
Local Resistance Characteristics of T-Type Tee Based on Chamfering Treatment
Abstract
:1. Introduction
2. Materials and Methods
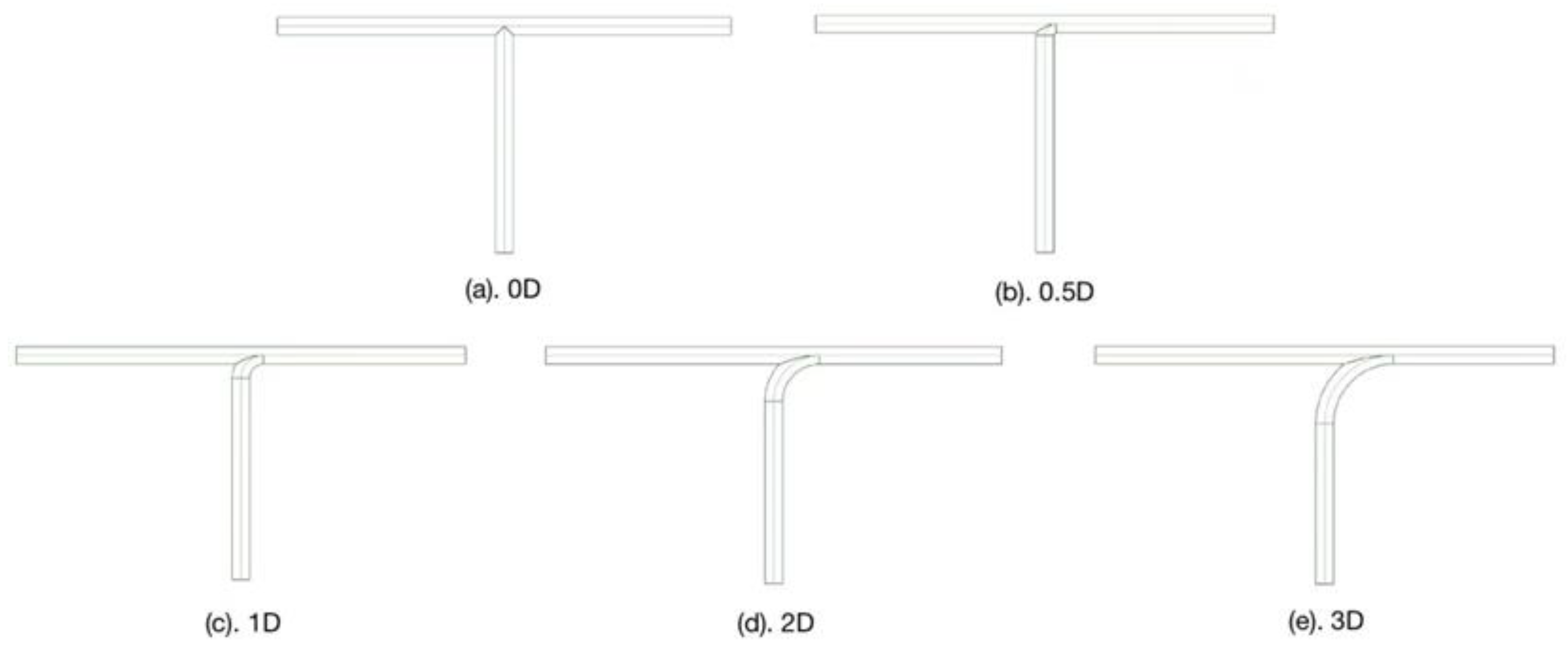
2.1. CFD Model
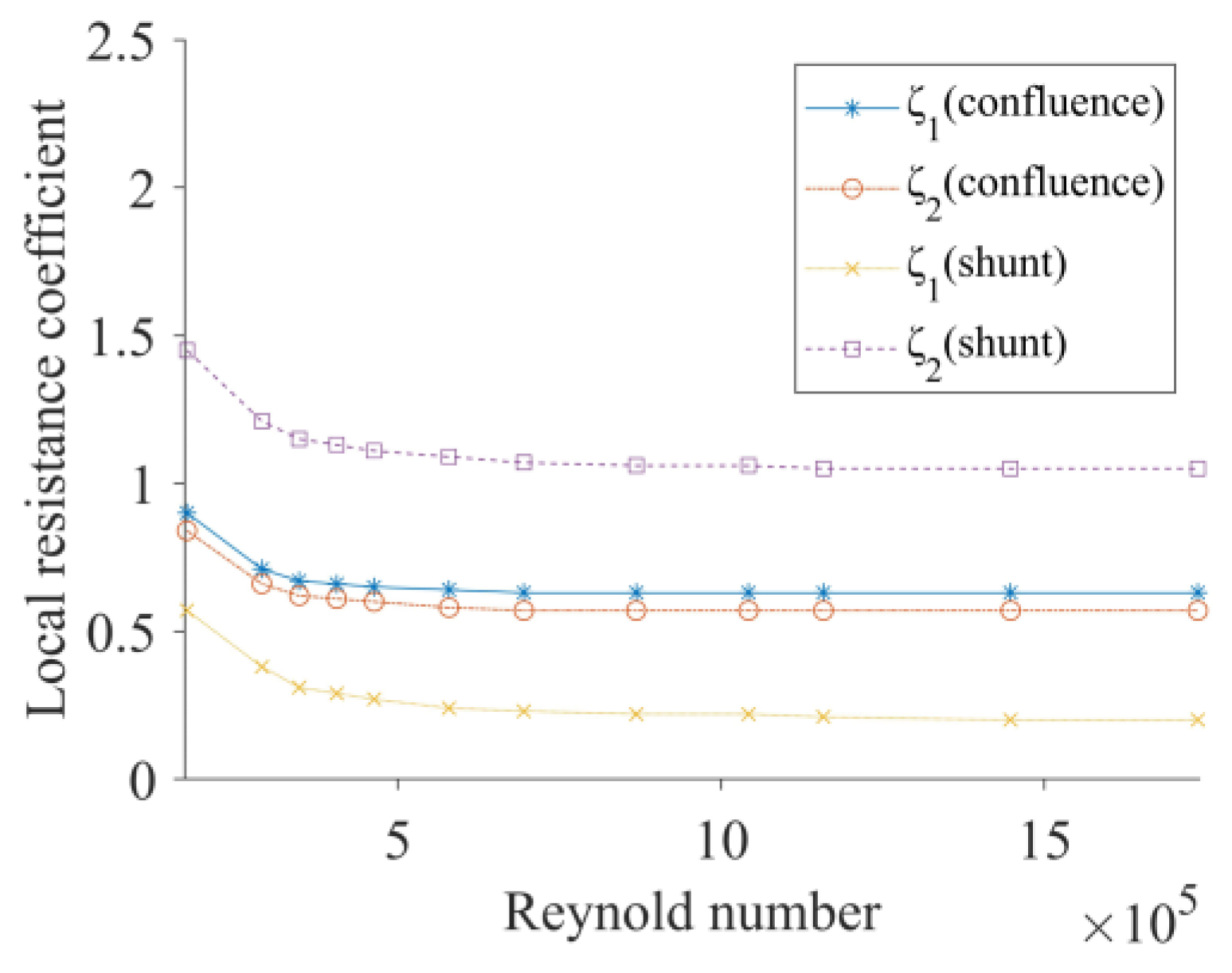
2.2. Numerical Solution Methods and Boundary Conditions
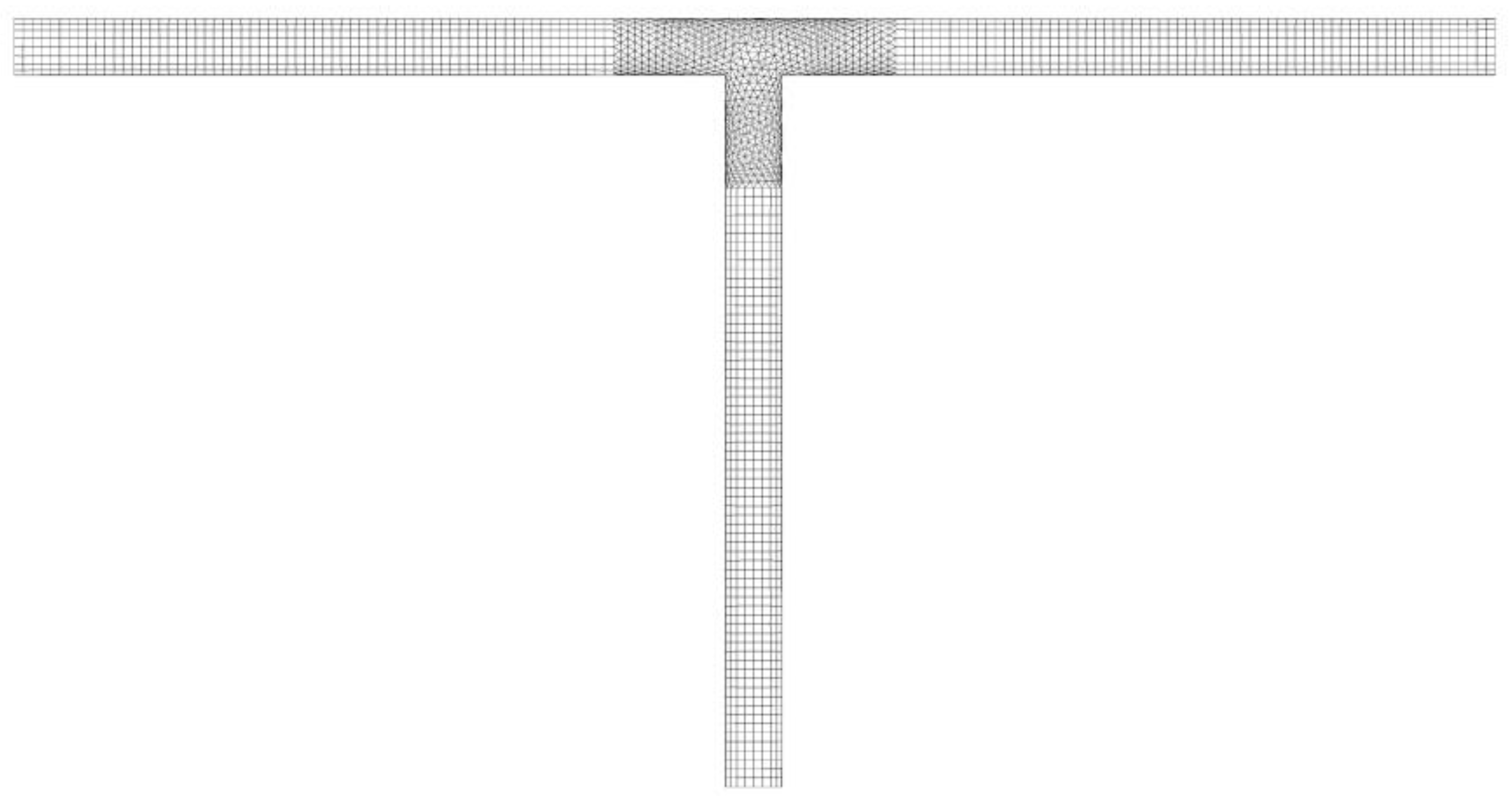
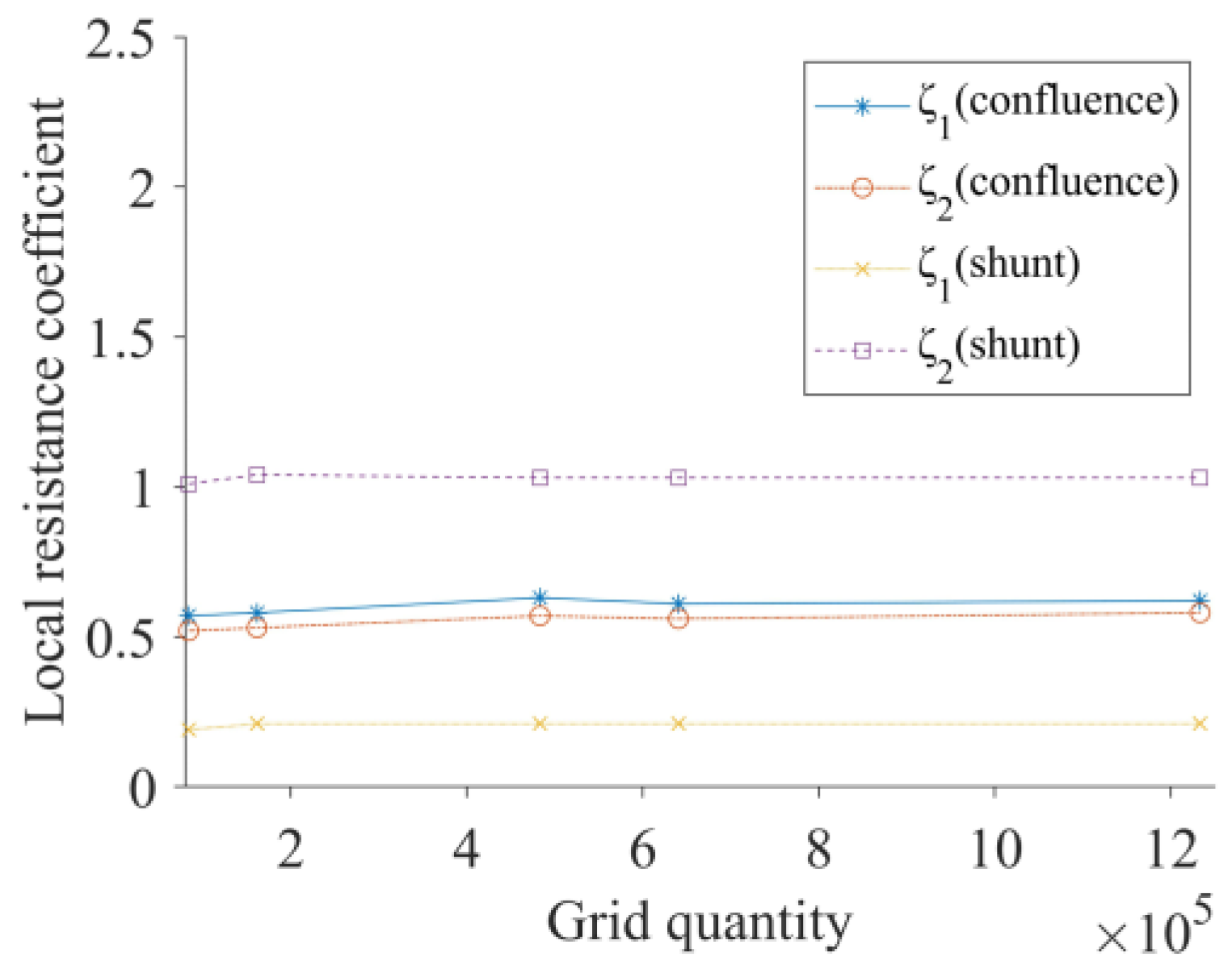
2.3. Grid Partitioning and Grid Independence Verification
2.4. Model Validation
3. Results and Discussion
3.1. Effect of Chamfering Treatment on the T-Type Tee Flow Characteristics
3.1.1. Confluence
3.1.2. Shunt
3.2. Effect of Chamfering Treatment on Local Resistance Coefficient
3.2.1. Confluence
3.2.2. Shunt
3.3. Crossed Effects of Chamfer Radius and Flow Rate Ratio
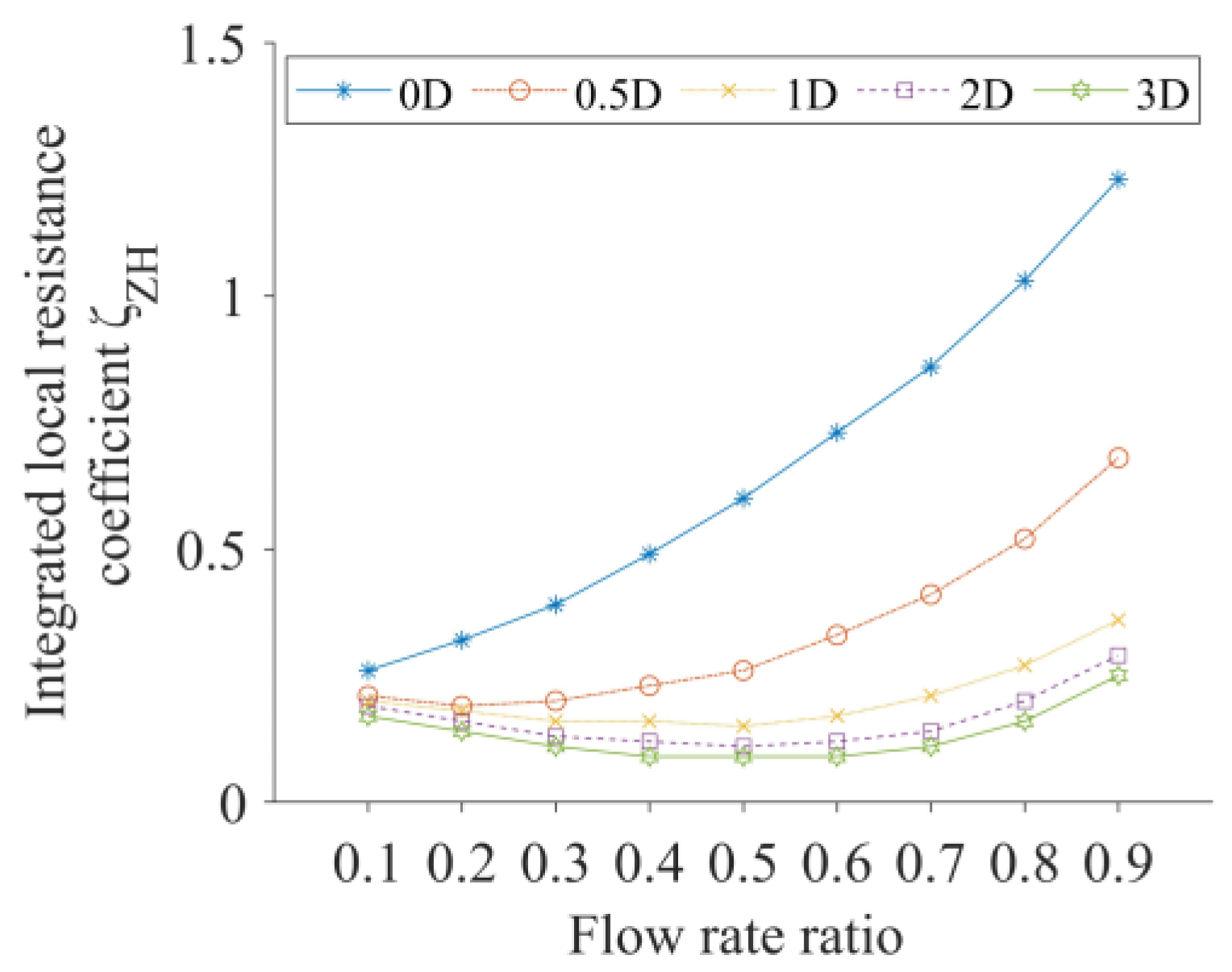
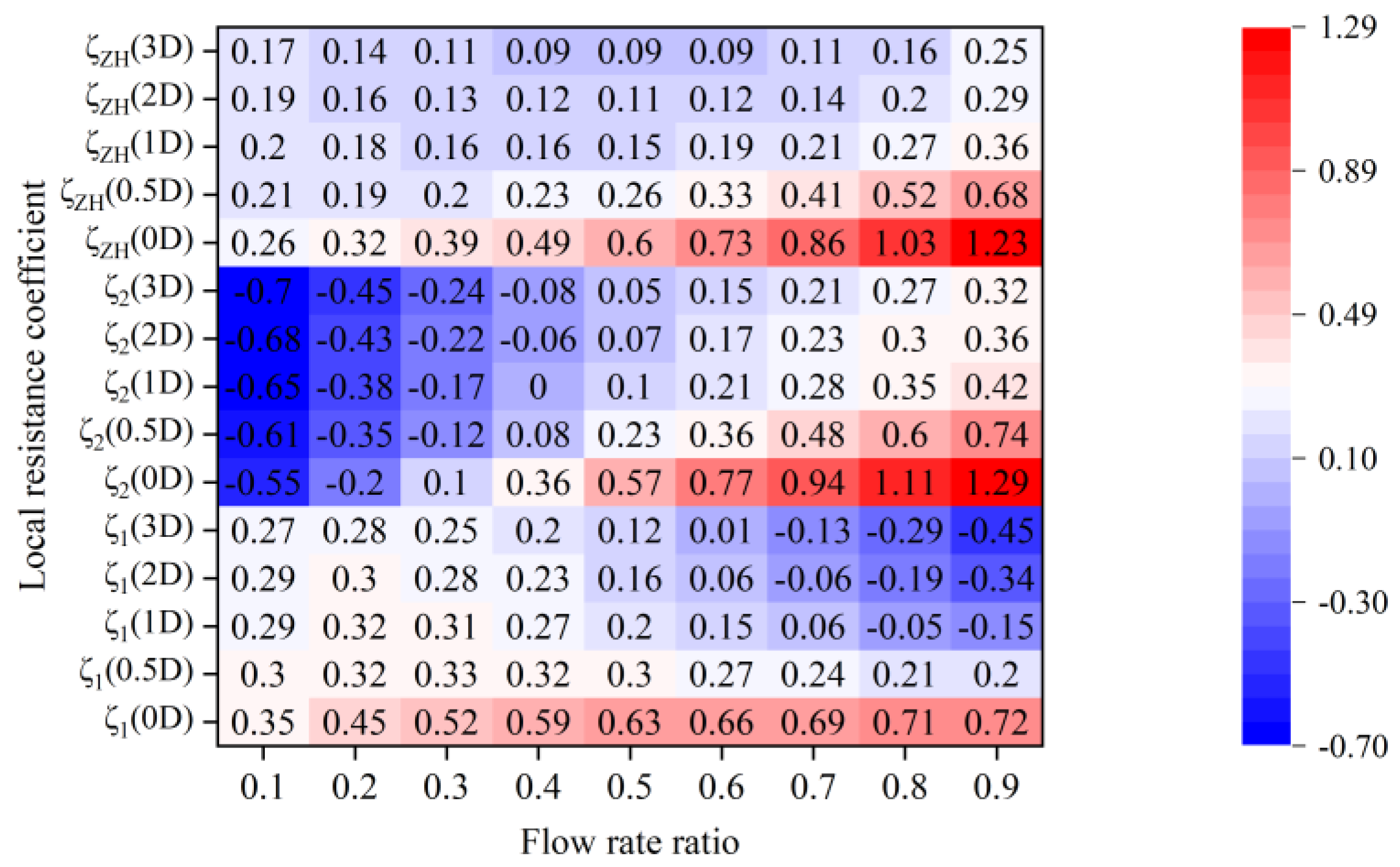
3.3.1. Confluence
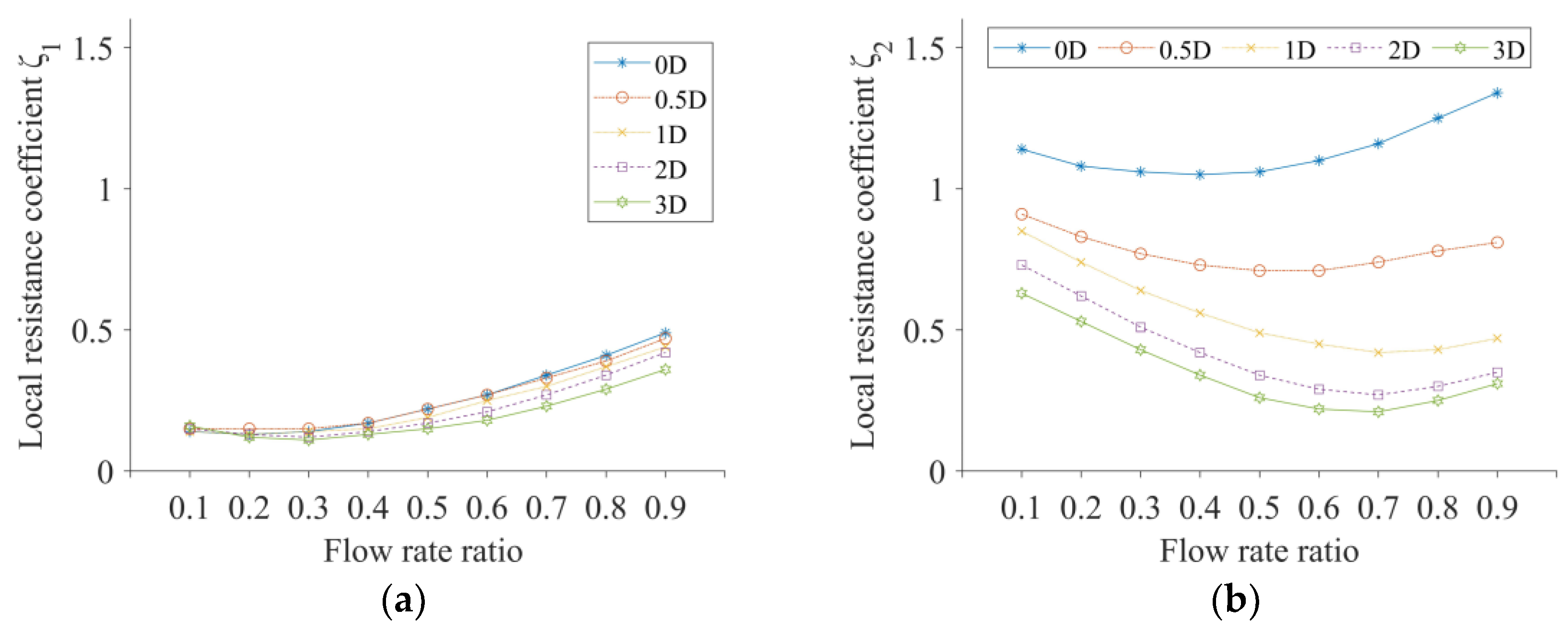
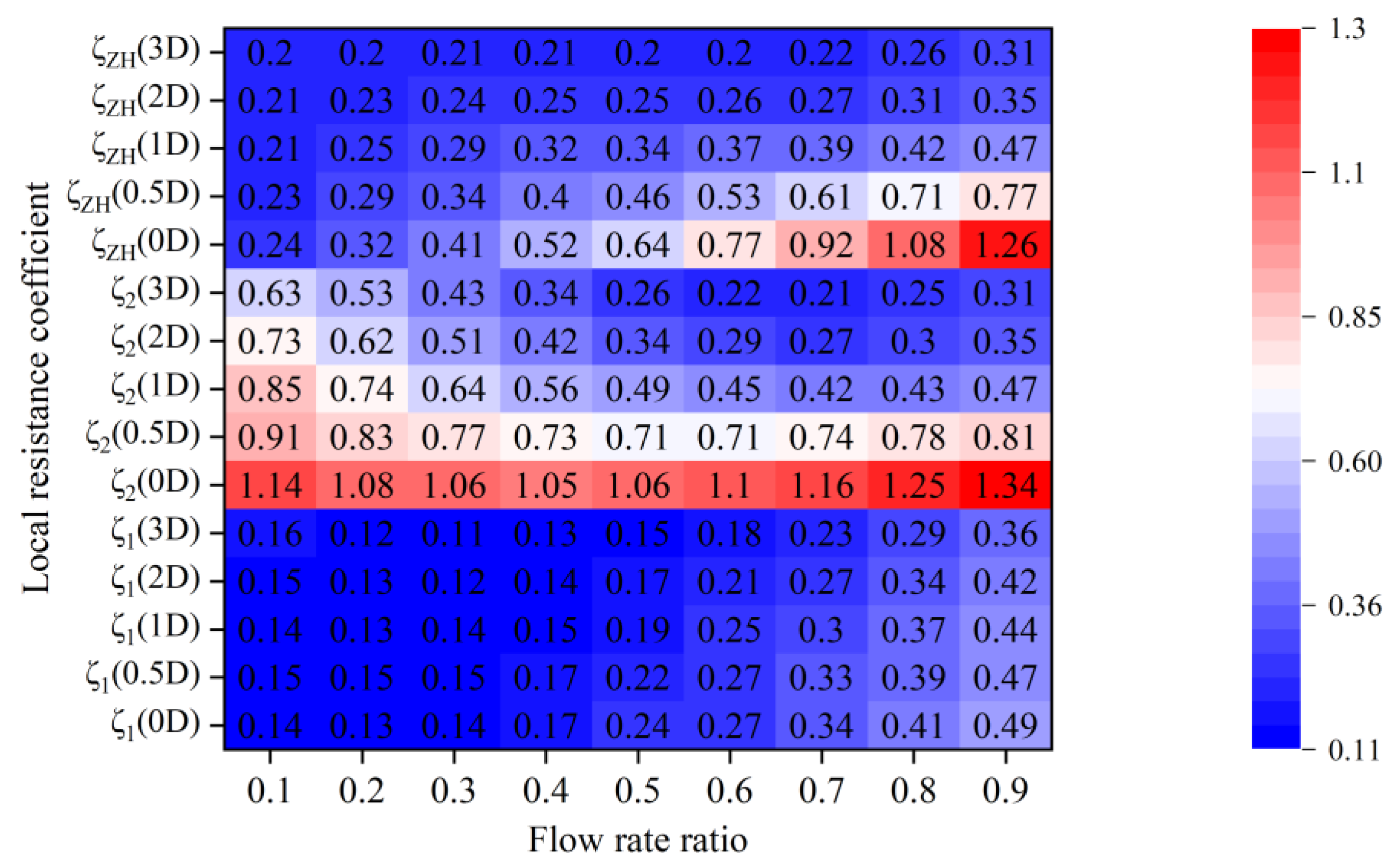
3.3.2. Shunt
3.4. Crossed Effects of Chamfer Radius and Pipe Diameter Ratio
3.4.1. Confluence
3.4.2. Shunt
4. Conclusions
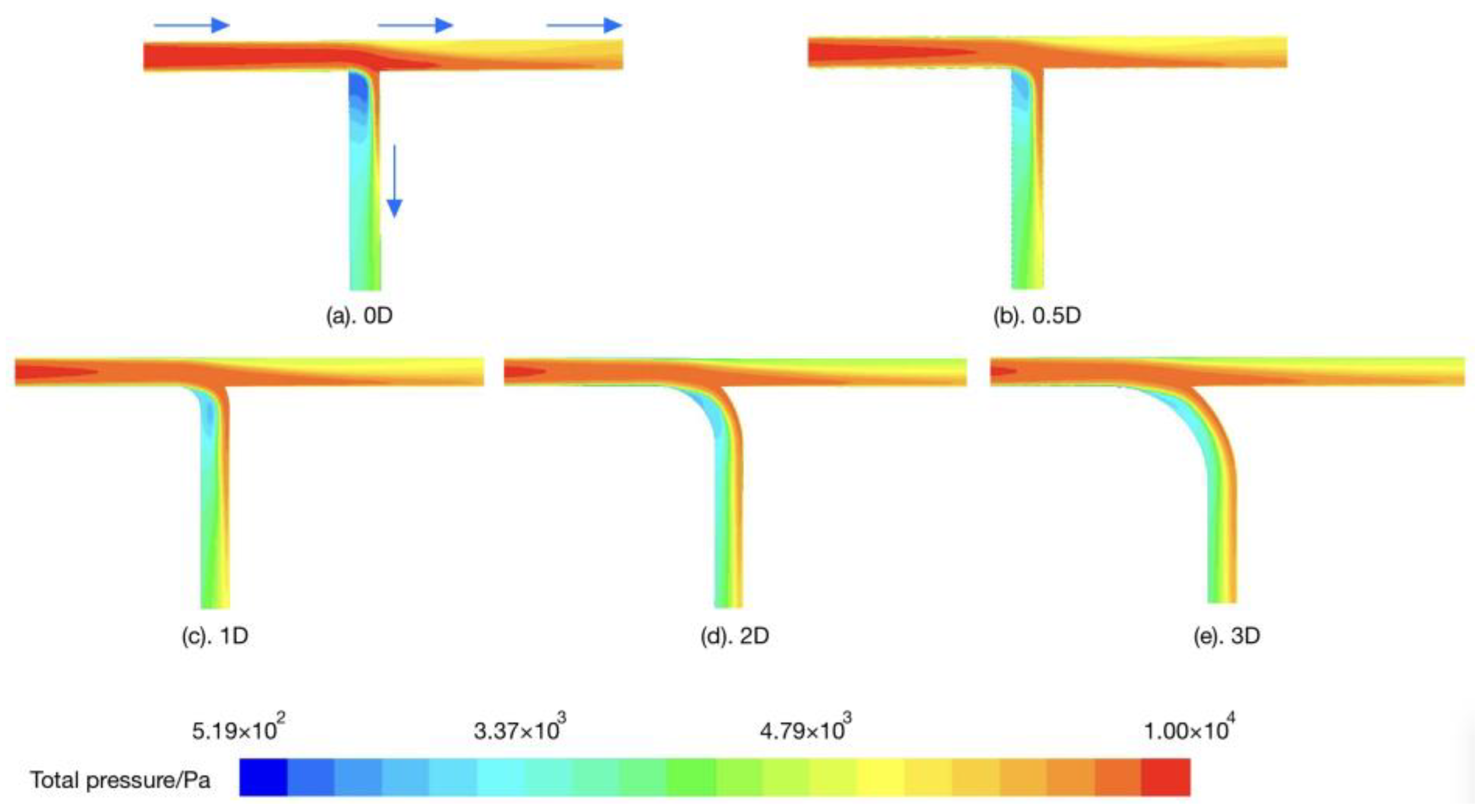
- For the confluence tees, the side pipe flow compressed the main pipe flow, which caused an abrupt increase in flow velocity in the downstream area and a large loss of energy. Vortices and wall detachment were the main causes of flow energy loss in the shunt tees. By decreasing velocity gradients, limiting velocity direction changes, and lessening vortex strength, chamfering the T-type tee can significantly improve the flow field under both confluence and shunt situations.
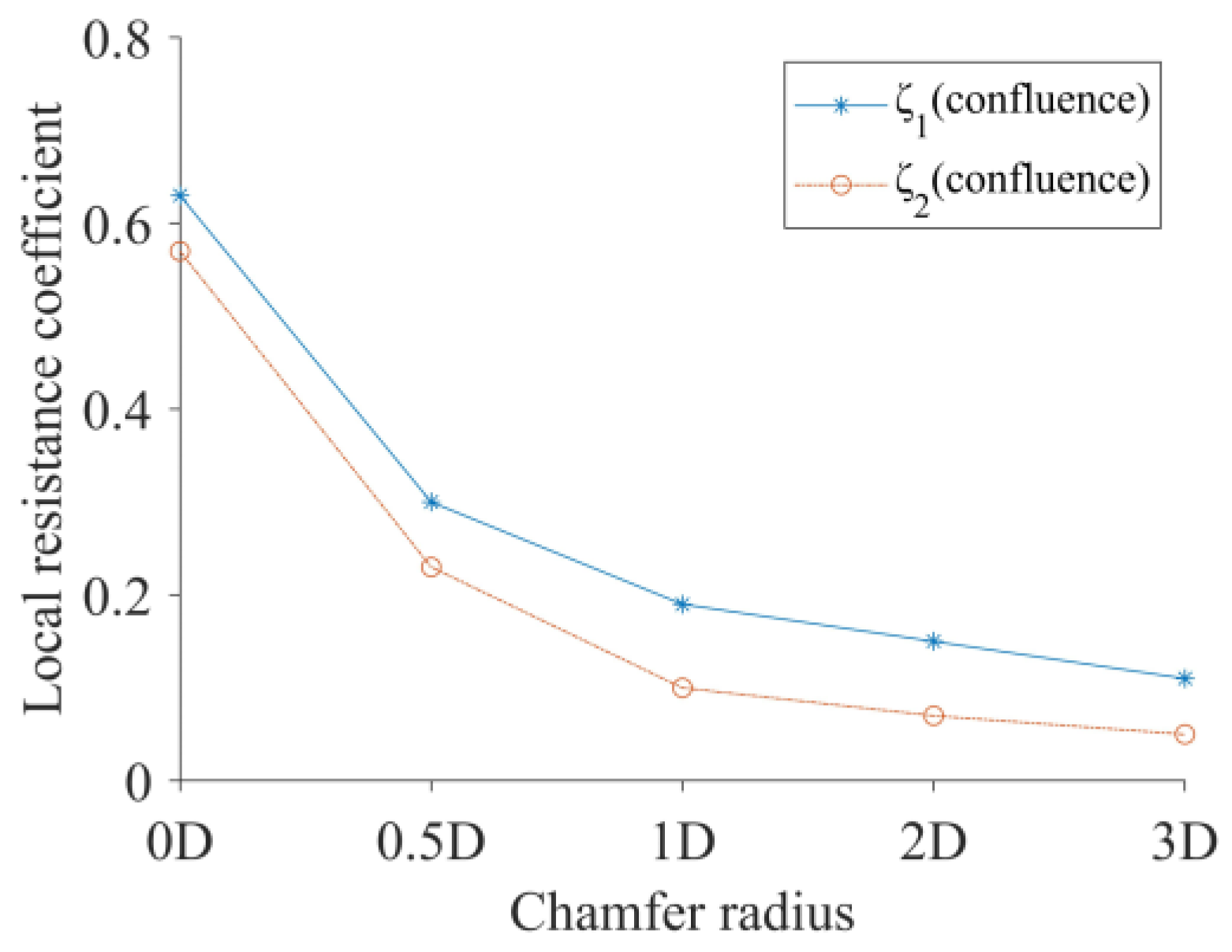
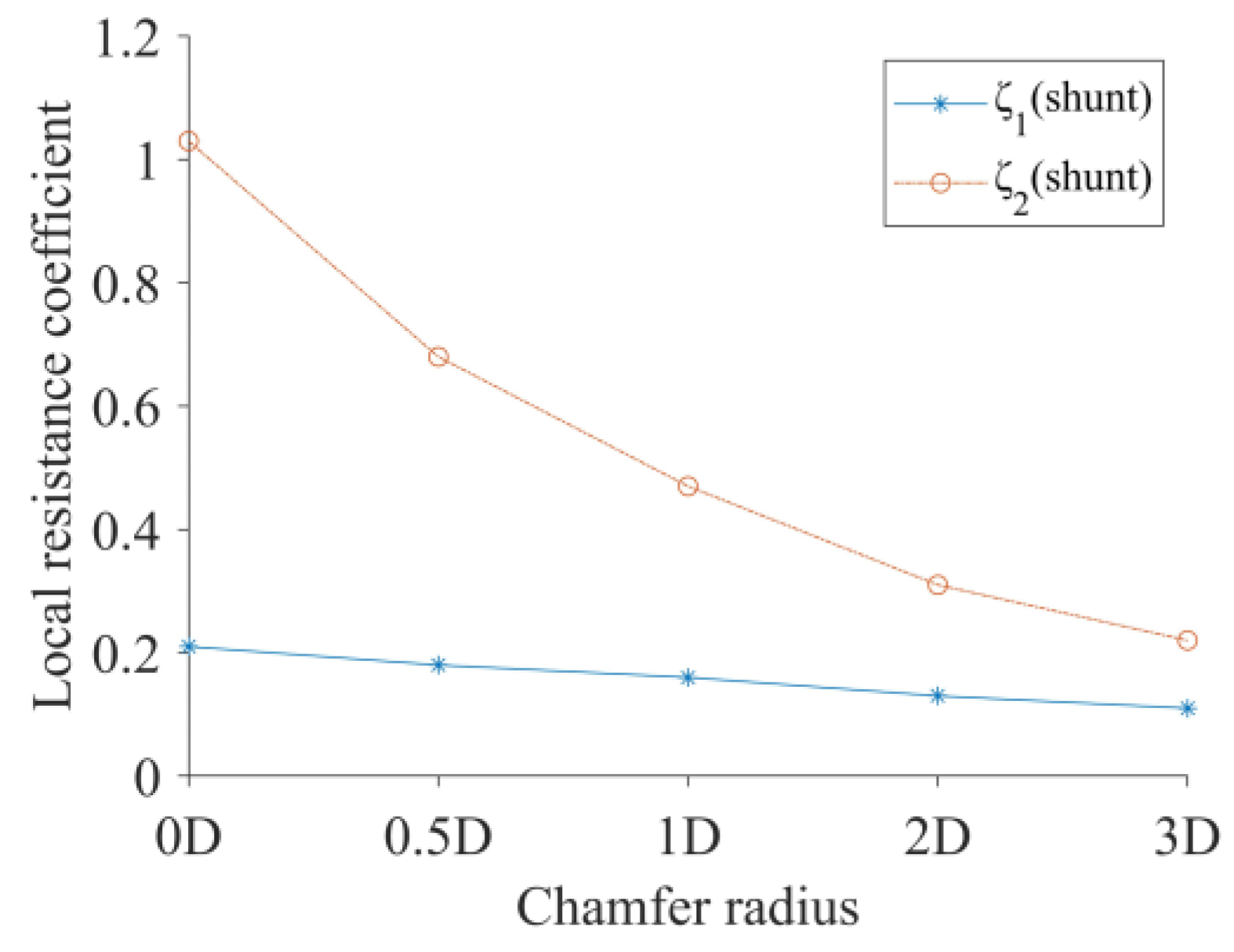
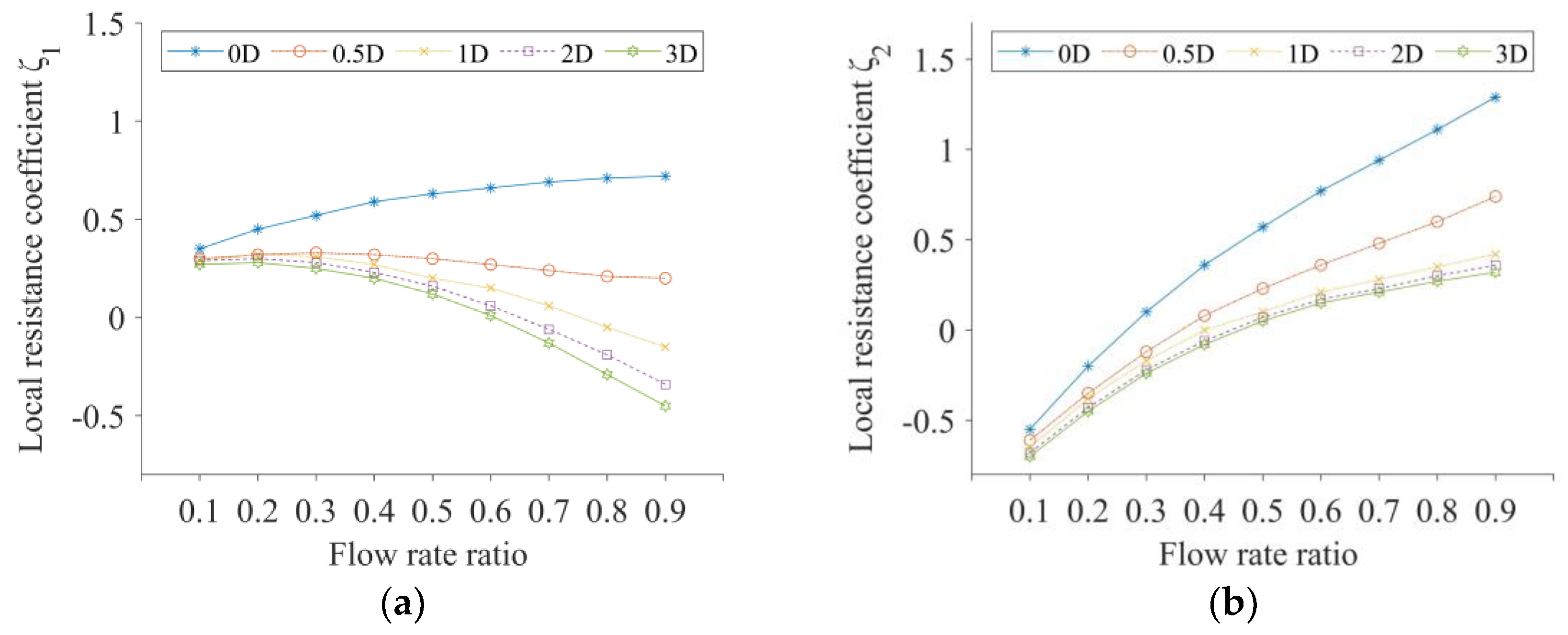
- As the flow rate ratio and chamfer radius increased, the resistance reduction impact of the chamfering treatment on the T-type tee became more noticeable.
- Chamfering T-type tees with chamfer radii equal to or larger than 1D helped maintain resistance balance for pipe networks under varying flow circumstances in addition to aiding in resistance reduction. Under practical engineering conditions, the chamfering treatment of a T-type confluence tee with a 1D radius of curvature may be the best option when taking into account related elements like manufacturing processes, economic expenses, and applicability.
- When the pipe diameter ratio was more than 0.5, the chamfering treatment resulted in a greater resistance reduction for unequal tees with equivalent velocities in the main and side pipes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, C.; Wang, Q.; He, J.; Li, H.; Lu, C.; Liu, Z. Development of spraying device for precise and deep application of liquid fertilizer in sowing period. Trans. Chin. Soc. Agric. Eng. 2019, 35, 50–59, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Xue, X.; Zhang, B.; Zhang, Z.; Lin, D.; Song, S.; Li, Z.; Hong, T. Design and experiment of variable liquid fertilizer applicator for deep-fertilization based on ZigBee technology. J. Drain. Irrig. Mach. Eng. 2020, 38, 318–324, (In Chinese with English Abstract). [Google Scholar]
- Li, T.; Li, J.C.; Wu, J.L.; Zhang, B.B.; Lu, J.F. Design and Experiment of Bypass Fertilizer-type. Water and Fertilizer Integrated Automatic Fertilizer Applicator. Water Sav. Irrig. 2018, 98–102, 106, (In Chinese with English Abstract). [Google Scholar]
- Ozkahraman, H.T.; Bolatturk, A. The use of tuff stone cladding in buildings for energy conservation. Constr. Build. Mater. 2006, 20, 435–440. [Google Scholar] [CrossRef]
- Lu, H.; Pei, G.; Yang, L. Hydraulics; China Agriculture Press: Beijing, China, 2002. [Google Scholar]
- GB/T50485—2020; Technical Standard for Microirigation Engineerin. China Planning Press: Beijing, China, 2020.
- Shi, X.; Lü, H.; Zhu, D.; Sun, B.; Cao, B. Flow Resistance and Characteristics of PVC Tee Pipes. Trans. Chin. Soc. Agric. Mach. 2013, 44, 73–79, 89, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Pérez-García, J.; Sanmiguel-Rojas, E.; Viedma, A. New experimental correlations to characterize compressible flow losses at 90- degreeT-unctions. Exp. Therm. Fluid Sci. 2009, 33, 261–266. [Google Scholar] [CrossRef]
- Pérez-García, J.; Sanmiguel-Rojas, E.; Hernández-Grau, J.; Viedma, A. Numerical and experimental investigations on internal comoressible flow at T-ypejunctions. Exp. Therm. Fluid Sci. 2006, 31, 61–74. [Google Scholar] [CrossRef]
- Gong, Q.; Yang, J.; Han, K.; Huang, T.; Li, J.; Zuo, P. Characteristic Analysis on the Flow and Local Resistance in Large Pipe Tees. J. Chin. Soc. Power Eng. 2020, 36, 753–764, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Chen, W.; Lv, H.; Shi, X.; Zhou, J. Experimental Study on Local Loss Parameter of Diameter PVC Pipe Tee. J. Irrig. Drain. 2013, 32, 128–130, (In Chinese with English Abstract). [Google Scholar]
- Shi, X.; Tao, H.; Chai, Y.Y.; Wan, B.Q. Numerical Simulation of Resistance Loss and Flow Characteristics on UPVC Slope Tee Pipes. China Rural Water Hydropower 2018, 11, 170–174, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Shang, X.; Ji, R. Visual analysis of resistance characteristics and flow field of manifold tee pipe based on CFD. Sci. Tech. Inf. Gansu 2021, 50, 25–28. (In Chinese) [Google Scholar]
- Xu, H.; Wu, W.; Wang, Z.; Wang, Q. Hydraulic characteristics analysis and flow field calculation of inclined tee pipes based on CFD. J. Drain. Irrig. Mach. Eng. 2020, 38, 1138–1144, (In Chinese with English Abstract). [Google Scholar]
- Zhou, G. Oblique tee in-pipe flow simulation. Energy Conserv. 2021, 12, 47–49, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, M.; Zhou, Z.; Wei, S. Numerical Calculation of the Tee Local Resistance Coefficient. Open Mech. Eng. J. 2015, 9, 876–881. [Google Scholar] [CrossRef]
- Zhu, J.; Bo, Y.; Zhu, D.; Li, J.; Zheng, C.; Gao, F. Numerical Simulation and Experimental Study on Hydraulic Characteristics of Fertilizer Injection Tee Pipe. J. Water Resour. Archit. Eng. 2021, 19, 134–138, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Chen, J.; Lü, H.; Shi, X.; Zhu, D.; Wang, W. Numerical simulation and experimental study on hydrodynamics characteristics of T-type pipes. Trans. Chin. Soc. Agric. Eng. 2012, 28, 73–77, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Kalenik, M.; Chalecki, M.; Wichowski, P. Real Values of Local Resistance Coefficients during Water Flow through Welded Polypropylene T-Junctions. Water 2020, 12, 895. [Google Scholar] [CrossRef]
- Sharp, Z.B.; Johnson, M.C.; Barfuss, S.L.; Rahmeyer, W.J. Energy losses in cross junctions. ASCE J. Hydraul. Eng. 2010, 136, 50–55. [Google Scholar] [CrossRef]
- Weitbrecht, V.; Lehmann, D.; Richter, A. Flow distribution in solar collectors with laminar flow conditions. Sola Energy 2003, 73, 433–441. [Google Scholar] [CrossRef]
- Gan, G.; Riffat, S.B. Numerical determination of energy losses at duct junctions. Appl. Energy 2000, 67, 331–340. [Google Scholar] [CrossRef]
- Costa, N.P.; Maia, R.; Proença, M.F.; Pinho, F.T. Edge effects on the flow characteristics in a 90 deg tee junction. ASME J. Fluids Eng. 2006, 128, 1204–1217. [Google Scholar] [CrossRef]
- Ammarullah, M.I.; Hartono, R.; Supriyono, T.; Santoso, G.; Sugiharto, S.; Permana, M.S. Polycrystalline Diamond as a Potential Material for the Hard-on-Hard Bearing of Total Hip Prosthesis: Von Mises Stress Analysis. Biomedicines 2023, 11, 951. [Google Scholar] [CrossRef]
- Salaha, Z.F.M.; Ammarullah, M.I.; Abdullah, N.N.A.A.; Aziz, A.U.A.; Gan, H.-S.; Abdullah, A.H.; Abdul Kadir, M.R.; Ramlee, M.H. Biomechanical Effects of the Porous Structure of Gyroid and Voronoi Hip Implants: A Finite Element Analysis Using an Experimentally Validated Model. Materials 2023, 16, 3298. [Google Scholar] [CrossRef]
- Lamura, M.D.P.; Hidayat, T.; Ammarullah, M.I.; Bayuseno, A.P.; Jamari, J. Study of contact mechanics between two brass solids in various diameter ratios and friction coefficient. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2023, 237, 14657503221144810. [Google Scholar] [CrossRef]
- Xu, Q. Resistance Characteristic Andreduction Analysis of T-Type Tee under Different Intersection Angles. Master’s Thesis, Shandong Jianzhu University, Jinan, China, 2022. (In Chinese with English Abstract). [Google Scholar]
- Sahin, A.Z.; Kalyon, M. Maintaining uniform surface temperature along pipes by insulation. Energy 2005, 30, 637–647. [Google Scholar] [CrossRef]
- Chen, X. Calculation model research of local resistance coefficient for spacer grids based on CFD methodology. At. Energy Sci. Technol. 2016, 50, 277–281, (In Chinese with English Abstract). [Google Scholar] [CrossRef]
- Wang, F. Computational Fluid Dynamics Analysis: Principles and Applications of CFD Software; Tsinghua University Press: Beijing, China, 2004. (In Chinese) [Google Scholar]
- Zhu, H.; Lin, Y.; Xie, L. FLUENT Fluid Analysis Engineering Case Introduction; Publishing House of Electronics Industry: Beijing, China, 2013. (In Chinese) [Google Scholar]
- Austin, R.G.; Waanders, B.v.B.; McKenna, S.; Choi, C.Y. Mixing at Cross Junctions in Water Distribution Systems. II: Experimental Study. J. Water Resour. Plan. Manag. 2008, 134, 295–302. [Google Scholar] [CrossRef]
- Renberg, U.R.; Westin, F.; Angstrom, H.-E.; Fuchs, L. Study of Junctions in 1-D & 3-D Simulation for Steady and Unsteady Flow. Sae Tech. Pap. 2010, 33, 261–266. [Google Scholar] [CrossRef]
- Hua, S.; Yang, X. Practical Fluid Resistance Manual; National Defense Industry Press: Beijing, China, 1985. (In Chinese) [Google Scholar]
- Lamura, M.D.P.; Ammarullah, M.I.; Hidayat, T.; Maula, M.I.; Jamari, J. Diameter ratio and friction coefficient effect on equivalent plastic strain (PEEQ) during contact between two brass solids. Cogent Eng. 2023, 10, 1. [Google Scholar] [CrossRef]
- Jamari, J.; Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; Permana, M.S.; Winarni, T.I.; van der Heide, E. Adopted walking condition for computational simulation approach on bearing of hip joint prosthesis: Review over the past 30 years. Heliyon 2022, 8, 1241. [Google Scholar] [CrossRef]
- Jamari, J.; Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; van der Heide, E. In Silico Contact Pressure of Metal-on-Metal Total Hip Implant with Different Materials Subjected to Gait Loading. Metals 2022, 12, 1241. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Previous Studies | The Current Study | ||
|---|---|---|---|
| Single factor | Reynolds number | ○ | ○ |
| Angle | ○ | × | |
| Flow rate ratio | ○ | × | |
| Pipe diameter ratio | ○ | × | |
| Special technique | ○ | × | |
| Chamfer ratio | × | ○ | |
| Double factors | Pipe diameter ratio and flow rate ratio | ○ | × |
| Angle and pipe diameter ratio | ○ | × | |
| Flow rate ratio and pipe diameter ratio | ○ | × | |
| Chamfer ratio and flow rate ratio | × | ○ | |
| Chamfer ratio and pipe diameter ratio | × | ○ |
| Boundary Condition | Numerical Results | Experimental Data | Error of P1/(%) | Error of P2/(%) | ||||
|---|---|---|---|---|---|---|---|---|
| V1/(m·s−1) | V2/(m·s−1) | P3/Pa | P1/Pa | P2/Pa | P1 */Pa | P2 */Pa | ||
| 0.30 | 1.65 | 119,345 | 121,013.9 | 120,833.6 | 121,203 | 121,106 | 0.16 | 0.22 |
| 0.37 | 1.71 | 140,768 | 142,685.8 | 142,472.3 | 142,920 | 142,920 | 0.16 | 0.31 |
| 0.44 | 1.73 | 163,855 | 165,975.8 | 165,739.6 | 166,105 | 166,202 | 0.08 | 0.28 |
| 0.51 | 1.75 | 185,865 | 188,164.8 | 187,912.4 | 188,408 | 188,506 | 0.13 | 0.31 |
| 0.57 | 1.80 | 207,386 | 209,943.0 | 209,662.1 | 210,027 | 210,125 | 0.04 | 0.22 |
| 0.65 | 1.83 | 233,114 | 235,926.6 | 235,622.6 | 236,342 | 236,440 | 0.18 | 0.35 |
| 0.75 | 1.72 | 249,646 | 252,473.5 | 252,202.4 | 252,483 | 251,896 | 0.01 | 0.12 |
| 0.83 | 1.78 | 270,091 | 273,252.8 | 272,955.9 | 273,613 | 273,026 | 0.13 | 0.03 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Li, S.; Jiang, C.; Zhang, X.; Tan, Z. Local Resistance Characteristics of T-Type Tee Based on Chamfering Treatment. Sustainability 2023, 15, 14611. https://doi.org/10.3390/su151914611
Liu T, Li S, Jiang C, Zhang X, Tan Z. Local Resistance Characteristics of T-Type Tee Based on Chamfering Treatment. Sustainability. 2023; 15(19):14611. https://doi.org/10.3390/su151914611
Chicago/Turabian StyleLiu, Tianxiang, Shitong Li, Chao Jiang, Xiao Zhang, and Zijing Tan. 2023. "Local Resistance Characteristics of T-Type Tee Based on Chamfering Treatment" Sustainability 15, no. 19: 14611. https://doi.org/10.3390/su151914611