4.4.1. Optimization Method and Result
After analyzing the results from the simulation, real production scheduling is the focus. Since the company only had a cost calculation for production, our assumption is that cost differences of production are related to higher resource consumption. Nevertheless, regarding optimization, their objective was always minimizing certain KPIs.
To achieve a manageable mathematical model in size, daily capacities were implemented in the production scheduling method, which meant a daily scheduling program as a result. Since the cost implications for each simulation run had been calculated, the authors used average production cost figures per day. Besides this, since other costs can occur during production, another cost type, the inventory cost is built into the model. Based on lean principles, the company does not have to schedule its production to the earliest date possible because it is a waste. From the decision-maker's perspective, sometimes the safety of its service level is most important, and they would take extra costs just to keep the product in the inventory. It is up to the decision-maker; however, both these cases are discussed later.
As far as the optimization is concerned, the alternatives were the following:
Producing on 1st/2nd/3rd/4th workshop on the 1st day (4 alternatives);
Producing on 1st/2nd/3rd/4th workshop on the 2nd day (4 alternatives);
Producing on 1st/2nd/3rd/4th workshop on the 3rd day (4 alternatives);
Producing on 1st/2nd/3rd/4th workshop on the 4th day (4 alternatives);
Producing on 1st/2nd/3rd/4th workshop on the 5th day (4 alternatives).
The model not only includes production, because additional alternatives such as inventory creation between days are added (four alternatives), since concluding from the results presented in the previous section, one day of production is not enough for fulfilling the customer need in terms of quantity.
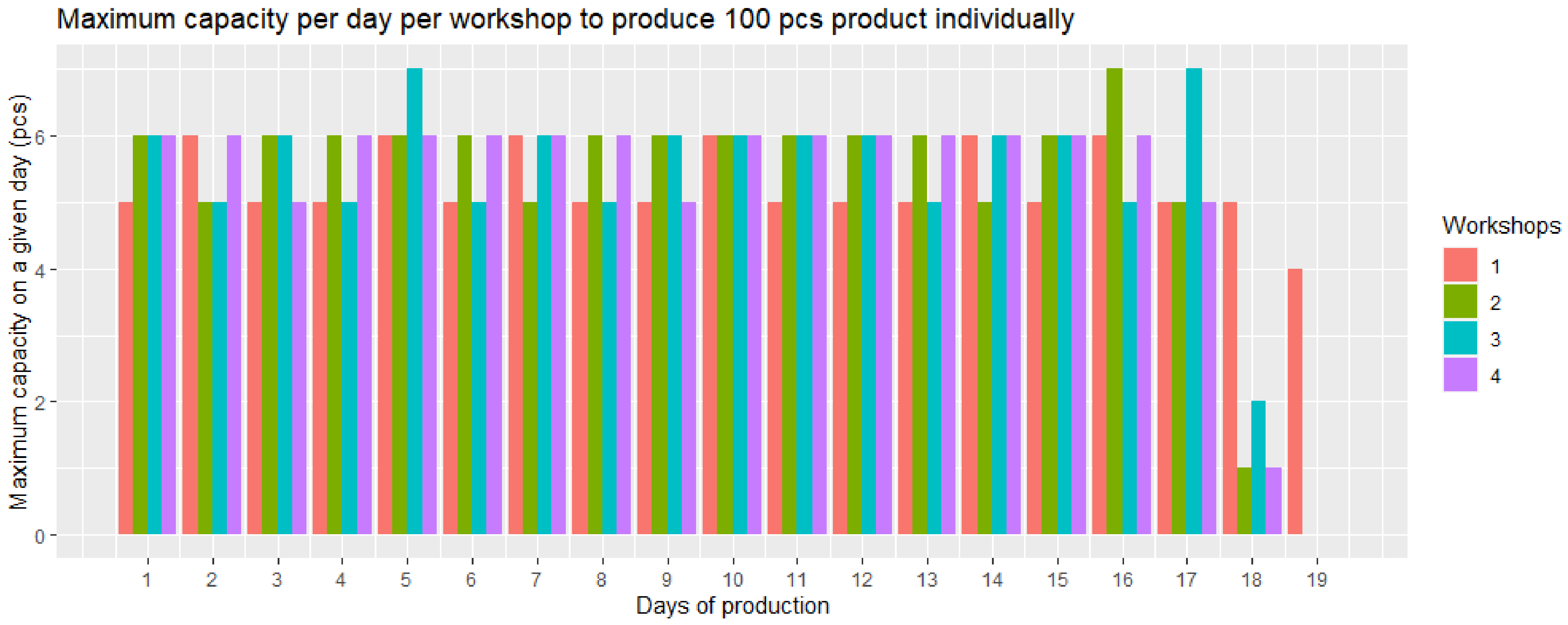
The constraints of the model are acquired from the simulation and provided by the company: daily capacity per workshop is added (20 constraints), as well as demand information agreed (4 constraints). As per the orders, there is no continuous delivery, 100 pcs of product had to be delivered by the end of the week.
Constraints regarding capacity:
where
represents production of a workshop on a certain day called ,
represents capacity of a workshop on a certain day indicated ,
Constraints regarding demand in the first 4 days:
where
represents production of a workshop on a certain day called ,
represents the demand of a certain day indicated .
Based on the case study, the value for in the first 4 days is zero since the total amount of product should be delivered on the last day of production, in one batch.
Constraints regarding demand on the last day:
where
represents production of a workshop on the 5th day,
presents the accumulated inventory on the day 4.
indicates the demand on the last (5th) day.
As far as the last day’s constraint is concerned, the calculation can be the accumulated inventory on day 4th + 5th day of production from all workshops.
Two objectives were constructed and run during the optimization phase: first, the authors wanted to know how to schedule the production if they want to produce within the shortest time, and the second objective was the least total cost. In both cases, the same objective was applied (see Equation (13), but the variables had different values:
where,
= total cost of workshop at a given day called ,
= Total inventory cost accumulated in the first 4 days.
When the earliest project finish was the objective, zero production cost, as well as a negative inventory cost (−0.001), was applied. That meant that all the capacities in the first couple of days per workshop would be utilized because in this case, the higher inventory volume can reduce cost. As a result, the following schedule was calculated, see
Table 7.
Because this production volume is a bit tight for the system, we can see that the company applied full capacity in the first 4 days, and the production pressure only went down on the last day of the working week. Having the sensitivity analysis investigated, it can be stated that based on the shadow price of the last day’s production, different production programs could also be assigned, and the objective value would not have changed. An important remark or limitation of the previous calculation is that this result is only available when the production-related costs are irrelevant.
The second scenario was about making cost figures relevant to see how the production schedule changes. As it was previously mentioned, daily operations costs were calculated by the division of production costs and number of products produced per day. This induces different cost figures over time, which—in real life—is also experienced by the companies.
Based on the inputs of the simulation, hourly production costs, raw material costs and reliability costs for two activities were implemented. The next step was to calculate the cost of producing 1 pc of product, which was followed by the calculation of the average production cost per day regarding workshops. The result of the calculation is displayed in the next table (see
Table 8). The values are given in universal metrics, so-called CU—currency unit in favor of the company.
These figures were applied in the optimization model. Having the inventory cost included, it can be clearly seen that the vast majority of the serial production should be performed later in the time period. As a result of the optimization, the following schedule would be optimal, see
Table 9.
The beginning of the week dedicated to this production can be used by finishing the previous projects; additionally, productive maintenance would be performed or assigned as buffer time. As far as the total cost is concerned, 788 281.02 CU (currency unit) would be the cost of creating 100 pcs of product, when the optimal cost is the objective.
When the supply safety (use the full capacity at the beginning of the week and keep higher inventory until the end of the period) is the priority, the cost would be slightly higher (up to 17 823.91, which is ~2.26%) to realize 806 104.93 CU as a cost value. If this cost reduction possibility is utilized, it is essential to pay enough attention to improvement possibilities.
4.4.2. Additional Analyses without Cost Calculations
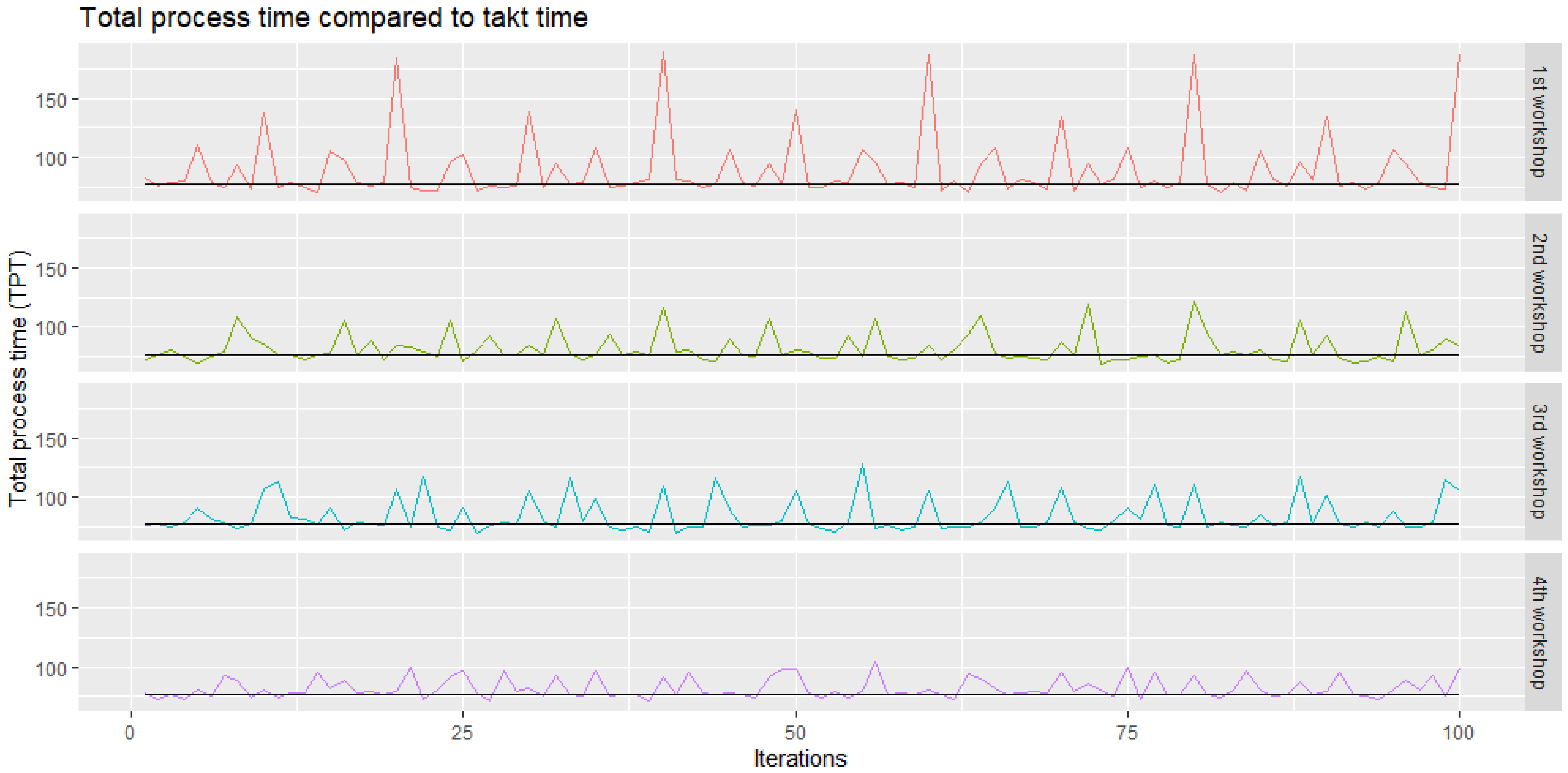
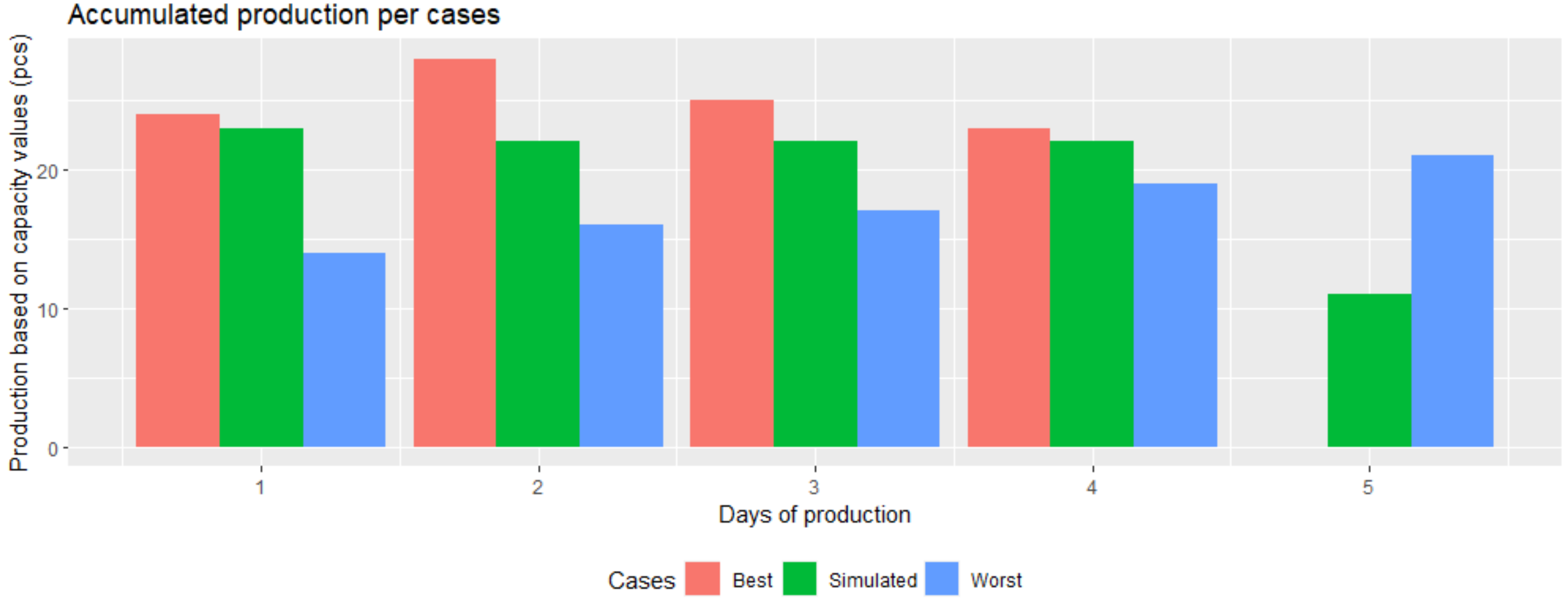
Complementary to this analysis, the worst and best cases were also analyzed where the least and most capacity days were implemented in the optimization model. As the diagram shows below (
Figure 6), in the best-case scenario, there is no need for production on the last day (fifth), additionally, in the worst-case plan, it is impossible to produce the required amount of product.
From the manufactured product it is easy to calculate the inventory per day per scenario indicator. Based on the table below, it can be inferred from the values that in the worst-case scenario the kept stock and the inventory cost are smaller, but this is because in this case the workshops are not able to produce 100 pcs of product in a given week (see
Table 10).
This case can be also considered when there is a negotiation about the time or the produced volume. Alternatively, when the best case is under investigation, it can be seen that there is no need for the last day, another project or serial production can use this slack time/time puffer. This can make the company feeling comfortable which can compensate for the tight schedule provided by the optimization.
This complementary analysis is for investigating all the possible opportunities to have a full picture of the possible outcomes. As the last step of the decision-preparation period, the decision-maker has to decide based on his/her risk tolerance level. In most cases (2/3 cases), the deadline can be easily kept, which means that no penalty has to be paid because of overdue production on the one hand. On the other hand, the company’s reputation can also be lifted due to the on-time delivery, which is a crucial part of satisfying customers. In the worst-case scenario, all the problems occur during the production at each workshop, which is not likely; however, this also has to be taken into account in order to provide the broadest information for managers. Based on this, and other negotiated values (such as penalty and deadline), the company can determine if the project is worthy or not, or what kind of workaround has to be made in order to reduce the probability of the problems or increase efficiency—for example, buying or renting other, more reliable machines for production. This can modify the cost and the selling price, but this is also a valuable contribution—and another perspective to investigate possible risks during production.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}