
The Use of Recycled Polymers for the Preparation of Self-Reinforced Composites by the Overmolding Technique: Materials Performance Evaluation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
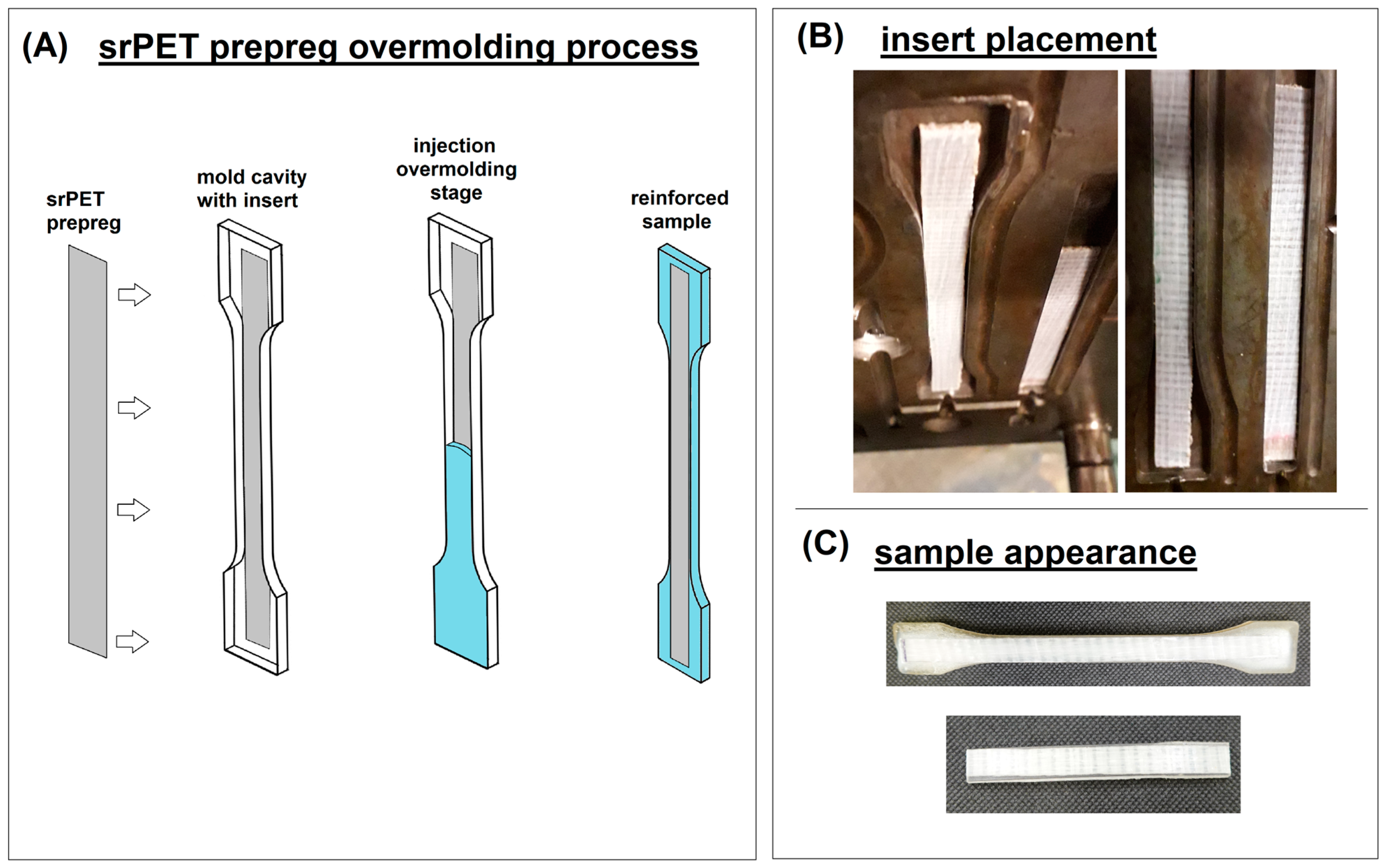
2.2. Sample Preparation
2.3. Methods
3. Results and Discussion
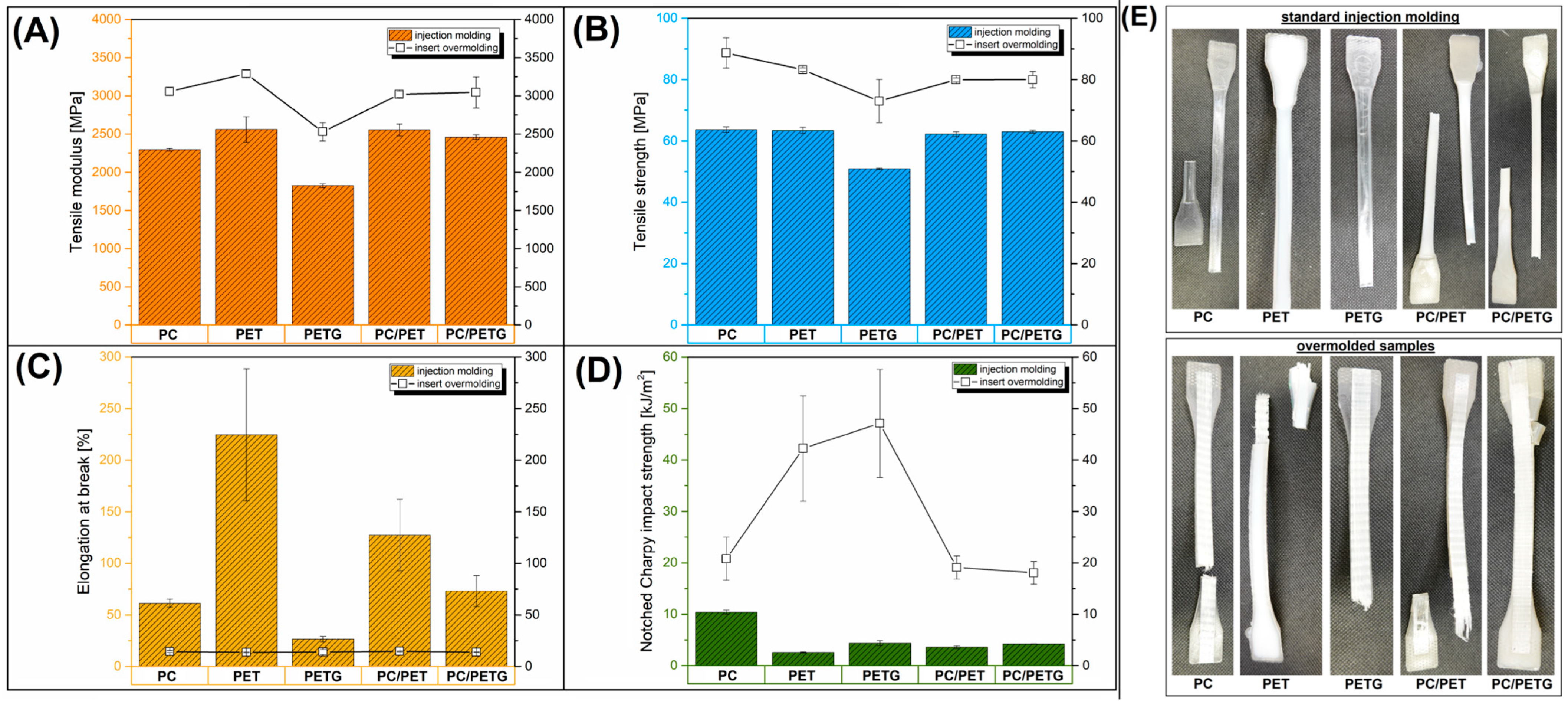
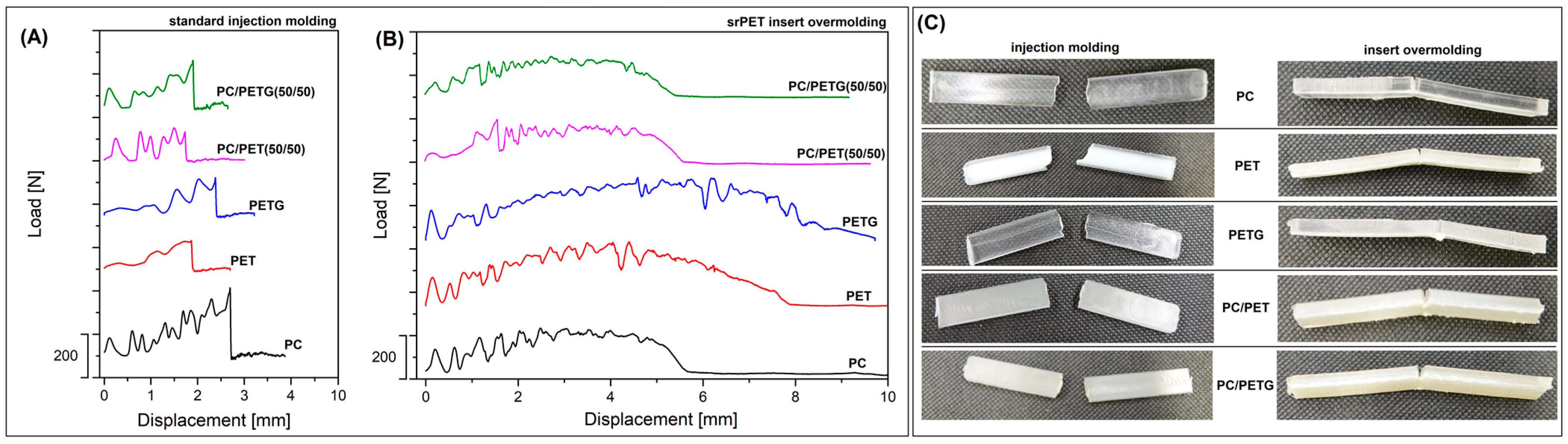
3.1. Mechanical Performance—Static Tensile Measurements and Notched Charpy Impact Tests
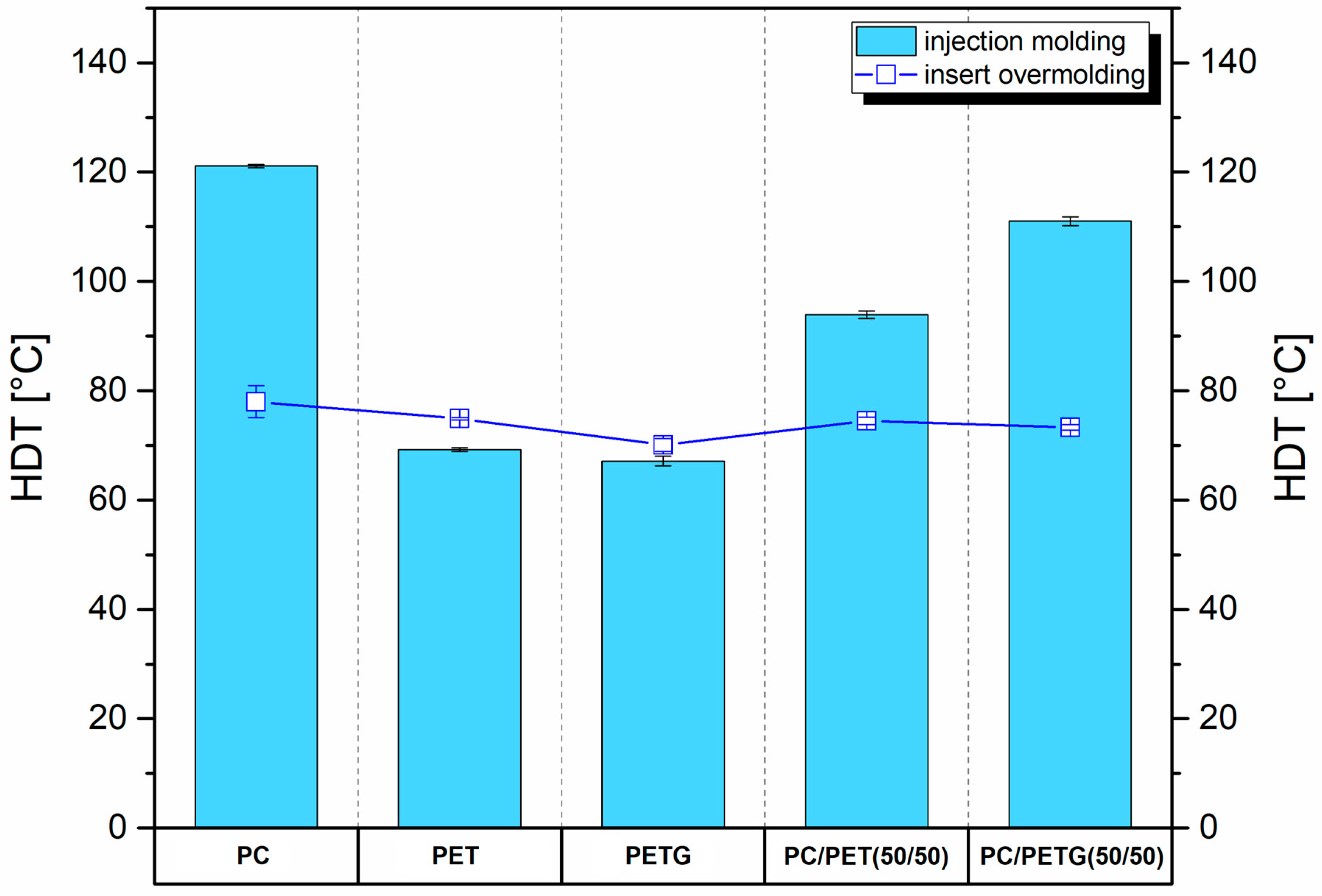
3.2. Thermomechanical Properties—DMTA Analysis/HDT Tests
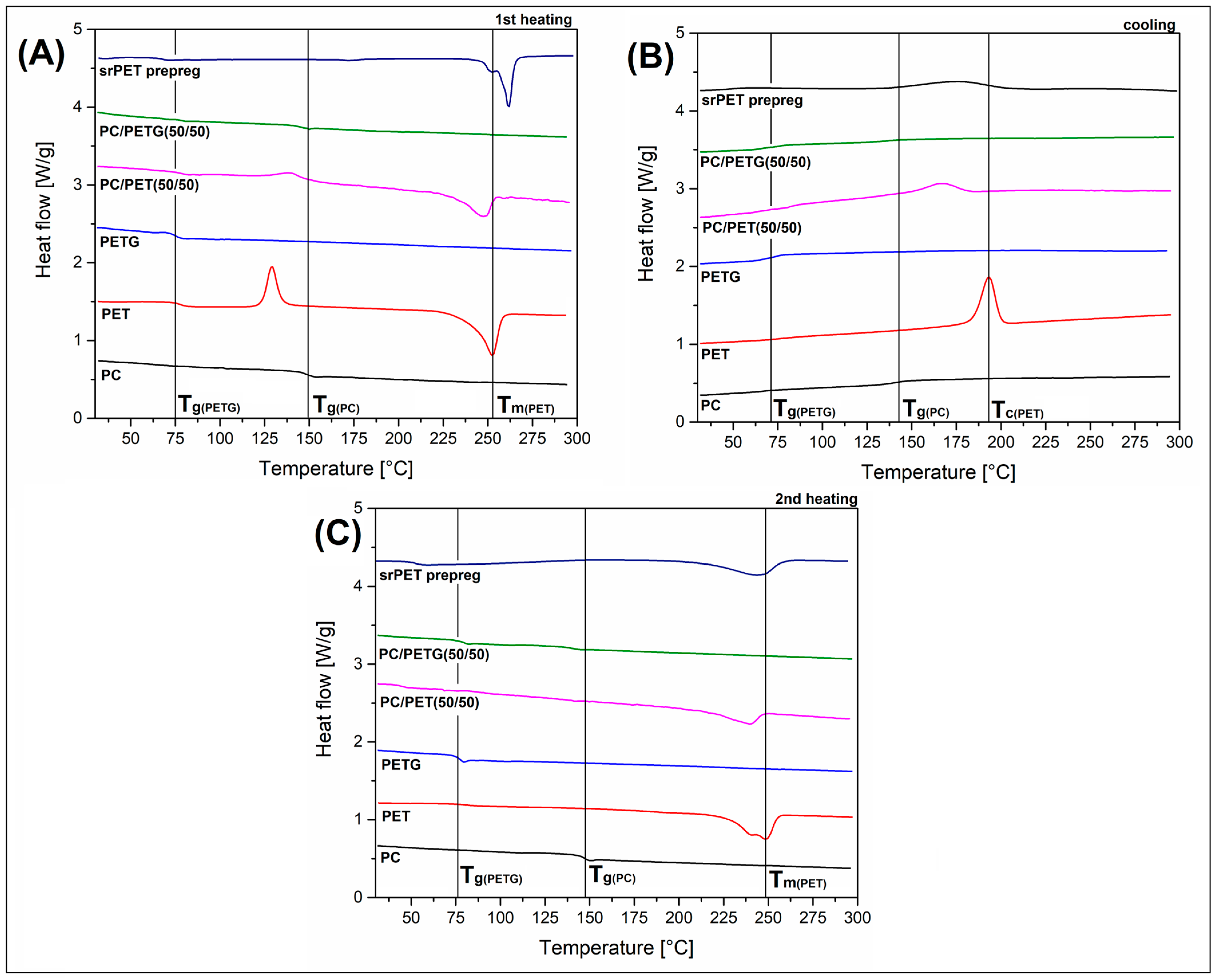
3.3. Phase Transition Measurements—DSC Analysis
4. Conclusions
- -
- the research confirmed the possibility of permanent connection of srPET composites with polymer blends of several types,
- -
- the use of recycled origin materials was proven to be possible,
- -
- the developed method does not require a complicated prepreg plasticizing procedure.
Supplementary Materials
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Capiati, N.J.; Porter, R.S. The Concept of One Polymer Composites Modelled with High Density Polyethylene. J. Mater. Sci. 1975, 10, 1671–1677. [Google Scholar] [CrossRef]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Self-Reinforced Polymeric Materials: A Review. Prog. Polym. Sci. 2010, 35, 1288–1310. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Bárány, T. Single-Polymer Composites (SPCs): Status and Future Trends. Compos. Sci. Technol. 2014, 92, 77–94. [Google Scholar] [CrossRef] [Green Version]
- Ward, I.M.; Hine, P.J. The Science and Technology of Hot Compaction. Polymer 2004, 45, 1413–1427. [Google Scholar] [CrossRef]
- Santos, R.A.M.; Gorbatikh, L.; Swolfs, Y. Commercial Self-Reinforced Composites: A Comparative Study. Compos. Part B Eng. 2021, 223, 109108. [Google Scholar] [CrossRef]
- Romhány, G.; Bárány, T.; Czigány, T.; Karger-Kocsis, J. Fracture and Failure Behavior of Fabric-Reinforced All-Poly(Propylene) Composite (Curv®). Polym. Adv. Technol. 2007, 18, 90–96. [Google Scholar] [CrossRef]
- Izer, A.; Bárány, T.; Varga, J. Development of Woven Fabric Reinforced All-Polypropylene Composites with Beta Nucleated Homo- and Copolymer Matrices. Compos. Sci. Technol. 2009, 69, 2185–2192. [Google Scholar] [CrossRef]
- Deng, H.; Reynolds, C.T.; Cabrera, N.O.; Barkoula, N.-M.; Alcock, B.; Peijs, T. The Water Absorption Behaviour of All-Polypropylene Composites and Its Effect on Mechanical Properties. Compos. Part B Eng. 2010, 41, 268–275. [Google Scholar] [CrossRef]
- Schneider, C.; Velea, M.N.; Kazemahvazi, S.; Zenkert, D. Compression Properties of Novel Thermoplastic Carbon Fibre and Poly-Ethylene Terephthalate Fibre Composite Lattice Structures. Mater. Des. 2015, 65, 1110–1120. [Google Scholar] [CrossRef] [Green Version]
- Poulikidou, S.; Schneider, C.; Björklund, A.; Kazemahvazi, S.; Wennhage, P.; Zenkert, D. A Material Selection Approach to Evaluate Material Substitution for Minimizing the Life Cycle Environmental Impact of Vehicles. Mater. Des. 2015, 83, 704–712. [Google Scholar] [CrossRef] [Green Version]
- Jerpdal, L.; Åkermo, M. Influence of Fibre Shrinkage and Stretching on the Mechanical Properties of Self-Reinforced Poly(Ethylene Terephthalate) Composite. J. Reinf. Plast. Compos. 2014, 33, 1644–1655. [Google Scholar] [CrossRef]
- Rojanapitayakorn, P.; Mather, P.T.; Goldberg, A.J.; Weiss, R.A. Optically Transparent Self-Reinforced Poly(Ethylene Terephthalate) Composites: Molecular Orientation and Mechanical Properties. Polymer 2005, 46, 761–773. [Google Scholar] [CrossRef]
- Beauson, J.; Schillani, G.; Van der Schueren, L.; Goutianos, S. The Effect of Processing Conditions and Polymer Crystallinity on the Mechanical Properties of Unidirectional Self-Reinforced PLA Composites. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106668. [Google Scholar] [CrossRef]
- Goutianos, S.; Van der Schueren, L.; Beauson, J. Failure Mechanisms in Unidirectional Self-Reinforced Biobased Composites Based on High Stiffness PLA Fibres. Compos. Part A Appl. Sci. Manuf. 2019, 117, 169–179. [Google Scholar] [CrossRef]
- Salahuddin, B.; Mutlu, R.; Baigh, T.A.; Alghamdi, M.N.; Aziz, S. Self-Reinforced Nylon 6 Composite for Smart Vibration Damping. Polymers 2021, 13, 1235. [Google Scholar] [CrossRef]
- Gong, Y.; Liu, A.; Yang, G. Polyamide Single Polymer Composites Prepared via in Situ Anionic Polymerization of ε-Caprolactam. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1006–1011. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Maitrot, P.; Fakirov, S. Polyamide 6 Single Polymer Composites. Express Polym. Lett. 2009, 3, 525–532. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Przyszczypkowski, P.; Szostak, M. Development and Characterization of Poly(Ethylene Terephthalate) Based Injection Molded Self-Reinforced Composites. Direct Reinforcement by Overmolding the Composite Inserts. Mater. Des. 2018, 153, 273–286. [Google Scholar] [CrossRef]
- Poulikidou, S.; Jerpdal, L.; Björklund, A.; Åkermo, M. Environmental Performance of Self-Reinforced Composites in Automotive Applications—Case Study on a Heavy Truck Component. Mater. Des. 2016, 103, 321–329. [Google Scholar] [CrossRef]
- Begum, S.A.; Rane, A.V.; Kanny, K. Applications of Compatibilized Polymer Blends in Automobile Industry; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780128160060. [Google Scholar]
- Evstatiev, M.; Nicolov, N.; Fakirov, S. Morphology of Microfibrillar Reinforced Composites PET/PA 6 Blend. Polymer 1996, 37, 4455–4463. [Google Scholar] [CrossRef]
- Yan, Y.; Huang, Y.H.; Wang, Y.; Xiao, Z.C.; Yang, M.B. Polyamide 6 (PA6) /Polyethylene Terephthalate (PET) Blends with Gradient and Encapsulation Structure Developed by Injection Molding. Polymer 2019, 180, 121679. [Google Scholar] [CrossRef]
- Tanaka, F.H.; Cruz, S.A.; Canto, L.B. Morphological, Thermal and Mechanical Behavior of Sepiolite-Based Poly(Ethylene Terephthalate)/Polyamide 66 Blend Nanocomposites. Polym. Test. 2018, 72, 298–307. [Google Scholar] [CrossRef]
- Evstatiev, M.; Fakirov, S.; Bechtold, G.; Friedrich, K. Structure-Property Relationships of Injection- and Compression-Molded Microfibrillar-Reinforced PET/PA-6 Composites. Adv. Polym. Technol. 2000, 19, 249–259. [Google Scholar] [CrossRef]
- Cook, W.D.; Zhang, T.; Moad, G.; Van Deipen, G.; Cser, F.; Fox, B.; O’Shea, M. Morphology-Property Relationships in ABS/PET Blends. I. Compositional Effects. J. Appl. Polym. Sci. 1996, 62, 1699–1708. [Google Scholar] [CrossRef]
- Rivas, B.L.; Pereira, E.D. Blends of Acrylonitrile-Butadiene-Styrene/Waste Poly(Ethylene Terephthalate) Compatibilized by Styrene Maleic Anhydride. J. Appl. Polym. Sci. 2001, 80, 2593–2599. [Google Scholar] [CrossRef]
- Oral, M.A.; Ersoy, O.G.; Serhatli, E. Effect of Acrylonitrile–Butadiene–Styrene/Polyethylene Terephthalate Blends on Dimensional Stability, Morphological, Physical and Mechanical Properties and after Aging at Elevated Temperature. J. Plast. Film Sheeting 2018, 34, 394–417. [Google Scholar] [CrossRef]
- Wu, Y.H.; Wang, C.C.; Chen, C.Y. Nucleation Effect of Aliphatic Polycarbonate in Its Blends with Poly(Ethylene Terephthalate). Mater. Chem. Phys. 2020, 248, 122920. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, S.; Hou, J.; Zhang, K.; Wang, X.; Li, Q.; Liu, G. Effect of Injection Velocity on the Structure and Mechanical Properties of Micro Injection Molded Polycarbonate/Poly(Ethylene Terephthalate) Blends. Mater. Des. 2018, 141, 132–141. [Google Scholar] [CrossRef]
- Marchese, P.; Celli, A.; Fiorini, M. Influence of the Activity of Transesterification Catalysts on the Phase Behavior of PC-PET Blends. Macromol. Chem. Phys. 2002, 203, 695–704. [Google Scholar] [CrossRef]
- Luo, F.; Liu, X.; Liu, C.; Ma, J.; Wang, X.; Shen, C. Dynamic Viscoelasticity and Molecular Orientation in Uniaxially Drawn PC/PET Blends. J. Appl. Polym. Sci. 2019, 136, 47514. [Google Scholar] [CrossRef]
- Montaudo, G.; Puglisi, C.; Samperi, F. Mechanism of Exchange in PBT/PC and PET/PC Blends. Composition of the Copolymer Formed in the Melt Mixing Process. Macromolecules 1998, 31, 650–661. [Google Scholar] [CrossRef]
- Ishigami, A.; Kodama, Y.; Wagatsuma, T.; Ito, H. Evaluation of Structures and Morphologies of Recycled PC/PET Blends Fabricated by High-Shear Kneading Processing. Int. Polym. Process. 2017, 32, 568–573. [Google Scholar] [CrossRef]
- Nassar, T.R.; Paul, D.R.; Barlow, J.W. Polyester–Polycarbonate Blends. II. Poly(Ethylene Terephthalate). J. Appl. Polym. Sci. 1979, 23, 85–99. [Google Scholar] [CrossRef]
- Srithep, Y.; Pholharn, D.; Dassakorn, A.; Morris, J. Effect of Chain Extenders on Mechanical and Thermal Properties of Recycled Poly (Ethylene Terephthalate) and Polycarbonate Blends. IOP Conf. Ser. Mater. Sci. Eng. 2017, 213, 012008. [Google Scholar] [CrossRef]
- Jerpal, L.; Schuette, P.; Ståhlberg, D.; Åkermo, M. Influence of temperature during overmolding on the tensile modulus of self-reinforced poly(ethylene terephthalate) insert. J. Appl. Polym. Sci. 2020, 137, 48334. [Google Scholar] [CrossRef]
- da Silva, A.M.G.; de Barcelos, K.A.; da Silva, M.C.; Morelli, C.L. Blend of Recycled Poly(Ethylene Terephthalate) and Polycarbonate with Polyaniline for Antistatic Packaging. Polym. Polym. Compos. 2020, 28, 331–337. [Google Scholar] [CrossRef]
- Nofar, M.; Oğuz, H. Development of PBT/Recycled-PET Blends and the Influence of Using Chain Extender. J. Polym. Environ. 2019, 27, 1404–1417. [Google Scholar] [CrossRef]
- Celik, Y.; Shamsuyeva, M.; Endres, H.J. Thermal and Mechanical Properties of the Recycled and Virgin PET—Part I. Polymers 2022, 14, 1326. [Google Scholar] [CrossRef]
- Szymczak, P.; Dziadowiec, D.; Andrzejewski, J.; Szostak, M. The Efficiency Evaluation of the Reactive Extrusion Process for Polyethylene Terephthalate (PET). Monitoring of the Industrial Foil Manufacturing Process by In-Line Rheological Measurements. Appl. Sci. 2023, 13, 3434. [Google Scholar] [CrossRef]
- Zicans, J.; MerijsMeri, R.; Ivanova, T.; Berzina, R.; Kalkis, V.; Maksimov, R. Recycled Polycarbonate Blend as Matrix for Development of Polymer Nanocomposite. Macromol. Symp. 2012, 321–322, 221–224. [Google Scholar] [CrossRef]
- Khan, M.M.K.; Hilado, C.J.; Agarwal, S.; Gupta, R.K. Flammability Properties of Virgin and Recycled Polycarbonate (PC) and Acrylonitrile-Butadiene-Styrene (ABS) Recovered from End-of-Life Electronics. J. Polym. Environ. 2007, 15, 188–194. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M. Preparation of Hybrid Poly(Lactic Acid)/Flax Composites by the Insert Overmolding Process: Evaluation of Mechanical Performance and Thermomechanical Properties. J. Appl. Polym. Sci. 2020, 138, 49646. [Google Scholar] [CrossRef]
- ISO 527-1; ISO-Committee Plastics—Determination of Tensile Properties. ISO-Committee: Geneva, Switzerland, 2012.
- ISO 179-1; ISO-Committee Plastics—Determination of Charpy Impact Properties. ISO-Committee: Geneva, Switzerland, 2010.
- ISO 75; ISO-Committee Plastics—Determination of Temperature of Deflection under Load. ISO-Committee: Geneva, Switzerland, 2013.
- Chen, L.; Zhang, X.; Li, H.; Li, B.; Wang, K.; Zhang, Q.; Fu, Q. Superior Tensile Extensibility of PETG/PC Amorphous Blends Induced via Uniaxial Stretching. Chin. J. Polym. Sci. 2011, 29, 125–132. [Google Scholar] [CrossRef]
- Monnier, X.; Cavallo, D.; Righetti, M.C.; Di Lorenzo, M.L.; Marina, S.; Martin, J.; Cangialosi, D. Physical Aging and Glass Transition of the Rigid Amorphous Fraction in Poly(l-Lactic Acid). Macromolecules 2020, 53, 8741–8750. [Google Scholar] [CrossRef]
- Badia, J.D.; Strömberg, E.; Karlsson, S.; Ribes-Greus, A. The Role of Crystalline, Mobile Amorphous and Rigid Amorphous Fractions in the Performance of Recycled Poly (Ethylene Terephthalate) (PET). Polym. Degrad. Stab. 2012, 97, 98–107. [Google Scholar] [CrossRef] [Green Version]
- Kiliaris, P.; Papaspyrides, C.D.; Pfaendner, R. Reactive-Extrusion Route for the Closed-Loop Recycling of Poly(Ethylene Terephthalate). J. Appl. Polym. Sci. 2007, 104, 1671–1678. [Google Scholar] [CrossRef]
- Raffa, P.; Coltelli, M.B.; Savi, S.; Bianchi, S.; Castelvetro, V. Chain Extension and Branching of Poly(Ethylene Terephthalate) (PET) with Di- and Multifunctional Epoxy or Isocyanate Additives: An Experimental and Modelling Study. React. Funct. Polym. 2012, 72, 50–60. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrzejewski, J. The Use of Recycled Polymers for the Preparation of Self-Reinforced Composites by the Overmolding Technique: Materials Performance Evaluation. Sustainability 2023, 15, 11318. https://doi.org/10.3390/su151411318
Andrzejewski J. The Use of Recycled Polymers for the Preparation of Self-Reinforced Composites by the Overmolding Technique: Materials Performance Evaluation. Sustainability. 2023; 15(14):11318. https://doi.org/10.3390/su151411318
Chicago/Turabian StyleAndrzejewski, Jacek. 2023. "The Use of Recycled Polymers for the Preparation of Self-Reinforced Composites by the Overmolding Technique: Materials Performance Evaluation" Sustainability 15, no. 14: 11318. https://doi.org/10.3390/su151411318