
The Role of a Hazardous Waste Intermediate Management Plant in the Circularity of Products


Abstract
:
1. Introduction
2. Materials and Methods
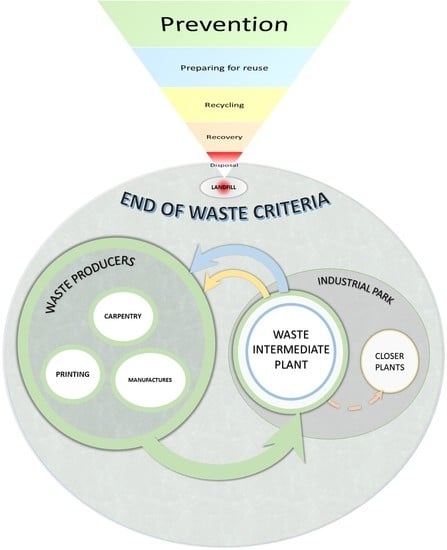
- Case study, system definition and boundaries. The selection of some waste producer plants and a representative intermediate waste manager. The two actors involved were identified and defined. Every involved part of the defined system was based on a real, nonsymbiotic system.
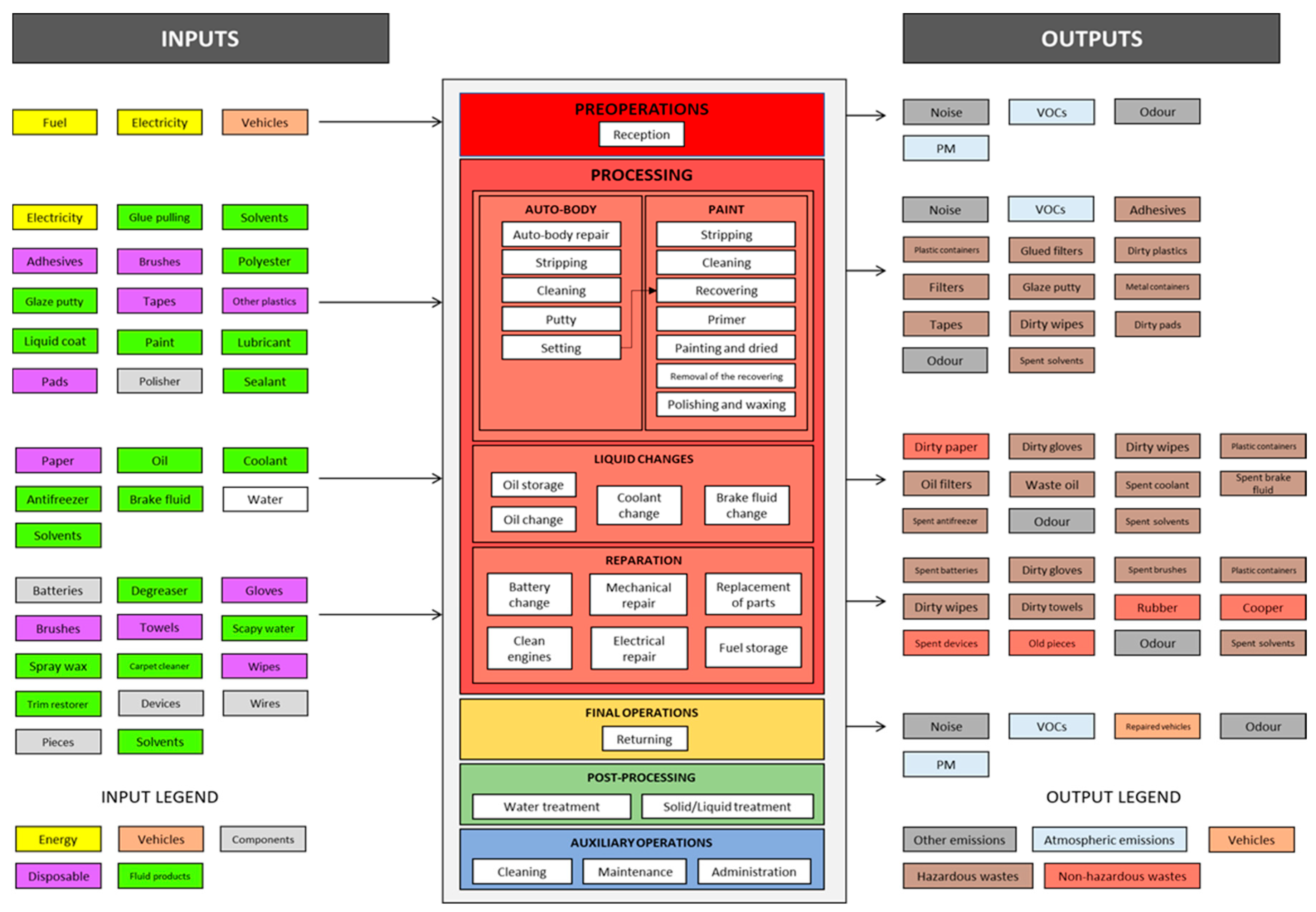
- Qualitative analysis of the system. This analysis should be supported by technical visits to the reference plant, together with a bibliographic review. Identification of waste flows within the selected process: inputs, outputs, and the relations between them. In addition, information on waste types were shown. A flow diagram helped to understand the process.
- Selection of the waste flows for the case study. Of all waste managed in the process, only some was selected to be studied. The criteria used referred to economics, amounts, danger, and recyclability potential.
- General inventory of BAT candidates for waste management.
- Sustainable processes definition for each waste flow:
- -
- Technique inventory. Collection of all candidate techniques (BAT) for each selected waste.
- -
- Quantitative analysis. Based on data from a real waste transfer facility (plant-specific documents, such as the constructive project, administrative permissions, environmental documents, and so on), the quantification of material and energy flows were carried out. Depending on the waste stream and the recovery process, the tools used were a process simulator (Aspen Hysys® [28]) or material and energy balances; the necessary data were obtained from the literature.
- -
- Identification of IF and BAT proposal.
- Building of the symbiotic system, including all sustainable processes for each waste.
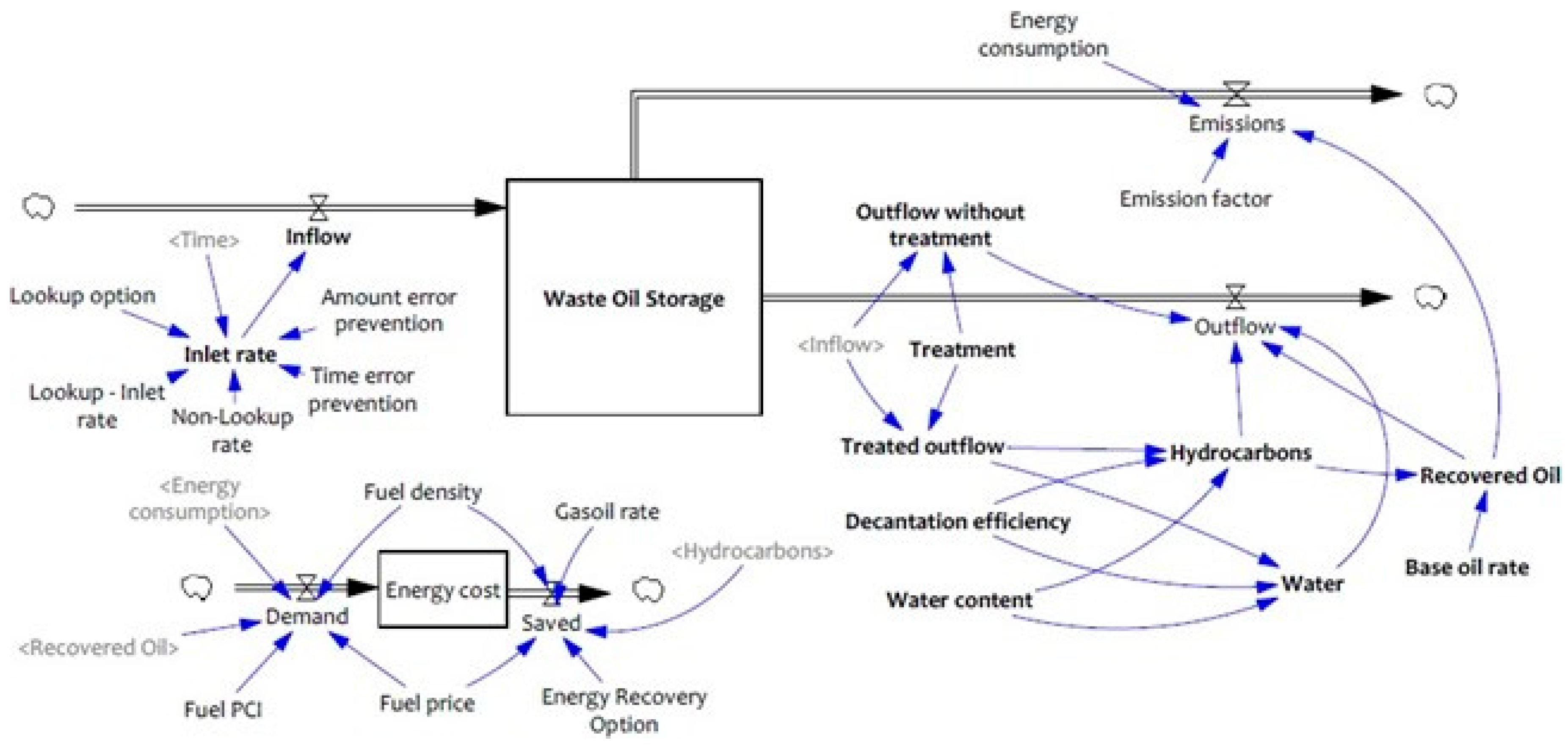
- Dynamic MFA. Selected residue flows were evaluated through different scenarios. For this, a system dynamics approach was developed along with a stock and flow tool. The results allowed for conclusions about environmental performance within the waste management plant. VenSim PLE® was the selected software. This tool was provided by Ventana Systems, Inc. [29]. VenSim PLE® is free for educational use. It is an industrial-strength simulation software for improving the performance of real systems.
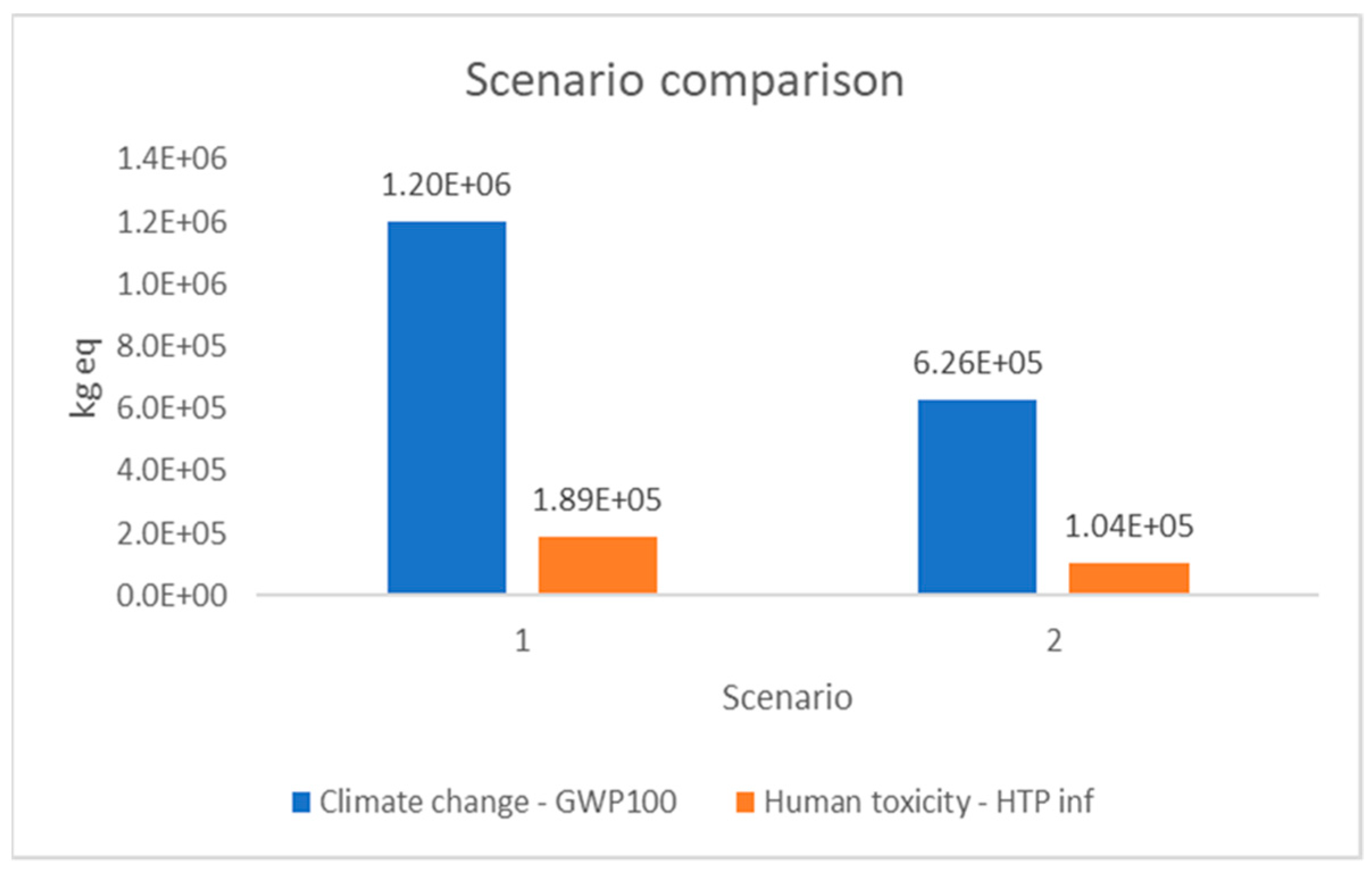
- Impact Assessment. Comparison between two scenarios using LCT tools. The first referred to the current scenario in which symbiotic behaviour was only achieved using spent solvent distillation. On the other hand, the second scenario posed symbiotic behaviour when selected residues were subjected to treatment. The chosen software was openLCA® [30]. The procedure consisted of acquiring an open database, which in this case was provided by ELCD-JRC (European reference Life Cycle Database of the Joint Research Centre) and then creating flows and processes to perform the system process.
3. Methodology’s Development and Partial Results
3.1. Case Study, System Definition and Boundaries
3.2. Qualitative Analysis of the System
3.2.1. Mechanical Workshops
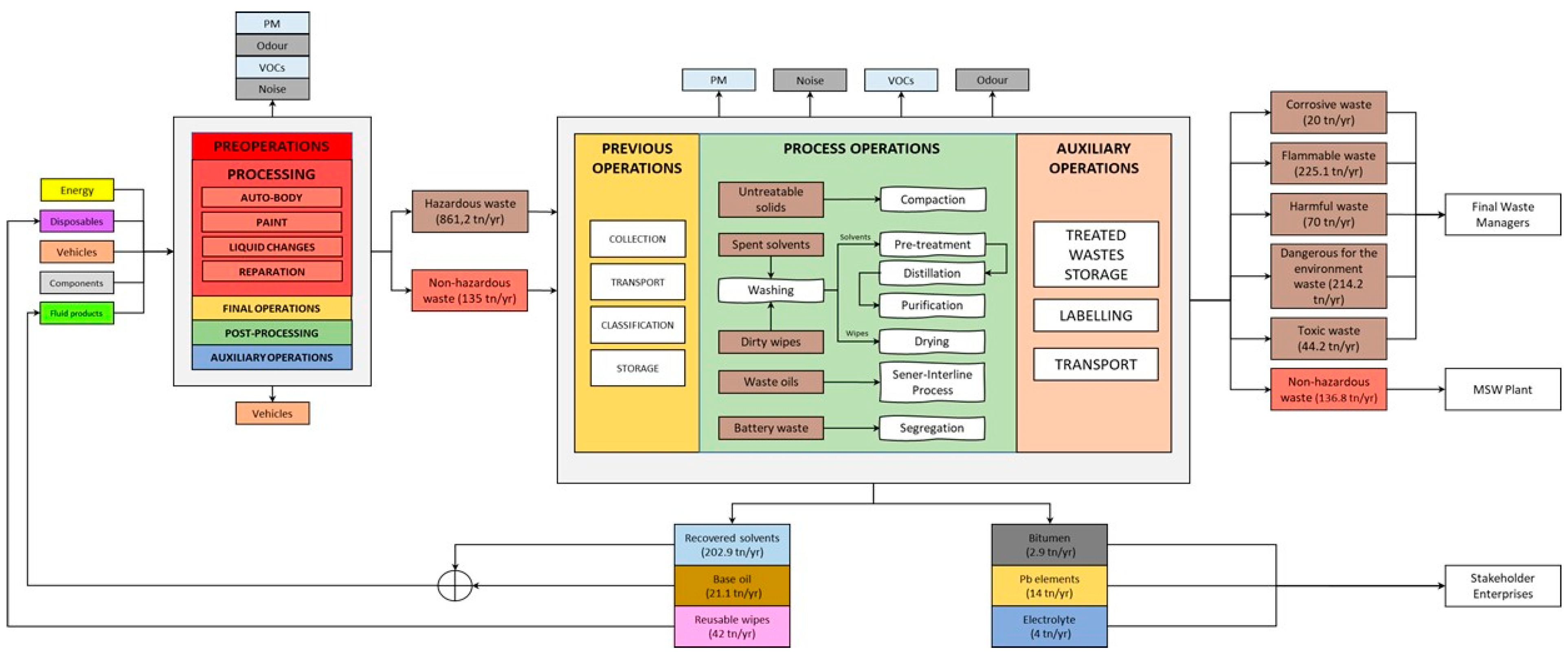
3.2.2. Waste Intermediate Plant
3.3. Selection of the Waste Flows for the Case Study
3.3.1. Waste Oils
3.3.2. Spent Solvents
3.3.3. Battery Waste
3.3.4. Dirty Wipes
3.4. BAT Candidates’ Inventory for Waste Management
3.5. Sustainable Processes Definition for Each Waste Flow
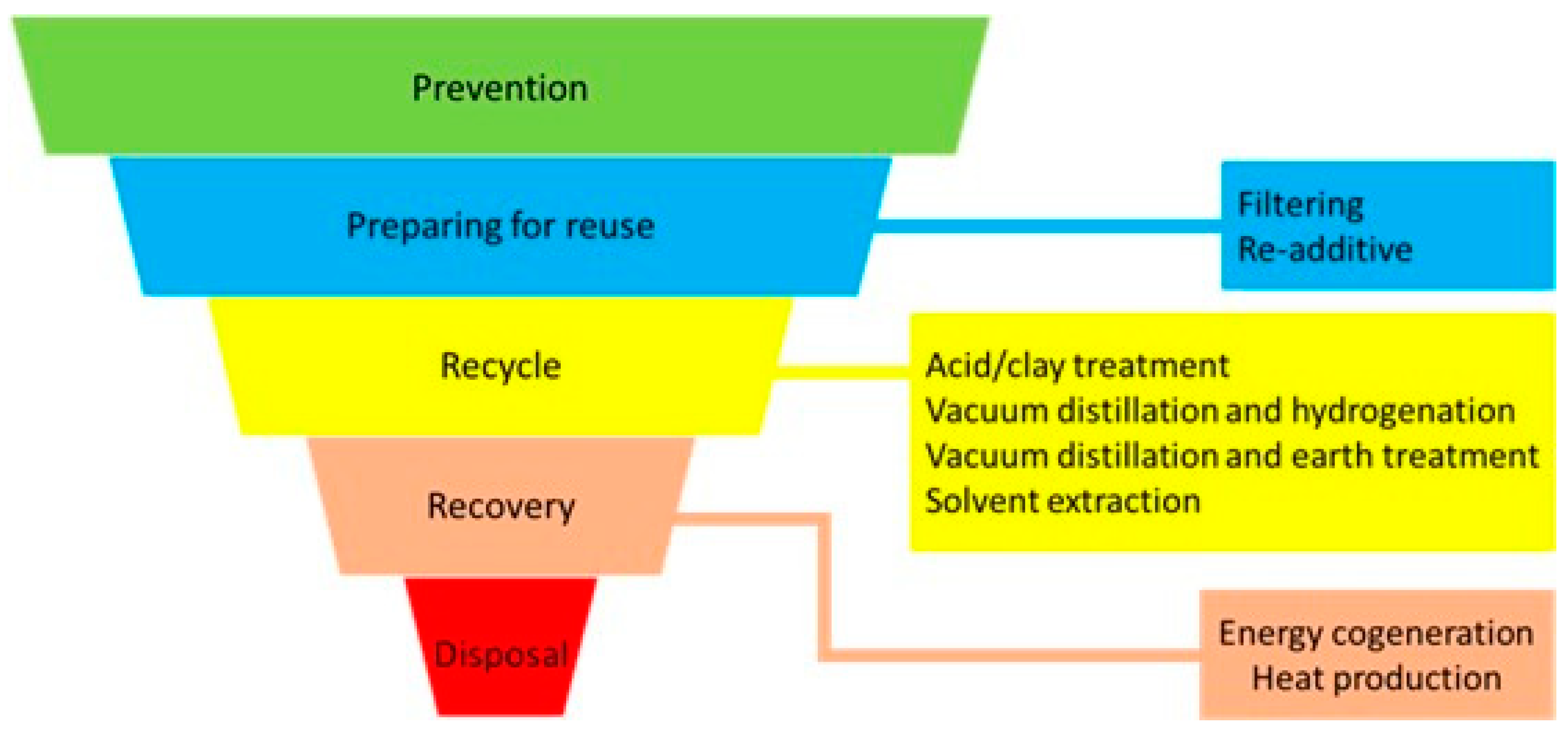
3.5.1. Technique’s inventory
- -
- Acid/clay: Waste oil is treated with sulphuric acid which is neutralized with clay later. Residual clay involves environmental drawbacks.
- -
- Vacuum distillation and hydrogenation: At first, one distillation is carried out at atmospheric pressure to remove water and light hydrocarbons. Then, a vacuum distillation divides the fractions. Finally, hydrogenation removes S and N compounds.
- -
- Vacuum distillation and clay treatment: At first, vacuum distillation removes water and light hydrocarbons, and subsequent thermal clay treatment removes any impurity. In the end, the final stream is filtered so that product achieves great quality.
- -
- Solvent extraction: The previous step is to apply a pretreatment to ensure posterior operations. After that, both waste oil and chosen solvent are mixed to separate impurities from hydrocarbons.
- -
- Energy recovery: This is often the chosen option in the EU [46]. It is mainly carried out in three ways:
- -
- Heat production through boilers’ combustion or by burning in cement kilns.
- -
- -
- Cogeneration to produce energy into engines along with generators.
- -
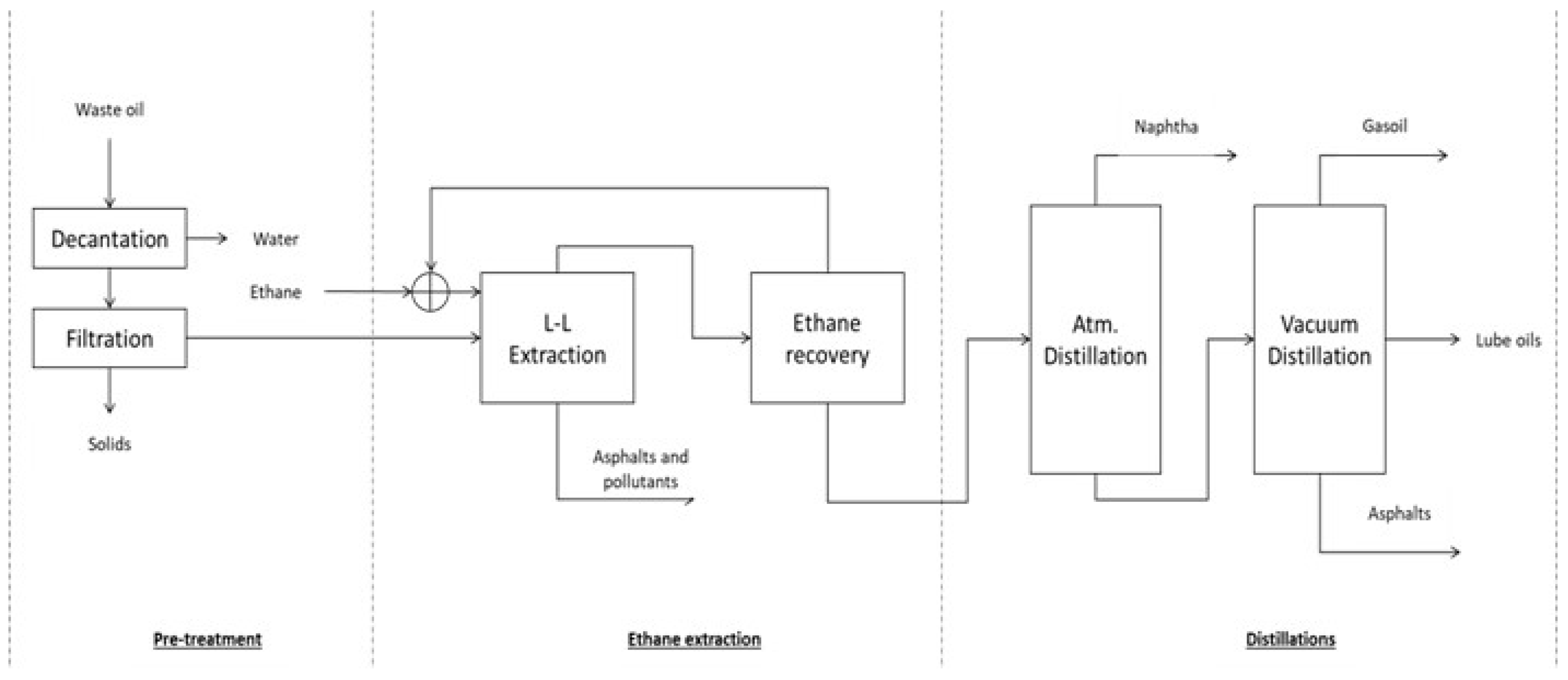
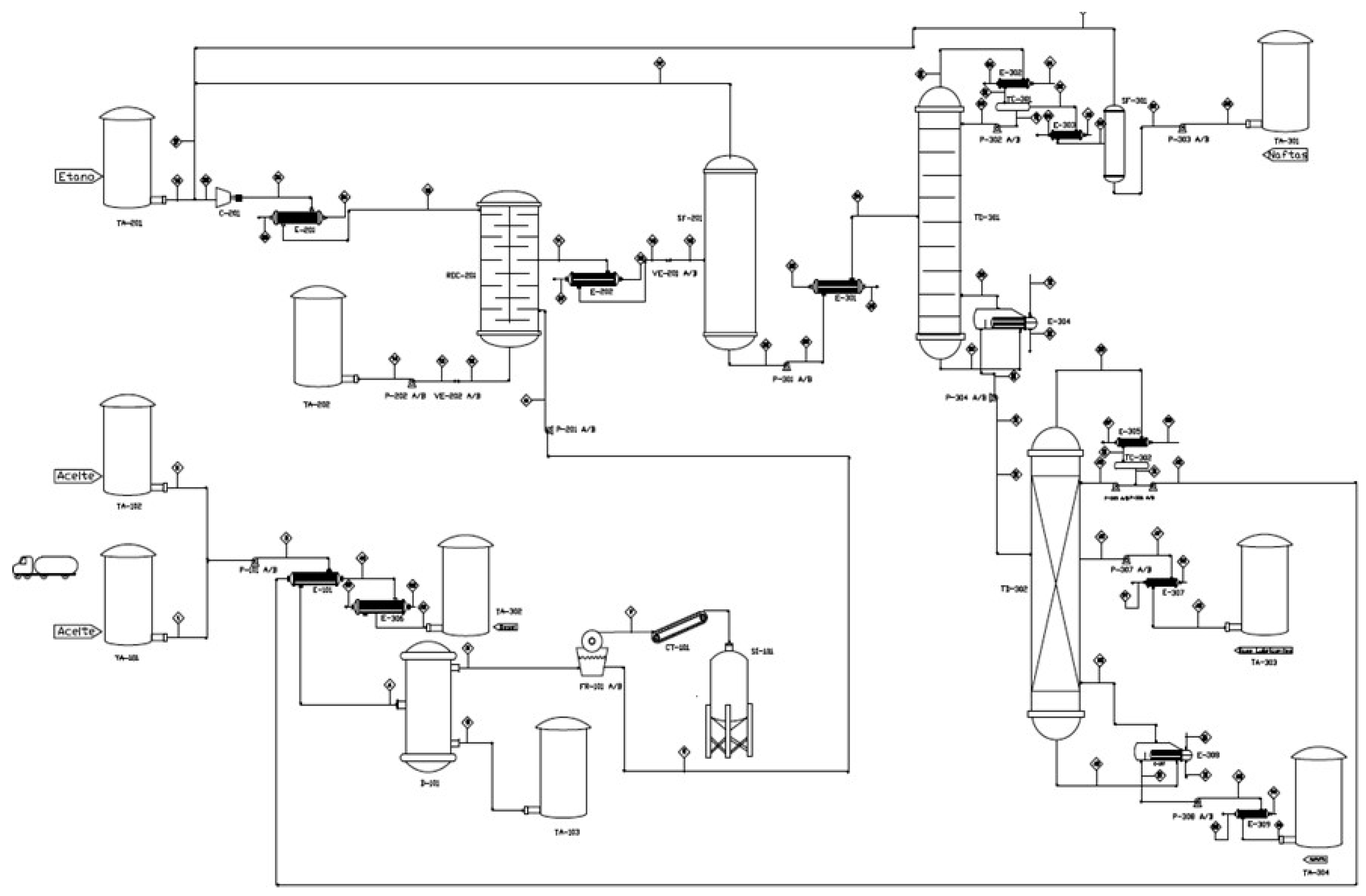
- Pretreatment: to remove solids and water, waste oils are decanted and filtered.
- -
- Solvent extraction: Pollutants are taken apart from base oil by ethane extraction. A flash stage is added to ethane recovery, driving it again towards extraction.
- -
- Distillation: both atmospheric and vacuum distillation detach naphtha, products, and distillation residues.
- -
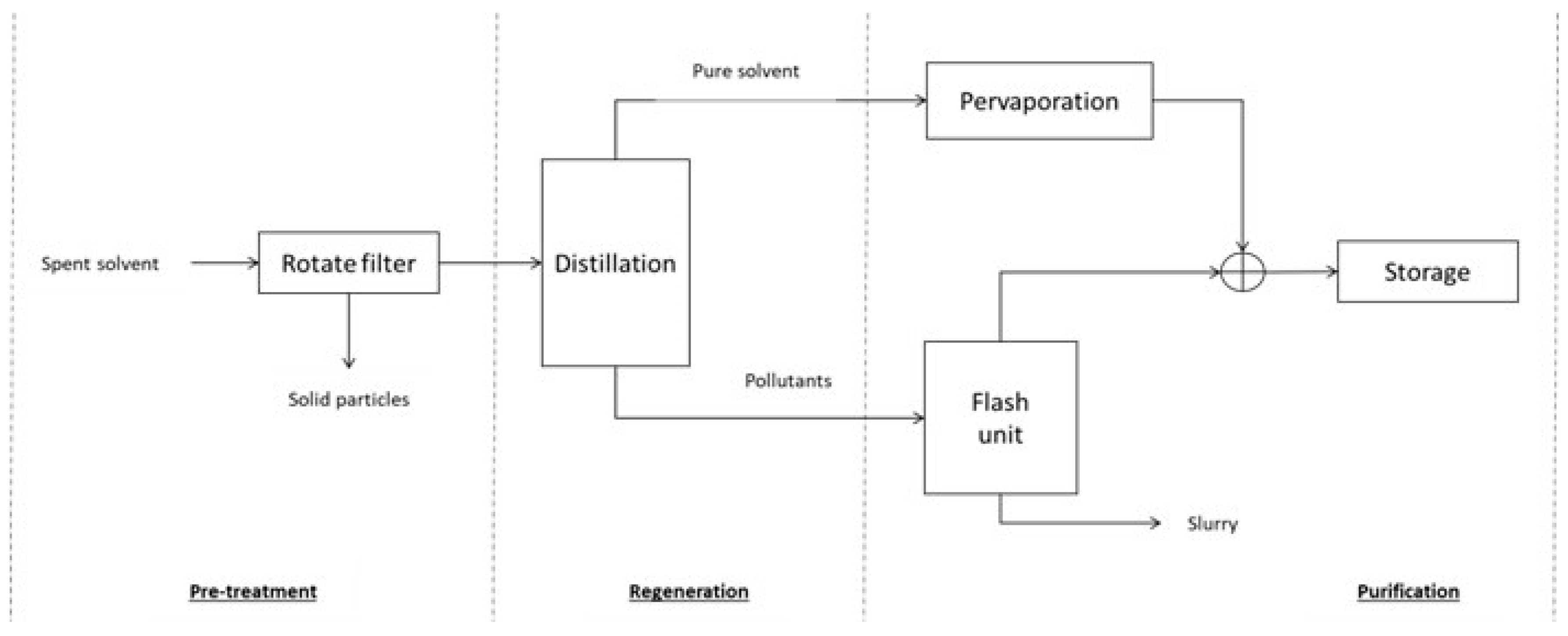
- Pretreatment: separation of the solid particles from the original mixture by decantation process.
- -
- Regeneration: those pollutants are separated from the clean solvent by batch distillation.
3.5.2. Quantitative Analysis for Waste Oils
- -
- Energy IF: Regarding fuel duty, energy recovery becomes a suitable technique to solve this problem. Either diesel oil or naphtha products can be used for combustion due to the fact it provides energy even though emissions increase. In addition, residue from vacuum distillation could be applied to energy integration so that other heaters decrease their energy requirements. Regarding the need for ethane compression, maybe the way to solve this problem is potentially carrying out L–L extraction at lower pressures. Specifically, SMEs may not have the chance to afford the costs of high pressures.
- -
- Material IF: Even though bitumen involves pollution, this can be a valuable product if it is used in paving. If so, producers (in this case the waste intermediate plant) deserve incentives to face this kind of residue. To minimize further emissions, proper storage operations must be carried out. The final Flow Diagram shows the scenario if these techniques would be applied. Base oil is sent back to producers along with recovered solvent. After being used in energy integration, bitumen flow is delivered to qualified managers. On the other hand, naphtha and diesel oil flows are invested into energy integration using combustion as fuel. In this case, the main objective is to reduce energy duty. It is assumed that decanted water and filtered solids remain dangerous for environmental waste.
3.5.3. Quantitative Analysis for Spent Solvents
- -
- Resource consumption: To reduce energy requirements, energy recovery in the form of energy integration could help. If waste oil recovery provides for enough fuel resources (diesel oil and naphtha), these can supply enough energy to fulfil energy requirements in the hotspots (both the distillation column and flash evaporator). Even so, if flash evaporator residues were environmentally suitable for being burned, these could aid in the same way as waste oil products. A further condition is that steam generation occurs without electricity as has been the case up to now.
- -
- VOCs emissions: Apart from emissions derived from vents, this problem is often brought on by leaks and spillages owing to either design deficiencies or wrong maintenance. Moreover, wrong storage practices can generate more emissions than necessary. For this, safe storage operations described in Table 3 must be carried out.
3.5.4. Quantitative Analysis for Battery Waste
- -
- Inlet battery waste amount: To make the process as profitable as possible, a well-designed machine must be developed so that process become automatic. This machine should include an enclosed conveyer as well as enclosed equipment and it must collect possible emissions. Different parts of the battery are properly collected and then stored.
- -
- Clean electrolyte: If electrolyte presents lead sulphate at the end of the process, it decreases its market price. For this reason, proper filtration must be posed. When this is not possible, a study must be conducted to derive electrolyte use to the production of gypsum or Na2SO4.
- -
- Segregation of Pb products: In the same way as clean electrolyte, Pb products could contain sulphates, which decreases the market price. To increase profits, a study must be carried out to pose the production of gypsum or Na2SO4. On the other hand, when costs can be affordable, another study would be aimed at the pyrometallurgical or hydrometallurgical process.
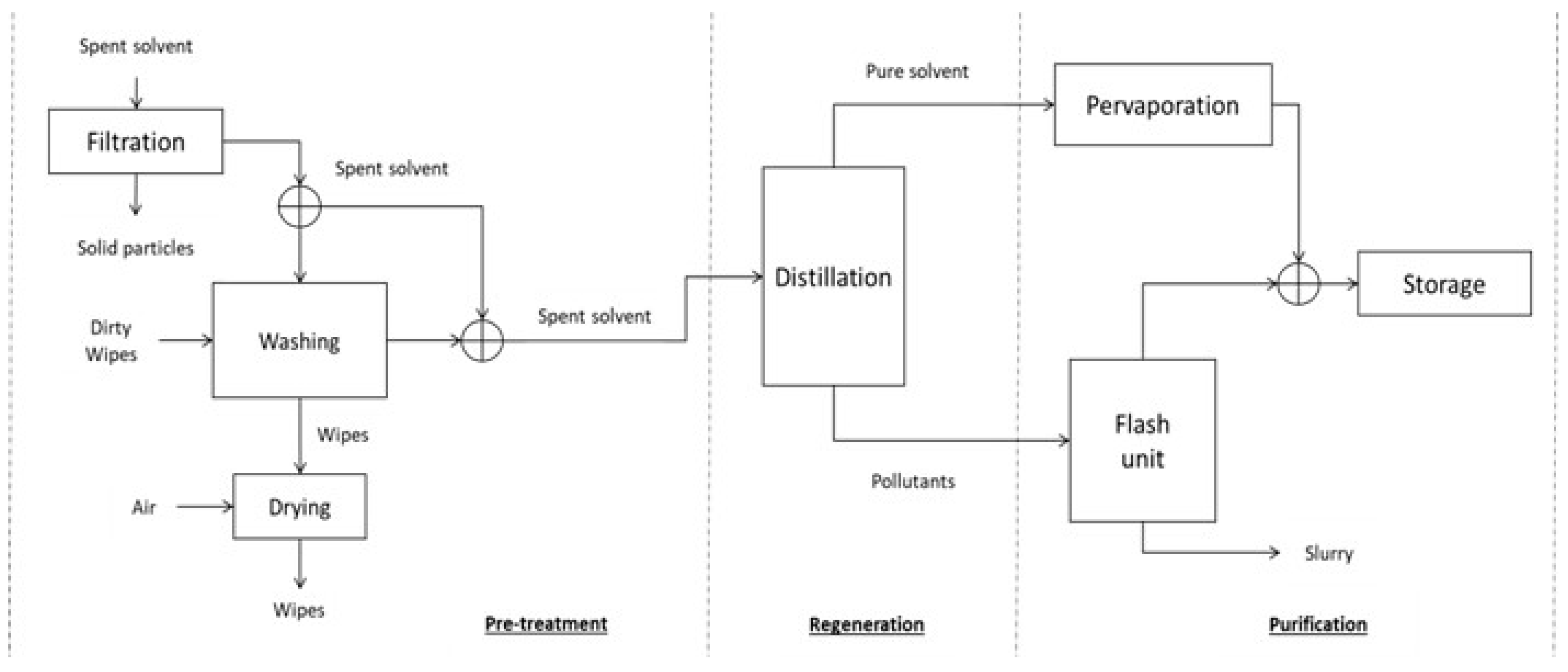
3.5.5. Quantitative Analysis for Dirty Wipes
- -
- Inlet dirty wipes: Although it is not proven, reusable wipes’ usage is environmentally better than disposable ones, and industrial symbiosis cannot be reached in the other way. Currently, while the CE concept is growing, awareness and incentives may help to achieve only the use of reusable wipes. In addition, to reduce inlet solvent content in dirty wipes, manual cleaning with preimpregnated wipes should be the proper method for cleaning in producers’ activities.
- -
- Energy consumption: Due to the great amount of incoming dirty wipes, both washing and drying operations require energy consumption. A waste-stream-specific technique can be implemented. This consists of optimizing the spent solvent stream in addition to removing those absorbed in dirty wipes. In this way, the internal weight of the chamber and energy consumption will be reduced.
- -
- VOCs emissions: along with proposed techniques for “inlet dirty wipes”, safe operations of storage should be applied to decrease VOCs emissions flowing to the atmosphere.
3.6. Building the Symbiotic System
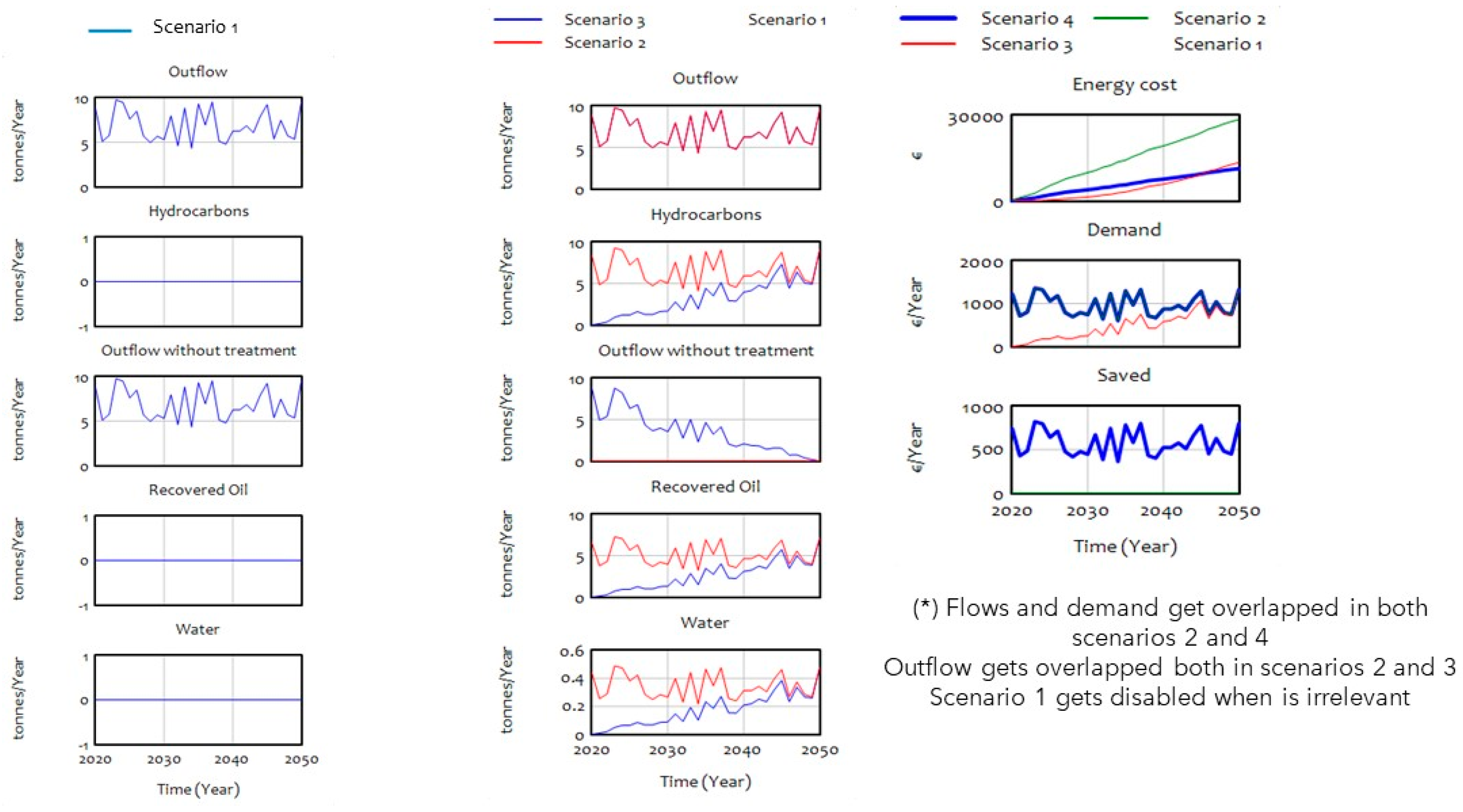
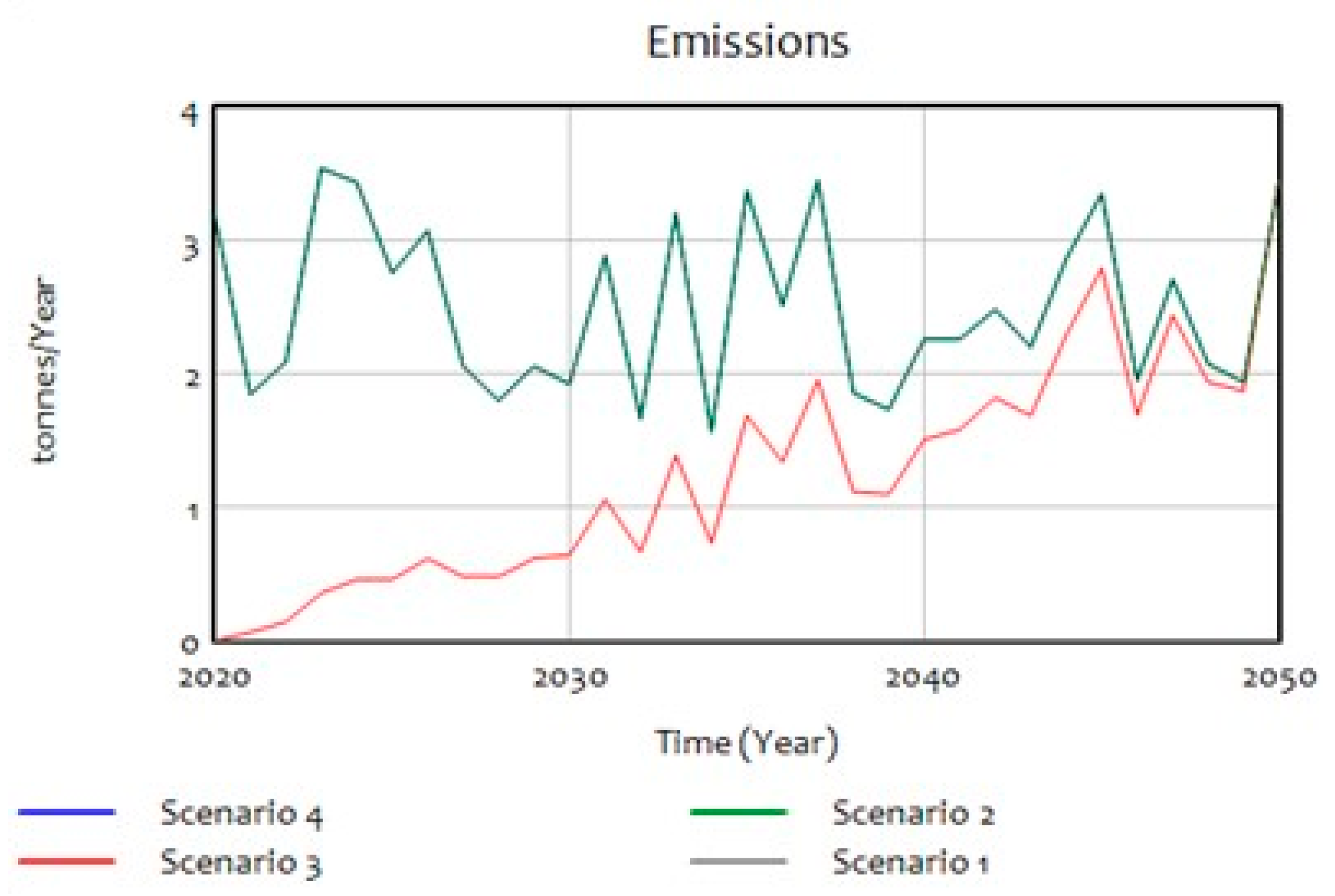
3.7. Dynamic MEFA
Waste Oils Analysis
3.8. Life-Cycle Assessment (Between the Current Scenario and the Symbiotic One)
- Transport costs and their emissions are not included due to the lack of data. However, in some cases, these data are included because they are taken from a specific database. This will be justified when suitable.
- Emissions because of internal machinery running are ruled out due to the lack of data.
- Due to a lack of data, VOC emissions from waste management are ruled out.
- Pumping and decantation energy consumption are ruled out due to the lack of data.
3.8.1. Inventory Analysis (LCIA)
3.8.2. Life-Cycle Impact Assessment
4. Results and Discussion
- Doing nothing. No changes are observed.
- To apply the Sener Interline process to recover the lubricating base oil and other products. By the first time, there is the chance to obtain revenues.
- The same pattern as the last one. However, the application of the recovery process is progressive. Lower cost is observed except in the long term, but also lower revenues.
- Using recovered diesel oil as fuel, which provides a 60.36% energy cost saving. Here, both the matter and energy recovery techniques are used from the inventory.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| BAT | Available Techniques |
| BEMP | Best Environmental Management Practice |
| BREF | Best Available Techniques Reference Document |
| CE | Circular Economy |
| ELCD-JRC | European reference Life Cycle Database of the Joint Research Centre |
| EU | European Union |
| IF | Improvable Flow |
| IPPC | Integrated Pollution Prevention and Control |
| ISO | International Organisation of Standardization |
| LCA | Life-Cycle Assessment: Life-Cycle Impact Assessment |
| LCT | Life-Cycle Thinking |
| MEFA | Material and Energy Flows Analysis |
| MTPH | Metric tonnes per hour |
| NACE | Statistical Classification of Economic Activities in the European Community |
| NBP | Normal Boiling Point |
| PM | Particulate Matter |
| PRTR | Pollutant Release and Transfer Register |
| SD | System Dynamics |
| SME | Small- and Medium-sized Enterprise |
| SRM | Secondary Raw Material |
| VOC | Volatile Organic Compound |
| WMH | Waste Management Hierarchy |
| WWTP | Wastewater Treatment Plant |
References
- Iqbal, S.; Naz, T.; Abdul Sattar, M. Challenges and opportunities linked with waste management under global perspective: A mini review. J. Qual. Assur. Agric. Sci. 2021, 1, 9–13. [Google Scholar]
- European Union. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on waste and repealing certain directives. Off. J. Eur. Union 2008, 34, 99–126. [Google Scholar]
- European Commission. COM/2015/0614 final: Communication from the Commission to the European Parliament, the council, the European economic and social committee, and the committee of the regions. Closing the loop—An EU action plan for the Circular Economy. Off. J. Eur. Union. 2015, 614, 11. [Google Scholar]
- European Union. Directive (EU) 2018/851 of the European parliament and of the council of 30 May 2018 amending Directive 2008/98/EC on waste. Off. J. Eur. Union 2018, 150, 109–140. [Google Scholar]
- European Commission. Commission Recommendation of 6 May 2003 concerning the definition of micro, small and medium-sized enterprises. Off. J. Eur. Union 2003, 88, 39–40. [Google Scholar]
- Andrade, L.C.; Míguez, C.G.; Gómez, M.T.; Bugallo, P.B. Management strategy for hazardous waste from atomised SME: Application to the printing industry. J. Clean. Prod. 2012, 35, 214–229. [Google Scholar] [CrossRef]
- Inghels, D.; Dullaert, W. An analysis of household waste management policy using system dynamics modelling. Waste Manag. Res. 2011, 29, 351–370. [Google Scholar] [CrossRef]
- Konyalioğlu, A.K.; Bereketli Zafeirakopoulos, I. An integrated model of system dynamics and fuzzy cognitive mapping approach for waste management in Turkey. Glob. Nest J. 2019, 21, 539–545. [Google Scholar]
- Guo, Q.; Wang, E.; Nie, Y.; Shen, J. Profit or environment? A system dynamic model analysis of waste electrical and electronic equipment management system in China. J. Clean. Prod. 2018, 194, 34–42. [Google Scholar] [CrossRef] [Green Version]
- Yao, L.; Liu, T.; Chen, X.; Mahdi, M.; Ni, J. An integrated method of life-cycle assessment and system dynamics for waste mobile phone management and recycling in China. J. Clean. Prod. 2018, 187, 852–862. [Google Scholar] [CrossRef]
- Wang, C.-S.; Chou, T.-H. Personal Computer Waste Management Process in Taiwan via System Dynamics Perspective. In Proceedings of the International Conference on New Trends in Information and Service Science (NISS 2009), Beijing, China, 30 June–2 July 2009; p. 1227. [Google Scholar]
- Babalola, M.A. A System Dynamics-Based Approach to Help Understand the Role of Food and Biodegradable Waste Management in Respect of Municipal Waste Management Systems. Sustainability 2019, 11, 3456. [Google Scholar] [CrossRef] [Green Version]
- Plaček, M.; Půček, M.; Čurda, S. The Utilization of System Dynamics in the Environment: An Example of Waste Management from the City of Znojmo. Lex Localis J. Local Self-Gov. 2015, 13, 205–227. [Google Scholar] [CrossRef]
- Mitropoulos, P.; Giannikos, I.; Mitropoulos, I.; Adamides, E. Developing an integrated solid waste management system in western Greece: A dynamic location analysis. Int. Trans. Oper. Res. 2009, 16, 391–407. [Google Scholar] [CrossRef]
- Biedugnis, S.; Smolarkiewicz, M.; Podwojci, P. Regional optimization model for system of municipal waste management in dynamic version—Evaluation of relationships among input and output model parameters. In Proceedings of the VI National Polish Scientific Conference on Complex and Detailed Problems of Environmental Engineering, Koszalin, Poland, January 2003; pp. 683–699. [Google Scholar]
- Kubanza, N.S.; Simatele, D. Sustainable solid waste management in sub-Saharan African cities: Application of system thinking and system dynamic as methodological imperatives in Kinshasa, the Democratic Republic of Congo. Local Environ. 2018, 23, 220–238. [Google Scholar] [CrossRef]
- Kollikkathara, N.; Feng, H.; Yu, D. A system dynamic modeling approach for evaluating municipal solid waste generation, landfill capacity and related cost management issues. Waste Manag. 2010, 30, 2194–2203. [Google Scholar] [CrossRef]
- Saryazdi, A.H.G.; Ghavidel, M. Waste management in a wire and cable company through system dynamics approach. Int. J. Qual. Reliab. Manag. 2018, 35, 1445–1458. [Google Scholar] [CrossRef]
- Dace, E.; Bazbauers, G.; Berzina, A.; Davidsen, P.I. System dynamics model for analyzing effects of eco-design policy on packaging waste management system. Resour. Conserv. Recycl. 2014, 87, 175–190. [Google Scholar] [CrossRef]
- Cui, H.; Liu, C.; Côté, R.; Liu, W. Understanding the evolution of industrial symbiosis with a system dynamics model: A case study of Hai Hua Industrial Symbiosis, China. Sustainability 2018, 10, 3873. [Google Scholar] [CrossRef] [Green Version]
- Geng, Y.; Tsuyoshi, F.; Chen, X. Evaluation of innovative municipal solid waste management through urban symbiosis: A case study of Kawasaki. J. Clean. Prod. 2010, 18, 993–1000. [Google Scholar] [CrossRef]
- Demartini, M.; Tonelli, F.; Bertani, F. Approaching Industrial Symbiosis Through Agent-Based Modeling and System Dynamics. In Service Orientation in Holonic and Multi-Agent Manufacturing; Borangiu, T., Trentesaux, D., André Thomas, O.C., Eds.; Springer: Cham, Switzerland, 2018; pp. 171–185. [Google Scholar]
- Ding, Y.; Zhou, B.; Dan, L. Analysis of supply-chain alliance symbiosis system’s dynamic stability. In Proceedings of the International Conference on Risk Management and Engineering Management, Beijing, China, 4–6 November 2008; pp. 214–221. [Google Scholar]
- Costa, I.; Massard, G.; Agarwal, A. Waste management policies for industrial symbiosis development: Case studies in European countries. J. Clean. Prod. 2010, 18, 815–822. [Google Scholar] [CrossRef]
- Kannan, P.; Al Shoaibi, A.; Srinivasakannan, C. Process simulation and sensitivity analysis of waste plastics gasification in a fluidized bed reactor. WIT Trans. Ecol. Environ. 2012, 163, 177–186. [Google Scholar]
- Qin, X.S.; Huang, G.H.; He, L. Simulation and optimization technologies for petroleum waste management and remediation process control. J. Environ. Manag. 2009, 90, 54–76. [Google Scholar] [CrossRef] [PubMed]
- Cristóbal Andrade, L.; Bernal Pampín, M.A.; Taboada Gómez, M.C.; Bello Bugallo, P.M. Optimization of Improvable Flows by combining BAT Analysis and process simulation. Chem. Eng. Res. Des. 2014, 92, 1976–1987. [Google Scholar] [CrossRef]
- AspenTech. Asset Optimization Software Asset Performance Management, Process Engineering for Chemicals, Energy and Engineering & Construction [WWW Document]. 2020. Available online: https://www.aspentech.com/ (accessed on 5 March 2020).
- Ventana Systems Inc. Vensim Software Vensim [WWW Document]. 2020. Available online: http://vensim.com/vensim-software/ (accessed on 30 March 2020).
- Grendelta. OpenLCA [WWW Document]. 2020. Available online: https://www.openlca.org/ (accessed on 5 January 2020).
- Spanish Government. Real Decreto 2822/1998 de 23 de diciembre, por el que se aprueba el Reglamento General de Vehículos. Boletín Of. Estado 1999, 22, 15–17. [Google Scholar]
- Spanish Government. Real Decreto 1457/1986, de 10 de enero, por el que se regulan la actividad industrial y la prestación de servicios en los talleres de reparación de vehículos automóviles, de sus equipos y componentes. Boletín Of. Estado 1986, 169, 19–23. [Google Scholar]
- Spanish Government. Real Decreto 455/2010, de 16 de abril, por el que se modifica el Real Decreto 1457/1986, de 10 de enero, por el que se regulan la actividad industrial y la prestación de servicios en los talleres de reparación de vehículos automóviles, de sus equipos. Boletín Of. Estado 2010, 103, 3–15. [Google Scholar]
- Spanish Government. Real Decreto 20/2017, de 20 de enero, sobre los vehículos al final de su vida útil. Boletín Of. Estado 2017, 18, 5397–5414. [Google Scholar]
- European Union. Regulation (EC) No 1893/2006 of the European Parliament and of the Council of 20 December 2006 establishing the statistical classification of economic activities NACE Revision 2 and amending Council Regulation (EEC) No 3037/90 as well as certain EC Regula. Off. J. Eur. Union 2006, 393, 1–39. [Google Scholar]
- European Commission. Database Eurostat [WWW Document]. 2017. Available online: https://ec.europa.eu/eurostat/web/waste/data/database (accessed on 15 February 2020).
- European Commission. Best Available Techniques (BAT) Reference Document for Waste Treatment; Publications Office of the European Union: Luxembourg, 2018. [Google Scholar]
- European Union. Directive 2004/42/CE of the European Parliament and of the Council of 21 April 2004 on the limitation of emissions of volatile organic compounds due to the use of organic solvents in certain paints and varnishes and vehicle refinishing products and amendi. Off. J. Eur. Union 2004, 143, 87–96. [Google Scholar]
- Spanish Government. Real Decreto 679/2006, de 2 de junio, por el que se regula la gestión de los aceites industriales usados. Boletín Of. Estado 2006, 132, 21061–21070. [Google Scholar]
- European Commission. Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries; European Commission: Brussels, Belgium, 2017. [Google Scholar]
- European Commission. Reference Document on Best Available Techniques on Surface Treatment using Organic Solvents; European Commission: Brussels, Belgium, 2007; p. 722. [Google Scholar]
- Zhang, X.; Li, L.; Fan, E.; Xue, Q.; Bian, Y.; Wu, F.; Chen, R. Toward sustainable and systematic recycling of spent rechargeable batteries. Chem. Soc. Rev. 2018, 47, 7239–7302. [Google Scholar] [CrossRef] [PubMed]
- European Commission. Best Environmental Management Practice for the Waste Management Sector; European Commission: Brussels, Belgium, 2018. [Google Scholar]
- European Commission. Best Environmental Management Practice for the Car Manufacturing Sector; European Commission: Brussels, Belgium, 2017. [Google Scholar]
- US EPA. Managing Used Oil: Advice for Small Businesses | Common Wastes & Materials [WWW Document]. 2019. Available online: https://archive.epa.gov/wastes/conserve/materials/usedoil/web/html/usedoil.html (accessed on 27 February 2020).
- Botas, J.A.; Moreno, J.; Espada, J.J.; Serrano, D.P.; Dufour, J. Recycling of used lubricating oil: Evaluation of environmental and energy performance by LCA. Resour. Conserv. Recycl. 2017, 125, 315–323. [Google Scholar] [CrossRef]
- Rincón, J.; Cañizares, P.; García, M.T. Regeneration of used lubricant oil by ethane extraction. J. Supercrit. Fluids 2007, 39, 315–322. [Google Scholar] [CrossRef]
- Rincón, J.; Cañizares, P.; García, M.T. Regeneration of used lubricant oil by polar solvent extraction. Ind. Eng. Chem. Res. 2005, 44, 4373–4379. [Google Scholar] [CrossRef]
- SENER. Plantas rerrefino aceites usados [WWW Document]. 2020. Available online: https://www.energy.sener/es/plantas-de-rerrefino (accessed on 17 March 2020).
- Mohammed, R.; Ibrahim, I.A.; Taha, A.H.; McKay, G. Waste lubricating oil treatment by extraction and adsorption. Chem. Eng. J. 2013, 220, 343–351. [Google Scholar] [CrossRef]
- Barcala del Caño, N. Diseño de una Planta de Tratamiento de Aceites Residuales de los Sectores de Automoción y Maquinaria Industrial en Base a la Nueva Jerarquía de Gestión de Residuos. Final Project. Master’s Thesis, Universidade de Santiago de Compostela, Santiago de Compostela, Spain, 2010. [Google Scholar]
- Gómez Míguez, C.; Cristóbal Andrade, L.; Bello Bugallo, P.M. BAT Analysis and Process Simulation to implement the WMH: Application to used solvents regeneration. In Proceedings of the 4th International Conference on Engineering for Waste and Biomass Valorisation, Porto, Portugal, 10–13 September 2012; pp. 10–13. [Google Scholar]
- EU. Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on industrial emissions (integrated pollution prevention and control). Off. J. Eur. Union 2010, 334, 17–119. [Google Scholar]
- Worrell, E.; Reuter, M.A. Handbook of Recycling: State-of-the-Art for Practitioners, Analysts, and Scientists, Handbook of Recycling: State-of-the-Art for Practitioners, Analysts, and Scientists; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Alfaya Gómez, S. Modelización de un Sistema Industrial Simbiótico Para la Optimización de su Funcionamiento. In Simulation & Gaming through Times and across Disciplines; Kozminski University: Warsaw, Poland, 2012; p. 687. [Google Scholar]
- Ott, L.S.; Smith, B.L.; Bruno, T.J. Composition-Explicit Distillation Curves of Waste Lubricant Oils and Resourced Crude Oil: A Diagnostic for Re-Refining and Evaluation. Am. J. Environ. Sci. 2010, 6, 523–534. [Google Scholar] [CrossRef] [Green Version]
- Haydary, J. Chemical Process Design and Simulation: Aspen Plus and Aspen Hysys Applications; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2019. [Google Scholar]
- Rodríguez, M.T.; Andrade, L.C.; Bugallo, P.B.; Long, J.C. Combining LCT tools for the optimization of an industrial process: Material and energy flow analysis and best available techniques. J. Hazard. Mater. 2011, 192, 1705–1719. [Google Scholar] [CrossRef] [PubMed]
- Gómez, R.D.; Watterson, J.D. Stationary Combustion. IPCC Guidelines for National Greenhouse Gas Inventories; Institute for Global Environmental Strategies: Kanagawa, Japan, 2006; Volume 2, pp. 1–47. [Google Scholar]
- Spanish Government. Información Completa para la toma de Decisiones Sobre la Sección de Proyectos de Absorción de Dióxido de Carbono y la Sección de Compensación del Registro. [WWW Document]. 2018. Available online: https://www.miteco.gob.es/es/cambio-climatico/temas/mitigacion-politicas-y-medidas/informeanual2018 (accessed on 20 April 2020).
- GRAVITA Group. Battery Breaking System, Battery Breaker, Battery Shredders, Hydro Separation System [WWW Document]. 2020. Available online: https://www.gravitatechnomech.com/equipments/battery-hydro-separation.html (accessed on 11 May 2020).
- AmmoniaKnowHow. Upgrading Methanol Plants for Increase in Capacity and Energy Efficiency [WWW Document]. 2020. Available online: https://www.ammoniaknowhow.com/upgrading-methanol-plants-increase-capacity-energy-efficiency/ (accessed on 28 May 2020).
- Wu, Y.; Xia, C.; Cai, L.; Garcia, A.C.; Shi, S.Q. Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Activity | NACE Code | Nº of Enterprises Spain | Nº of Enterprises Galicia | Nº of Facilities Spain | Nº of Facilities Galicia |
|---|---|---|---|---|---|
| Maintenance and repair of motor vehicles | 4520 | 45,851 | 3258 | 52,327 | 3700 |
| Sale, maintenance and repair of motorcycles, spare parts and accessories | 4540 | 3413 | 192 | 3592 | 199 |
| Residues | Activity | Hazard | EU 27 (t/yr) | Spain (t/yr) |
|---|---|---|---|---|
| Waste oil | All NACE activities plus households | Hazardous | 3,780,000 | 240,607 |
| Nonhazardous | - | - | ||
| Services (except wholesale of waste and scrap) | Hazardous | 570,000 | 80,864 | |
| Nonhazardous | - | - | ||
| LER Code | Hazard | Hazard type | Amount (t/yr) | |
| 13 02 05 * | Hazardous | Dangerous for environment | 30.0 | |
| Spent solvents | All NACE activities plus households | Hazardous | 2,200,000 | 180,196 |
| Nonhazardous | - | - | ||
| Services (except wholesale of waste and scrap) | Hazardous | 120,000 | 8055 | |
| Nonhazardous | - | - | ||
| LER Code | Hazard | Hazard type | Amount (t/yr) | |
| 14 06 03 * | Hazardous | Flammable | 200.0 | |
| Battery waste | All NACE activities plus households | Hazardous | 1,530,000 | 225,617 |
| Nonhazardous | 90,000 | 7248 | ||
| Services (except wholesale of waste and scrap) | Hazardous | 630,000 | 186,459 | |
| Nonhazardous | 50,000 | 3399 | ||
| LER Code | Hazard | Hazard type | Amount (t/yr) | |
| 16 06 01 * | Hazardous | Toxicant | 20.0 | |
| Dirty wipes | LER Code | Hazard | Hazard type | Amount (t/yr) |
| 15 02 02 * | Hazardous | Flammable | 70.0 |
| Issue | Technique | Objective | Benefits |
|---|---|---|---|
| General | Component and material takeback networks | Specific components properly treated | Not quantifiable |
| Enhanced depollution of vehicles | Later recycling/remanufacturing activities’ efficiency | Increase in removed liquid from vehicle | |
| Best practices for plastic and composite parts | Minimise environmental impact | Currently not clear | |
| Waste | Cost benchmarking | Identification of optimisation options | Not associated |
| Advanced waste monitoring | Detailed stats of waste streams | ||
| Pay-as-you-throw | Producers pay according to their waste amounts release | Reduces waste amounts and fosters recycling | |
| Awareness-raising | Foster’s prevention, reuse, recycling within a waste management system | Reduce source extraction and waste disposal | |
| Network of waste advisers | Raise the awareness | Waste prevention | |
| Prevention | Local waste prevention programmes | Waste prevention | Disposal of waste is higher without them |
| Collection | Waste collection strategy | Proper and segregated waste collection | Increase recycling rate |
| Logistics optimization | Optimization in waste collection | Environmental savings | |
| Use low-emissions vehicles | Improve fuel consumption/emissions | Reduced emissions | |
| Producers | Waste producers’ incentives | Achieve waste separation, improve recycling rates | Decrease in disposal, increase in recycling rates |
| Waste containers and storage | Safe storage operations: labelling, heat-sensitive waste is isolated from such an environment, proper container fitting | Reduce the environmental risk associated with the storage of waste | |
| Techniques: minimising residence times, using chemical treatment, optimise aerobic treatment | Prevent or reduce odour emissions | ||
| Maximise reuse of packaging | Reduce the quality of waste sent for disposal | ||
| Containment, collection, and treatment of diffuse emissions including the following: implementation of a detailed inspection procedure for baled waste before shredding, removal of dangerous items from the waste input stream and their safe disposal, treatment of containers only when accompanied by a declaration of cleanliness | Improve the overall environmental performance, prevent emissions due to accidents and incidents | ||
| Waste oils | Label all containers as used oil | Proper identification | Safe handling of used oil, maximize recycling, minimize disposal |
| Keep containers in good condition | Prevent leaks and spillages | ||
| Monitor waste input both in preacceptance and acceptance | Improve environmental performance | ||
| Material/energy recovery: re-refining, burning | Reduce waste sent for disposal | ||
| Adsorption, thermal oxidation, wet scrubbing | Reduce emissions of organic compounds to air | ||
| Spent solvents | Material/energy recovery | Improve environmental performance | |
| Adsorption, thermal oxidation, wet scrubbing | Reduce emissions of organic compounds to air | ||
| Pb-acid batteries | Use enclosed conveyer, use enclosed equipment and collect possible emissions | Reduce diffuse emissions from material pretreatment | |
| Use a bag filter or scrubber | Reduce dust and metal emissions to air from battery preparation | ||
| Operate in WWTP sent acid mist | Reduce emissions to water from battery preparation | ||
| Separate plastics properly before the smelting stage | Allow polypropylene and polyethene recovery from lead battery | ||
| Reuse as a pickling agent, reuse as raw material in a chemical plant, regeneration of the acid by cracking, production of gypsum, production of sodium sulphate | Recover the sulphuric acid from the battery recovery process | ||
| Pyrometallurgical or hydrometallurgical process | Metal recovery | High enough recoveries | |
| Dirty wipes | Combination of minimising solvent-based cleaning agents and manual cleaning with preimpregnated wipes | Reduce VOCs emissions from the cleaning process | |
| Have a waste management plan along with waste quantities monitoring. In addition: recovery/recycling of solvents, waste-stream-specific techniques | Reduce the quantity of waste sent for disposal |
| Distillation Fraction | Weight% |
|---|---|
| Naphtha | 3.72 |
| Diesel–oil | 7.21 |
| Lube base oil | 78.29 |
| Bitumen | 10.82 |
| Flow Stream | Flow Type | Block Unit | Description |
|---|---|---|---|
| Input | Energy flow (fuel) | L–L extraction | Owing to ethane compression |
| Flash | Adjustment for ethane separation | ||
| Atm. Distillation | Fuel input to carry out this unit | ||
| Output | Material flow | L–L extraction | Bitumen or asphalt that involves pollution potential |
| Compound | Formula or Average Structure | Mole% |
|---|---|---|
| Toluene |  | 68.5 |
| Acetone |  | 20.0 |
| Methanol | CH3OH | 10.0 |
| Solid particles | Not specified | 1.5 |
| Flow Type | Block Unit | Description |
|---|---|---|
| Resource consumption | Distillation Flash separator | The steam requirement increases energy consumption |
| VOCs emissions | Storage tank vents, condenser vents, incinerator stacks, fugitive losses | Some emissions are a consequence of boiling but others of simple storage and handling besides either leaks or spills |
| Compound | Formula or Average Structure | Weight% |
|---|---|---|
| Pb (alloyed or elem.) | Pb | 30 |
| Electrode paste | PbO, PbO2 | 40 |
| Dilute sulphuric acid with impurities | H2SO4 | 20 |
| Polyethylene (PE) |  | 5 |
| Polypropylene (PP) |  | 4 |
| Others (glass, etc.) | - | 1 |
| Flow Type | Block Unit | Description |
|---|---|---|
| Inlet battery waste amount | Entire process | Handling procedure is not enough to deal with several such batteries |
| Clean electrolyte | Decantation | Diluted sulphuric acid may contain impurities of Pb sulphate |
| Segregation of Pb products | Final segregation | It is difficult to sell sulphated products to recycling enterprises |
| Flow Type | Block Unit | Description |
|---|---|---|
| Inlet dirty wipes | Washing centrifugation unit | Using reusable wipes involves a greater volume of dirty wipes |
| Energy consumption | Washing and drying | Additional energy consumption in the spent solvent recovery process |
| VOCs emissions | Cleaning, handling, storage, transport, treatment activities | Using excessive solvent involves further emissions of organic compounds and its treatment later |
| Time | 2010 | 2011 | 2012 | 2013 | 2014 | 2015 | 2016 | 2017 | 2018 | 2019 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Variable | |||||||||||
| Outflow without treatment | 30.0 | - | - | - | 5.6 | 4.5 | 6.7 | 8.4 | 10.0 | 4.3 | |
| Time | 2010 | 2011 | 2012 | 2013 | 2014 | 2015 | 2016 | 2017 | 2018 | 2019 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Variable | |||||||||||
| Reference mode (Outflow without treatment) | 30.0 | - | - | - | 5.6 | 4.5 | 6.7 | 8.4 | 10.0 | 4.3 | |
| Outflow without treatment | 30.0 | 23.9 | 17.8 | 11.7 | 5.6 | 4.5 | 6.7 | 8.4 | 10.0 | 4.3 | |
| Outflow | 30.0 | 23.9 | 17.8 | 11.7 | 5.6 | 4.5 | 6.7 | 8.4 | 10.0 | 4.3 | |
| Item | Amount | Unit | Stream |
|---|---|---|---|
| Waste oil | 4.280 | Ton | Input |
| Spent solvent | 202.085 | Ton | Total * |
| Spent solvent | 70.730 | Ton | Raw Input |
| Energy | 1.091 × 104 | MJ | Input |
| CO2 emissions | 0.845 | Ton | Output |
| Recovered solvent | 131.355 | Ton | Feedback |
| Sludge | 70.730 | Ton | Output |
| Dirty Wipes | 92.814 | Ton | Input |
| Battery waste | 130.870 | Ton | Input |
| Item | Amount | Unit | Stream |
|---|---|---|---|
| Waste oil | 4.280 | Ton | Total * |
| Waste oil | 1.264 | Ton | Raw Input |
| Energy (from diesel oil) | 1.978 × 104 | MJ | Input |
| CO2 emissions | 1.466 | Ton | Output |
| Recovered base oil | 3.016 | Ton | Feedback |
| Naphtha | 0.143 | Ton | Output |
| Gasoil | 0.278 | Ton | Output |
| Bitumen | 0.417 | Ton | Output |
| Spent solvent | 239.211 ** | Ton | Total * |
| Spent solvent | 26.313 | Ton | Raw Input |
| Energy (from electricity) | 1.292 × 104 | MJ | Input |
| CO2 emissions | 1.000 | Ton | Output |
| Recovered solvent | 212.897 | Ton | Feedback |
| Sludge | 26.313 | Ton | Output |
| Battery waste | 130.870 | Ton | Total * |
| Battery waste | 130.870 | Ton | Raw Input *** |
| Energy (from electricity) | 2.449 × 104 | MJ | Input |
| CO2 emissions | 1.896 | Ton | Output |
| Lead scrap | 39.261 | Ton | Output |
| Lead paste | 52.348 | Ton | Output |
| Polyethene waste | 6.544 | Ton | Output |
| Polypropylene waste | 5.235 | Ton | Output |
| Sulphuric acid electrolyte | 26.174 | Ton | Output |
| Other waste | 1.309 | Ton | Output |
| Dirty Wipes (with solvent) | 92.814 | Ton | Total **** |
| Wipes | 0.000 | Ton | Raw Input |
| Energy (from electricity) | 1.253 × 105 | MJ | Input |
| CO2 emissions | 9.698 | Ton | Output |
| Fibre Wipes | 55.688 | Ton | Feedback |
| Spent Solvent | 37.126 | Ton | ** |
| Indicator | Scenario 1 | Scenario 2 | Unit |
|---|---|---|---|
| Climate change—GWP100 | 1.20 × 106 | 6.26 × 105 | kgO2 eq. |
| Human toxicity—HTP inf | 1.89 × 105 | 1.04 × 105 | kg1,4-dichlorobenzene eq. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Viruega Sevilla, D.; Francisco López, A.; Bello Bugallo, P.M. The Role of a Hazardous Waste Intermediate Management Plant in the Circularity of Products. Sustainability 2022, 14, 1241. https://doi.org/10.3390/su14031241
Viruega Sevilla D, Francisco López A, Bello Bugallo PM. The Role of a Hazardous Waste Intermediate Management Plant in the Circularity of Products. Sustainability. 2022; 14(3):1241. https://doi.org/10.3390/su14031241
Chicago/Turabian StyleViruega Sevilla, David, Ahinara Francisco López, and Pastora M. Bello Bugallo. 2022. "The Role of a Hazardous Waste Intermediate Management Plant in the Circularity of Products" Sustainability 14, no. 3: 1241. https://doi.org/10.3390/su14031241