1. Introduction
The manufacturing industry found itself at the center of an intense debate about its role in the climate crisis [
1], and there is common agreement about the need of a radical shift towards sustainable productions [
2]. The attention is particularly focused towards the process industry (e.g., oil and gas, metal transformation and chemical sector) since this sector is typically energy intensive and has gained a reputation due to its relevant impact on the environment [
3].
However, the process industry presents unique challenges in setting a path towards “eco-innovation” [
4], as this sector is often characterized by intensive capital investments and limited profit margins [
5,
6].
Consequently, sustainability may not always be perceived as a business priority or as a strategic asset, especially in the management of mid- and short-term projects [
7], where the primary focus tends to be on enhancing productivity and reducing cost [
8].
In this context, it is crucial to acknowledge that company management faces multifaceted decisions driven by the need to guarantee regulatory compliance, secure jobs and maintain competitiveness [
9,
10]. These considerations extend beyond sustainability and often take precedence in decision making.
Nevertheless, it is worth noting that sustainability, when properly integrated into decision making, can become a catalyst for long-term financial gains, especially in light of legislative or stakeholder constraints, but also as a consequence of better resource management [
11,
12].
In a context of decision making, time perspective plays thus a relevant role, and managers must often strategically sacrifice short-term gains for Corporate Sustainability initiatives, with the expectation of reaping larger benefits in the longer term [
13]. Yet, these initiatives can be still perceived as independent topics from day-by-day business, themes to be addressed in dedicated projects [
14], while normal interventions are managed with the usual business-oriented approach, focusing on the constraints of time, scope and budget [
15].
On the contrary, many interventions in the manufacturing facilities, even the routinary ones, are an opportunity to challenge the status quo and introduce sustainable improvement, provided that these improvements undergo a thorough techno-economic analysis that shows good indicators [
16]. In fact, all of the management decision process needs to be rational choices, reflecting a pragmatic approach rather than mere moral intentions; however, the prevalence of management techniques applied in industry were not originally thought to address sustainability-related topics [
17].
In fact, the most popular management practices in manufacturing sectors were specifically developed to bolster the profitability of existing facilities: this is the case of Lean practices, Six Sigma, and Kaizen, for example [
18]. Other techniques are meant to facilitate cost control during capital-intensive projects, such as Front End Loading (for monitoring project expenditures), Earned Value Analysis (for tracking project resources and work progress) and Value engineering (for systematic capital cost reduction) [
19]. Among these, Value Engineering has gained wide popularity among industrial practitioners, as it effectively combines profitability enhancement with cost reduction [
20].
Interestingly, Value Engineering has the potential to address profitability and sustainability at the same time, as the usual targets of cost reduction can be extended to set clear objectives of environmental impact reduction.
The purpose of this research is to analyze and extend Value Engineering methodology to allow industrial practitioners to identify, assess and implement sustainability improvements, while performing the usual economic-oriented project management activities. In particular, this research extends the workflow of the Value Engineering methodologies specifically developed for the process industry (oil and gas, chemical, pharmaceutical), in order to introduce sustainability as a new project driver at the side of the traditional cost reduction objectives. The modified method is thus defined as Green Value Engineering.
The theoretical background is illustrated by real examples from the method application on a project for the expansion of a chemical plant in the North of Italy to produce active pharmaceutical ingredients (Total Investment >EUR 100 M).
2. Literature Review
2.1. Value Engineering Overview
Value Engineering is a systematic project management methodology to improve the value of a project, process or service, by identifying its essential functions and systematically exploring alternatives with the aim of cost reduction [
21,
22]. During Value Engineering, the design documentation describing the object of future realization is revised to identify margins of reduction of capital expenditures (Capex) and operation expenditures (Opex) without reducing the functionality of the original design [
20]. It finds application mostly in capital-intensive endeavors, which is a typical scenario for process industry projects, either being new plants realization or old facilities revamping. Value engineering fits well with another project management methodology widely applied in the process industry: Front End Loading—FEL [
23]. In fact, in order to scope complex projects and plan relevant investments, the engineering activities (and thus the budget estimates) are developed in successive steps with increasing precision during the project life cycle. From the early feasibility budget estimate (precision ±30%, Front End Loading 1, FEL 1) to the Basic Engineering budget (precision ±10%, FEL 2) to the definitive estimate of the detailed design (FEL 3), the project is assessed and goes through gates of approval, before the final phases of construction, commissioning and production [
24]. Value Engineering, being a moment of project revision, is carried out at the conclusion of the steps, and is normally required after FEL 1 or FEL 2.
Although the general approach of Value Engineering is standardized [
25], the way it is applied depends on the peculiarities of different business sectors.
Regarding industrial projects, the “KBR method” is widely applied, named after the consulting company that theorized it in 2002 (Kellogg Brown & Root Inc., Houston, TX, USA,
www.kbr.com). KBR identified the so-called “Value Improvement Practices” (VIPs) as the main tool for project cost reduction, which are a collection of checkpoints that help to challenge the main bases of design in the project, so as to identify space for improvement [
26]. The method combines several project management tools to track the improvement opportunities, evaluate cost and benefits, and ultimately allow a smooth changes implementation.
This framework has been further adapted by other consultancy companies to fit with different production contexts.
Table 1, for example, lists the VIPs that are used in the Value Engineering of chemical and pharmaceutical Capex projects. Each VIP corresponds to a series of checklists, analysis tools and reports that allow for standardizing the approach among different projects.
The technical documentation to be revised in process industry applications comprises at least: process flow diagrams, layouts, equipment/instrumentation/lines lists, datasheets and user requirement specifications. In case of a more advanced project progress (FEL 2), further design documentation may be available, such as electrical diagrams, mechanical and civil structural drawings, and bill of quantities.
The value analysis is performed during a workshop that includes the technical team and decision makers. The analysis is carried out following a “6 steps Job Plan” that regulates the time frame and the sequence of activities required, namely, data collection, function analysis, improvement proposal, evaluation, solution development and (possibly) implementation [
27].
According to the size and complexity of the project, the application of the methodology can take from a few days to several months.
2.2. Environmental Sustainability and Green Engineering
The sustainability commitment of process industry top management is being reflected more and more in organizations’ Environmental Social Governance (ESG) strategies [
28,
29]. Notably, social and economic sustainability aspects are becoming evident in long-term business strategies [
30], while environmental sustainability is more a technical aspect to be managed in executive projects. This is quite evident in industrial project management literature, which analyses the implication of a “new constraint” for project managers, like sustainability [
15,
31], and gives the term a strong connotation of “environmental protection” [
32].
On the other side, scientists and engineers have tackled the challenge of creating a sustainable manufacturing paradigm since decades, so much that the term “Green Engineering” was coined in the context of process engineering [
33,
34]. “Green” is thus a precise attribute defined through 12 principles [
35] setting how to perform a process design that is aware of resource depletion and energy efficiency.
A key element to assess “green solutions” is the availability of sound metrics of sustainability [
36]. A great help comes from the family of ISO 14000 standards and from the life cycle thinking framework, which established some of the most used and widely accepted sustainability indicators. Among the others, the GWP, Global Warming Potential, has gained wide recognition in both scientific and industrial contexts [
37,
38].
Based on these metrics, researchers have defined numerous green approaches to enhance sustainability in the process industry. Excluding the implementation of specific technological solutions, it is worth mentioning some of the most general methods, applicable from the smaller scale (unit operations design) to the organizational level. For example, process system engineering tools can be applied to identify process intensification opportunities in single-unit operations, or to set up entire production facilities, in order to optimize environmental indicators [
39]. Industrial ecosystems [
40] and industrial symbiosis practices [
41,
42] can be applied to achieve a more sustainable realization of manufacturing districts and industrial areas. On an even wider perspective, approaches like integrated systems analysis [
43] or circular chemistry [
44] allow for planning industrial production at a regional level to minimize environmental impacts and optimize supply chains.
The literature also provides several practical examples on how environmental indicators are used to assess the performance of existing chemical plants [
45], or are used to optimize supply chains [
46]: these approaches can be used to set the starting point to propose dedicated solutions to improve sustainability.
However, a shared and systematic approach to help sustainability implementation in daily project management is still missing [
47], and it is mostly needed because process industry evolution is normally achieved by smaller incremental steps [
48].
Hence, Value Engineering has an advantage, being a widely accepted method in industrial practice, which becomes “Green Value Engineering” when extended to pursue also an environmental impact reduction of the implemented project.
Very few cases of Value Engineering methods driven by sustainability indicators are mentioned in the literature, mostly in the field of civil constructions [
49,
50]. One recent paper explores the association of circular economy and value engineering for the barrel manufacturing industry [
51]; however, to the best of the authors’ knowledge, no specific methods for the process industry have been made available yet.
3. Materials and Methods
3.1. Green Value Engineering Methodology
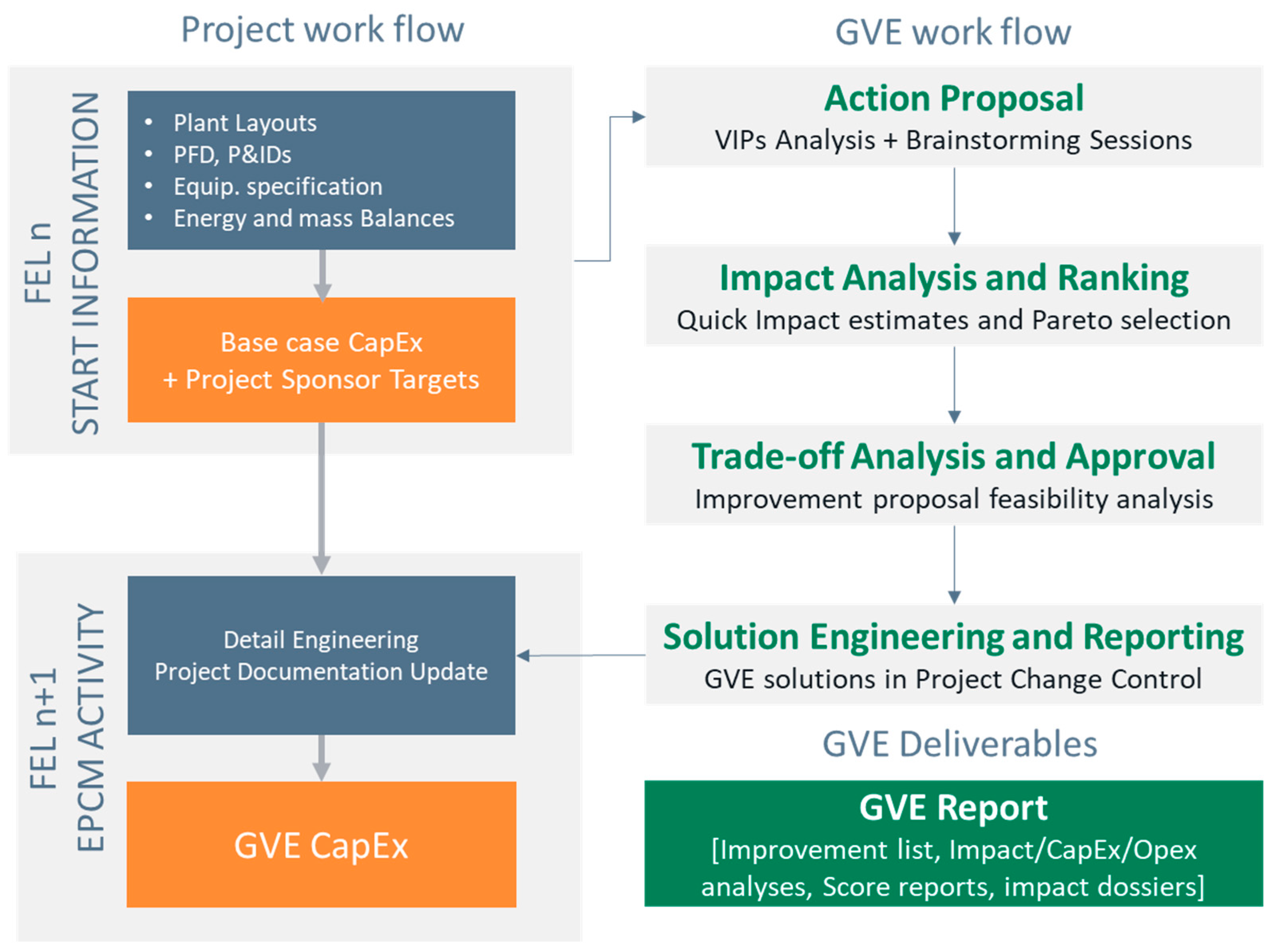
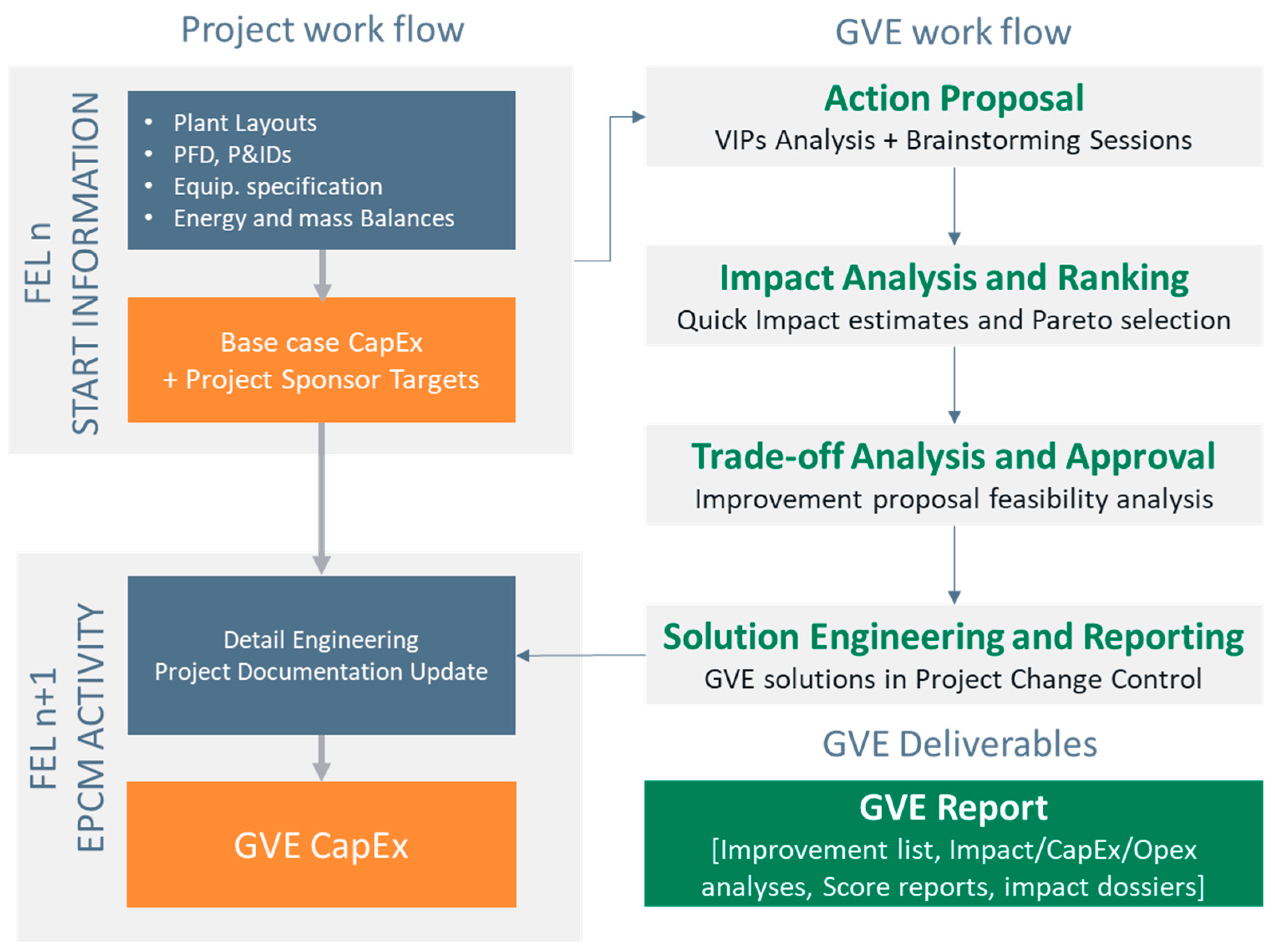
The Green Value Engineering approach can be schematized as presented in
Figure 1. The methodology starts from the technical documentation made available by the previous engineering step, typically FEL 1 or FEL 2 (conceptual or basic engineering). The Capex estimate and the targets from the project sponsors shall become the reference for the evaluation process to be carried out during Green Value Engineering application.
The “Targets” can be economic, for example, a budget value that the project must not exceed, or a cost reduction objective (e.g., −10% on the total Capex); can be operational, for example, the simplification of the logistic flows in the facility; and can be sustainability related, in case it applies to any of the company commitments stated in the Environmental Social Governance (ESG) strategies.
Four main steps punctuate Green Value Engineering application to improve the project design, as described in detail in the following paragraphs.
Once the improvement proposals have been assessed and finally approved for implementation, they become design bases for the next detailed engineering steps, which thus require a revision of the project documentation and will eventually result in some updated project indicators, starting from the new Capex figure. The Green Value Engineering application itself generates some specific engineering documents that are finally collected into the Green Value Report, which can be used by the project sponsors to track and verify economic and sustainability targets fulfillment.
3.1.1. Action Proposal
In this first phase, the technical team revises the available project documentation and identifies any possible opportunity for value improvement. Differently from the traditional approach, the seven VIPs guidelines are applied with the objective of reducing costs, but also of reducing any of the classes of impact reported in
Table 2, which are directly related to the process environmental impacts [
52]. It is strongly recommended to promote a collegial discussion among specialists of different disciplines (process, electrical, mechanical, civil and automation engineers), encouraging a “brain storming approach”. An open and interdisciplinary debate can foster creativity, and non-obvious solutions can derive from different points of view of the same problem. Valuable inputs can derive also from plant operators and maintenance departments, who usually have the most detailed insights when Capex projects deal with plant revamping or expansions.
The identified opportunities are collected in a list of actions, classified per discipline and addressed to a specialist from the engineering team, ready for the impacts quantification and the techno-economic assessment sessions.
3.1.2. Impact Analysis and Ranking
Each of the proposed actions must be evaluated in terms of economic improvement potential and green improvement potential by using the available information in terms of costs and impacts, or by performing quick estimates, as the whole process must be kept lean to not affect the project schedule. First estimates techniques comprise parametric cost evaluation [
53], historical data from similar projects (analogy basis) and projections from material/energy balances. The target is to obtain a first measure of the potential economic savings (or costs) of the proposed actions and quantify the resource consumption related to the three classes of
Table 2.
The economic value and the resource consumption estimates are thus appraised against a base case scenario: this base case is the plant as designed before the identification of the improvement action.
In order to simplify the comparison of the different proposed alternatives, the resource consumption estimates are converted into one homogenous indicator of environmental impact using LCA impact inventories (preferably GWP, see
Section 3.2).
The first assessment purpose is to skim away from the proposed actions list those elements that are clearly unfeasible or have little effect in the project. Also, during the first assessment, the team can prioritize the actions with larger impacts, leaving others to be possibly managed in a second moment as independent projects.
A simplified score system is provided to support the specialists performing this first qualitative evaluation, as shown in
Table 3.
Three categories with a 1–5 score are identified: green impact, economic improvement potential and design maturity. The overall score is given by the sum of the scores reached in the three categories without using any weighting factor. The purpose is to identify at once those alternatives that may reduce project sustainability, worsen the economics, or introduce complexity that transcends the time boundaries, in order to exclude them from the workflow.
The cut-off score to maintain or discard a proposal is agreed on with the project sponsors and depends on the project resources: proposed actions that may have good economic or green potential, but a low design maturity, can be noted for future interventions.
The accepted opportunities are then tracked in a “Green Value General List” and will undergo analyses with increased detail. The first economic and impact estimates are refined with more precise data derived from the ongoing engineering activities: for example, vendor quotations, construction materials bill of quantities and detailed balances for utilities and energy consumption.
The list tracks all the main design outcomes and provides a general overview of the Capex impacts, the Opex impacts, the resource consumption quantities and the estimate of the impact against the base case scenario. All this information becomes the base for the subsequent phase of approval. Decision-makers are further supported in the trade-off evaluation also with an overview of the total impact reduction (in terms of GWP).
3.1.3. Trade-Off Analysis and Approval
Traditional Value Improvement practice has the clear target of reducing the Capex figures, as the project Budget is concerned. In the perspective of Green Value Engineering, the cost benefit analysis must include a longer horizon than the project budget definition, as environmental impact mitigation depends a great deal on plant operation. Green Value Engineering analysis gives great importance also to Opex estimation and to material and energy fluxes. In addition, the decision to implement one of the sustainability improvements identified in phase 1 may be influenced by corporate responsibility policies and may thus transcend the immediate economic return.
Provided these non-deterministic trade-offs between costs and benefits in GVE, the basis of the decision for the technical team and the project manager should be practical and supported by heuristic engineering solutions, especially in the case of several alternatives to assess. A Pareto approach can be used to select the few actions that have the major effects potential.
In order to prevent arbitrary decisions, a second score system is implemented, covering more categories than the first assessment and tailoring the categories to be more specific to the project and to the corporate values.
Table 4 presents an example of the score grid for the second assessment, which focuses on Capex, ease of implementation, project risk and impacts on the schedule. Further (or different) categories may be introduced, such as the impact on Opex, waste generation, logistics, regulatory compliance (for pharma applications) and any other strategic parameter for the project sponsor.
In the example of
Table 4, Capex scores were calibrated for a total investment cost estimate of the order of EUR 50–100 M, while the schedule scores are applicable in a project execution time 2–4 years in agreement with the project sponsor.
Implementation and risk categories are examples of context-dependent parameters and should be given a score with the support of the construction manager and the project manager, respectively. The score-based approach is a common tool to gain an agreement among stakeholders in situations where an objective unit of measure cannot be stated, yet the opinion of subject matter experts must be valued in a collegial context, as recommended by project management guidelines [
54].
In particular, the implementation ease aims at discouraging interventions that may have detrimental impacts on the project phases of construction, commissioning and validation.
For example, the reuse of older equipment (e.g., revamping a tank instead of buying a new one) is certainly a sustainable practice and can be a good economic savings, unless the moving activities and revamping require excessive effort of engineering (reroute piping, dismantle and move, retest on site, etc.).
Project risk instead reflects the strategic vision of the project sponsor, as detailed in project management manuals [
55]; this voice encompasses several definitions of risk, such as:
- ▪
Technology risk: e.g., the introduction of a new unit operation on a critical process step, not well understood by operators, that may affect production performance.
- ▪
Procurement risk: e.g., the selection of a new vendor, with non-qualified after-sale services, that may become detrimental for spare parts management and maintenance.
- ▪
Market risk: e.g., possible presence of material shortages or custom delays.
- ▪
Regulatory risk: e.g., potential delays to achieve compliance with national or international law. For example, revamped equipment may have documentation gaps that need to be closed with extra effort.
Similarly to the first assessment, the new overall score is calculated, summing the partial results, and once the acceptance threshold with the project sponsor is defined, a number of intervention proposals are presented by the technical team to the plant owners in order to be approved and thus engineered and realized.
3.1.4. Solution Engineering and Reporting
After the approval phase, the improvement proposals with higher benefits in terms of both economic and environmental impacts can be finally included in the project workflow. The Green Value Engineering documentation developed during the assessment phase provides extensive data that are aggregated in a few figures for the upper management, as per the Value engineering principles: Capex reduction potential, Opex reduction potential and, in certain cases, extra investment for green actions.
In fact, the implementation of certain solutions of green engineering may require extra investments, which may pay back with reduced operation costs and/or improved environmental performances: the ultimate goal of the Green Value Engineering exercise is to have the project budget be approved to reach execution.
In the life cycle thinking perspective of impact estimation and Green Engineering, however, the results of Green Value Engineering are meant for results monitoring and continuous improvement. For this reason, a Green Report is prepared that describes the whole design improvement process and sets the base for the future programs of improvement, tracking all the actions that emerged during the brainstorming, and leaving opportunities for longer-term improvement programs.
3.2. Simplified Impact Assessment
Value Engineering success is due to the great support that the methodology gives to decision-makers, allowing for comparing different alternatives on the basis of a few sound economic indicators. When valuing resource consumption reduction in terms of environmental impact, the matter becomes more articulated due to the arbitrary importance that can be given to certain parameters [
56]. For example, during the improvement assessment, a trade-off may occur between saving water or reducing energy consumption (and CO
2 emissions): a simple account of the reduced resources consumption is not sufficient, and a more detailed approach needs to be followed [
57]. For this reason, Green Value Engineering converts the estimated amounts of saved resources into objective environmental indicators, following the prescriptions of the ISO-14000 family of standards, but with some necessary simplifications.
In fact, during the design phase of a new production facility a reduced amount of information is available, as the plant is yet to be built, and there is little time to collect the extensive evidence required by the standard, as project timing must not be affected [
58]. Consequently, Green Value Engineering presents several differences from an LCA approach as per [
59,
60], yet it is performed following the same steps.
The first is “goal and scope definition”: Green Value Engineering impact evaluation is focalized to the comparison of the unit operations design alternatives. Differently from a proper LCA analysis, the characterization of the production process in its whole context is out of the scope of Green Value Assessment. In fact, to compare the design alternatives, there is no need to allocate impacts to the plant productivity (like in product LCA): the impacts are associated with the resources needed to build or to run the process part affected by the potential improvement, regardless of the overall plant size or the type of output. Also, Green Value engineering makes use of a single and homogeneous impact indicator (e.g., GWP) to compare the impact contribution of different resources, while LCA can address a number of environmental indicators. The indicator is to be agreed on with the project stakeholders before starting the value analysis.
As per the second step of an LCA, the life cycle inventory definition, the analysis is limited to those resources that are more abundant in the construction and operation of the process industry. The construction materials that are mostly used are concrete, steel (of different grades), aluminum, copper, and plastics. Since these materials are the same in most process industries, the same inventory can be used for different applications, for example, refineries or food processing plants. In a further simplification of the standard approach [
59], the impact estimation is limited to the plant bulk materials of construction, excluding specific manufacturing processes that lead to the installed piece of equipment. For example, the impact assessment for the installation of one steel tank is limited to the metallic sheet fabrication, excluding the contribution of welding, surface treatments (e.g., polishing) or transportation. Focusing on resources to operate the plant, the inventory covers the most common utilities in the process industry, such as water, electricity and fossil fuels. Other utilities, like steam, compressed air, technical gases and cooling media, can be directly related to the former three and the impacts thereof. Utilities consumption is in fact related to the plant energy efficiency, which is one of the targets of green engineering, indeed.
The third step is the “impact assessment”, which is performed for the identified improvement of Green Value Engineering by multiplying the quantities associated with the green classes of
Table 2 with the GWP impacts estimates associated with the inventory materials. The impacts are calculated with the support of internationally recognized LCA inventory databases and software, such as Ecoinvent v3.9 (
www.ecoinvent.org) and SimaPro 9.0 (
www.simapro.com). The impact assessment method used to estimate the environmental values is IPCC 2021 GWP100 [
61], in particular, data used refer to European processes in the cradle-to-gate scenario. When available, also published LCA studies are used. In order to allow the technicians to obtain quick and high-level estimates of the GWP reduction against a baseline, the impacts are recorded in a Green Value Inventory, which provides geographically averaged indications for the materials and resources that are common in industrial practice (see
File S1 in Supporting Information).
The last step of an LCA is “results interpretation”: in the approach of Green Value Engineering, the main outcome is a homogenous indicator of impact, which encompasses all the consequences associated with a specific improvement, against the base case. As the outcomes are high-level averaged estimates, if compared to a proper LCA, their utilization is limited to the process of alternatives assessment. The sum of all the contributions of the implemented solutions after Green Value Engineering analysis can, however, provide an indication of the results attainable by performing a more structured LCA on the process, which can be performed in a second moment.
3.3. Case Study Application
With the purpose of better presenting the advantages of using the Green Value Engineering methodology in the practice of process engineering, a real case study is reported. The following examples are taken from an EUR 100 M Capex project managed in 2021 by the consulting company VTU Engineering (
www.vtu.com), providing engineering, procurement and construction management (EPCM) services. The project target was the capacity expansion of a chemical plant in the North of Italy to produce Active Pharmaceutical Ingredients (APIs), based on the replication of the existing consolidated technology.
4. Results
The case study project involved the realization of production lines parallel to the existing ones, the revamping of the utilities systems (cooling water, compressed air, chilled water), the renovation of vent abatement systems, the realization of a new wastewater treatment plant and the construction of new buildings for manufacturing and warehouses. The main figures at the end of conceptual design were the following: realization of 15,000 m2 of covered surfaces, construction of 250 m of multi-level pipe racks, installation of 600 pieces of equipment (102 reactors and vessels), realization of 2500 pipelines, connection of 3100 instruments.
After the conclusion of the conceptual design phase, the client required the EPCM contractor to perform a project revision, so as to maximize value and sustainability figures, while consolidating the Basic Design.
Thus, the first activity carried out during Green Value Engineering was the revision of the FEL 2 engineering document. In this case, the sessions of interdisciplinary brainstorming between the engineering team and the client’s stakeholders allowed for identifying 82 improvement opportunities (
Supporting Information, File S2), which belonged to different VIPs and green categories, as presented in
Figure 2.
Among these proposals, only 30 gained a sufficient score to be considered for a deeper analysis after the first assessment, recording in dedicated dossiers the bases of design, the assumptions and the impact calculations. The purpose is to enhance the traceability of the engineering decisions, while the main outcomes are reported in the general evaluation list (
Appendix A) to guide the second assessment phase.
Finally, only 10 of the 30 selected proposals were deemed suitable for implementation, yet the few accepted proposals proved to be the ones of the greatest impacts.
The following paragraphs describe in detail a selection of
Appendix A reported cases, to offer exhaustive examples of the green value engineering implementation, focusing on the decision taken by the project governance and the activities carried out by the technical teams to allow for a balanced evaluation.
An overview of the final results achieved after the Green Value Engineering activity, including all the other improvements reported in
Appendix A, can be appreciated in
Table 5. By revising the previous design stage decisions, the potential Capex savings were quantified in some EUR −4.1 M (4% of the whole budget), and at the same time, improvements to reduce the GWP impacts were identified to some 1188 tonCO
2 eq/year.
This sustainability improvement requires some additional investment for new technologies (EUR +1.5 M), but the analysis shows how the extra costs can be covered by the Value engineering Capex savings, or can be compensated for with the expected Opex reduction, in a payback time of ca 3 years.
Two proposals have the greatest contribution to the overall economic and environmental improvement. The first one is the “vendor list extension”: this improvement is a typical solution of Value Engineering methodologies and is related to addressing a broader market. The client’s procurement department required that the Capex budget be made by the highest available quotation among the ones obtained from a closed Vendor list. This approach simplifies procurement activities, but when cost efficiency is required, it may be an advantage to perform bidding in a wider market, especially for capital-intensive tenders. The client agreed on the project rule change, and it was possible to save some EUR 3.8 M maintaining the technical quality of the supply.
Focusing on environmental improvement, a good deal of the CO2eq savings (25%) came from the proposal of installing Photovoltaic panels on the available roofs in the production facility, which proved to be a good economic trade-off; a non-surprising result provided the recent increase of efficiency and cost reduction of this technology.
The most interesting results of this case study can, however, be seen in some other improvement proposals that allow for appreciating the contributions of Green Value Engineering decision-making tools. An environmental improvement can in fact introduce complexity and unpredicted expenses, and the choice may not be obvious on a first instance. The following paragraphs present the results and the decision-making process in four selected cases that passed the first assessment and went through a detailed analysis and estimation, until the second assessment moment:
Electrical motor efficiency class upgrade;
Green Building construction;
Aluminum vs. Copper for distributions;
Condensates reuse.
4.1. Electrical Motors Efficiency Class Upgrade
The improvement proposal is about the possibility to select motors with a higher efficiency class with respect to the site standards, an opportunity that was considered feasible already during the first assessment. In fact, the selection of the efficiency class of electrical motors must follow the guidelines reported in the european regulation [
62], yet it is possible to design the plant imposing a superior class than the standard.
4.1.1. Technical Analysis and Cost/Impact Estimate
Considering the plant motor list developed by the electrical engineering team (total of 151 motors, ranging from 0.1 to 250 kW installed power) and accounting for the expected operating times, the yearly energy consumption is presented for two scenarios: motors selected as per [
62] (base case) or per the upgraded class criterion. To evaluate environmental impacts, a value of 0.342 kgCO
2/kWh has been considered, according to the available data from the electricity supplier, which is in line with the Italian energy mix [
63]. The electricity cost basis for the year 2021 is 0.14 EUR/kWh (client information). A consumption reduction of −370 MWh/year was calculated in the improved case, which corresponds also to a reduction of GWP emissions (−126.72 tonCO
2eq/year). On the other hand, higher-efficiency motors have also higher price; thus, the Capex increase has been evaluated. The estimate was performed with actualized costs based on literature trends [
64], allowing a quick evaluation with an accuracy in the limits of ±30%. The expected cost increase is around +10% to the Capex of the base case scenario (EUR +72,652.05), an investment that has a payback of less than 2 years, thanks to the Opex savings (−51,874.71 EUR/year).
4.1.2. Decision-Making Process
Considering 10 years for the new plant utilization horizon, the cumulative savings are of the order of EUR 0.5 M, which allow for a good economic score (4 points) during the second assessment phase (>EUR 100 k savings).
High scores were given also for “ease of implementation” (4-easy) and “risk” (4-minimum) and “schedule impacts” (4-days), as high-efficiency motors are readily available in the market. As a consequence, the proposal was accepted by the project sponsor and became a basis for detail design.
4.2. Green Building Construction
A great deal of the embodied impacts associated with civil and industrial buildings is due to the contributions of reinforced concrete and structural steel [
65]. Different materials have been proposed to mitigate structures’ footprint, and in particular, steel-trussed concrete was the proposed solution [
66]. In fact, these beams employ less materials than the equivalent in reinforced concrete or steel, resulting in circa −20% GWP. Also, steel-trussed concrete columns have higher fire resistance and smaller sections than reinforced concrete.
4.2.1. Technical Analysis and Cost/Impact Estimate
The green value analysis, after a positive outcome of the first assessment, considered two scenarios in the project, where steel-trussed concrete beams could be implemented: the realization of a warehouse of 1800 m2 with 14 m of vertical development on a single level. The base case scenario assumed heavy precast concrete structures as per the conceptual design; the Green Value improvement assumed steel-trussed concrete modules (NPS® technology).
The investment costs of reinforced concrete were estimated using market indexes and the quantities calculated in the project material take-off. In order to have an estimate of the GWP impacts of pre-cast reinforced concrete, the green value database was employed, considering a value of 843 kg CO
2eq/m
3 impact for slab production. It must be underlined that the term “reinforced concrete” comprises a large variety of concrete mixes (with different amounts of cement, inert and water) and a use of steel rebars, depending on the application. For this application, the ratio steel/concrete employed gave an average weight of 2400 kg/m
3 for pre-cast modules, leading to an estimated impact of 0.35 kgCO
2eq/kg of reinforced concrete. This value is aligned with literature studies, which report a range of 0.06–0.47 kgCO
2eq/kg for the most common applications [
67]. The costs and impacts estimates of the green building solution were based instead on the vendor’s quotation and on the vendor’s LCA data (
www.tecnostrutture.com) for similar applications [
68,
69]. The assessment gave the following outcome: while the costs were 27% higher for the green solution (EUR +0.57 M), since it employs premium materials with virtually no competitors on the market, embodied impacts were clearly lower, reducing the base case impacts by some 20%, (−644 tonCO
2eq). In this case, there is a trade-off between economic and green performances, with the difference that no Opex benefits are to be expected with respect to the example in the previous paragraph.
4.2.2. Decision-Making Process
For this reason, the second assessment penalized the value “Impact of Capex” with a score of 1 (cost increase). The Project Team gave a good value for the “ease of implementation” score (4–easy), as the modularity of steel-trussed concrete beams is even higher than for traditional concrete. However, a low score was given for “risk” (1–high) and “schedule impacts” (1-months).
The reason why the risk was considered high by the project sponsor is that steel-trussed beams are produced by few vendors, which reduces procurement flexibility. From the Schedule perspective, this is a new construction technique with respect to the rest of the site, and it would have required re-engineering the conceptual design documentation. Hence, this improvement proposal, once considered very interesting during the first assessment, was rejected after the more detailed quantitative analysis.
4.3. Aluminum vs. Copper for Distributions
The lower cost of aluminum and recent technology advances made it an interesting alternative to copper for medium-high voltage distribution. The base case is the traditional design of the distribution nodes, employing copper cables and bars. The improvement analysis proposes to modify the site standards towards aluminum.
4.3.1. Technical analysis and cost/impact estimate
According to conceptual design documentation, medium-voltage connections between distribution centers require copper cables for a total distance of 3 km, 95 mm2 section. In addition, 7860 kg of copper bars is to be used in the medium/low-voltage transformers and power panels. Commercial cables were considered as input for the resource quantity estimation (Copper cables type RG7H1R—12/20 kV 1 × 95 mm2; Aluminum ARG7H1R 12/20 kV 1 × 150 mm2).
The economic analysis indicated a clear advantage in using aluminum: being lighter and cheaper material than copper, the total expected Capex savings were estimated as EUR 176,158.00. Interestingly, the GWP analysis showed that the use of aluminum leads to an embodied CO2 saving equal to −33% if primary aluminum is used (−22.1 tonCO2eq), which can reach −80% if recycled aluminum is utilized (−53 tonCO2eq).
4.3.2. Decision-Making Process
The second assessment confirmed the good potential of the improvement: good economic impact (3 points), easy implementation (4 points), medium risk (2 points) and no impact on the schedule (4 points). The lower score for the qualitative risk evaluation is due to the novelty of the aluminum-based technology for plant operators and the need to update the maintenance practice.
Nonetheless, the benefits of the improvement were deemed enough to be accepted as the future basis of design.
4.4. Condensate Reuse
The plant to be expanded is part of an industrial district, which has a centralized distribution of steam in the open circuit; thus, each user manages the condensates disposal. In this case, condensate streams are used as make-up for the Cooling Towers Plant (forced-draft open-evaporation cooling towers). The condensates are fed into the cooling water circuit at a temperature between 80 and 95 °C, increasing the heat load to the draft fan towers and thus electricity consumption. From the material and energy balances, it was noticed that the productivity expansion would lead to a condensate production of 33 ton/h: the tower draft fans would consume thus an extra 30.4 MWh/year, only to cool down condensates residual heat to 40 °C, the setpoint temperature for water return. This corresponds to +4262 EUR/year and to +10.4 tonCO2eq/year, representing the base case scenario.
4.4.1. Technical Analysis and Cost/Impact Estimate
The improvement proposal was to utilize this wasted heat for low-temperature utilizers (<60 °C): in the specific, the HVAC system of the new warehouse to be built, which is normally heated with the only hot utility of the plant, i.e., steam at 7.5 bar.
The proposal to send condensates to the new warehouse HVAC required a quick feasibility study for a new distribution network, comprising dedicated carbon steel pipework (533m DN80), a centrifugal pump to deliver condensates to the air handling units, and an extra plate and fin heat exchanger, as schematized in
Figure 3.
The detailed material take-offs produced by the mechanical team provided the exact weights of steel and aluminum, used to estimate the embodied GWP impacts on the values of the green value database (+19 tonCO2eq); cost indexes and market quotations were used to build up the Capex estimate (EUR 133,214.00).
To assess the benefits of reusing the low-temperature condensates, the amount of steam required during winter months (provided from the generation plant at 187 °C and 6.5 barg) and the costs of pumping for an equivalent amount of hot water (temperature difference 80–50 °C) were calculated. A steam price equal to 60 EUR/ton (client’s data 2021) and a steam GWP of 0.1139 kgCO2/kg steam were used, based on the Industrial power center environmental declarations.
4.4.2. Decision-Making Process
While the investment to have the condensates at the top of the warehouse can be considered relevant, the operating savings are even more noticeable: the payback time is less than one year, given the calculated Opex reduction of −303,336.00 EUR/year. Also, the emission reduction is remarkable, with −576 tonCO2eq/year of estimated reductions.
The second assessment score was thus defined as follows: excellent economic impact (4 points), good possibilities for implementation (3 points), low risk (4 points) and limited impact on the schedule (3 points). The benefits of the improvement were deemed enough to be accepted as the future basis of design.
5. Discussion
Apart from the achievement of some economic/environmental improvement, which was the main target from the beginning, a remarkable result of the application of the Green Value Engineering is the awareness of the feasibility of an integrated sustainable design among the management of all levels. This contributed to challenging the perception of sustainability as a mere cost or a separated topic from business-related projects [
14], allowing for a relaxation of cost/time/scope constraints.
Another advantage of the application of the methodology, made evident by the case study, is the broader perspective that is brought to the technicians by the frequent moments of discussion with management required by Green Value Engineering. In fact, technicians have normally a subject-specific and fragmented view of the project, while the long-term strategic view belongs to the upper management. The joined participation of manager and technicians in the “brain storming” sessions improved the creativity of the whole team, allowing for a large number of proposed solutions (see
File S2—Improvement Proposals in the Supporting Information). In this way, it was possible to identify non-obvious opportunities beyond the mere application of “Good Engineering Practice” and/or the “Best Available Technology”, thus increasing the potential for sustainability improvement.
This also evidenced how the pursue of a “sustainable design” is a collective and interdisciplinary effort.
The green improvement is not limited to energy management (e.g., motor efficiency or photovoltaic), but requires also process rationalization (e.g., condensates reuse) and impact-driven material selection (aluminum vs. copper), which affects electrical, civil, process, mechanical and procurement specialists together.
Focusing on the more traditional project management performance indicators, the application of the Green Value Engineering had no remarkable effects on the project schedule, as the assessments and the calculations were carried out in parallel to the standard design activities. This can imply some increased effort for the engineering team, for the extra hours to analyze and discuss the improvements, yet the total cost is a negligible fraction of the saved value. Also, the suggested improvements belong to the “Green Engineering” framework [
70], but the actual measure of success is their ease of implementability, rather than the magnitude of the attainable effects in term of environmental impact reduction. This is in line with the conservative characteristics of the process industry, but also shows that good techno-economic indicators and shared discussions can pave the way to new and unconventional approaches.
From an LCA perspective, certain cases showed that some improvements may lead to an increase of material usage: there is apparently a worsening of natural resources depletion, but, on the global balance, this allows for saving a great amount of fossil emissions for steam generation.
This is additional evidence of the importance of using global and recognized sustainability indexes, such as the GWP potential, to obtain a single indicator capable of building a shared agreement during the process of decision making [
56,
57]. It must be underlined, though, that the application of Green Value Engineering leads to results whose meaning is strongly bound to the context of the project and cannot be directly translated to other projects. Being a decision-making tool, the Green Value Engineering results can vary according to the actual priorities of the project, the project sponsor risk propension and the sensitivity towards sustainability issues. For example, the usage of any other environmental indicator than GWP (e.g., Biodiversity, Air quality, land usage, etc.) may have led to different project decisions.
In addition, the magnitude of the achievable results, in terms of cost and impact reduction, are difficult to predict at the beginning of Green Value Engineering, provided the evolving context of the project development and the specific sensitivity of decision-makers, which have a great influence on the acceptance of a proposed improvement. In general, it is clear that no substantial changes can be expected after a Green Value Engineering review: being a “review moment”, this process must not challenge substantially a defined design, in order to maintain project commitment on scope and time.
The improvements that can be delivered via Green Value Engineering are thus incremental contributions, with readily achievable, yet moderate, effects. For this reason, Green Value Engineering and its project management tools are particularly suitable for executive projects, right before construction.
Finally, in order to have a correct interpretation of the GWP reduction results, it must be highlighted that green value impact assessment provides rough impact estimates of a project improvement against the base case scenario. The estimate is not a proper life cycle assessment, as the focus is limited to the sole bulk material production; as a consequence, the result cannot be used to obtain carbon credits or Eco-certifications. Nonetheless, green value impact assessment provides a realistic order-of-magnitude indication of the actual GWP effects that different solutions may introduce in the plant, which can pave the way to a subsequent systematic LCA analysis. [
71].
The role of Green Value Engineering is to promote an enhanced awareness in the process of decision making, which is and should be the first step for more structured environmental management actions.
6. Conclusions
The Green Value Engineering is a project management methodology for the process industry, developed to include sustainability maximization, while performing a cost reduction analysis, being the latter a typical activity of the traditional methodologies of Value Improvement Practice.
The methodology requires a systematic revision of the project documentation in order to identify improvement opportunities in the direction of cost reduction and environmental impact reduction, which are quantified according to objective and shared metrics. The improvement proposals undergo a 2-stage feasibility assessment with the project stakeholders, in order to implement only the most effective solutions. To support the decision-making stage, the typical calculated economic figures, such as Capex and Opex, are integrated with Environmental Indexes derived by preliminary high-level LCA impact estimates, relying on accredited databases.
The methodology proved to be suitable for being included in the normal project workflow without relevant clashes with time or cost constraints, as evidenced in a case study application. The case study also showed the efficacy of the methodology in guiding the decision-makers across trade-offs between economic and sustainability objectives, thanks to the availability of clear metrics and prioritization bases.
Despite maintaining the focus on the business KPI, the inclusion of environmental indicators favored the awareness of the industrial stakeholders on sustainability matters and allowed for including greener solutions also in routinary project management. The method promotes thus a “sustainability by design” approach, since lower-impact solutions are assessed and included in the early phases of the project development. On the other side, the method cannot challenge substantially the process structure; thus, the overall improvements are mostly incremental and bounded to the margin of intervention allowed in the project. Also, the impact assessment does not reach the level of detail to be qualified as a proper LCA, yet it can set the first ground to evaluate the eco-performance of a facility in a second moment.
Remarkably, the application of the methodology highlights how economic and sustainability objectives can be often aligned, as energy and resource consumption are directly related to operation costs. Green Value Engineering has been developed and validated for chemical industry applications, but it has the potential to be adapted also to other manufacturing sectors, provided the availability of LCA datasets that can guide the quick impact estimation. For example, future research may target some highly regulated contexts, like sterile production facilities (life science and bioprocess industry), where quality constraints strongly hinder the implementation of novel solutions; Green Value Engineering may provide unexpected margins to improve sustainability also in these sectors.




 ,
, 



{kind=link}
{kind=link}
{kind=link}