

Natural Fiber Composite Filaments for Additive Manufacturing: A Comprehensive Review

 ,
,  , , and
, , and
Abstract
:1. Introduction
1.1. Natural Fiber-Reinforced Polymer Composites (NFRPC)
1.2. Properties of Natural Fibers
1.3. Advantages and Challenges of Using Natural Fibers in Composites
1.4. Natural Fiber Types
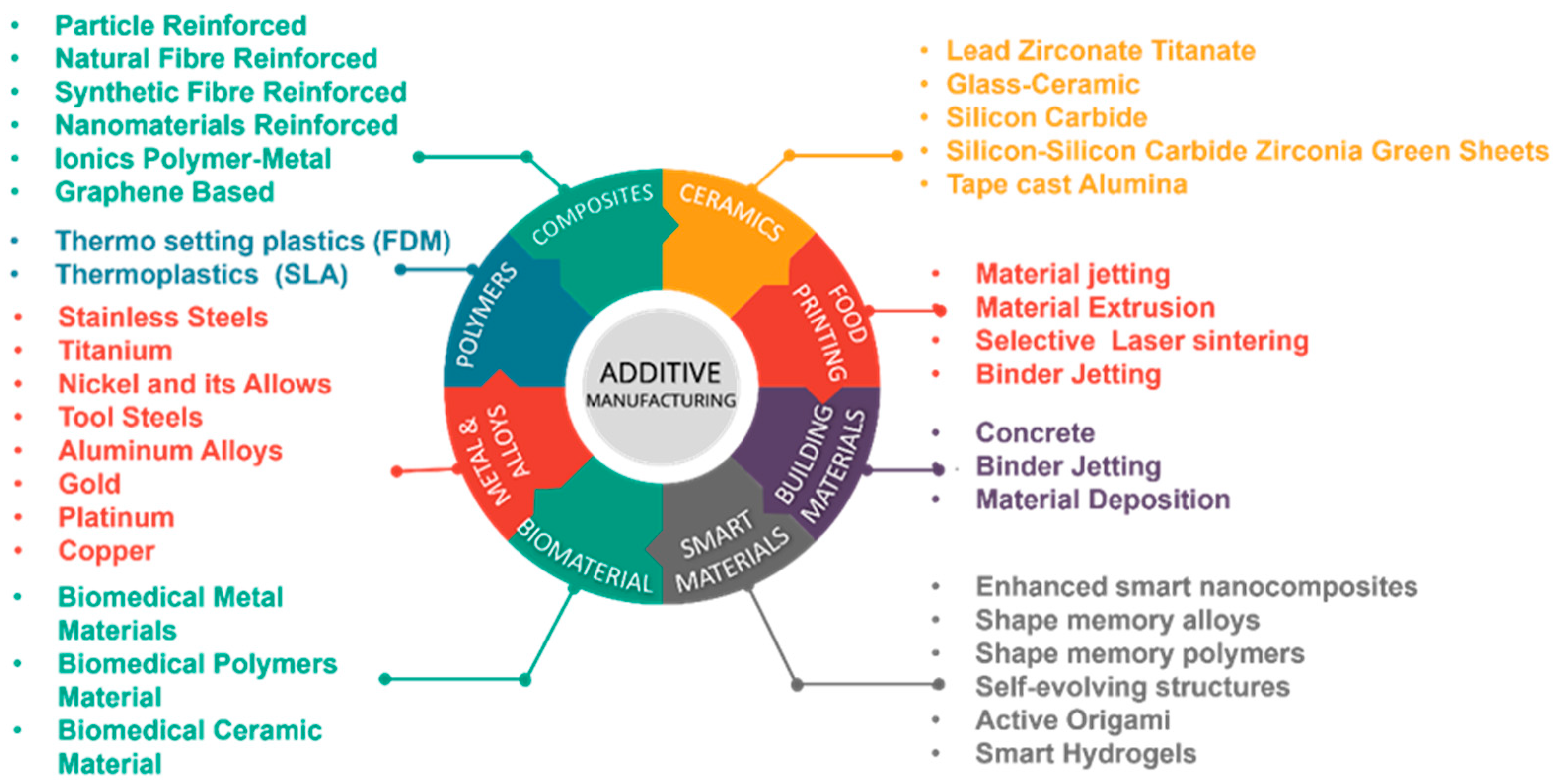
2. Additive Technologies for Natural Fiber Composites
2.1. Polymer-Based Fused Deposition Modeling (FDM)
Materials Compatibility and Natural Fiber Composites in FDM
2.2. Resin Based Stereolithography (SLA)
2.2.1. Photopolymerization Mechanisms
2.2.2. Formulation of Photopolymerizable Resin with Natural Fibers
2.3. Powder-Based Sintering and Deposition Processes
2.3.1. Selective Laser Sintering (SLS)
2.3.2. Binder Jetting (BJ)
2.3.3. Natural Fibers in SLS and BJ
3. Mechanical, Thermal, and Chemical Properties of Natural Fiber Composites
3.1. Tensile Strength, Flexural Strength, and Impact Resistance

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Natural Fiber | wt.% Loading | Matrix Material | Tensile Strength (MPa) | Flexural Strength (MPa) | Impact Strength | References |
|---|---|---|---|---|---|---|
| Kenaf | 30–40 | PLA | 50–61 | 58–62 | 15–48 kJ/m2 | [65] |
| 40 | PP | 90 | 50 | - | [66] | |
| 30 | PLA | 36.18 | 64.90 | 116.6 J/m | [38] | |
| Jute | 50 | Epoxy | 39.52 | 89.62 | 2.22 J | [67] |
| 26.9 | Epoxy | 70.4 | 84 | - | [68] | |
| 33 | PP | 27.49 | 43.33 | 25.54 kJ/m2 | [69] | |
| Flax | 37.9 | Epoxy | 95.4 | 95 | - | [68] |
| 20 | PLA/PCL (70:30) | 49–60 | - | 3.3–6 kJ/m2 | [70] | |
| 22 | PLA | - | 160–185 | - | [71] | |
| Hemp | 50 | Epoxy | 22.43 | 57.11 | 1.25 J | [67] |
| 30–50 | PLA | 39–65 | 51–113 | - | [63] | |
| 30 | Polybenzoxazine | 52 | 122 | 4.23 kJ/m2 | [72] | |
| Abaca | 10–30 | PP | 22–30 | 46–54 | 0.040–0.048 kJ/m2 | [73] |
| 20–50 | BioPE | 26.64–47.73 | - | - | [64] | |
| 30 | HDPE | 33.13 | - | - | [74] | |
| Coir | 10–30 | PP | 24–30 | 48–57 | 0.040–0.055 kJ/m2 | [73] |
| 84–90 | Melamine-Urea-Formaldehyde (MUF) Biopolymer | 3.05–4.4 | 2.099–5.149 | - | [75] | |
| 5–30 | Bakelite resin | - | 53–61 | - | [76] |
3.2. Thermal Stability and Thermal Conductivity
4. Tribological Properties
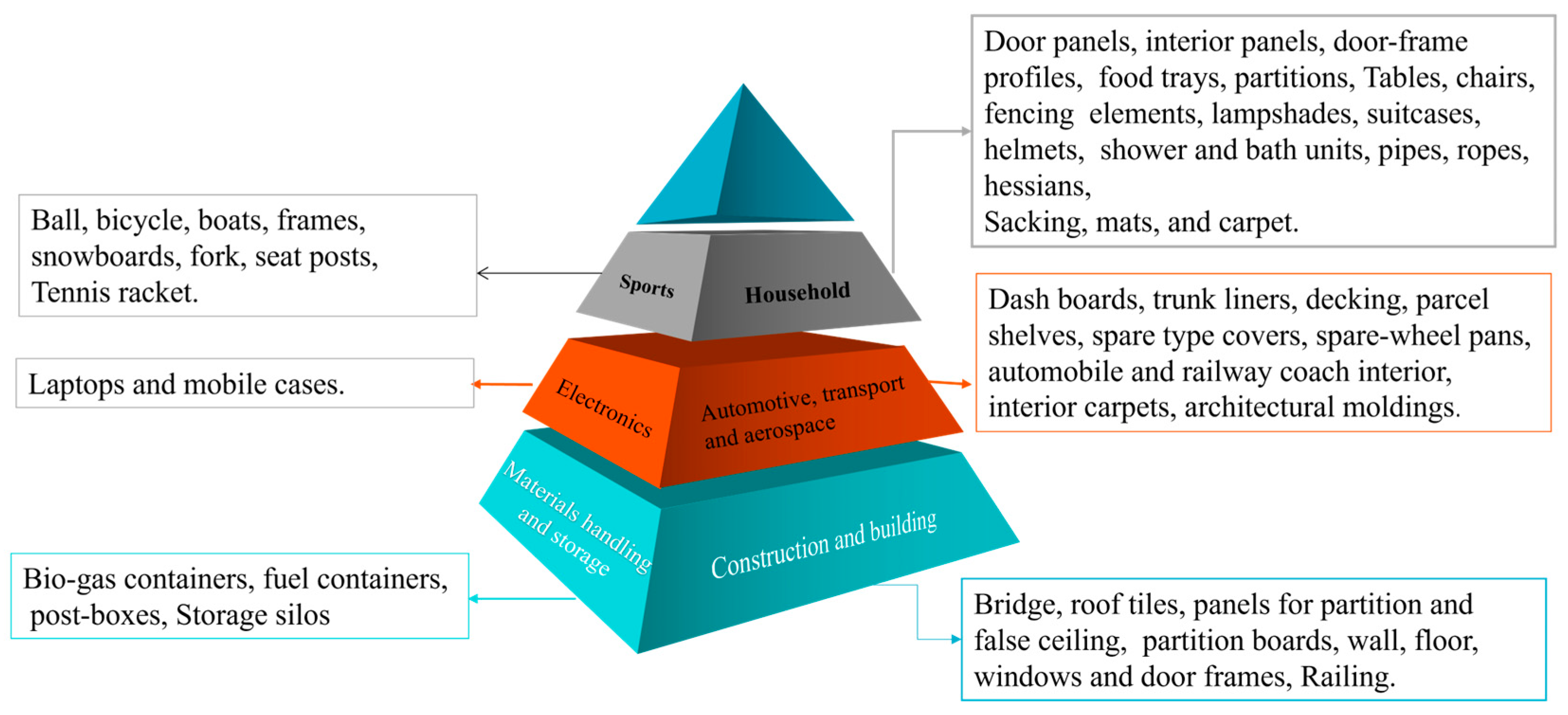
5. Applications of Natural Fiber-Reinforced Polymer Composites in Various Industries
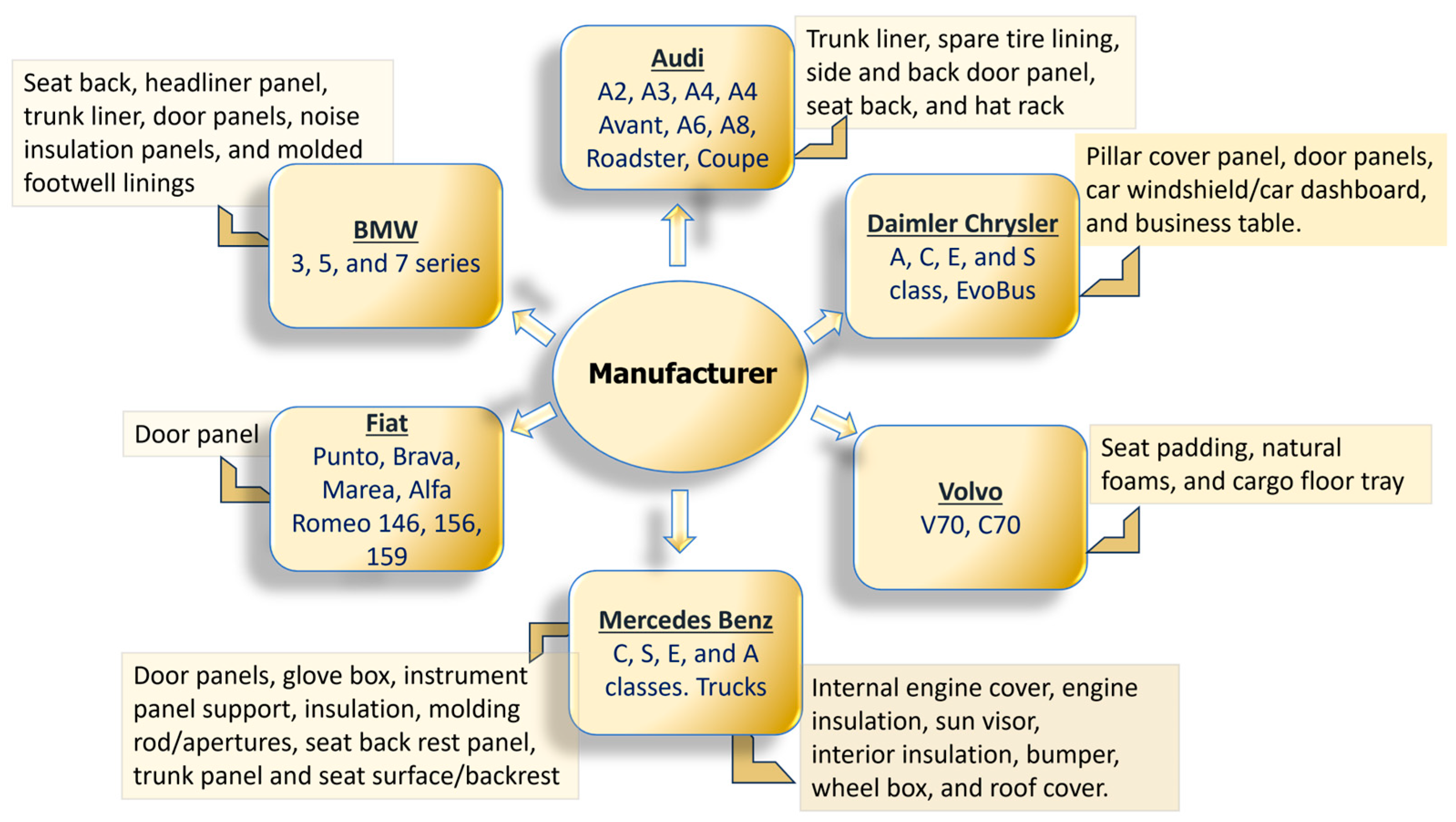
5.1. Automotive Industry
5.2. Aerospace Industry
5.3. Medical Industry
5.4. Construction Industry
6. Challenges and Opportunities
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mahmood, A.; Akram, T.; Chen, H.; Chen, S. On the Evolution of Additive Manufacturing (3D/4D Printing) Technologies: Materials, Applications, and Challenges. Polymers 2022, 14, 4698. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Aisyah, H.A.; Nordin, A.H.; Ngadi, N.; Zuhri, M.Y.M.; Asyraf, M.R.M.; Sapuan, S.M.; Zainudin, E.S.; Sharma, S.; Abral, H.; et al. Natural-Fiber-Reinforced Chitosan, Chitosan Blends and Their Nanocomposites for Various Advanced Applications. Polymers 2022, 14, 874. [Google Scholar] [CrossRef]
- Soleimanzadeh, H.; Rolfe, B.; Bodaghi, M.; Jamalabadi, M.; Zhang, X.; Zolfagharian, A. Sustainable Robots 4D Printing. Adv. Sustain. Syst. 2023, 2300289. [Google Scholar] [CrossRef]
- Hossain, K.R.; Jiang, P.; Yao, X.; Wu, J.; Hu, D.; Yang, X.; Wu, T.; Wang, X. Additive Manufacturing of Polymer-Based Lubrication. Macromol. Mater. Eng. 2023, 308, 2300147. [Google Scholar] [CrossRef]
- Salifu, S.; Desai, D.; Ogunbiyi, O.; Mwale, K. Recent Development in the Additive Manufacturing of Polymer-Based Composites for Automotive Structures—A Review. Int. J. Adv. Manuf. Technol. 2022, 119, 6877–6891. [Google Scholar] [CrossRef]
- Alqahtani, A.A.; Bertola, V. Polymer and Composite Materials in Two-Phase Passive Thermal Management Systems: A Review. Materials 2023, 16, 893. [Google Scholar] [CrossRef]
- Diniță, A.; Neacșa, A.; Portoacă, A.I.; Tănase, M.; Ilinca, C.N.; Ramadan, I.N. Additive Manufacturing Post-Processing Treatments, a Review with Emphasis on Mechanical Characteristics. Materials 2023, 16, 4610. [Google Scholar] [CrossRef]
- Gebisa, A.W.; Lemu, H.G. Influence of 3D Printing FDM Process Parameters on Tensile Property of ULTEM 9085. Procedia Manuf. 2019, 30, 331–338. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive Manufacturing of Natural Fiber Reinforced Polymer Composites: Processing and Prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Siddiqui, S.; Surananai, S.; Sainath, K.; Zubair Khan, M.; Raja Pandiyan Kuppusamy, R.; Kempaiah Suneetha, Y. Emerging Trends in Development and Application of 3D Printed Nanocomposite Polymers for Sustainable Environmental Solutions. Eur. Polym. J. 2023, 196, 112298. [Google Scholar] [CrossRef]
- Khilji, I.A.; Mohd Saffe, S.N.; Reddy Chilakamarry, C.; Rusdan, S.A. The Crashworthiness Performance of the Energy-Absorbing Composite Structure—A Review. In Proceedings of the Enabling Industry 4.0 through Advances in Manufacturing and Materials; Abdul Sani, A.S., Osman Zahid, M.N., Mohamad Yasin, M.R., Ismail, S.Z., Mohd Zawawi, M.Z., Abdul Manaf, A.R., Mohd Saffe, S.N., Abd Aziz, R., Mohd Turan, F., Eds.; Springer Nature: Singapore, 2022; pp. 637–650. [Google Scholar]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent Advancements of Plant-Based Natural Fiber–Reinforced Composites and Their Applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Experimental Study on Mechanical Properties of Material Extrusion Additive Manufactured Parts from Recycled Glass Fibre-Reinforced Polypropylene Composite-ScienceDirect. Available online: https://www.sciencedirect.com/science/article/pii/S026635382300218X (accessed on 5 November 2023).
- Balla, V.K.; Tadimeti, J.G.D.; Kate, K.H.; Satyavolu, J. 3D Printing of Modified Soybean Hull Fiber/Polymer Composites. Mater. Chem. Phys. 2020, 254, 123452. [Google Scholar] [CrossRef]
- Keya, K.N.; Kona, N.A.; Koly, F.A.; Maraz, K.M.; Islam, M.N.; Khan, R.A. Natural Fiber Reinforced Polymer Composites: History, Types, Advantages and Applications. Mater. Eng. Res. 2019, 1, 69–85. [Google Scholar] [CrossRef]
- Elfaleh, I.; Abbassi, F.; Habibi, M.; Ahmad, F.; Guedri, M.; Nasri, M.; Garnier, C. A Comprehensive Review of Natural Fibers and Their Composites: An Eco-Friendly Alternative to Conventional Materials. Results Eng. 2023, 19, 101271. [Google Scholar] [CrossRef]
- Ramakrishnan, T.; Mohan Gift, M.D.; Chitradevi, S.; Jegan, R.; Hency Jose, P.S.; Nagaraja, H.N.; Sharma, R.; Selvakumar, P.; Hailegiorgis, S.M. Study of Numerous Resins Used in Polymer Matrix Composite Materials. Adv. Mater. Sci. Eng. 2022, 2022, e1088926. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Polymers|Free Full-Text|Value-Added Use of Invasive Plant-Derived Fibers as PHBV Fillers for Biocomposite Development. Available online: https://www.mdpi.com/2073-4360/13/12/1975 (accessed on 16 October 2023).
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2020, 13, 134. [Google Scholar] [CrossRef]
- Shah, N.; Fehrenbach, J.; Ulven, C.A. Hybridization of Hemp Fiber and Recycled-Carbon Fiber in Polypropylene Composites. Sustainability 2019, 11, 3163. [Google Scholar] [CrossRef]
- Aravindh, M.; Sathish, S.; Ranga Raj, R.; Karthick, A.; Mohanavel, V.; Patil, P.P.; Muhibbullah, M.; Osman, S.M. A Review on the Effect of Various Chemical Treatments on the Mechanical Properties of Renewable Fiber-Reinforced Composites. Adv. Mater. Sci. Eng. 2022, 2022, 2009691. [Google Scholar] [CrossRef]
- Awad, S.; Hamouda, T.; Midani, M.; Katsou, E.; Fan, M. Polylactic Acid (PLA) Reinforced with Date Palm Sheath Fiber Bio-Composites: Evaluation of Fiber Density, Geometry, and Content on the Physical and Mechanical Properties. J. Nat. Fibers 2023, 20, 2143979. [Google Scholar] [CrossRef]
- Abdollahiparsa, H.; Shahmirzaloo, A.; Teuffel, P.; Blok, R. A Review of Recent Developments in Structural Applications of Natural Fiber-Reinforced Composites (NFRCs). Compos. Adv. Mater. 2023, 32, 26349833221147540. [Google Scholar] [CrossRef]
- Mohammed, M.; Rahman, R.; Mohammed, A.M.; Adam, T.; Betar, B.O.; Osman, A.F.; Dahham, O.S. Surface Treatment to Improve Water Repellence and Compatibility of Natural Fiber with Polymer Matrix: Recent Advancement. Polym. Test. 2022, 115, 107707. [Google Scholar] [CrossRef]
- Patel, R.V.; Yadav, A.; Winczek, J. Physical, Mechanical, and Thermal Properties of Natural Fiber-Reinforced Epoxy Composites for Construction and Automotive Applications. Appl. Sci. 2023, 13, 5126. [Google Scholar] [CrossRef]
- Hussein, M.; Rozman, H.; Tay, G. The Effect of Kenaf Fibre Loadings on the Properties of UV-Cured Unsaturated Polyester Composites. J. Reinf. Plast. Compos. 2013, 32, 1062–1071. [Google Scholar] [CrossRef]
- Jenish, I.; Veeramalai Chinnasamy, S.G.; Basavarajappa, S.; Indran, S.; Divya, D.; Liu, Y.; Sanjay, M.R.; Siengchin, S. Tribo-Mechanical Characterization of Carbonized Coconut Shell Micro Particle Reinforced with Cissus Quadrangularis Stem Fiber/Epoxy Novel Composite for Structural Application. J. Nat. Fibers 2022, 19, 2963–2979. [Google Scholar] [CrossRef]
- Isa, A.; Nosbi, N.; Che Ismail, M.; Md Akil, H.; Wan Ali, W.F.F.; Omar, M.F. A Review on Recycling of Carbon Fibres: Methods to Reinforce and Expected Fibre Composite Degradations. Materials 2022, 15, 4991. [Google Scholar] [CrossRef]
- Gnanasekaran, L.; Priya, A.K.; Thanigaivel, S.; Hoang, T.K.A.; Soto-Moscoso, M. The Conversion of Biomass to Fuels via Cutting-Edge Technologies: Explorations from Natural Utilization Systems. Fuel 2023, 331, 125668. [Google Scholar] [CrossRef]
- da Silva, T.R.; de Matos, P.R.; Tambara Júnior, L.U.D.; Marvila, M.T.; de Azevedo, A.R.G. A Review on the Performance of Açaí Fiber in Cementitious Composites: Characteristics and Application Challenges. J. Build. Eng. 2023, 71, 106481. [Google Scholar] [CrossRef]
- Sola, A.; Chong, W.J.; Pejak Simunec, D.; Li, Y.; Trinchi, A.; Kyratzis, I.L.; Wen, C. Open Challenges in Tensile Testing of Additively Manufactured Polymers: A Literature Survey and a Case Study in Fused Filament Fabrication. Polym. Test. 2023, 117, 107859. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Gopi, J.A.; Radoor, S.; Midhun Dominic, C.D.; Krishnasamy, S.; Deshmukh, K.; Hameed, N.; Salim, N.V.; Sienkiewicz, N. Turning Waste Plant Fibers into Advanced Plant Fiber Reinforced Polymer Composites: A Comprehensive Review. Compos. Part C Open Access 2023, 10, 100333. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Gupta, S.; Bit, A. Rapid Prototyping for Polymeric Gels. In Polymeric Gels; Elsevier: Amsterdam, The Netherlands, 2018; pp. 397–439. ISBN 978-0-08-102179-8. [Google Scholar]
- Hashemi Sanatgar, R.; Campagne, C.; Nierstrasz, V. Investigation of the Adhesion Properties of Direct 3D Printing of Polymers and Nanocomposites on Textiles: Effect of FDM Printing Process Parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Li, L.; Huang, C. Effects of FDM-3D Printing Parameters on Mechanical Properties and Microstructure of CF/PEEK and GF/PEEK. Chin. J. Aeronaut. 2021, 34, 236–246. [Google Scholar] [CrossRef]
- Kamarudin, S.H.; Abdullah, L.C.; Aung, M.M.; Ratnam, C.T. Mechanical and Physical Properties of Kenaf-Reinforced Poly(Lactic Acid) Plasticized with Epoxidized Jatropha Oil. BioResources 2019, 14, 9001–9020. [Google Scholar] [CrossRef]
- Agaliotis, E.M.; Ake-Concha, B.D.; May-Pat, A.; Morales-Arias, J.P.; Bernal, C.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Proust, G.; Koh-Dzul, J.F.; Carrillo, J.G.; et al. Tensile Behavior of 3D Printed Polylactic Acid (PLA) Based Composites Reinforced with Natural Fiber. Polymers 2022, 14, 3976. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D Printing of Continuous Flax Fibre Reinforced Biocomposites for Structural Applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Wahid, M.K.; Maidin, N.A.; Ab Rahman, M.H.; Osman, M.H.; Alis@Elias, I.F. Mechanical Characteristics of Oil Palm Fiber Reinforced Thermoplastics as Filament for Fused Deposition Modeling (FDM). Adv. Manuf. 2020, 8, 72–81. [Google Scholar] [CrossRef]
- Karsli, N.G.; Aytac, A. Tensile and Thermomechanical Properties of Short Carbon Fiber Reinforced Polyamide 6 Composites. Compos. Part B Eng. 2013, 51, 270–275. [Google Scholar] [CrossRef]
- Molnár, S.; Rosenberger, S.; Gulyás, J.; Pukánszky, B. Structure and Impact Resistance of Short Carbon Fiber Reinforced Polyamide 6 Composites. J. Macromol. Sci. Part B 1999, 38, 721–735. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Fidan, I. Tensile Performance of 3D-Printed Continuous Fiber-Reinforced Nylon Composites. J. Manuf. Mater. Process. 2021, 5, 68. [Google Scholar] [CrossRef]
- Sang, L.; Wang, Y.; Chen, G.; Liang, J.; Wei, Z. A Comparative Study of the Crystalline Structure and Mechanical Properties of Carbon Fiber/Polyamide 6 Composites Enhanced with/without Silane Treatment. RSC Adv. 2016, 6, 107739–107747. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Dattatreya Tadimeti, J.G.; Satyavolu, J. Influence of Soybean Hull Fiber Concentration on the Water Absorption and Mechanical Properties of 3D-Printed Thermoplastic Copolyester/Soybean Hull Fiber Composites. J. Mater. Eng. Perform. 2020, 29, 5582–5593. [Google Scholar] [CrossRef]
- Zhou, X.; Ren, Z.; Sun, H.; Bi, H.; Gu, T.; Xu, M. 3D Printing with High Content of Lignin Enabled by Introducing Polyurethane. Int. J. Biol. Macromol. 2022, 221, 1209–1217. [Google Scholar] [CrossRef]
- Badanova, N.; Perveen, A.; Talamona, D. Study of SLA Printing Parameters Affecting the Dimensional Accuracy of the Pattern and Casting in Rapid Investment Casting. J. Manuf. Mater. Process. 2022, 6, 109. [Google Scholar] [CrossRef]
- Zhao, J.; Yang, Y.; Li, L. A Comprehensive Evaluation for Different Post-Curing Methods Used in Stereolithography Additive Manufacturing. J. Manuf. Process. 2020, 56, 867–877. [Google Scholar] [CrossRef]
- Liu, W.; Li, M.; Nie, J.; Wang, C.; Li, W.; Xing, Z. Synergy of Solid Loading and Printability of Ceramic Paste for Optimized Properties of Alumina via Stereolithography-Based 3D Printing. J. Mater. Res. Technol. 2020, 9, 11476–11483. [Google Scholar] [CrossRef]
- Hu, Y.; Zou, B.; Xing, H.; Liu, J.; Chen, Q.; Wang, X.; Li, L. Preparation of Mn–Zn Ferrite Ceramic Using Stereolithography 3D Printing Technology. Ceram. Int. 2022, 48, 6923–6932. [Google Scholar] [CrossRef]
- Palaganas, N.B.; Mangadlao, J.D.; De Leon, A.C.C.; Palaganas, J.O.; Pangilinan, K.D.; Lee, Y.J.; Advincula, R.C. 3D Printing of Photocurable Cellulose Nanocrystal Composite for Fabrication of Complex Architectures via Stereolithography. ACS Appl. Mater. Interfaces 2017, 9, 34314–34324. [Google Scholar] [CrossRef]
- Romero-Ocaña, I.; Delgado, N.F.; Molina, S.I. Biomass Waste from Rice and Wheat Straw for Developing Composites by Stereolithography Additive Manufacturing. Ind. Crops Prod. 2022, 189, 115832. [Google Scholar] [CrossRef]
- Feng, X.; Yang, Z.; Chmely, S.; Wang, Q.; Wang, S.; Xie, Y. Lignin-Coated Cellulose Nanocrystal Filled Methacrylate Composites Prepared via 3D Stereolithography Printing: Mechanical Reinforcement and Thermal Stabilization. Carbohydr. Polym. 2017, 169, 272–281. [Google Scholar] [CrossRef]
- Wang, R.-J.; Wang, L.; Zhao, L.; Liu, Z. Influence of Process Parameters on Part Shrinkage in SLS. Int. J. Adv. Manuf. Technol. 2007, 33, 498–504. [Google Scholar] [CrossRef]
- Idriss, A.I.B.; Li, J.; Wang, Y.; Guo, Y.; Elfaki, E.A. Effects of Various Processing Parameters on the Mechanical Properties of Sisal Fiber/PES Composites Produced via Selective Laser Sintering. BioResources 2020, 15, 5710–5724. [Google Scholar] [CrossRef]
- Fonseca Coelho, A.W.; Da Silva Moreira Thiré, R.M.; Araujo, A.C. Manufacturing of Gypsum–Sisal Fiber Composites Using Binder Jetting. Addit. Manuf. 2019, 29, 100789. [Google Scholar] [CrossRef]
- Evdokimov, N.V.; Midukov, N.P.; Kurov, V.S.; Staritsyn, M.V.; Petrov, S.N. Microstructure of Fibers in a Feedstock Composition for Use in Additive Technologies. Fibre Chem. 2022, 54, 181–184. [Google Scholar] [CrossRef]
- Ajdary, R.; Kretzschmar, N.; Baniasadi, H.; Trifol, J.; Seppälä, J.V.; Partanen, J.; Rojas, O.J. Selective Laser Sintering of Lignin-Based Composites. ACS Sustain. Chem. Eng. 2021, 9, 2727–2735. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.Y.M.; Sapuan, S.M.; Ishak, M.R.; Ilyas, R.A.; Asyraf, M.R.M. Potential of Natural Fiber Reinforced Polymer Composites in Sandwich Structures: A Review on Its Mechanical Properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef]
- Balla, V.K.; Tadimeti, J.G.D.; Sudan, K.; Satyavolu, J.; Kate, K.H. First Report on Fabrication and Characterization of Soybean Hull Fiber: Polymer Composite Filaments for Fused Filament Fabrication. Prog. Addit. Manuf. 2021, 6, 39–52. [Google Scholar] [CrossRef]
- Aziz, S.H.; Ansell, M.P. The Effect of Alkalization and Fibre Alignment on the Mechanical and Thermal Properties of Kenaf and Hemp Bast Fibre Composites: Part 1–Polyester Resin Matrix. Compos. Sci. Technol. 2004, 64, 1219–1230. [Google Scholar] [CrossRef]
- Alao, P.F.; Marrot, L.; Burnard, M.D.; Lavrič, G.; Saarna, M.; Kers, J. Impact of Alkali and Silane Treatment on Hemp/PLA Composites’ Performance: From Micro to Macro Scale. Polymers 2021, 13, 851. [Google Scholar] [CrossRef]
- Seculi, F.; Espinach, F.X.; Julián, F.; Delgado-Aguilar, M.; Mutjé, P.; Tarrés, Q. Evaluation of the Interface Strength in the Abaca-Fiber-Reinforced Bio-Polyethylene Composites. Polymers 2023, 15, 2686. [Google Scholar] [CrossRef]
- Nor, M.A.M.; Sapuan, S.M.; Yusoff, M.Z.M.; Zainudin, E.S. Mechanical, Thermal and Morphological Properties of Woven Kenaf Fiber Reinforced Polylactic Acid (PLA) Composites. Fibers Polym. 2022, 23, 2875–2884. [Google Scholar] [CrossRef]
- Radzuan, N.A.M.; Tholibon, D.; Sulong, A.B.; Muhamad, N.; Che Haron, C.H. Effects of High-Temperature Exposure on the Mechanical Properties of Kenaf Composites. Polymers 2020, 12, 1643. [Google Scholar] [CrossRef]
- Sahayaraj, A.F.; Muthukrishnan, M.; Ramesh, M.; Rajeshkumar, L. Effect of Hybridization on Properties of Tamarind (Tamarindus indica L.) Seed Nano-Powder Incorporated Jute-Hemp Fibers Reinforced Epoxy Composites. Polym. Compos. 2021, 42, 6611–6620. [Google Scholar] [CrossRef]
- Selver, E.; Ucar, N.; Gulmez, T. Effect of Stacking Sequence on Tensile, Flexural and Thermomechanical Properties of Hybrid Flax/Glass and Jute/Glass Thermoset Composites. J. Ind. Text. 2018, 48, 494–520. [Google Scholar] [CrossRef]
- He, L.; Xia, F.; Chen, D.; Peng, S.; Hou, S.; Zheng, J. Optimization of Molding Process Parameters for Enhancing Mechanical Properties of Jute Fiber Reinforced Composites. J. Reinf. Plast. Compos. 2023, 42, 446–454. [Google Scholar] [CrossRef]
- Rytlewski, P.; Gohs, U.; Stepczyńska, M.; Malinowski, R.; Karasiewicz, T.; Moraczewski, K. Electron-Induced Structural Changes in Flax Fiber Reinforced PLA/PCL Composites, Analyzed Using the Rule of Mixtures. Ind. Crops Prod. 2022, 188, 115587. [Google Scholar] [CrossRef]
- Georgiopoulos, P.; Kontou, E.; Georgousis, G. Effect of Silane Treatment Loading on the Flexural Properties of PLA/Flax Unidirectional Composites. Compos. Commun. 2018, 10, 6–10. [Google Scholar] [CrossRef]
- Dayo, A.Q.; Babar, A.A.; Qin, Q.; Kiran, S.; Wang, J.; Shah, A.H.; Zegaoui, A.; Ghouti, H.A.; Liu, W. Effects of Accelerated Weathering on the Mechanical Properties of Hemp Fibre/Polybenzoxazine Based Green Composites. Compos. Part Appl. Sci. Manuf. 2020, 128, 105653. [Google Scholar] [CrossRef]
- Haque, M.; Rahman, R.; Islam, N.; Huque, M.; Hasan, M. Mechanical Properties of Polypropylene Composites Reinforced with Chemically Treated Coir and Abaca Fiber. J. Reinf. Plast. Compos. 2010, 29, 2253–2261. [Google Scholar] [CrossRef]
- Seculi, F.; Espinach, F.X.; Julián, F.; Delgado-Aguilar, M.; Mutjé, P.; Tarrés, Q. Evaluation of the Strength of the Interface for Abaca Fiber Reinforced Hdpe and Biope Composite Materials, and Its Influence over Tensile Properties. Polymers 2022, 14, 5412. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Kóczán, Z.; Alpár, T. Thermo-Mechanical Properties of Pretreated Coir Fiber and Fibrous Chips Reinforced Multilayered Composites. Sci. Rep. 2021, 11, 3618. [Google Scholar] [CrossRef]
- Bensalah, H.; Raji, M.; Abdellaoui, H.; Essabir, H.; Bouhfid, R.; Qaiss, A.E.K. Thermo-Mechanical Properties of Low-Cost “Green” Phenolic Resin Composites Reinforced with Surface Modified Coir Fiber. Int. J. Adv. Manuf. Technol. 2021, 112, 1917–1930. [Google Scholar] [CrossRef]
- Neto, J.S.S.; De Queiroz, H.F.M.; Aguiar, R.A.A.; Banea, M.D. A Review on the Thermal Characterisation of Natural and Hybrid Fiber Composites. Polymers 2021, 13, 4425. [Google Scholar] [CrossRef]
- Hu, G.; Cai, S.; Zhou, Y.; Zhang, N.; Ren, J. Enhanced Mechanical and Thermal Properties of Poly (Lactic Acid)/Bamboo Fiber Composites via Surface Modification. J. Reinf. Plast. Compos. 2018, 37, 841–852. [Google Scholar] [CrossRef]
- Krishnasamy, S.; Thiagamani, S.M.K.; Muthu Kumar, C.; Nagarajan, R.; R.M., S.; Siengchin, S.; Ismail, S.O.; M.P, I.D. Recent Advances in Thermal Properties of Hybrid Cellulosic Fiber Reinforced Polymer Composites. Int. J. Biol. Macromol. 2019, 141, 1–13. [Google Scholar] [CrossRef]
- Chin, S.C.; Tee, K.F.; Tong, F.S.; Ong, H.R.; Gimbun, J. Thermal and Mechanical Properties of Bamboo Fiber Reinforced Composites. Mater. Today Commun. 2020, 23, 100876. [Google Scholar] [CrossRef]
- Rashid, B.; Leman, Z.; Jawaid, M.; Ghazali, M.J.; Ishak, M.R. Influence of Treatments on the Mechanical and Thermal Properties of Sugar Palm Fibre Reinforced Phenolic Composites. BioResources 2017, 12, 1447–1462. [Google Scholar] [CrossRef]
- Bessa, W.; Trache, D.; Derradji, M.; Ambar, H.; Benziane, M.; Guedouar, B. Effect of Different Chemical Treatments and Loadings of Arundo donax L. Fibers on the Dynamic Mechanical, Thermal, and Morphological Properties of Bisphenol A Aniline Based Polybenzoxazine Composites. Polym. Compos. 2021, 42, 5199–5208. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Correa, J.P. Mechanical and Thermal Properties of Biocomposites from Nonwoven Industrial Fique Fiber Mats with Epoxy Resin and Linear Low Density Polyethylene. Results Phys. 2018, 8, 461–467. [Google Scholar] [CrossRef]
- George, A.; Sanjay, M.R.; Srisuk, R.; Parameswaranpillai, J.; Siengchin, S. A Comprehensive Review on Chemical Properties and Applications of Biopolymers and Their Composites. Int. J. Biol. Macromol. 2020, 154, 329–338. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A.; Bakar, A.A.; Hassan, A.; Dungani, R. Effect of Jute Fibre Loading on the Mechanical and Thermal Properties of Oil Palm–Epoxy Composites. J. Compos. Mater. 2013, 47, 1633–1641. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Paridah, M.T.; Saba, N.; Nasir, M.; Shahroze, R.M. Dynamic and Thermo-mechanical Properties of Hybridized Kenaf/PALF Reinforced Phenolic Composites. Polym. Compos. 2019, 40, 3814–3822. [Google Scholar] [CrossRef]
- Eselini, N.; Tirkes, S.; Akar, A.O.; Tayfun, U. Production and Characterization of Poly (Lactic Acid)-Based Biocomposites Filled with Basalt Fiber and Flax Fiber Hybrid. J. Elastomers Plast. 2020, 52, 701–716. [Google Scholar] [CrossRef]
- Fang, C.; Zhang, Y.; Qi, S.; Liao, Y.; Li, Y.; Wang, P. Influence of Structural Design on Mechanical and Thermal Properties of Jute Reinforced Polylactic Acid (PLA) Laminated Composites. Cellulose 2020, 27, 9397–9407. [Google Scholar] [CrossRef]
- Jabbarzadeh, A. Tribological Properties of Interfacial Molecular Films. In Encyclopedia of Interfacial Chemistry; Elsevier: Amsterdam, The Netherlands, 2018; pp. 864–874. ISBN 978-0-12-809894-3. [Google Scholar]
- Alshammari, F.Z.; Saleh, K.H.; Yousif, B.F.; Alajmi, A.; Shalwan, A.; Alotaibi, J.G. The Influence of Fibre Orientation on Tribological Performance of Jute Fibre Reinforced Epoxy Composites Considering Different Mat Orientations. Tribol. Ind. 2018, 40, 335–348. [Google Scholar] [CrossRef]
- Valášek, P.; D’Amato, R.; Müller, M.; Ruggiero, A. Mechanical Properties and Abrasive Wear of White/Brown Coir Epoxy Composites. Compos. Part B Eng. 2018, 146, 88–97. [Google Scholar] [CrossRef]
- Chandrasekar, M.; Senthilkumar, K.; Senthil Muthu Kumar, T.; Siva, I.; Venkatanarayanan, P.S.; Phuthotham, M.; Rajini, N.; Siengchin, S.; Ishak, M.R. Effect of Adding Sisal Fiber on the Sliding Wear Behavior of the Coconut Sheath Fiber-Reinforced Composite. In Tribology of Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 115–125. ISBN 978-0-12-819767-7. [Google Scholar]
- Liu, Y.; Xie, J.; Wu, N.; Wang, L.; Ma, Y.; Tong, J. Influence of Silane Treatment on the Mechanical, Tribological and Morphological Properties of Corn Stalk Fiber Reinforced Polymer Composites. Tribol. Int. 2019, 131, 398–405. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Boonyasopon, P.; Rangappa, S.M.; Khan, A.; Siengchin, S. Recent Developments and Challenges in Natural Fiber Composites: A Review. Polym. Compos. 2022, 43, 2545–2561. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A Review on Recycling and Reuse Methods for Carbon Fiber/Glass Fiber Composites Waste from Wind Turbine Blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Galińska, A. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part I: Bolted Joining. Polymers 2020, 12, 2252. [Google Scholar] [CrossRef]
- Maiti, S.; Islam, M.R.; Uddin, M.A.; Afroj, S.; Eichhorn, S.J.; Karim, N. Sustainable Fiber-Reinforced Composites: A Review. Adv. Sustain. Syst. 2022, 6, 2200258. [Google Scholar] [CrossRef]
- Saidani, M.; Kendall, A.; Yannou, B.; Leroy, Y.; Cluzel, F. Management of the End-of-Life of Light and Heavy Vehicles in the U.S.: Comparison with the European Union in a Circular Economy Perspective. J. Mater. Cycles Waste Manag. 2019, 21, 1449–1461. [Google Scholar] [CrossRef]
- Jeyaguru, S.; Thiagamani, S.M.K.; Rangappa, S.M.; Siengchin, S.; Krishnasamy, S.; Muthukumar, C. 8-Lightweight and Sustainable Materials for Automotive Applications. In Lightweight and Sustainable Composite Materials; Rangappa, S.M., Doddamani, S.M., Siengchin, S., Doddamani, M., Eds.; Woodhead Publishing: Sawston, UK, 2023; pp. 143–156. ISBN 978-0-323-95189-0. [Google Scholar]
- Sreenivas, H.T.; Krishnamurthy, N.; Arpitha, G.R. A Comprehensive Review on Light Weight Kenaf Fiber for Automobiles. Int. J. Lightweight Mater. Manuf. 2020, 3, 328–337. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Sundarakannan, R.; John, K.M.; Joel Johnson, R.D.; Prasath, K.A.; Ajith, S.; Arumugaprabu, V.; Uthayakumar, M. Recent Advancement in the Natural Fiber Polymer Composites: A Comprehensive Review. J. Clean. Prod. 2020, 277, 124109. [Google Scholar] [CrossRef]
- Phua, Y.J.; Chow, W.S.; Mohd Ishak, Z.A. The Hydrolytic Effect of Moisture and Hygrothermal Aging on Poly(Butylene Succinate)/Organo-Montmorillonite Nanocomposites. Polym. Degrad. Stab. 2011, 96, 1194–1203. [Google Scholar] [CrossRef]
- Salem, I.A.S.; Rozyanty, A.R.; Betar, B.O.; Adam, T.; Mohammed, M.; Mohammed, A.M. Study of the Effect of Surface Treatment of Kenaf Fiber on Chemical Structure and Water Absorption of Kenaf Filled Unsaturated Polyester Composite. J. Phys. Conf. Ser. 2017, 908, 012001. [Google Scholar] [CrossRef]
- Hussnain, S.M.; Shah, S.Z.H.; Megat-Yusoff, P.S.M.; Hussain, M.Z. Degradation and Mechanical Performance of Fibre-Reinforced Polymer Composites under Marine Environments: A Review of Recent Advancements. Polym. Degrad. Stab. 2023, 215, 110452. [Google Scholar] [CrossRef]
- Nikafshar, S.; Zabihi, O.; Ahmadi, M.; Mirmohseni, A.; Taseidifar, M.; Naebe, M. The Effects of UV Light on the Chemical and Mechanical Properties of a Transparent Epoxy-Diamine System in the Presence of an Organic UV Absorber. Materials 2017, 10, 180. [Google Scholar] [CrossRef]
- Lee, C.H.; Khalina, A.; Lee, S.H. Importance of Interfacial Adhesion Condition on Characterization of Plant-Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 438. [Google Scholar] [CrossRef]
- Gassan, J.; Gutowski, V.S. Effects of Corona Discharge and UV Treatment on the Properties of Jute-Fibre Epoxy Composites. Compos. Sci. Technol. 2000, 60, 2857–2863. [Google Scholar] [CrossRef]
- Neto, J.S.S.; Lima, R.a.A.; Cavalcanti, D.K.K.; Souza, J.P.B.; Aguiar, R.a.A.; Banea, M.D. Effect of Chemical Treatment on the Thermal Properties of Hybrid Natural Fiber-Reinforced Composites. J. Appl. Polym. Sci. 2019, 136, 47154. [Google Scholar] [CrossRef]
- Chhetri, S.; Bougherara, H. A Comprehensive Review on Surface Modification of UHMWPE Fiber and Interfacial Properties. Compos. Part Appl. Sci. Manuf. 2021, 140, 106146. [Google Scholar] [CrossRef]
- Sumrith, N.; Techawinyutham, L.; Sanjay, M.R.; Dangtungee, R.; Siengchin, S. Characterization of Alkaline and Silane Treated Fibers of ‘Water Hyacinth Plants’ and Reinforcement of ‘Water Hyacinth Fibers’ with Bioepoxy to Develop Fully Biobased Sustainable Ecofriendly Composites. J. Polym. Environ. 2020, 28, 2749–2760. [Google Scholar] [CrossRef]
- Fu, S.; Sun, Z.; Huang, P.; Li, Y.; Hu, N. Some Basic Aspects of Polymer Nanocomposites: A Critical Review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and Bonding Mechanisms of Plant Fibre Composites: An Overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef]
- Saeed, M.-U.; Chen, Z.; Li, B. Manufacturing Strategies for Microvascular Polymeric Composites: A Review. Compos. Part Appl. Sci. Manuf. 2015, 78, 327–340. [Google Scholar] [CrossRef]
- Rajak, D.K.; Wagh, P.H.; Linul, E. A Review on Synthetic Fibers for Polymer Matrix Composites: Performance, Failure Modes and Applications. Materials 2022, 15, 4790. [Google Scholar] [CrossRef]
- Mohammed, M.; Jawad, A.J.M.; Mohammed, A.M.; Oleiwi, J.K.; Adam, T.; Osman, A.F.; Dahham, O.S.; Betar, B.O.; Gopinath, S.C.B.; Jaafar, M. Challenges and Advancement in Water Absorption of Natural Fiber-Reinforced Polymer Composites. Polym. Test. 2023, 124, 108083. [Google Scholar] [CrossRef]
- Sharma, H.; Kumar, A.; Rana, S.; Sahoo, N.G.; Jamil, M.; Kumar, R.; Sharma, S.; Li, C.; Kumar, A.; Eldin, S.M.; et al. Critical Review on Advancements on the Fiber-Reinforced Composites: Role of Fiber/Matrix Modification on the Performance of the Fibrous Composites. J. Mater. Res. Technol. 2023, 26, 2975–3002. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Sambucci, M. Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter. Polymers 2023, 15, 242. [Google Scholar] [CrossRef]
- Afzal, A.; Nawab, Y. 5-Polymer Composites. In Composite Solutions for Ballistics; Nawab, Y., Sapuan, S.M., Shaker, K., Eds.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Sawston, UK, 2021; pp. 139–152. ISBN 978-0-12-821984-3. [Google Scholar]
- Klose, L.; Meyer-Heydecke, N.; Wongwattanarat, S.; Chow, J.; Pérez García, P.; Carré, C.; Streit, W.; Antranikian, G.; Romero, A.M.; Liese, A. Towards Sustainable Recycling of Epoxy-Based Polymers: Approaches and Challenges of Epoxy Biodegradation. Polymers 2023, 15, 2653. [Google Scholar] [CrossRef]
- Musthaq, M.A.; Dhakal, H.N.; Zhang, Z.; Barouni, A.; Zahari, R. The Effect of Various Environmental Conditions on the Impact Damage Behaviour of Natural-Fibre-Reinforced Composites (NFRCs)—A Critical Review. Polymers 2023, 15, 1229. [Google Scholar] [CrossRef]
- Park, G.; Park, H. Structural Design and Test of Automobile Bonnet with Natural Flax Composite through Impact Damage Analysis. Compos. Struct. 2018, 184, 800–806. [Google Scholar] [CrossRef]
- Vijayakumar, S.; Palanikumar, K. Evaluation on Mechanical Properties of Randomly Oriented Caryota Fiber Reinforced Polymer Composites. J. Mater. Res. Technol. 2020, 9, 7915–7925. [Google Scholar] [CrossRef]
- Murugu Nachippan, N.; Alphonse, M.; Bupesh Raja, V.K.; Shasidhar, S.; Varun Teja, G.; Harinath Reddy, R. Experimental Investigation of Hemp Fiber Hybrid Composite Material for Automotive Application. Mater. Today Proc. 2021, 44, 3666–3672. [Google Scholar] [CrossRef]
- Marichelvam, M.K.; Manimaran, P.; Verma, A.; Sanjay, M.R.; Siengchin, S.; Kandakodeeswaran, K.; Geetha, M. A Novel Palm Sheath and Sugarcane Bagasse Fiber Based Hybrid Composites for Automotive Applications: An Experimental Approach. Polym. Compos. 2021, 42, 512–521. [Google Scholar] [CrossRef]
- Sai Krishnan, G.; Pravin Kumar, J.; Shanmugasundar, G.; Vanitha, M.; Sivashanmugam, N. Investigation on the Alkali Treatment of Demostachya Bipinnata Fibers for Automobile Applications-A Green Composite. Mater. Today Proc. 2021, 43, 828–831. [Google Scholar] [CrossRef]
- AG Daimler Environmental Certificate. Mercedes-Benz A-Class Daimler AG, Untertürkheim Department, Group Environmental Protection, RD/RSE. 2018. Available online: https://group.mercedes-benz.com/en/ (accessed on 17 October 2023).
- Alves, C.; Ferrão, P.M.C.; Silva, A.J.; Reis, L.G.; Freitas, M.; Rodrigues, L.B.; Alves, D.E. Ecodesign of Automotive Components Making Use of Natural Jute Fiber Composites. J. Clean. Prod. 2010, 18, 313–327. [Google Scholar] [CrossRef]
- Njuguna, J.; Wambua, P.; Pielichowski, K.; Kayvantash, K. Natural Fibre-Reinforced Polymer Composites and Nanocomposites for Automotive Applications. In Cellulose Fibers: Bio- and Nano-Polymer Composites; Kalia, S., Kaith, B.S., Kaur, I., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 661–700. ISBN 978-3-642-17369-1. [Google Scholar]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. (Eds.) Natural Fibers, Biopolymers, and Biocomposites; Taylor & Francis: Boca Raton, FL, USA, 2005; ISBN 978-0-8493-1741-5. [Google Scholar]
- Koronis, G.; Silva, A.; Fontul, M. Green Composites: A Review of Adequate Materials for Automotive Applications. Compos. Part B Eng. 2013, 44, 120–127. [Google Scholar] [CrossRef]
- Koniuszewska, A.G.; Kaczmar, J.W. Application of Polymer Based Composite Materials in Transportation. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 1–24. [Google Scholar] [CrossRef]
- Aly, N.M. A Review on Utilization of Textile Composites in Transportation towards Sustainability. IOP Conf. Ser. Mater. Sci. Eng. 2017, 254, 042002. [Google Scholar] [CrossRef]
- Khan, T.; Hameed Sultan, M.T.B.; Ariffin, A.H. The Challenges of Natural Fiber in Manufacturing, Material Selection, and Technology Application: A Review. J. Reinf. Plast. Compos. 2018, 37, 770–779. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Sultan, M.T.H.; Alothman, O.Y. Green Biocomposites for Structural Applications. In Green Biocomposites; Jawaid, M., Salit, M.S., Alothman, O.Y., Eds.; Green Energy and Technology; Springer International Publishing: Cham, Switzerland, 2017; pp. 1–27. ISBN 978-3-319-49381-7. [Google Scholar]
- Bachmann, J.; Yi, X.; Gong, H.; Martinez, X.; Bugeda, G.; Oller, S.; Tserpes, K.; Ramon, E.; Paris, C.; Moreira, P.; et al. Outlook on Ecologically Improved Composites for Aviation Interior and Secondary Structures. CEAS Aeronaut. J. 2018, 9, 533–543. [Google Scholar] [CrossRef]
- Chauhan, V.; Kärki, T.; Varis, J. Review of Natural Fiber-Reinforced Engineering Plastic Composites, Their Applications in the Transportation Sector and Processing Techniques. J. Thermoplast. Compos. Mater. 2022, 35, 1169–1209. [Google Scholar] [CrossRef]
- Kalscheuer, F.; Eschen, H.; Schüppstuhl, T. Towards Semi Automated Pre-Assembly for Aircraft Interior Production. In Proceedings of the Annals of Scientific Society for Assembly, Handling and Industrial Robotics 2021; Schüppstuhl, T., Tracht, K., Raatz, A., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 203–213. [Google Scholar]
- Bio-Based Materials for Aircraft. Available online: https://ec.europa.eu/research-and-innovation/en/projects/success-stories/all/bio-based-materials-aircraft#:~:text=The%20EU%2Dfunded%20ECO%2DCOMPASS,half%20of%20their%20structural%20mass (accessed on 1 September 2023).
- Fragassa, C. Marine Applications of Natural Fibre-Reinforced Composites: A Manufacturing Case Study. In Advances in Applications of Industrial Biomaterials; Pellicer, E., Nikolic, D., Sort, J., Baró, M., Zivic, F., Grujovic, N., Grujic, R., Pelemis, S., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 21–47. ISBN 978-3-319-62766-3. [Google Scholar]
- Siyu, L.; Chunxia, Z.; Yuntao, L.; Jie, M.; Dong, X.; Hui, L. Flexible Strain Sensor Based on Biomass-derived Material. Polym. Compos. 2020, 41, 3459–3467. [Google Scholar] [CrossRef]
- Khosropanah, M.H.; Vaghasloo, M.A.; Shakibaei, M.; Mueller, A.; Kajbafzadeh, A.; Amani, L.; Haririan, I.; Azimzadeh, A.; Hassannejad, Z.; Zolbin, M.M. Biomedical Applications of Silkworm (Bombyx mori) Proteins in Regenerative Medicine (a Narrative Review). J. Tissue Eng. Regen. Med. 2022, 16, 91–109. [Google Scholar] [CrossRef]
- Zhang, W.; Li, Z.; Lan, W.; Guo, H.; Chen, F.; Wang, F.; Shen, G.; Xia, Q.; Zhao, P. Bioengineered Silkworm Model for Expressing Human Neurotrophin-4 with Potential Biomedical Application. Front. Physiol. 2023, 13, 1104929. [Google Scholar] [CrossRef]
- Bittencourt, D.M.D.C.; Oliveira, P.; Michalczechen-Lacerda, V.A.; Rosinha, G.M.S.; Jones, J.A.; Rech, E.L. Bioengineering of Spider Silks for the Production of Biomedical Materials. Front. Bioeng. Biotechnol. 2022, 10, 958486. [Google Scholar] [CrossRef]
- Humenik, M.; Pawar, K.; Scheibel, T. Nanostructured, Self-Assembled Spider Silk Materials for Biomedical Applications. In Biological and Bio-Inspired Nanomaterials; Perrett, S., Buell, A.K., Knowles, T.P.J., Eds.; Advances in Experimental Medicine and Biology; Springer: Singapore, 2019; Volume 1174, pp. 187–221. ISBN 9789811397905. [Google Scholar]
- Schäfer, S.; Aavani, F.; Köpf, M.; Drinic, A.; Stürmer, E.K.; Fuest, S.; Grust, A.L.C.; Gosau, M.; Smeets, R. Silk Proteins in Reconstructive Surgery: Do They Possess an Inherent Antibacterial Activity? A Systematic Review. Wound Repair Regen. 2023, 31, 99–110. [Google Scholar] [CrossRef]
- Basavaraja, C.; Jung, G.H.; Huh, D.S. Solubility and Electrochemical Properties of Chemically Modified Polyaniline-Gold/Camphor Sulfonic Acid Composites. Polym. Compos. 2015, 36, 245–252. [Google Scholar] [CrossRef]
- Mtibe, A.; Hlekelele, L.; Kleyi, P.E.; Muniyasamy, S.; Nomadolo, N.E.; Ofosu, O.; Ojijo, V.; John, M.J. Fabrication of a Polybutylene Succinate (PBS)/Polybutylene Adipate-Co-Terephthalate (PBAT)-Based Hybrid System Reinforced with Lignin and Zinc Nanoparticles for Potential Biomedical Applications. Polymers 2022, 14, 5065. [Google Scholar] [CrossRef]
- Silva, G.; Salirrosas, J.; Ruiz, G.; Kim, S.; Nakamatsu, J.; Aguilar, R. Evaluation of Fire, High-Temperature and Water Erosion Resistance of Fiber-Reinforced Lightweight Pozzolana-Based Geopolymer Mortars. IOP Conf. Ser. Mater. Sci. Eng. 2019, 706, 012016. [Google Scholar] [CrossRef]
- Viscusi, G.; Barra, G.; Verdolotti, L.; Galzerano, B.; Viscardi, M.; Gorrasi, G. Natural Fiber Reinforced Inorganic Foam Composites from Short Hemp Bast Fibers Obtained by Mechanical Decortation of Unretted Stems from the Wastes of Hemp Cultivations. Mater. Today Proc. 2021, 34, 176–179. [Google Scholar] [CrossRef]
- Janne Pauline, S.N.; Michael Angelo, B.P. Development of Abaca Fiber-Reinforced Foamed Fly Ash Geopolymer. MATEC Web Conf. 2018, 156, 05018. [Google Scholar] [CrossRef]
- Korniejenko, K.; Frączek, E.; Pytlak, E.; Adamski, M. Mechanical Properties of Geopolymer Composites Reinforced with Natural Fibers. Procedia Eng. 2016, 151, 388–393. [Google Scholar] [CrossRef]
- Chen, J.; Gui, X.; Qiu, T.; Lv, Y.; Fan, Y.; Zhang, X.; Zhou, C.; Guo, W. DLP 3D Printing of High-Resolution Root Scaffold with Bionic Bioactivity and Biomechanics for Personalized Bio-Root Regeneration. Biomater. Adv. 2023, 151, 213475. [Google Scholar] [CrossRef]
- Zhang, J.; Meng, F.; Ferraris, E. Temperature Gradient at the Nozzle Outlet in Material Extrusion Additive Manufacturing with Thermoplastic Filament. Addit. Manuf. 2023, 73, 103660. [Google Scholar] [CrossRef]
- Yang, L.; Wen, G.; Liu, T.; Xiong, L.; Yuan, Z.; Chen, Z.; Liu, K.; Sun, C.; Huang, R.; Kou, Z. Enhancing Mechanical Properties of Selectively Laser Sintered SiC/Si Composites Printed Using Electrostatic Spraying Microspheres with Fine Particles. Ceram. Int. 2023, 10, 521. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Chen, L.-Y.; Zhou, S.; Luo, Z. Powder Bed Fusion Manufacturing of Beta-Type Titanium Alloys for Biomedical Implant Applications: A Review. J. Alloys Compd. 2023, 936, 168099. [Google Scholar] [CrossRef]
- Lopes, L.R.; Silva, A.F.; Carneiro, O.S. Multi-Material 3D Printing: The Relevance of Materials Affinity on the Boundary Interface Performance. Addit. Manuf. 2018, 23, 45–52. [Google Scholar] [CrossRef]
- Sakib-Uz-Zaman, C.; Khondoker, M.A.H. Polymer-Based Additive Manufacturing for Orthotic and Prosthetic Devices: Industry Outlook in Canada. Polymers 2023, 15, 1506. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. 2-Review of Additive Manufacturing Technologies and Applications in the Aerospace Industry. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. ISBN 978-0-12-814062-8. [Google Scholar]




| Material | Temperature (°C) | Weight Loss during Decomposition | Reference |
|---|---|---|---|
| Bamboo Fiber and Epoxy Resin | 60–155 | Moisture loss | |
| 199–399 | Cellulose and hemicellulose | [80] | |
| 364–499 | Lignin | ||
| Sugar Palm Fiber and Phenolic Resin | 30–200 | Moisture loss | [81] |
| 300–400 | Hemicellulose, cellulose, lignin | ||
| 300–400 | Small groups and water bonds | ||
| in the chemical structures | |||
| Arundo donax L. (ADL) Fibers and | 200–300 | Second stage of decomposition | [82] |
| Benzoxazine Resin Composite | 350–500 | Third stage of decomposition | |
| Fique Fiber and LLDP Matrix | 60–100 | Moisture evaporation | [83] |
| 250–350 | Hemicellulose | ||
| 350–600 | Cellulose | ||
| Epoxy Resin Composites with | |||
| Sisal and Hybrid Fibers | Varies | Improved thermal stability in | [84] |
| hybrid composites | |||
| Epoxy Composites with Jute and | Varies | Increased maximum degradation | [85] |
| Oil Palm Fiber | temperature in hybrid composites | ||
| Jute and PLA Composite | Water evaporation at | Water evaporation, jute fiber | [86] |
| lower temperatures | decomposition, PLA matrix |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khilji, I.A.; Chilakamarry, C.R.; Surendran, A.N.; Kate, K.; Satyavolu, J. Natural Fiber Composite Filaments for Additive Manufacturing: A Comprehensive Review. Sustainability 2023, 15, 16171. https://doi.org/10.3390/su152316171
Khilji IA, Chilakamarry CR, Surendran AN, Kate K, Satyavolu J. Natural Fiber Composite Filaments for Additive Manufacturing: A Comprehensive Review. Sustainability. 2023; 15(23):16171. https://doi.org/10.3390/su152316171
Chicago/Turabian StyleKhilji, Irshad Ahamad, Chaitanya Reddy Chilakamarry, Athira Nair Surendran, Kunal Kate, and Jagannadh Satyavolu. 2023. "Natural Fiber Composite Filaments for Additive Manufacturing: A Comprehensive Review" Sustainability 15, no. 23: 16171. https://doi.org/10.3390/su152316171
APA StyleKhilji, I. A., Chilakamarry, C. R., Surendran, A. N., Kate, K., & Satyavolu, J. (2023). Natural Fiber Composite Filaments for Additive Manufacturing: A Comprehensive Review. Sustainability, 15(23), 16171. https://doi.org/10.3390/su152316171