L.; Abadel, A.A.; Aiken, T.A.; Ghoshal, S. Structure, morphology and compressive strength of Alkali-activated mortars containing waste bottle glass nanoparticles. Constr. Build. Mater. 2022, 342, 128005. [Google Scholar] [CrossRef]
- Bhatt, A.; Priyadarshini, S.; Mohanakrishnan, A.A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, chemical, and geotechnical properties of coal fly ash: A global review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Essienubong, I.A.; Okechukwu, E.P.; Ejuvwedia, S.G. Effects of waste dumpsites on geotechnical properties of the underlying soils in wet season. Environ. Eng. Res. 2019, 24, 289–297. [Google Scholar] [CrossRef]
- Herath, C.; Gunasekara, C.; Law, D.W.; Setunge, S. Performance of high volume fly ash concrete incorporating additives: A systematic literature review. Constr. Build. Mater. 2020, 258, 120606. [Google Scholar] [CrossRef]
- Li, G. Properties of high-volume fly ash concrete incorporating nano-SiO2. Cem. Concr. Res. 2004, 34, 1043–1049. [Google Scholar] [CrossRef]
- Onaizi, A.M.; Lim, N.H.A.S.; Huseien, G.F.; Amran, M.; Ma, C.K. Effect of the addition of nano glass powder on the compressive strength of high volume fly ash modified concrete. Mater. Today Proc. 2022, 48, 1789–1795. [Google Scholar] [CrossRef]
- Huseien, G.F.; Joudah, Z.H.; Khalid, N.H.A.; Sam, A.R.M.; Tahir, M.M.; Lim, N.H.A.S.; Alyousef, R.; Mirza, J. Durability performance of modified concrete incorporating fly ash and effective microorganism. Constr. Build. Mater. 2021, 267, 120947. [Google Scholar] [CrossRef]
- Nath, S.; Kumar, S. Role of particle fineness on engineering properties and microstructure of fly ash derived geopolymer. Constr. Build. Mater. 2020, 233, 117294. [Google Scholar] [CrossRef]
- Huseien, G.F.; Shah, K.W.; Sam, A.R.M. Sustainability of nanomaterials based self-healing concrete: An all-inclusive insight. J. Build. Eng. 2019, 23, 155–171. [Google Scholar] [CrossRef]
- Ng, D.S.; Paul, S.C.; Anggraini, V.; Kong, S.Y.; Qureshi, T.S.; Rodriguez, C.R.; Liu, Q.-F.; Šavija, B. Influence of SiO2, TiO2 and Fe2O3 nanoparticles on the properties of fly ash blended cement mortars. Constr. Build. Mater. 2020, 258, 119627. [Google Scholar]
- Liu, M.; Tan, H.; He, X. Effects of nano-SiO2 on early strength and microstructure of steam-cured high volume fly ash cement system. Constr. Build. Mater. 2019, 194, 350–359. [Google Scholar] [CrossRef]
- Rashad, A.M. Effects of ZnO2, ZrO2, Cu2O3, CuO, CaCO3, SF, FA, cement and geothermal silica waste nanoparticles on properties of cementitious materials–A short guide for Civil Engineer. Constr. Build. Mater. 2013, 48, 1120–1133. [Google Scholar] [CrossRef]
- Zhang, R.; Cheng, X.; Hou, P.; Ye, Z. Influences of nano-TiO2 on the properties of cement-based materials: Hydration and drying shrinkage. Constr. Build. Mater. 2015, 81, 35–41. [Google Scholar] [CrossRef]
- Samadi, M.; Shah, K.W.; Huseien, G.F.; Lim, N.H.A.S. Influence of glass silica waste nano powder on the mechanical and microstructure properties of alkali-activated mortars. Nanomaterials 2020, 10, 324. [Google Scholar] [CrossRef]
- Khan, N.N.; Saha, A.K.; Sarker, P.K. Reuse of waste glass as a supplementary binder and aggregate for sustainable cement-based construction materials: A review. J. Build. Eng. 2020, 28, 101052. [Google Scholar] [CrossRef]
- Bueno, E.T.; Paris, J.M.; Clavier, K.A.; Spreadbury, C.; Ferraro, C.C.; Townsend, T.G. A review of ground waste glass as a supplementary cementitious material: A focus on alkali-silica reaction. J. Clean. Prod. 2020, 257, 120180. [Google Scholar] [CrossRef]
- Hamzah, H.K.; Joudah, Z.H.; Georgescu, D.P.; Khalid, N.H.A.; Huseien, G.F. Laboratory evaluation of alkali-activated mortars modified with nanosilica from glass bottle wastes. Mater. Today Proc. 2021, 46, 2098–2104. [Google Scholar] [CrossRef]
- Matos, A.M.; Sousa-Coutinho, J. Durability of mortar using waste glass powder as cement replacement. Constr. Build. Mater. 2012, 36, 205–215. [Google Scholar] [CrossRef]
- Larsen, A.W.; Merrild, H.; Christensen, T.H. Recycling of glass: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. 2009, 27, 754–762. [Google Scholar] [CrossRef] [PubMed]
- Mehta, A.; Siddique, R.; Ozbakkaloglu, T.; Shaikh, F.; Belarbi, R. Fly ash and ground granulated blast furnace slag-based alkali-activated concrete: Mechanical, transport and microstructural properties. Constr. Build. Mater. 2020, 257, 119548. [Google Scholar] [CrossRef]
- Thomas, B.S. Green concrete partially comprised of rice husk ash as a supplementary cementitious material—A comprehensive review. Renew. Sustain. Energy Rev. 2018, 82, 3913–3923. [Google Scholar] [CrossRef]
- Nasr, M.; Hussain, T.; Kubba, H.; Shubbar, A. Influence of using high volume fraction of silica fume on mechanical and durability properties of cement mortar. J. Eng. Sci. Technol. 2020, 15, 2494–2506. [Google Scholar]
- De Maeijer, P.K.; Craeye, B.; Snellings, R.; Kazemi-Kamyab, H.; Loots, M.; Janssens, K.; Nuyts, G. Effect of ultra-fine fly ash on concrete performance and durability. Constr. Build. Mater. 2020, 263, 120493. [Google Scholar] [CrossRef]
- Siad, H.; Lachemi, M.; Sahmaran, M.; Mesbah, H.A.; Hossain, K.M.A. Use of recycled glass powder to improve the performance properties of high volume fly ash-engineered cementitious composites. Constr. Build. Mater. 2018, 163, 53–62. [Google Scholar] [CrossRef]
- Schwarz, N.; Cam, H.; Neithalath, N. Influence of a fine glass powder on the durability characteristics of concrete and its comparison to fly ash. Cem. Concr. Compos. 2008, 30, 486–496. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Aboshama, A.Y. Utilization of waste glass powder in the production of cement and concrete. Constr. Build. Mater. 2016, 124, 866–877. [Google Scholar] [CrossRef]
- Jain, K.L.; Sancheti, G.; Gupta, L.K. Durability performance of waste granite and glass powder added concrete. Constr. Build. Mater. 2020, 252, 119075. [Google Scholar] [CrossRef]
- Elaqra, H.; Rustom, R. Effect of using glass powder as cement replacement on rheological and mechanical properties of cement paste. Constr. Build. Mater. 2018, 179, 326–335. [Google Scholar] [CrossRef]
- Deng, Y.; Yan, C.; Zhang, J.; Yin, L.; Liu, S.; Yan, Y. Preparation and mechanical characterization of engineered cementitious composites with high-volume fly ash and waste glass powder. J. Clean. Prod. 2022, 333, 130222. [Google Scholar] [CrossRef]
- Huseien, G.F.; Hamzah, H.K.; Sam, A.R.M.; Khalid, N.H.A.; Shah, K.W.; Deogrescu, D.P.; Mirza, J. Alkali-activated mortars blended with glass bottle waste nano powder: Environmental benefit and sustainability. J. Clean. Prod. 2020, 243, 118636. [Google Scholar] [CrossRef]
- Huseien, G.F.; Shah, K.W. Durability and life cycle evaluation of self-compacting concrete containing fly ash as GBFS replacement with alkali activation. Constr. Build. Mater. 2020, 235, 117458. [Google Scholar] [CrossRef]
- Arowojolu, O.; Fina, J.; Pruneda, A.; Ibrahim, A.; Mahmoud, E. Feasibility study on concrete performance made by partial replacement of cement with nanoglass powder and fly ash. Int. J. Civ. Eng. 2019, 17, 1007–1014. [Google Scholar] [CrossRef]
- Hisseine, O.A.; Tagnit-Hamou, A. Development of ecological strain-hardening cementitious composites incorporating high-volume ground-glass pozzolans. Constr. Build. Mater. 2020, 238, 117740. [Google Scholar] [CrossRef]
- Berry, E.; Hemmings, R.; Cornelius, B. Mechanisms of hydration reactions in high volume fly ash pastes and mortars. Cem. Concr. Compos. 1990, 12, 253–261. [Google Scholar] [CrossRef]
- Aydin, E.; Arel, H.Ş. Characterization of high-volume fly-ash cement pastes for sustainable construction applications. Constr. Build. Mater. 2017, 157, 96–107. [Google Scholar] [CrossRef]
- Yu, J.; Lu, C.; Leung, C.K.; Li, G. Mechanical properties of green structural concrete with ultrahigh-volume fly ash. Constr. Build. Mater. 2017, 147, 510–518. [Google Scholar] [CrossRef]
- Praveenkumar, T.; Vijayalakshmi, M.; Meddah, M. Strengths and durability performances of blended cement concrete with TiO2 nanoparticles and rice husk ash. Constr. Build. Mater. 2019, 217, 343–351. [Google Scholar] [CrossRef]
- Li, H.; Zhang, M.-H.; Ou, J.-P. Abrasion resistance of concrete containing nano-particles for pavement. Wear 2006, 260, 1262–1266. [Google Scholar] [CrossRef]
- Lim, N.H.A.S.; Mohammadhosseini, H.; Tahir, M.; Samadi, M.; Sam, A.R.M. Microstructure and strength properties of mortar containing waste ceramic nanoparticles. Arab. J. Sci. Eng. 2018, 43, 5305–5313. [Google Scholar] [CrossRef]
- Samadi, M.; Huseien, G.F.; Lim, N.H.A.S.; Mohammadhosseini, H.; Alyousef, R.; Mirza, J.; Rahman, A.B.A. Enhanced performance of nano-palm oil ash-based green mortar against sulphate environment. J. Build. Eng. 2020, 32, 101640. [Google Scholar] [CrossRef]
- Kamali, M.; Ghahremaninezhad, A. An investigation into the hydration and microstructure of cement pastes modified with glass powders. Constr. Build. Mater. 2016, 112, 915–924. [Google Scholar] [CrossRef]
- Patil, B.H. Utilization of Waste Glass Powder as a Replacement of Cement in Concrete. Int. J. Res. Eng. Sci. Manag. 2020, 3, 466–468. [Google Scholar]
- Kayali, O.; Ahmed, M.S. Assessment of high volume replacement fly ash concrete—Concept of performance index. Constr. Build. Mater. 2013, 39, 71–76. [Google Scholar] [CrossRef]
- Durán-Herrera, A.; Juárez, C.; Valdez, P.; Bentz, D. Evaluation of sustainable high-volume fly ash concretes. Cem. Concr. Compos. 2011, 33, 39–45. [Google Scholar] [CrossRef]
- Yoon, S.; Monteiro, P.J.; Macphee, D.E.; Glasser, F.P.; Imbabi, M.S.-E. Statistical evaluation of the mechanical properties of high-volume class F fly ash concretes. Constr. Build. Mater. 2014, 54, 432–442. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.C.; Mo, K.H.; Shi, C. A critical review of waste glass powder–Multiple roles of utilization in cement-based materials and construction products. J. Environ. Manag. 2019, 242, 440–449. [Google Scholar] [CrossRef]
- Bostanci, L. Effect of waste glass powder addition on properties of alkali-activated silica fume mortars. J. Build. Eng. 2020, 29, 101154. [Google Scholar] [CrossRef]
- Ren, J.; Lai, Y.; Gao, J. Exploring the influence of SiO2 and TiO2 nanoparticles on the mechanical properties of concrete. Constr. Build. Mater. 2018, 175, 277–285. [Google Scholar] [CrossRef]
- Parghi, A.; Alam, M.S. Physical and mechanical properties of cementitious composites containing recycled glass powder (RGP) and styrene butadiene rubber (SBR). Constr. Build. Mater. 2016, 104, 34–43. [Google Scholar] [CrossRef]
- Kunther, W.; Ferreiro, S.; Skibsted, J. Influence of the Ca/Si ratio on the compressive strength of cementitious calcium-silicate-hydrate binders. J. Mater. Chem. A 2017, 5, 17401–17412. [Google Scholar] [CrossRef] [Green Version]
- Hamzah, H.K.; Huseien, G.F.; Asaad, M.A.; Georgescu, D.P.; Ghoshal, S.; Alrshoudi, F. Effect of waste glass bottles-derived nanopowder as slag replacement on mortars with alkali activation: Durability characteristics. Case Stud. Constr. Mater. 2021, 15, e00775. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | Elements (Weight%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | SO3 | LOT | |
| OPC | 20.4 | 5.2 | 4.2 | 62.4 | 1.6 | 0.01 | 0.2 | 2.1 | 2.4 |
| FA | 57.2 | 28.8 | 3.7 | 5.2 | 1.5 | 0.9 | 0.98 | 0.1 | 0.12 |
| BGWNP | 69.1 | 13.9 | 0.24 | 3.2 | 0.7 | 0.01 | 0.01 | 4.1 | 0.16 |
| Mix Code | Binder, kg/m3 | W/C | River Sand kg/m3 | ||
|---|---|---|---|---|---|
| Cement | FA | BGWNP | |||
| OPC | 460 | 0 | 0 | 253 | 1380 |
| FA60 | 184 | 276 | 0 | 253 | 1380 |
| NPs2 | 180.3 | 270.5 | 9.2 | 253 | 1380 |
| NPs4 | 176.6 | 264.9 | 18.4 | 253 | 1380 |
| NPs6 | 172.9 | 259.6 | 27.6 | 253 | 1380 |
| NPs8 | 169.3 | 253.92 | 36.8 | 253 | 1380 |
| NPs10 | 165.6 | 248.4 | 46 | 253 | 1380 |
| Chemical Compounds | 7 Days | 28 Days | ||||
|---|---|---|---|---|---|---|
| OPC | FA60 | NPs6 | OPC | FA60 | NPs6 | |
| C–S–H gel | 7.9 | 4.9 | 6.8 | 13.8 | 9.7 | 13.3 |
| CH (Portlandite) | 5.4 | 2.9 | 3.3 | 6.4 | 4.2 | 5.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alharbi, Y.R.; Abadel, A.A. Engineering Properties of High-Volume Fly Ash Modified Cement Incorporated with Bottle Glass Waste Nanoparticles. Sustainability 2022, 14, 12459. https://doi.org/10.3390/su141912459
Alharbi YR, Abadel AA. Engineering Properties of High-Volume Fly Ash Modified Cement Incorporated with Bottle Glass Waste Nanoparticles. Sustainability. 2022; 14(19):12459. https://doi.org/10.3390/su141912459
Chicago/Turabian StyleAlharbi, Yousef R., and Aref A. Abadel. 2022. "Engineering Properties of High-Volume Fly Ash Modified Cement Incorporated with Bottle Glass Waste Nanoparticles" Sustainability 14, no. 19: 12459. https://doi.org/10.3390/su141912459