
The Integrated Production-Inventory-Routing Problem with Reverse Logistics and Remanufacturing: A Two-Phase Decomposition Heuristic


Abstract
:1. Introduction
- -
- How can we jointly design and optimize the integrated planning problem of production, inventory, and distribution operations with reverse logistics consideration and remanufacturing option?
- -
- Given the complexity of his problem, would it be possible to solve the medium and large instances? up to what problem sizes can optimal/near-optima solutions be found?
- -
- Finally, how could the aspect of remanufacturing EOL products contribute to the reduction in operational costs and consequently contribute to the economic performance of CLSCs?
- (a)
- It provides a variant of the classical IPIRP with direct and reverse flows as well as remanufacturing option. The direct-reverse distribution with simultaneous pickups and deliveries is now coupled with the Capacitated VRP (CVRP), which has been addressed in the recent IPIRP literature.
- (b)
- The study offers a new mathematical formulation for the IPIRP-R problem with reverse logistics considerations. In contrast to most existing modeling approaches on the IPIRP, the IPIRP-R model covers additional costs related to remanufacturing EOL products at the total cost function level, as well as new constraints related to returns management.
- (c)
- This study designs and implements a modified iterative decomposition heuristic inspired by [5]. To the best of our knowledge, the decomposition heuristic-based algorithm has not been adopted yet to tackle the IPIRP with remanufacturing option.
- (d)
- The study provides extensive computational experiments to assess the efficiency and limits of the proposed solution approach. A set of randomly generated instances were used to test the proposed heuristic against cutting-edge optimization software. According to numerical results on benchmark instances, the decomposition heuristic provides competitive solutions for the smaller instances and is capable of finding good feasible solutions in competitive computational times for the medium instances, which exceed the current capabilities of the solver.
- (e)
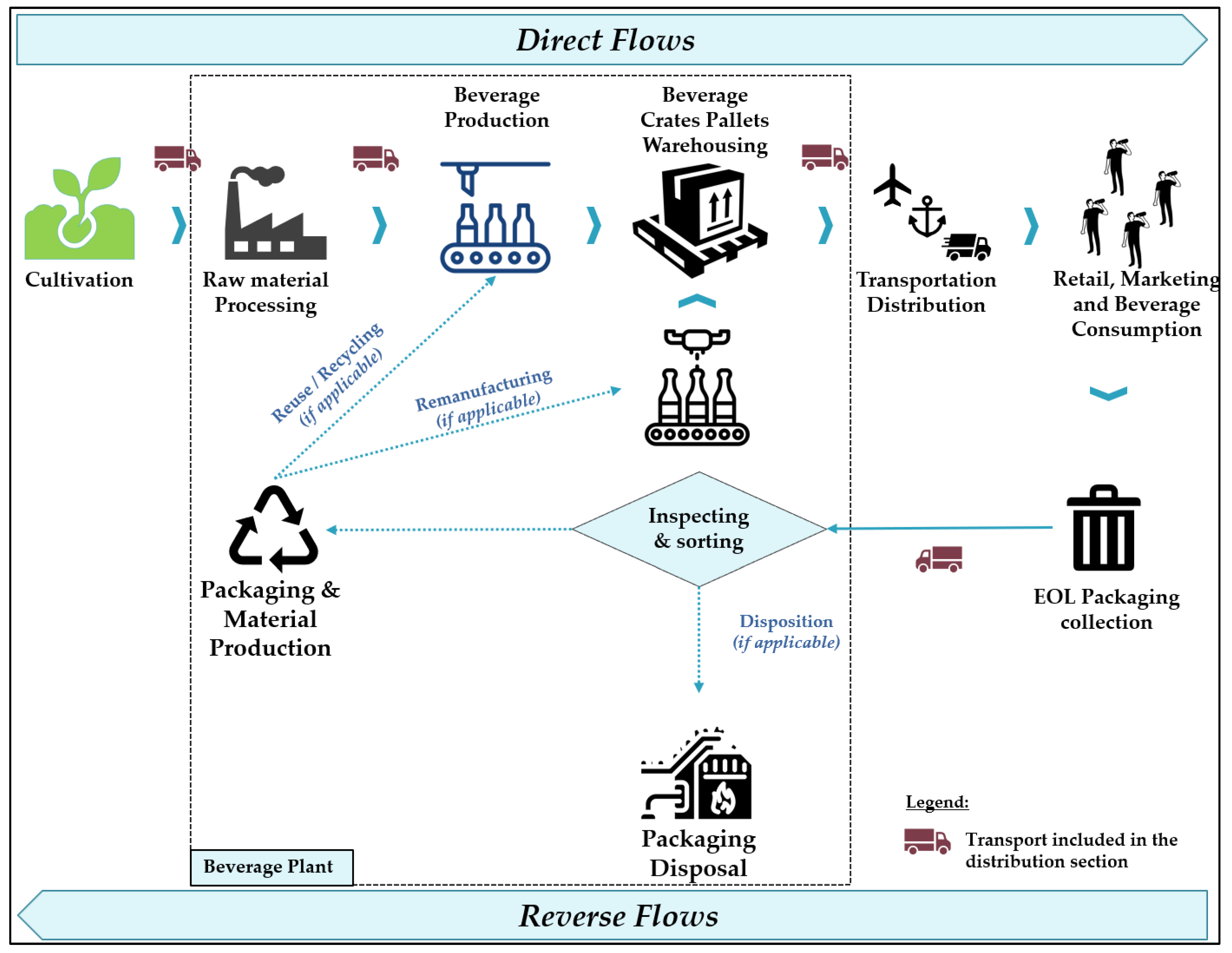
- Finally, this study highlights the effects of remanufacturing parameters on the balance between manufacturing and remanufacturing operations through a sensitivity analysis and relevant management information provided. Possible industrial applications of the solutions outlined in this paper could be, but are not limited to, the production and distribution of newspapers, returnable and reusable packaging products, and beverage and perishable products industries.
2. Related Literature
3. Problem Description
- When and how many items should be manufactured;
- When and how many items should be remanufactured;
- When and how many items to hold at both serviceables and returns inventories;
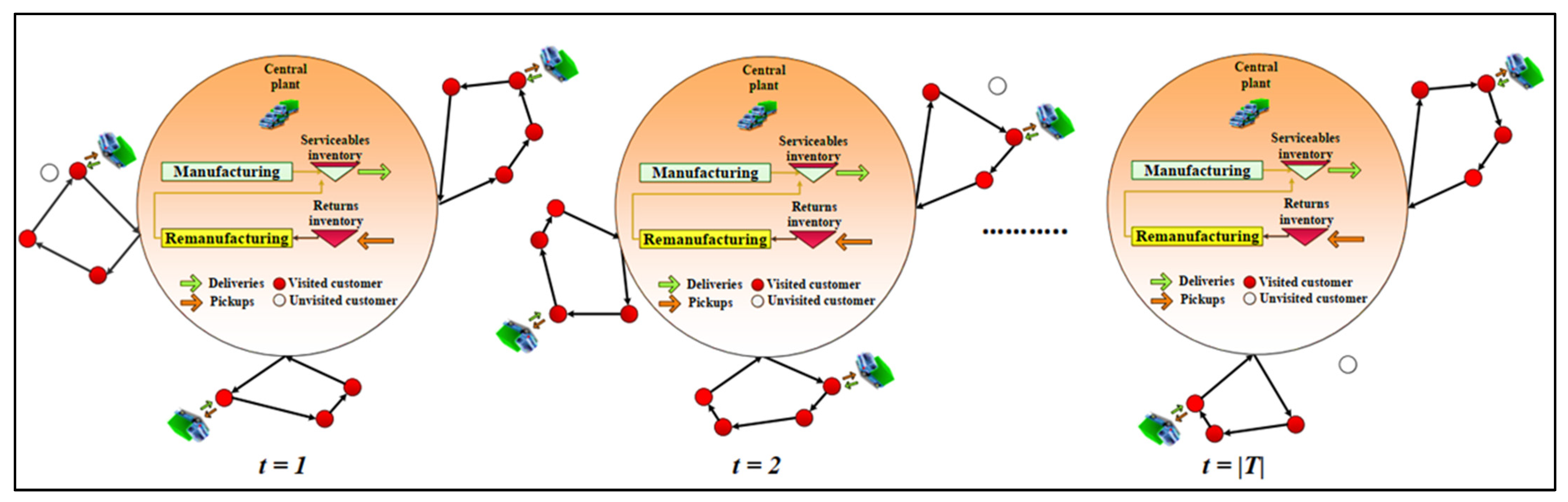
- How to organize the vehicles tours visits to simultaneously perform delivery and pickup from customers.
4. Mathematical Formulation for the IPIRP-R
- (a)
- Indexing sets
| : | set of nodes, with , where node denotes the central plant; |
| : | set of customers, with is indexed by and ; |
| : | set of planning horizon periods, with is indexed by ; |
| : | set of fleet vehicles, with is indexed by . |
- (b)
- Parameters
| : | unit cost of manufacturing a serviceable product; |
| : | fixed setup cost for manufacturing; |
| : | unit cost of holding new manufactured product at serviceables inventory; |
| : | manufacturing system’s maximum production rate at period ; |
| : | serviceable inventory’s maximum stock level at ; |
| : | cost per unit for remanufacturing an EOL-returned product; |
| : | fixed setup cost for remanufacturing; |
| : | cost per stocking unit of returned EOL products in returns inventory; |
| : | remanufacturing system’s maximum production rate at period ; |
| : | returns inventory’s maximum stock level at period ; |
| : | initial stock level of serviceables inventory; |
| : | initial stock level of returns inventory; |
| : | delivery demand of customer at period ; |
| : | pickup demand of customer at period ; |
| : | remanufacturing rate satisfying ; |
| : | capacity of each vehicle; |
| : | fixed cost of using a vehicle; |
| : | transportation costs over arc (assume and ). |
- (c)
- Decision variables
| : | amount of new products manufactured in period ; |
| : | 0–1 variable which equals 1, if manufacturing occurs at period (), 0 otherwise; |
| : | serviceable inventory’s level at the end of period ; |
| : | amount of remanufactured products in period ; |
| : | 0–1 variable which equals 1, if remanufacturing occurs at period (), 0 otherwise; |
| : | returns inventory’s level at the end of period ; |
| : | demand delivered to node and transported in arc at period ; |
| : | demand collected from node and transported in arc at period ; |
| : | binary variable which is 1 or 0 depending on whether vehicle reaches node after node during period . |
- (d)
- Objective function and constraints
5. Solution Approach
5.1. Overview
| Algorithm 1. Optimization method—A Decomposition heuristic for the IPIRP-R |
| Inputs: ; Output: 1: // Parameters Initialization 2: ; ; ; ; 3: 4: Repeat 5: Repeat 6: Solve the restricted CLSP-R model and get , ; 7: Solve the restricted VRPSPD model for all , , such as: =1 8: // Update the solution and parameters if necessary 9: If then 10: ; 11: ; 12: Else 13: ; 14: End If 15: Update approximate visiting costs using Algorithm 2; 16: Until 17: Diversification; 18: ; 19: Until ≥ 20: Return |
5.2. First Phase: A Restricted Capacitated Lot-Sizing Problem with Remanufacturing Model
- (a)
- Parameter
| : | approximate visiting cost for serving customer from the central plant by vehicle in period ; |
- (a)
- Decision variables:
| : | binary variable which equals 1, if vehicle is selected to be used in period , 0 otherwise; |
| : | binary variable which equals 1, if customer is served by vehicle in period , 0 otherwise; |
| : | quantity of new products delivered to customer visited by the vehicle in period ; |
| : | quantity of returned products collected from customer visited by the vehicle in period ; |
- Maximum inventory capacity limits constraints (4)–(5);
- Manufacturing and remanufacturing capacity constraints (6)–(7);
5.3. Second Phase: A Restricted VRP with Simultaneous Pickup and Delivery MODEL
5.4. Updating Visiting Costs
| Algorithm 2. Update approximate visit costs |
| 1: For all and do 2: For all do 3: If then 4: ( 5: Else 6: 7: End If 8: End For 9: End For |
5.5. Diversification Mechanism
6. Computational Study
6.1. Instances Generation
6.2. Algorithm Parameters Setting
6.3. Computational Results
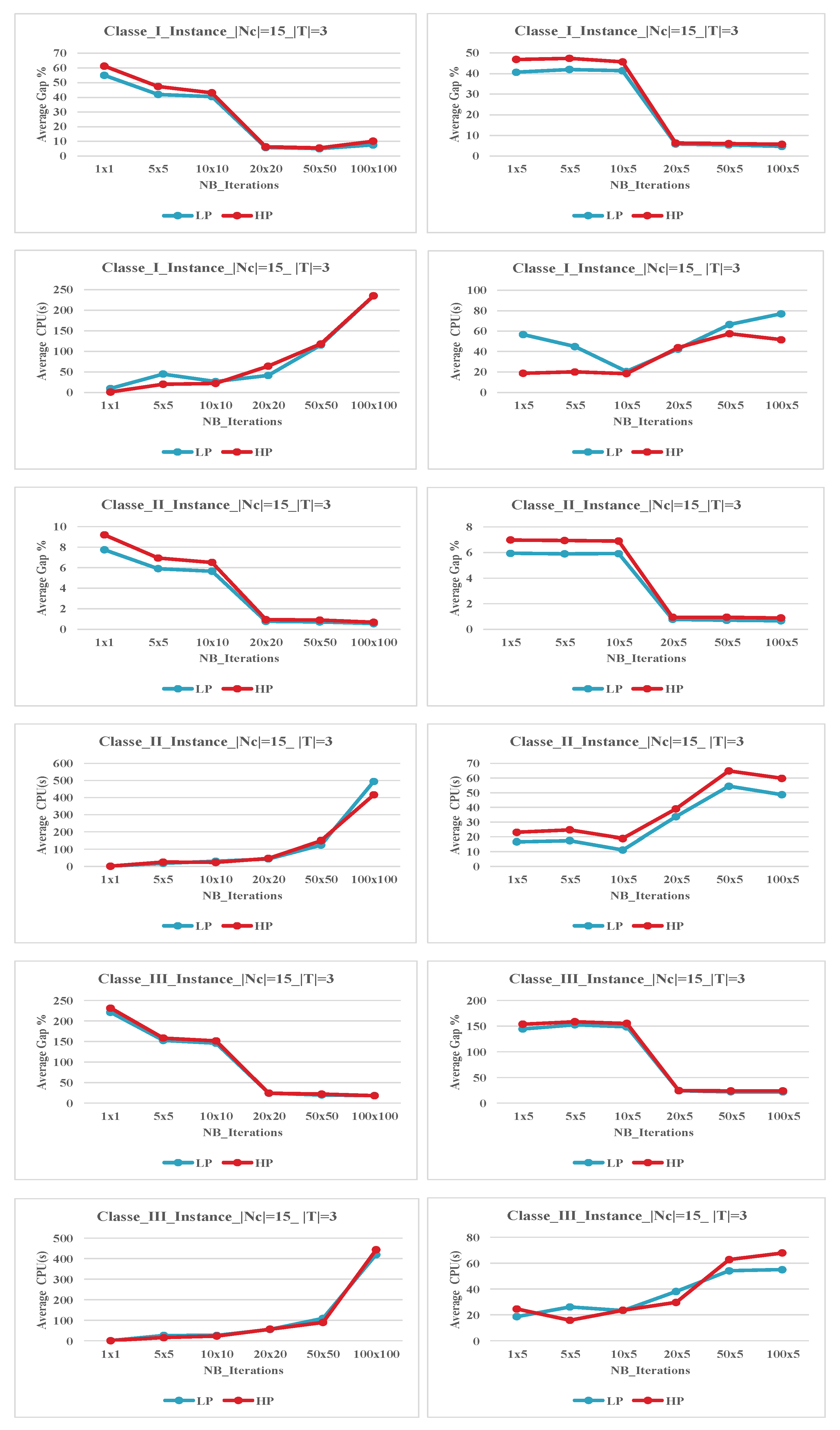
6.3.1. Performance Assessment of CST Heuristic on Random Instances
6.3.2. Sensitivity Analysis
7. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Adulyasak, Y.; Cordeau, J.F.; Jans, R. Formulations and branch-and-cut algorithms for multivehicle production and inventory routing problems. INFORMS J. Comput. 2014, 26, 103–120. [Google Scholar] [CrossRef]
- Avci, M.; Yildiz, S.T. A matheuristic solution approach for the production routing problem with visit spacing policy. Eur. J. Oper. Res. 2019, 279, 572–588. [Google Scholar] [CrossRef]
- Chekoubi, Z.; Trabelsi, W.; Sauer, N. The integrated production-inventory-routing problem in the context of reverse logistics: The case of collecting and remanufacturing of EOL products. In Proceedings of the 2018 4th International Conference on Optimization and Applications (ICOA), Mohammedia, Morocco, 26–27 April 2018. [Google Scholar] [CrossRef] [Green Version]
- Chekoubi, Z.; Sauer, N.; Trabelsi, W. The Integrated Production-Inventory-Routing Problem of EOL Products with Simultaneous Delivery and Pickup. In Proceedings of the 7th IEEE International Conference on Advanced Logistics and Transport (ICALT), Marrakech, Morocco, 14–16 June 2019. [Google Scholar]
- Absi, N.; Archetti, C.; Dauzère-Pérès, S.; Feillet, D. A two-phase iterative heuristic approach for the production routing problem. Transp. Sci. 2015, 49, 784–795. [Google Scholar] [CrossRef] [Green Version]
- Chandra, P. A dynamic distribution model with warehouse and customer replenishment requirements. J. Oper. Res. Soc. 1993, 44, 681–692. [Google Scholar] [CrossRef]
- Li, Y.; Chu, F.; Chu, C.; Zhu, Z. An efficient three-level heuristic for the large-scaled multi-product production routing problem with outsourcing. Eur. J. Oper. Res. 2019, 272, 914–927. [Google Scholar] [CrossRef]
- Chandra, P.; Fisher, M.L. Coordination of production and distribution planning. Eur. J. Oper. Res. 1994, 72, 503–517. [Google Scholar] [CrossRef]
- Miranda, P.L.; Cordeau, J.-F.; Ferreira, D.; Jans, R.; Morabito, R. A decomposition heuristic for a rich production routing problem. Comput. Oper. Res. 2018, 98, 211–230. [Google Scholar] [CrossRef]
- Brown, G.; Keegan, J.; Vigus, B.; Wood, K. The Kellogg Company optimizes production, inventory, and distribution. Interfaces 2001, 31, 1–15. [Google Scholar] [CrossRef]
- Thomas, D.J.; Griffin, P.M. Coordinated supply chain management. Eur. J. Oper. Res. 1996, 94, 1–15. [Google Scholar] [CrossRef]
- Bard, J.F.; Nananukul, N. The integrated production-inventory-distribution-routing problem. J. Sched. 2009, 12, 257–280. [Google Scholar] [CrossRef]
- Qiu, Y.; Ni, M.; Wang, L.; Li, Q.; Fang, X.; Pardalos, P.M. Production routing problems with reverse logistics and remanufacturing. Transp. Res. Part E Logist. Transp. Rev. 2018, 111, 87–100. [Google Scholar] [CrossRef]
- Lei, L.; Liu, S.; Ruszczynski, A.; Park, S. On the integrated production, inventory, and distribution routing problem. IIE Trans. Inst. Ind. Eng. 2006, 38, 955–970. [Google Scholar] [CrossRef] [Green Version]
- Miranda, P.L.; Morabito, R.; Ferreira, D. Mixed integer formulations for a coupled lot-scheduling and vehicle routing problem in furniture settings. INFOR 2019, 57, 563–596. [Google Scholar] [CrossRef]
- Solyalı, O.; Süral, H. A multi-phase heuristic for the production routing problem. Comput. Oper. Res. 2017, 87, 114–124. [Google Scholar] [CrossRef]
- Brahimi, N.; Aouam, T. Multi-item production routing problem with backordering: A MILP approach. Int. J. Prod. Res. 2016, 54, 1–18. [Google Scholar] [CrossRef]
- Vahdani, B.; Niaki, S.T.A.; Aslanzade, S. Production-inventory-routing coordination with capacity and time window constraints for perishable products: Heuristic and meta-heuristic algorithms. J. Clean. Prod. 2017, 161, 598–618. [Google Scholar] [CrossRef]
- Alkaabneh, F.; Diabat, A.; Gao, H.O. Benders decomposition for the inventory vehicle routing problem with perishable products and environmental costs. Comput. Oper. Res. 2020, 113, 104751. [Google Scholar] [CrossRef]
- Alkaabneh, F.M.; Lee, J.; Gómez, M.I.; Gao, H.O. A systems approach to carbon policy for fruit supply chains: Carbon tax, technology innovation, or land sparing? Sci. Total Environ. 2021, 767, 144211. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Sundaramoorthy, A.; Grossmann, I.E.; Pinto, J.M. Multiscale production routing in multicommodity supply chains with complex production facilities. Comput. Oper. Res. 2017, 79, 207–222. [Google Scholar] [CrossRef]
- Archetti, C.; Bertazzi, L.; Paletta, G.; Speranza, M.G. Analysis of the maximum level policy in a production-distribution system. Comput. Oper. Res. 2011, 38, 1731–1746. [Google Scholar] [CrossRef]
- Darvish, M.; Archetti, C.; Coelho, L.C. Trade-offs between environmental and economic performance in production and inventory-routing problems. Int. J. Prod. Econ. 2019, 217, 269–280. [Google Scholar] [CrossRef]
- Qiu, Y.; Qiao, J.; Pardalos, P.M. A branch-and-price algorithm for production routing problems with carbon cap-and-trade. Omega 2017, 68, 49–61. [Google Scholar] [CrossRef]
- Bard, J.F.; Nananukul, N. Heuristics for a multiperiod inventory routing problem with production decisions. Comput. Ind. Eng. 2009, 57, 713–723. [Google Scholar] [CrossRef]
- Bard, J.F.; Nananukul, N. A branch-and-price algorithm for an integrated production and inventory routing problem. Comput. Oper. Res. 2010, 37, 2202–2217. [Google Scholar] [CrossRef]
- Fumero, F.; Vercellis, C. Synchronized development of production, inventory, and distribution schedules. Transp. Sci. 1999, 33, 330–340. [Google Scholar] [CrossRef]
- Adulyasak, Y.; Cordeau, J.-F.; Jans, R. Benders decomposition for production routing under demand uncertainty. Oper. Res. 2015, 63, 851–867. [Google Scholar] [CrossRef] [Green Version]
- Moin, N.H.; Yuliana, T. Three-Phase Methodology Incorporating Scatter Search for Integrated Production, Inventory, and Distribution Routing Problem. Math. Probl. Eng. 2015, 2015, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Adulyasak, Y.; Cordeau, J.-F.; Jans, R. The production routing problem: A review of formulations and solution algorithms. Comput. Oper. Res. 2015, 55, 141–152. [Google Scholar] [CrossRef]
- Ydulyasak, Y.; Cordeau, J.-F.; Jans, R. Optimization-based adaptive large neighborhood search for the production routing problem. Transp. Sci. 2014, 48, 20–45. [Google Scholar] [CrossRef]
- Kumar, R.S.; Kondapaneni, K.; Dixit, V.; Goswami, A.; Thakur, L.; Tiwari, M. Multi-objective modeling of production and pollution routing problem with time window: A self-learning particle swarm optimization approach. Comput. Ind. Eng. 2016, 99, 29–40. [Google Scholar] [CrossRef]
- Armentano, V.; Shiguemoto, A.; Løkketangen, A. Tabu search with path relinking for an integrated productiondistribution problem. Comput. Oper. Res. 2011, 38, 1199–1209. [Google Scholar] [CrossRef] [Green Version]
- Calvete, H.I.; Galé, C.; Oliveros, M.-J. Bilevel model for productiondistribution planning solved by using ant colony optimization. Comput. Oper. Res. 2011, 38, 320–327. [Google Scholar] [CrossRef]
- Boudia, M.; Prins, C. A memetic algorithm with dynamic population management for an integrated production-distribution problem. Eur. J. Oper. Res. 2009, 195, 703–715. [Google Scholar] [CrossRef]
- Van Buer, M.G.; Woodruff, D.L.; Olson, R.T. Solving the medium newspaper production/distribution problem. Eur. J. Oper. Res. 1999, 115, 237–253. [Google Scholar] [CrossRef]
- Díaz-Madroñero, M.; Peidro, D.; Mula, J. A review of tactical optimization models for integrated production and transport routing planning decisions. Comput. Ind. Eng. 2015, 88, 518–535. [Google Scholar] [CrossRef]
- Iassinovskaia, G.; Limbourg, S.; Riane, F. The inventory-routing problem of returnable transport items with time windows and simultaneous pickup and delivery in closed-loop supply chains. Int. J. Prod. Econ. 2017, 183, 570–582. [Google Scholar] [CrossRef] [Green Version]
- Miranda, P.L.; Morabito, R.; Ferreira, D. Optimization model for a production, inventory, distribution and routing problem in small furniture companies. TOP 2018, 26, 1–38. [Google Scholar] [CrossRef]
- Russell, R.A. Mathematical programming heuristics for the production routing problem. Int. J. Prod. Econ. 2017, 193, 40–49. [Google Scholar] [CrossRef]
- Boudia, M.; Louly, M.; Prins, C. A reactive GRASP and path relinking for a combined production-distribution problem. Comput. Oper. Res. 2007, 34, 3402–3419. [Google Scholar] [CrossRef]
- Savaskan, R.C.; Bhattacharya, S.; Van Wassenhove, L.N. Closed-Loop Supply Chain Models with Product Remanufacturing. Manage. Sci. 2004, 50, 239–252. [Google Scholar] [CrossRef] [Green Version]
- DeCroix, G.A. Optimal policy for a multiechelon inventory system with remanufacturing. Oper. Res. 2006, 54, 532–543. [Google Scholar] [CrossRef] [Green Version]
- Geyer, R.; Van Wassenhove, L.N.; Atasu, A. The economics of remanufacturing under limited component durability and finite product life cycles. Manage. Sci. 2007, 53, 88–100. [Google Scholar] [CrossRef] [Green Version]
- Atasu, A.; Sarvary, M.; Van Wassenhove, L.N. Remanufacturing as a marketing strategy. Manage. Sci. 2008, 54, 1731–1746. [Google Scholar] [CrossRef] [Green Version]
- Manouchehri, F.; Nookabadi, A.S.; Kadivar, M. Production routing in perishable and quality degradable supply chains. Heliyon 2020, 6, e03376. [Google Scholar] [CrossRef]
- Battarra, M.; Cordeau, J.-F.; Iori, M. Chapter 6: Pickup-and-Delivery Problems for Goods Transportation. In Vehicle Routing; Society for Industrial and Applied Mathematics: Philadelphia, PA, USA, 2014; pp. 161–191. [Google Scholar] [CrossRef]
- Subramanian, A.; Uchoa, E.; Pessoa, A.A.; Ochi, L.S. Branch-cut-and-price for the vehicle routing problem with simultaneous pickup and delivery. Optim. Lett. 2013, 7, 1569–1581. [Google Scholar] [CrossRef]
- Qu, Y.; Bard, J.F. A branch-and-price-and-cut algorithm for heterogeneous pickup and delivery problems with configurable vehicle capacity. Transp. Sci. 2015, 49, 254–270. [Google Scholar] [CrossRef]
- Çetinkaya, S.; Üster, H.; Easwaran, G.; Keskin, B.B. An integrated outbound logistics model for frito-lay: Coordinating aggregate-level production and distribution decisions. Interfaces 2009, 39, 460–475. [Google Scholar] [CrossRef]
- Neves-Moreira, F.; Almada-Lobo, B.; Cordeau, J.-F.; Guimarães, L.; Jans, R. Solving a large multi-product production-routing problem with delivery time windows. Omega 2019, 86, 154–172. [Google Scholar] [CrossRef]
- Qiu, Y.; Wang, L.; Xu, X.; Fang, X.; Pardalos, P.M. A variable neighborhood search heuristic algorithm for production routing problems. Appl. Soft Comput. J. 2018, 66, 311–318. [Google Scholar] [CrossRef]
- Schenekemberg, C.M.; Scarpin, C.T.; Pécora, J.E.; Guimarães, T.A.; Coelho, L.C. The two-echelon production-routing problem. Eur. J. Oper. Res. 2020, 288, 436–449. [Google Scholar] [CrossRef]
- Marchetti, P.A.; Gupta, V.; Grossmann, I.E.; Cook, L.; Valton, P.-M.; Singh, T.; Li, T.; André, J. Simultaneous production and distribution of industrial gas supply-chains. Comput. Chem. Eng. 2014, 69, 39–58. [Google Scholar] [CrossRef]
- Zamarripa, M.; Marchetti, P.A.; Grossmann, I.E.; Singh, T.; Lotero, I.; Gopalakrishnan, A.; Besancon, B.; André, J. Rolling Horizon Approach for Production-Distribution Coordination of Industrial Gases Supply Chains. Ind. Eng. Chem. Res. 2016, 55, 2646–2660. [Google Scholar] [CrossRef]
- Hurter, A.; Van Buer, M. The Newspaper Production/Distribution Problem. J. Bus. Logist. 1996, 17, 85–107. [Google Scholar]
- Russell, R.; Chiang, W.-C.; Zepeda, D. Integrating multi-product production and distribution in newspaper logistics. Comput. Oper. Res. 2008, 35, 1576–1588. [Google Scholar] [CrossRef]
- Chiang, W.-C.; Russell, R.; Xu, X.; Zepeda, D. A simulation/metaheuristic approach to newspaper production and distribution supply chain problems. Int. J. Prod. Econ. 2009, 121, 752–767. [Google Scholar] [CrossRef]
- Aydinel, M.; Sowlati, T.; Cerda, X.; Cope, E.; Gerschman, M. Optimization of production allocation and transportation of customer orders for a leading forest products company. Math. Comput. Model. 2008, 48, 1158–1169. [Google Scholar] [CrossRef]
- Troncoso, J.J.; Garrido, R.A. Forestry production and logistics planning: An analysis using mixed-integer programming. For. Policy Econ. 2005, 7, 625–633. [Google Scholar] [CrossRef]
- Zeddam, B.; Belkaid, F.; Bennekrouf, M. Bi-objective optimization for the Production-Routing problem Cost vs. Environment with energy consideration. In Proceedings of the 2019 International Conference on Advanced Electrical Engineering (ICAEE), Algiers, Algeria, 19–21 November 2019. [Google Scholar] [CrossRef]
- Nouiri, M.; Bekrar, A.; Trentesaux, D. An energy-efficient scheduling and rescheduling method for production and logistics systems. Int. J. Prod. Res. 2020, 58, 3263–3283. [Google Scholar] [CrossRef]
- Fang, X.; Du, Y.; Qiu, Y. Reducing carbon emissions in a closed-loop production routing problem with simultaneous pickups and deliveries under carbon cap-and-trade. Sustainability 2017, 9, 2198. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Alshraideh, H.; Diabat, A. A stochastic reverse logistics production routing model with environmental considerations. Ann. Oper. Res. 2018, 271, 1023–1044. [Google Scholar] [CrossRef]
- Shuang, Y.; Diabat, A.; Liao, Y. A stochastic reverse logistics production routing model with emissions control policy selection. Int. J. Prod. Econ. 2019, 213, 201–216. [Google Scholar] [CrossRef]
- Ghasemkhani, A.; Tavakkoli-Moghaddam, R.; Shahnejat-Bushehri, S.; Momen, S. An integrated production inventory routing problem for multi perishable products with fuzzy demands and time windows. IFAC-PapersOnLine 2019, 52, 523–528. [Google Scholar] [CrossRef]
- Boudia, M.; Louly, M.A.O.; Prins, C. Fast heuristics for a combined production planning and vehicle routing problem. Prod. Plan. Control 2008, 19, 85–96. [Google Scholar] [CrossRef]
- Shiguemoto, A.L.; Armentano, V.A. A tabu search procedure for coordinating production, inventory and distribution routing problems. Int. Trans. Oper. Res. 2010, 17, 179–195. [Google Scholar] [CrossRef]
- Agra, A.; Requejo, C.; Rodrigues, F. An adjustable sample average approximation algorithm for the stochastic production-inventory-routing problem. Networks 2018, 72, 5–24. [Google Scholar] [CrossRef]
- Chitsaz, M.; Cordeau, J.-F.; Jans, R. A unified decomposition matheuristic for assembly, production, and inventory routing. INFORMS J. Comput. 2019, 31, 134–152. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Application areas | Food industry | [19,20,50,51] | ||
| Supply Chain and logistics | [5,16,52] | |||
| Process industries | Petrochemistry | [53] | ||
| Gas production | [54,55] | |||
| Furniture production | [9,39] | |||
| Newspaper production/ distribution | [36,56,57,58] | |||
| Forest production | [59,60] | |||
| Emerging issues | Sustainable supply chains | Carbon emissions | [23,32] | |
| Energy efficiency | [61,62] | |||
| Carbon emissions regulation policies | [19,20,24,63] | |||
| Reverse logistics | [3,4,13,63,64,65] | |||
| Perishability of products | [19,20,46,66] | |||
| Reference | Production | Inventory | Distribution | RL | Solution Method | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| #Plants | #Product | Rem. | Policy | Cap. | Fleet | #Vehicle | Type | Approach | ||
| [6] | Single | Multiple | ML | Hom. | Unlimited | H | Decomposition | |||
| [8] | Single | Multiple | ML | Hom. | Unlimited | H | Decomposition | |||
| [27] | Single | Multiple | ML | Hom. | Limited | H | Lagrangian relaxation | |||
| [36] | Single | Multiple | Hom. | Multiple | H | Genetic algorithms | ||||
| [14] | Multiple | Single | ML | ✓ | Het. | Multiple | H | Decomposition | ||
| [41] | Single | Single | ML | ✓ | Hom. | Multiple | H | GRASP | ||
| [67] | Single | Single | ML | ✓ | Hom. | Multiple | H | Decomposition | ||
| [35] | Single | Single | ML | ✓ | Hom. | Multiple | H | Memetic | ||
| [25] | Single | Single | ML | ✓ | Hom. | Multiple | H | Tabu Search | ||
| [12,26] | Single | Single | ML | ✓ | Hom. | Multiple | H | Branch-and-price (B&P) | ||
| [68] | Single | Multiple | ML | Hom. | Multiple | H | Tabu Search | |||
| [33] | Single | Multiple | ML | ✓ | Hom. | Single | H | Tabu Search | ||
| [22] | Single | Single | ML/OU | ✓ | Hom. | Single | E/H | B&C/Decomposition iterative MIP based heuristic | ||
| [34] | Multiple | Multiple | Hom. | Multiple | H | Ant Colony Optimization (ACO) | ||||
| [31] | Single | Single | ML | ✓ | Hom. | Multiple | H | ALNS | ||
| [1] | Single | Single | ML/OU | ✓ | Hom. | Multiple | E/H | B&C/ALNS | ||
| [5] | Single | Single | ML | ✓ | Hom. | Multiple | H | Decomposition iterative MIP based heuristic | ||
| [28] | Single | Single | ML | ✓ | Hom. | Multiple | E | Benders-based B&C | ||
| [29] | Single | Single | ML /OU | ✓ | Hom. | Multiple | H | Recherche de dispersion | ||
| [17] | Single | Multiple | ML | ✓ | Hom. | Single | H | Relax and Fix | ||
| [32] | Single | Single | ML | ✓ | Hom. | Multiple | H | Particle Swarm Optimization (PSO) | ||
| [24] | Single | Single | ML | ✓ | Hom. | Single | H | B&P | ||
| [21] | Multiple | Multiple | ML | ✓ | Hom. | Multiple | H | Decomposition iterative MIP based heuristic | ||
| [16] | Single | Single | ML | ✓ | Hom. | Multiple | H | Decomposition iterative MIP based heuristic | ||
| [40] | Single | Single | ML | ✓ | Hom. | Multiple | H | Decomposition iterative MIP based heuristic | ||
| [69] | Single | Single | ML | ✓ | Hom. | Multiple | H | Simulated annealing algorithm | ||
| [3] | Single | Single | ✓ | ✓ | Hom. | Single | ✓ | E | MILP | |
| [13] | Multiple | Single | ✓ | ML | ✓ | Het. | Multiple | ✓ | E | B&C guided search |
| [9] | Single | Multiple | Het. | Multiple | E | Decomposition iterative MIP based heuristic | ||||
| [39] | Single | Multiple | Hom. | Single | H | Relax and Fix | ||||
| [15] | Single | Multiple | Het. | Multiple | E | MILP | ||||
| [23] | Single | Single | ML | ✓ | Hom. | Single | E | B&B | ||
| [7] | Single | Multiple | ML | ✓ | Hom. | Multiple | H | Three-level decomposition MIP-based heuristic | ||
| [70] | Multiple | Multiple | ML | ✓ | Hom. | Multiple | H | Three-phase decomposition MIP-based heuristic | ||
| [4] | Single | Single | ✓ | ✓ | Hom. | Multiple | ✓ | E | MILP | |
| Our study | Single | Single | ✓ | ✓ | Hom. | Multiple | ✓ | H | Two-phase decomposition MIP based heuristic | |
| Parameter | Possible Values |
|---|---|
| Time horizon | |
| Number of costumers | , with |
| Delivery demand of customer at period , | Integer number randomly generated in the range [5, 30] |
| Pickup demand of customer at period , |
|
| Manufacturing system’s maximum production rate at period , | |
| Remanufacturing system’s maximum production rate at period , | |
| Serviceable inventory’s maximum stock level , | |
| Initial stock level of serviceables inventory, | |
| Initial stock level of returns inventory | |
| Unit cost of manufacturing a serviceable product, | |
| Unit cost of holding new manufactured product at serviceables inventory, | |
| Unitary production cost of a new remanufactured product, | where |
| Unitary inventory holding cost for return product, | |
| Fixed manufacturing setup cost, | |
| Fixed remanufacturing setup cost, | |
| Remanufacturing rate, | |
| Transportation cost, | , where each coordinate is randomly generated as an integer number in the interval [0, 500] to obtain the points and |
| Transportation capacity, | |
| Vehicle fixed cost for using a vehicle, | |
| Maximum number of vehicles over the planning horizon, |
| Low Pickups | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| CPLEX Results | CST Results | ||||||||
| 5 | 3 | 4 | 0 | 1 | - | 22 | 1 | - | 1 |
| 6 | 4 | 0 | 132 | - | 10 | 1 | - | 1 | |
| 10 | 3 | 2 | 2 | 8 | 0 | 27 | 1 | 1 | 1 |
| 6 | 2 | 2 | 210 | 0 | 22 | 2 | 2 | 1 | |
| 15 | 3 | 0 | 4 | - | 0 | 49 | - | 1 | 1 |
| 6 | 0 | 4 | - | 0 | 24 | - | 1 | 1 | |
| 20 | 3 | 0 | 4 | - | 0 | 28 | - | 1 | 1 |
| 6 | 0 | 4 | - | 0 | 28 | - | 1 | 1 | |
| 35 | 3 | 0 | 1 | - | 0 | 57 | - | 1 | 0 |
| 6 | 0 | 4 | - | 0 | 23 | - | 9 | 6 | |
| 50 | 3 | 0 | 0 | - | - | 105 | - | - | - |
| 6 | 0 | 2 | - | 0 | 29 | - | 8 | −8 | |
| Min | 1 | 0 | 10 | 1 | 1 | −8 | |||
| Max | 210 | 0 | 105 | 2 | 9 | 6 | |||
| Average | 81 | 0 | 35 | 1 | 3 | 1 | |||
| High Pickups | |||||||||
| CPLEX Results | CST Results | ||||||||
| 5 | 3 | 4 | 0 | 0 | - | 40 | 1 | - | 1 |
| 6 | 4 | 0 | 2 | - | 21 | 1 | - | 1 | |
| 10 | 3 | 3 | 1 | 26 | 0 | 27 | 1 | 1 | 1 |
| 6 | 3 | 1 | 259 | 0 | 20 | 2 | 2 | 2 | |
| 15 | 3 | 1 | 3 | 319 | 0 | 60 | 1 | 1 | 1 |
| 6 | 0 | 4 | - | 0 | 29 | - | 2 | 2 | |
| 20 | 3 | 0 | 4 | - | 0 | 36 | - | 1 | 1 |
| 6 | 0 | 4 | - | 0 | 46 | - | 1 | 1 | |
| 35 | 3 | 0 | 0 | - | - | 65 | - | - | - |
| 6 | 0 | 4 | - | 0 | 24 | - | 11 | 9 | |
| 50 | 3 | 0 | 1 | - | 0 | 117 | - | 1 | −2 |
| 6 | 0 | 3 | - | 0 | 38 | - | 10 | −12 | |
| Min | 0 | 0 | 20 | 1 | 1 | −12 | |||
| Max | 319 | 0 | 117 | 2 | 11 | 9 | |||
| Average | 79 | 0 | 44 | 1 | 4 | 1 | |||
| Low Pickups | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| CPLEX Results | CST Results | ||||||||
| 5 | 3 | 4 | 0 | 0 | - | 30 | 9 | - | 9 |
| 6 | 4 | 0 | 2 | - | 11 | 6 | - | 6 | |
| 10 | 3 | 2 | 2 | 4 | 0 | 30 | 6 | 5 | 4 |
| 6 | 4 | 0 | 48 | - | 28 | 11 | - | 11 | |
| 15 | 3 | 1 | 3 | 312 | 0 | 77 | 3 | 6 | 5 |
| 6 | 0 | 4 | - | 0 | 18 | - | 9 | 9 | |
| 20 | 3 | 1 | 3 | 204 | 0 | 37 | 8 | 9 | 6 |
| 6 | 0 | 4 | - | 0 | 38 | - | 7 | 5 | |
| 35 | 3 | 0 | 0 | - | - | 61 | - | - | - |
| 6 | 0 | 4 | - | 0 | 170 | - | 25 | −3 | |
| 50 | 3 | 0 | 1 | - | 0 | 188 | - | 5 | −14 |
| 6 | 0 | 2 | - | 0 | 323 | - | 5 | −20 | |
| Min | 0 | 0 | 11 | 3 | 5 | −20 | |||
| Max | 312 | 0 | 323 | 11 | 25 | 11 | |||
| Average | 45 | 0 | 84 | 8 | 10 | 6 | |||
| High Pickups | |||||||||
| CPLEX Results | CST Results | ||||||||
| 5 | 3 | 4 | 0 | 0 | - | 30 | 10 | - | 10 |
| 6 | 4 | 0 | 1 | - | 19 | 8 | - | 8 | |
| 10 | 3 | 2 | 2 | 2 | 0 | 26 | 6 | 5 | 4 |
| 6 | 4 | 0 | 44 | - | 21 | 14 | - | 14 | |
| 15 | 3 | 1 | 3 | 229 | 0 | 52 | 4 | 7 | 6 |
| 6 | 0 | 4 | - | 0 | 32 | - | 11 | 11 | |
| 20 | 3 | 0 | 4 | - | 0 | 43 | - | 9 | 7 |
| 6 | 0 | 4 | - | 0 | 34 | - | 8 | 6 | |
| 35 | 3 | 0 | 0 | - | - | 59 | - | - | - |
| 6 | 0 | 4 | - | 0 | 254 | - | 7 | −15 | |
| 50 | 3 | 0 | 2 | - | 0 | 158 | - | 6 | −20 |
| 6 | 0 | 2 | - | 0 | 296 | - | 7 | −32 | |
| Min | 0 | 0 | 19 | 4 | 5 | −32 | |||
| Max | 229 | 0 | 296 | 14 | 11 | 14 | |||
| Average | 28 | 0 | 85 | 9 | 8 | 8 | |||
| Low Pickups | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| CPLEX Results | CST Results | ||||||||
| 5 | 3 | 4 | 0 | 0 | - | 10 | 37 | - | 37 |
| 6 | 4 | 0 | 3 | - | 10 | 28 | - | 28 | |
| 10 | 3 | 2 | 2 | 4 | 0 | 10 | 21 | 24 | 20 |
| 6 | 4 | 0 | 24 | - | 9 | 44 | - | 44 | |
| 15 | 3 | 1 | 3 | 276 | 0 | 55 | 16 | 26 | 24 |
| 6 | 0 | 4 | - | 0 | 3 | - | 186 | 181 | |
| 20 | 3 | 1 | 3 | 1814 | 0 | 18 | 24 | 28 | 20 |
| 6 | 0 | 4 | - | 0 | 6 | - | 203 | 190 | |
| 35 | 3 | 0 | 0 | - | - | 43 | - | - | - |
| 6 | 0 | 4 | - | 0 | 17 | - | 262 | 136 | |
| 50 | 3 | 0 | 1 | - | 0 | 13 | - | 256 | 113 |
| 6 | 0 | 2 | - | 1 | 32 | - | 265 | 60 | |
| Min | 0 | 0 | 3 | 16 | 24 | 20 | |||
| Max | 1814 | 1 | 55 | 44 | 265 | 190 | |||
| Average | 138 | 0 | 19 | 32 | 157 | 21 | |||
| High Pickups | |||||||||
| CPLEX Results | CST Results | ||||||||
| 5 | 3 | 4 | 0 | 0 | - | 9 | 39 | - | 39 |
| 6 | 4 | 0 | 1 | - | 7 | 31 | - | 31 | |
| 10 | 3 | 2 | 2 | 3 | 0 | 9 | 21 | 20 | 17 |
| 6 | 4 | 0 | 17 | - | 8 | 49 | - | 49 | |
| 15 | 3 | 1 | 3 | 1194 | 0 | 68 | 17 | 29 | 26 |
| 6 | 0 | 4 | - | 0 | 9 | - | 200 | 195 | |
| 20 | 3 | 1 | 3 | 2141 | 0 | 17 | 35 | 35 | 28 |
| 6 | 0 | 4 | - | 0 | 3 | - | 217 | 201 | |
| 35 | 3 | 0 | 0 | - | - | 39 | - | - | - |
| 6 | 0 | 4 | - | 0 | 16 | - | 277 | 133 | |
| 50 | 3 | 0 | 0 | - | - | 15 | - | - | - |
| 6 | 0 | 2 | - | 1 | 32 | - | 289 | 59 | |
| Min | 0 | 0 | 3 | 17 | 20 | 17 | |||
| Max | 2141 | 1 | 68 | 49 | 289 | 201 | |||
| Average | 213 | 0 | 19 | 36 | 163 | 27 | |||
| Low Pickups | |||||
|---|---|---|---|---|---|
| Class | CPLEX Solutions | CST Solutions | |||
| 1 | 5 | 2 (4) | 11 | 6 | 6 |
| 2 | 132 (4) | 10 | 1 | 1 | |
| 3 | 3 (4) | 10 | 28 | 28 | |
| 1 | 10 | 48 (4) | 28 | 11 | 11 |
| 2 | 3710 (2) | 22 | 2 | 1 | |
| 3 | 24 (4) | 9 | 44 | 44 | |
| 1 | 15 | - (0) | 18 | 9 | 9 |
| 2 | - (0) | 24 | 1 | 1 | |
| 3 | - (0) | 3 | 186 | 181 | |
| 1 | 20 | - (0) | 38 | 7 | 5 |
| 2 | - (0) | 28 | 1 | 1 | |
| 3 | - (0) | 6 | 203 | 190 | |
| 1 | 35 | - (0) | 170 | 25 | −3 |
| 2 | - (0) | 23 | 9 | 6 | |
| 3 | - (0) | 17 | 262 | 136 | |
| 1 | 50 | - (0) | 323 | 5 | −21 |
| 2 | - (0) | 29 | 8 | −8 | |
| 3 | - (0) | 32 | 265 | 60 | |
| High Pickups | |||||
| Class | CPLEX Solutions | CST Solutions | |||
| 1 | 5 | 1 (4) | 19 | 8 | 8 |
| 2 | 2(4) | 21 | 1 | 1 | |
| 3 | 1 (4) | 7 | 31 | 31 | |
| 1 | 10 | 44 (4) | 21 | 14 | 14 |
| 2 | 1998 (3) | 20 | 2 | 2 | |
| 3 | 17 (4) | 8 | 49 | 49 | |
| 1 | 15 | - (0) | 32 | 11 | 11 |
| 2 | - (0) | 29 | 2 | 2 | |
| 3 | - (0) | 9 | 200 | 195 | |
| 1 | 20 | - (0) | 34 | 8 | 6 |
| 2 | - (0) | 46 | 1 | 1 | |
| 3 | - (0) | 3 | 217 | 201 | |
| 1 | 35 | - (0) | 254 | 7 | −15 |
| 2 | - (0) | 24 | 11 | 9 | |
| 3 | - (0) | 16 | 277 | 133 | |
| 1 | 50 | - (0) | 296 | 7 | −32 |
| 2 | - (0) | 38 | 10 | −12 | |
| 3 | - (0) | 32 | 289 | 59 | |
| TC | MC | RC | HNP | HRP | MS | RS | TCT | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Pickup scenario | High pickups | 0.1 | 24,405 | 3822 | 946 | 278 | 1655 | 3114 | 3114 | 3800 |
| 0.3 | 24,265 | 3318 | 2806 | 479 | 1478 | 3126 | 3126 | 3400 | ||
| 0.5 | 26,479 | 3336 | 4440 | 346 | 1588 | 3120 | 3120 | 3400 | ||
| 0.7 | 28,663 | 3480 | 6350 | 353 | 1420 | 3114 | 3114 | 3500 | ||
| 0.9 | 31,734 | 3630 | 8473 | 625 | 1612 | 3114 | 3114 | 3600 | ||
| Low pickups | 0.1 | 32,614 | 6978 | 630 | 322 | 1016 | 6096 | 6096 | 3800 | |
| 0.3 | 31,816 | 6444 | 1868 | 304 | 1065 | 6102 | 6102 | 3400 | ||
| 0.5 | 33,252 | 6216 | 3000 | 371 | 919 | 6108 | 6108 | 3400 | ||
| 0.7 | 34,990 | 6492 | 4242 | 244 | 988 | 6096 | 6096 | 3500 | ||
| 0.9 | 37,307 | 6636 | 5767 | 467 | 1078 | 6096 | 6096 | 3600 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chekoubi, Z.; Trabelsi, W.; Sauer, N.; Majdouline, I. The Integrated Production-Inventory-Routing Problem with Reverse Logistics and Remanufacturing: A Two-Phase Decomposition Heuristic. Sustainability 2022, 14, 13563. https://doi.org/10.3390/su142013563
Chekoubi Z, Trabelsi W, Sauer N, Majdouline I. The Integrated Production-Inventory-Routing Problem with Reverse Logistics and Remanufacturing: A Two-Phase Decomposition Heuristic. Sustainability. 2022; 14(20):13563. https://doi.org/10.3390/su142013563
Chicago/Turabian StyleChekoubi, Zakaria, Wajdi Trabelsi, Nathalie Sauer, and Ilias Majdouline. 2022. "The Integrated Production-Inventory-Routing Problem with Reverse Logistics and Remanufacturing: A Two-Phase Decomposition Heuristic" Sustainability 14, no. 20: 13563. https://doi.org/10.3390/su142013563
APA StyleChekoubi, Z., Trabelsi, W., Sauer, N., & Majdouline, I. (2022). The Integrated Production-Inventory-Routing Problem with Reverse Logistics and Remanufacturing: A Two-Phase Decomposition Heuristic. Sustainability, 14(20), 13563. https://doi.org/10.3390/su142013563