
Development and Experiments on a Batch-Type Solar Roaster—An Innovative Decentralized System for Coffee Roasting


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Setup and Data Acquisition
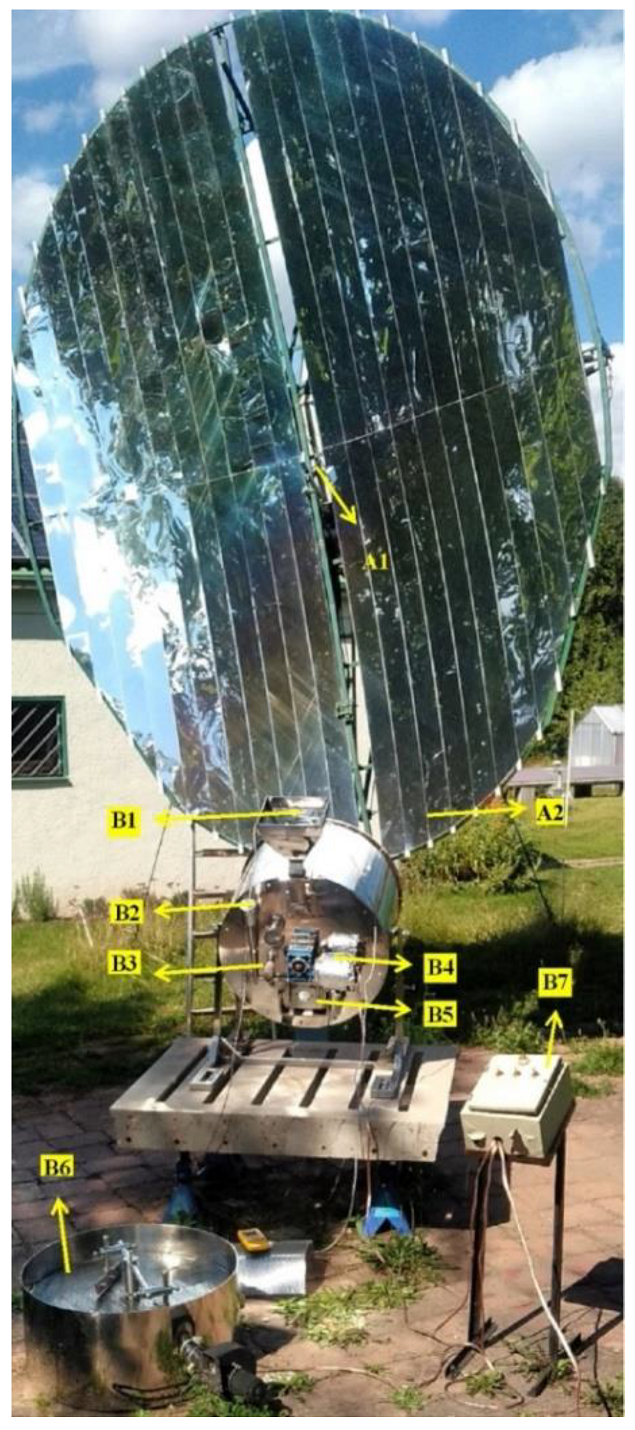
2.2. Description and Working Mechanism of Solar Batch-Type Roaster
2.3. Efficiency of Solar Roaster
2.4. Optimal Operating Parameters for Roasting Coffee in Solar Batch-Type Roaster
2.5. Optimization of Roasting Parameters Using Desirability Function Technique
3. Results and Discussion
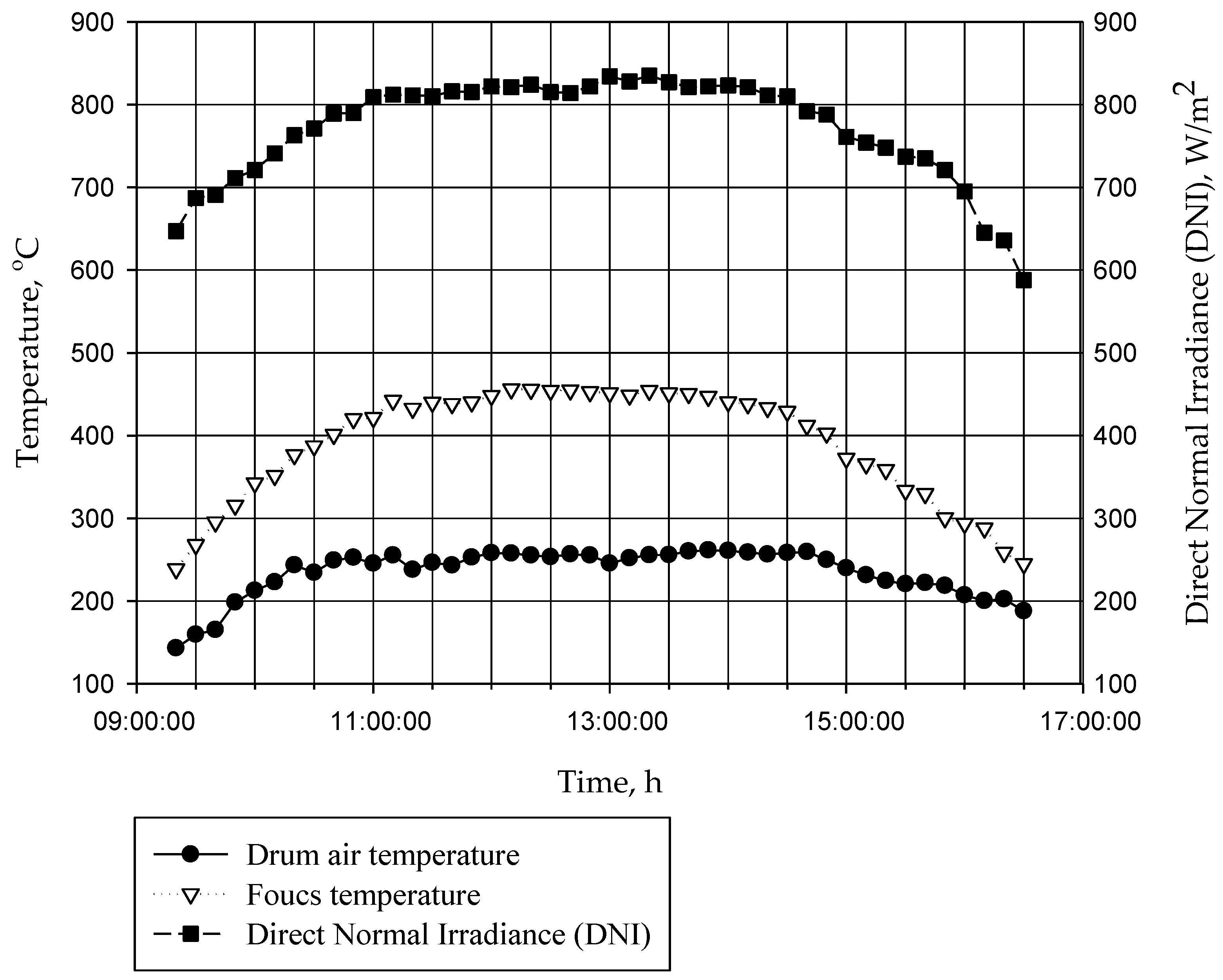
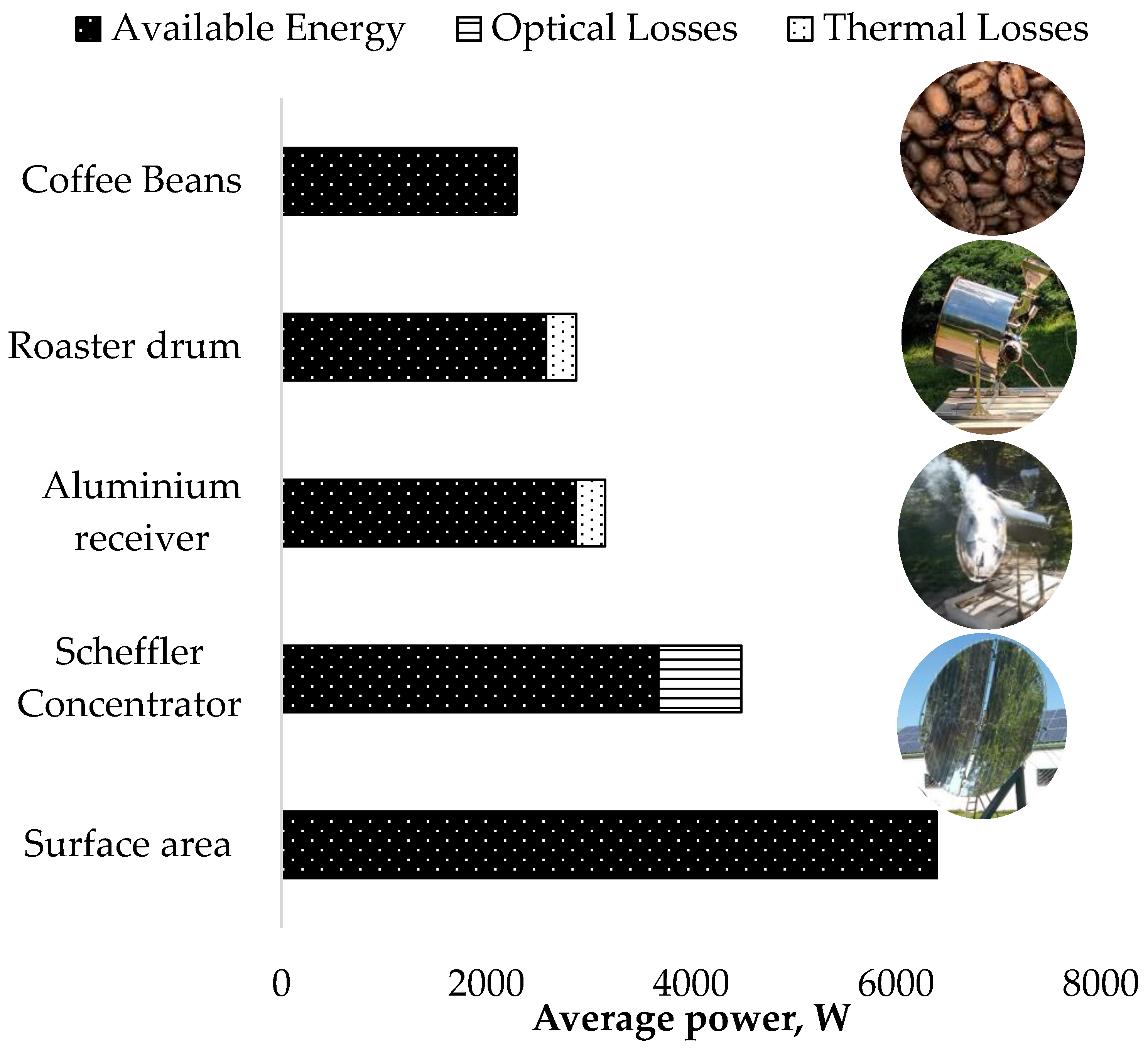
3.1. Roaster Thermal Energy Distribution
Thermal Efficiency of Solar Roasting System
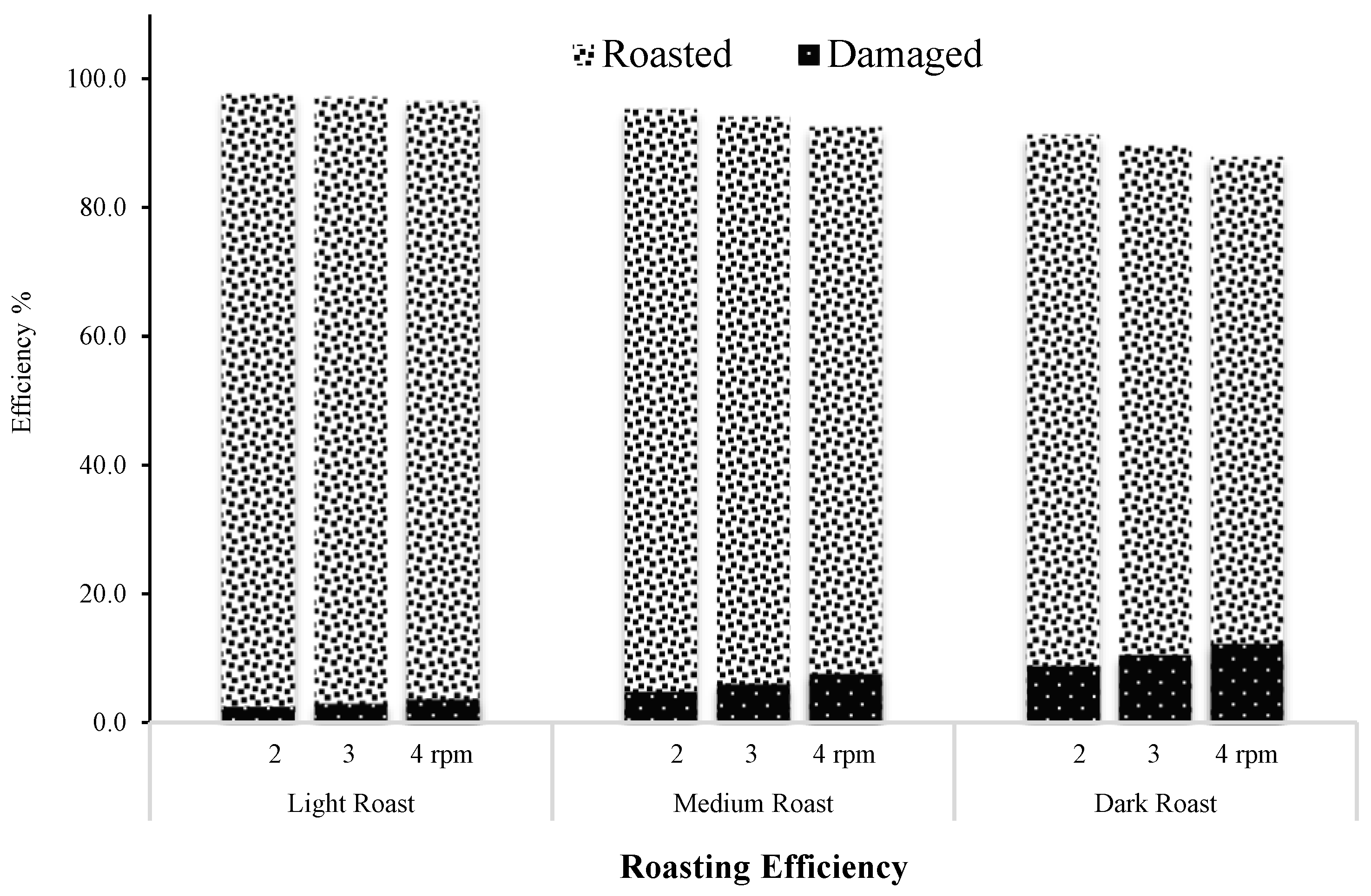
3.2. Roasting Efficiency of a Solar Roaster
3.3. Operating Parameters Impact on Responses
3.3.1. Impact of Operating Parameters on the Responses
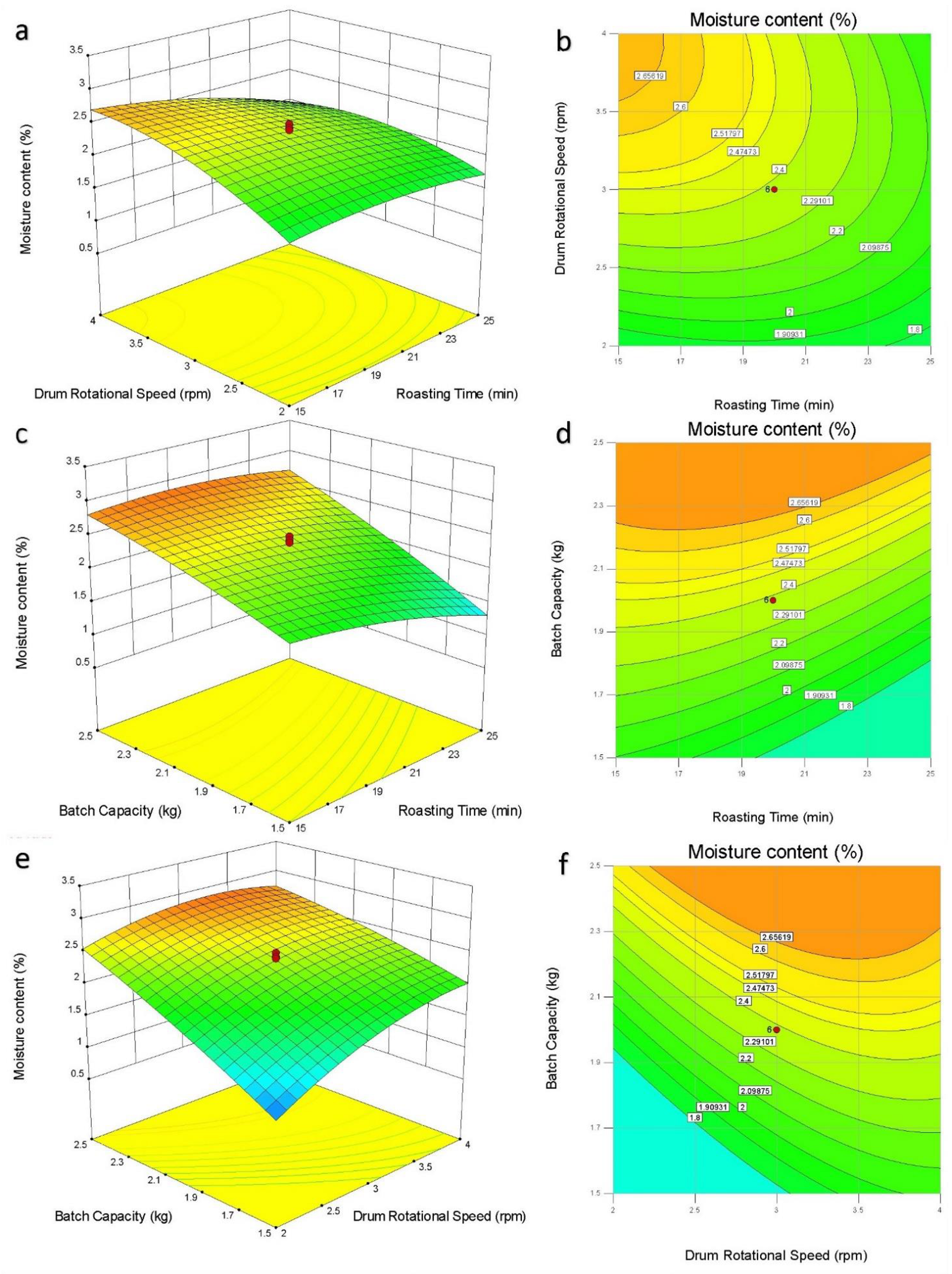
3.3.2. Interactive Impact of Parameters on MC
3.3.3. Interactive Impact of Parameters on Colorimeter Value (L*)
3.4. Optimal Operating Parameters of Solar Roaster
Coffee Roasting
3.5. Economic Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- International Coffee Organization—Daily Coffee Prices. Available online: https://www.ico.org/coffee_prices.asp?section=Statistics (accessed on 21 June 2021).
- Krishnan, S. Sustainable Coffee Production. Oxf. Res. Encycl. Environ. Sci. 2017, 1–33. [Google Scholar] [CrossRef]
- United States Department of Agriculture (USDA). Coffee: World Markets and Trade. 2021. Available online: https://apps.fas.usda.gov/psdonline/app/index.html#/app/downloads (accessed on 11 January 2022).
- REN21 (Renewable Energy Policy Network for the 21st century). Renewables 2020 Global Status Report; REN21 Secretariat: Paris, France, 2020; ISBN 978-3-948393-00-7. [Google Scholar]
- Taghizadeh-Hesary, F.; Rasoulinezhad, E.; Yoshino, N. Energy and Food Security: Linkages through Price Volatility. Energy Policy 2019, 128, 796–806. [Google Scholar] [CrossRef]
- Hadzich, M.; Veynandt, F.; Delcol, J.; Hadzich, L.M.; Pérez, J.P.; Vergara, S. Design of a Solar Coffee Roaster for Rural Areas. Energy Procedia 2014, 57, 3215–3224. [Google Scholar] [CrossRef] [Green Version]
- Laukaleja, I.; Kruma, Z. Influence of the Roasting Process on Bioactive Compounds and Aroma Profile in Speciality Coffee: A Review. In Proceedings of the Baltic Conference on Food Science and Technology and North and East European Congress on Food, Jelgava, Latvia, 2–3 May 2019; Available online: http://llufb.llu.lv/conference/foodbalt/2019/Laukaleja_Kruma_N080_FoodBalt2019.pdf (accessed on 13 January 2022).
- Buffo, R.A.; Cardelli-Freire, C. Coffee flavour: An overview. Flavour Fragr. J. 2004, 19, 99–104. [Google Scholar] [CrossRef]
- Franca, A.S.; Oliveira, L.S.; Oliveira, R.C.S.; Agresti, P.C.M.; Augusti, R. A preliminary evaluation of the effect of processing temperature on coffee roasting degree assessment. J. Food Eng. 2009, 92, 345–352. [Google Scholar] [CrossRef]
- Palma, F.D.; Iacono, F.; Toffanin, C.; Ziccardi, A.; Magni, L. Scalable model for industrial coffee roasting chamber. Procedia Comput. Sci. 2021, 180, 122–131. [Google Scholar] [CrossRef]
- Nagaraju, V.D.; Murthy, C.T.; Ramalakshmi, K.; Srinivasa Rao, P.N. Studies on roasting of coffee beans in a spouted bed. J. Food Eng. 1997, 31, 263–270. [Google Scholar] [CrossRef]
- Raemy, A.; Lambelet, P. A calorimetric study of self-heating in coffee and chicory. Int. J. Food Sci. Tech. 1982, 17, 451–460. [Google Scholar] [CrossRef]
- Mendes, L.C.; de Menezes, H.C.; Aparecida, M.; da Silva, A.P. Optimization of the roasting of Robusta coffee (C. canephora conillon) using acceptability tests and RSM. Food Qual. Prefer. 2001, 12, 153–162. [Google Scholar] [CrossRef]
- de Carvalho, M.A.; de Rezende, J.C.; Rezende, T.T.; Ferreira, A.D.; Rezende, R.M.; Mendes, A.N.G.; Carvalho, G.R. Relationship between the sensory attributes and the quality of coffee in different environments. Afr. J. Agric. Res. 2016, 11, 3607–3614. [Google Scholar] [CrossRef] [Green Version]
- Bauer, D.; Abreu, J.; Jordão, N.; Rosa, J.S.; da Freitas-Silva, O.; Teodoro, A. Effect of Roasting Levels and Drying Process of Coffea canephora on the Quality of Bioactive Compounds and Cytotoxicity. Int. J. Mol. Sci. 2018, 19, 3407. [Google Scholar] [CrossRef] [Green Version]
- Rosa, J.S.D.; Freitas-Silva, O.; Rouws, J.R.C.; Moreira, I.G.D.S.; Novaes, F.J.M.; Azevedo, D.A.; Schwab, N.; Godoy, R.L.D.O.; Eberlin, M.N.; Rezende, C.M. Mass spectrometry screening of Arabica coffee roasting: A non-target and non-volatile approach by EASI-MS and ESI-MS. Food Res. Int. 2016, 89, 967–975. [Google Scholar] [CrossRef] [Green Version]
- Ukers, W.H.; William, H. All about Coffee; The Tea and Coffee Trade Journal Company: New York, NY, USA, 1922; p. 615. Available online: http://archive.org/details/ (accessed on 14 January 2022).
- Syafriandi; Fachruddin, F.; Lubis, A.; Maulina, H.; Nazura, P. Testing coffee roasting machine with electric heater as energy source. IOP Conf. Ser. Earth Environ. Sci. 2021, 922, 012073. [Google Scholar] [CrossRef]
- Wang, X.; Lim, L.-T. A Kinetics and Modeling Study of Coffee Roasting Under Isothermal Conditions. Food Bioprocess Technol. 2014, 7, 621–632. [Google Scholar] [CrossRef]
- Diallo—2019—A Heated Comparison Ikawa vs Probat.pdf. Available online: https://caravela.coffee/wp-content/uploads/2019/04/A-Heated-Comparison-Ikawa-vs-Probat-FINAL.pdf (accessed on 18 January 2022).
- Dafle, V.R.; Shinde, N.N. Design, Development & Performance Evaluation of Concentrating Monoaxial Scheffler Technology for Water Heating and Low-Temperature Industrial Steam Application. Int. J. Eng. Res. Appl. 2012, 2, 848–852. [Google Scholar]
- Nwakuba, N.R.; Asoegwu, S.N.; Nwaigwe, K.N. Energy requirements for drying of sliced agricultural products: A review. Agric. Eng. Int. CIGR J. 2016, 18, 144–155. [Google Scholar]
- Solargis. World map of DNI. 2021. Available online: http://solargis.info/doc/_pics/freemaps/1000px/dni/SolarGIS-Solar-map-DNI-World-map-en.png (accessed on 17 January 2022).
- Munir, A.; Hensel, O.; Scheffler, W. Design principle and calculations of a Scheffler fixed focus concentrator for medium temperature applications. Sol. Energy 2010, 84, 1490–1502. [Google Scholar] [CrossRef]
- Raza, A.; Munir, A.; Ghafoor, A.; Ali, S. Soybean roasting using continuous solar roaster–A decentralized approach for agricultural processing. J. Food Process Eng. 2019, 42, e13184. [Google Scholar] [CrossRef]
- Raza, A.; Majeed, F.; Munir, A.; Hensel, O. Development and Experimental Results of a Thermal Oil Based Roasting System for Decentralized Processing of Groundnuts. Appl. Sci. 2019, 9, 4342. [Google Scholar] [CrossRef] [Green Version]
- EESI. Solar Thermal Energy for Industrial Uses; Issue Brief; Environmental and Energy Study Institute (ESSI): Washington, DC, USA, 2011. [Google Scholar]
- Scheffler, W.; Bruecke, S.; von Werdenbergstr, G. Development of a solar crematorium. In Proceedings of the 6th International Conference on Solar Cooker, Granada, Spain, 15 July 2006. [Google Scholar]
- Patil, R.; Awari, G.; Singh, M. Experimental analysis of Scheffler reflector water heater. Therm. Sci. 2011, 15, 599–604. [Google Scholar] [CrossRef]
- Panchal, H.; Patel, J.; Parmar, K.; Patel, M. Different applications of Scheffler reflector for renewable energy: A comprehensive review. Int. J. Ambient. Energy 2020, 41, 716–728. [Google Scholar] [CrossRef]
- Munir, A.; Hensel, O.; Scheffler, W.; Hoedt, H.; Amjad, W.; Ghafoor, A. Design, development and experimental results of a solar distillery for the essential oils extraction from medicinal and aromatic plants. Sol. Energy 2014, 108, 548–559. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis of AOAC International, 17th ed.; Association of Analytical Communities: Gaithersburg, MD, USA, 2000. [Google Scholar]
- Wang, L.; Yuan, Z.; Zhao, Y.; Guo, Z. Review on Development of Small Point-Focusing Solar Concentrators. J. Therm. Sci. 2019, 28, 929–947. [Google Scholar] [CrossRef]
- Ayub, I.; Munir, A.; Ghafoor, A.; Amjad, W.; Nasir, M.S. Solar Thermal Application for Decentralized Food Baking Using Scheffler Reflector Technology. J. Sol. Energy Eng. 2018, 140, 061005. [Google Scholar] [CrossRef] [Green Version]
- Duffie, J.A.; Beckman, W.A. Solar Engineering of Thermal Processes; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Olaniyan, A.M.; Karim, O.R.; Eromoselec, E.O. Design and Development of a Small-Scale Peanut Roaster. 2017. Available online: https://www.semanticscholar.org/paper/Design-and-Development-a-Small-scale-Peanut-Roaster-Olaniyan-Karim/a277049d55e266be60eb2c5d60f81887330c957b (accessed on 3 January 2022).
- Box, G.E.P.; Hunter, J.S. Multi-Factor Experimental Designs for Exploring Response Surfaces. Ann. Math. Stat. 1957, 28, 195–241. [Google Scholar] [CrossRef]
- Box, G.E.P.; Wilson, K.B. On the Experimental Attainment of Optimum Conditions. In Breakthroughs in Statistics: Methodology and Distribution; Kotz, S., Johnson, N.L., Eds.; Springer: Berlin/Heidelberg, Germany, 1992; pp. 270–310. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 9th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Derringer, G.; Suich, R. Simultaneous Optimization of Several Response Variables. J. Qual. Technol. 2017, 12, 214–219. [Google Scholar] [CrossRef]
- Sutarsi Soekarno, S.; Widyotomo, S. Performance Evaluation of Rotating Cylinder Type Coffee Bean Roaster. J. Keteknikan Pertan. 2010, 24, 106931. [Google Scholar]
- Gallagher, J. Understanding Roaster Drum Speed & Its Affect on Your Coffee. Perfect Daily Grind. 2019. Available online: https://perfectdailygrind.com/2019/06/understanding-roaster-drum-speed-its-affect-on-your-coffee/ (accessed on 3 January 2022).
- Getaneh, E.; Fanta, S.W.; Satheesh, N. Effect of Broken Coffee Beans Particle Size, Roasting Temperature, and Roasting Time on Quality of Coffee Beverage. J. Food Qual. 2020, 2020, e8871577. [Google Scholar] [CrossRef]
- Jokanovic, M.; Dzinic, N.; Cvetkovic, B.; Grujic, S.; Odzakovic, B. Changes of physical properties of coffee beans during roasting. Acta Period. Technol. 2012, 43, 21–31. [Google Scholar] [CrossRef]
- Bicho, N.C.; Leitão, A.E.; Ramalho, J.C.; Lidon, F.C. Use of colour parameters for roasted coffee assessment. Food Sci. Technol. 2012, 32, 436–442. [Google Scholar] [CrossRef] [Green Version]
- Pittia, P.; Nicoli, M.C.; Sacchetti, G. Effect of moisture and water activity on textural properties of raw and roasted coffee beans. J. Texture Stud. 2007, 38, 116–134. [Google Scholar] [CrossRef]
- Edzuan, A.M.F.; Aliah, A.M.N.; Bong, H.L. Physical and Chemical Property Changes of Coffee Beans during Roasting. Am. J. Chem. 2015, 5, 56–60. [Google Scholar]
- Coffee: World Markets and Trade. USDA Foreign Agricultural Service. 2021. Available online: https://www.fas.usda.gov/data/coffee-world-markets-and-trade (accessed on 18 September 2021).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Goal | |
|---|---|---|
| Independent variables | Roasting time (min) | In range |
| Drum rotational speed (rpm) | Minimum | |
| Coffee beans Quantity (kg) | Maximize | |
| Responses | MC (%) | Minimize |
| L* (light) | Target → 41.5 | |
| L* (medium) | Target → 39.2 | |
| L* (dark) | Target → 37.5 |
| Actual Level of Factor | Predicted Responses | Observed Responses | |||||
|---|---|---|---|---|---|---|---|
| Design Points | Roasting Time (min) | Drum Rotational Speed (rpm) | Batch Capacity (kg) | Moisture Contents (%) | L* | Moisture Contents (%) | L* |
| 1 | 20 | 3 | 2 | 2.38 | 47.03 | 2.32 | 46.78 |
| 2 | 25 | 4 | 1.5 | 1.41 | 33.42 | 1.47 | 33.76 |
| 3 | 20 | 4.68 | 2 | 2.26 | 46.43 | 2.14 | 45.93 |
| 4 | 11.59 | 3 | 2 | 2.41 | 47.23 | 2.3 | 46.69 |
| 5 | 20 | 3 | 2 | 2.38 | 47.03 | 2.31 | 46.76 |
| 6 | 20 | 3 | 2 | 2.38 | 47.03 | 2.49 | 47.99 |
| 7 | 15 | 4 | 1.5 | 2.42 | 47.11 | 2.51 | 47.59 |
| 8 | 20 | 3 | 2 | 2.38 | 47.03 | 2.43 | 46.99 |
| 9 | 20 | 3 | 2 | 2.38 | 47.03 | 2.4 | 46.94 |
| 10 | 15 | 4 | 2.5 | 2.86 | 53.23 | 2.95 | 53.52 |
| 11 | 28.41 | 3 | 2 | 1.74 | 37.17 | 1.76 | 36.93 |
| 12 | 20 | 3 | 2 | 2.38 | 47.03 | 2.35 | 46.85 |
| 13 | 20 | 1.32 | 2 | 1.3 | 33.44 | 1.34 | 33.16 |
| 14 | 25 | 4 | 2.5 | 2.43 | 46.42 | 2.44 | 47.00 |
| 15 | 20 | 3 | 2.84 | 3.11 | 54.56 | 3.1 | 53.9 |
| 16 | 15 | 2 | 1.5 | 1.15 | 30.57 | 1.2 | 30.54 |
| 17 | 25 | 2 | 2.5 | 2.54 | 47.51 | 2.51 | 47.59 |
| 18 | 20 | 3 | 1.16 | 1.26 | 30.84 | 1.19 | 30.73 |
| 19 | 25 | 2 | 1.5 | 0.79 | 25.42 | 0.76 | 25.68 |
| 20 | 15 | 2 | 2.5 | 2.34 | 46.18 | 2.34 | 46.8 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 7.21 | 9 | 0.80 | 95.71 | <0.0001 | significant |
| A | 0.54 | 1 | 0.54 | 65.07 | <0.0001 | |
| B | 1.12 | 1 | 1.12 | 133.34 | <0.0001 | |
| C | 4.13 | 1 | 4.13 | 493.34 | <0.0001 | |
| AB | 0.20 | 1 | 0.20 | 24.45 | 0.0006 | |
| AC | 0.16 | 1 | 0.16 | 19.39 | 0.0013 | |
| BC | 0.27 | 1 | 0.27 | 32.69 | 0.0002 | |
| A2 | 0.17 | 1 | 0.17 | 20.41 | 0.0011 | |
| B2 | 0.64 | 1 | 0.64 | 76.93 | <0.0001 | |
| C2 | 0.067 | 1 | 0.067 | 8.02 | 0.0178 | |
| Residual | 0.084 | 10 | 0.0083 | |||
| Lack of Fit | 0.059 | 5 | 0.012 | 2.44 | 0.1747 | Non-significant |
| Pure Error | 0.024 | 5 | 0.0049 | |||
| Cor Total | 7.30 | 19 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1245.12 | 9 | 138.35 | 414.67 | <0.0001 | Significant |
| A | 122.10 | 1 | 122.10 | 365.96 | <0.0001 | |
| B | 203.64 | 1 | 203.64 | 610.38 | <0.0001 | |
| C | 679.15 | 1 | 679.15 | 2035.63 | <0.0001 | |
| AB | 33.13 | 1 | 33.13 | 99.30 | <0.0001 | |
| AC | 21.00 | 1 | 21.00 | 62.93 | <0.0001 | |
| BC | 45.13 | 1 | 45.13 | 135.25 | <0.0001 | |
| A2 | 42.02 | 1 | 42.02 | 125.95 | <0.0001 | |
| B2 | 90.67 | 1 | 90.67 | 271.78 | <0.0001 | |
| C2 | 33.69 | 1 | 33.69 | 100.99 | <0.0001 | |
| Residual | 3.34 | 10 | 0.33 | |||
| Lack of Fit | 2.24 | 5 | 0.45 | 2.04 | 0.2258 | Non-significant |
| Pure Error | 1.10 | 5 | 0.22 | |||
| Cor Total | 1248.46 | 19 |
| Roasting Degree | Response | Predicted Value | Roasting Condition | Average Value | Error (%) | ||
|---|---|---|---|---|---|---|---|
| Run 1 | Run 2 | Run 3 | |||||
| Light | MC (%) | 1.88 | 1.89 | 1.86 | 1.92 | 1.89 | 0.53 |
| L* | 40.66 | 40.72 | 40.63 | 40.89 | 40.75 | 0.21 | |
| Medium | MC (%) | 1.82 | 1.83 | 1.81 | 1.84 | 1.83 | 0.36 |
| L* | 39.47 | 39.65 | 39.41 | 39.86 | 39.64 | 0.43 | |
| Dark | MC (%) | 1.74 | 1.77 | 1.73 | 1.74 | 1.75 | 0.38 |
| L* | 37.99 | 38.77 | 37.86 | 38.01 | 38.21 | 0.58 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Majeed, F.; Raza, A.; Munir, A.; Hensel, O. Development and Experiments on a Batch-Type Solar Roaster—An Innovative Decentralized System for Coffee Roasting. Sustainability 2022, 14, 2217. https://doi.org/10.3390/su14042217
Majeed F, Raza A, Munir A, Hensel O. Development and Experiments on a Batch-Type Solar Roaster—An Innovative Decentralized System for Coffee Roasting. Sustainability. 2022; 14(4):2217. https://doi.org/10.3390/su14042217
Chicago/Turabian StyleMajeed, Faizan, Ali Raza, Anjum Munir, and Oliver Hensel. 2022. "Development and Experiments on a Batch-Type Solar Roaster—An Innovative Decentralized System for Coffee Roasting" Sustainability 14, no. 4: 2217. https://doi.org/10.3390/su14042217