
The Mechanical Properties and Failure Mechanisms of Steel-Fiber- and Nano-Silica-Modified Crumb Rubber Concrete Subjected to Elevated Temperatures

Abstract
:1. Introduction
2. Experimental Program
2.1. Raw Materials
2.2. Experimental Design and Mixture Proportion
2.3. Specimen Preparation and Test Procedures
3. Test Results and Discussion of Mechanical Properties
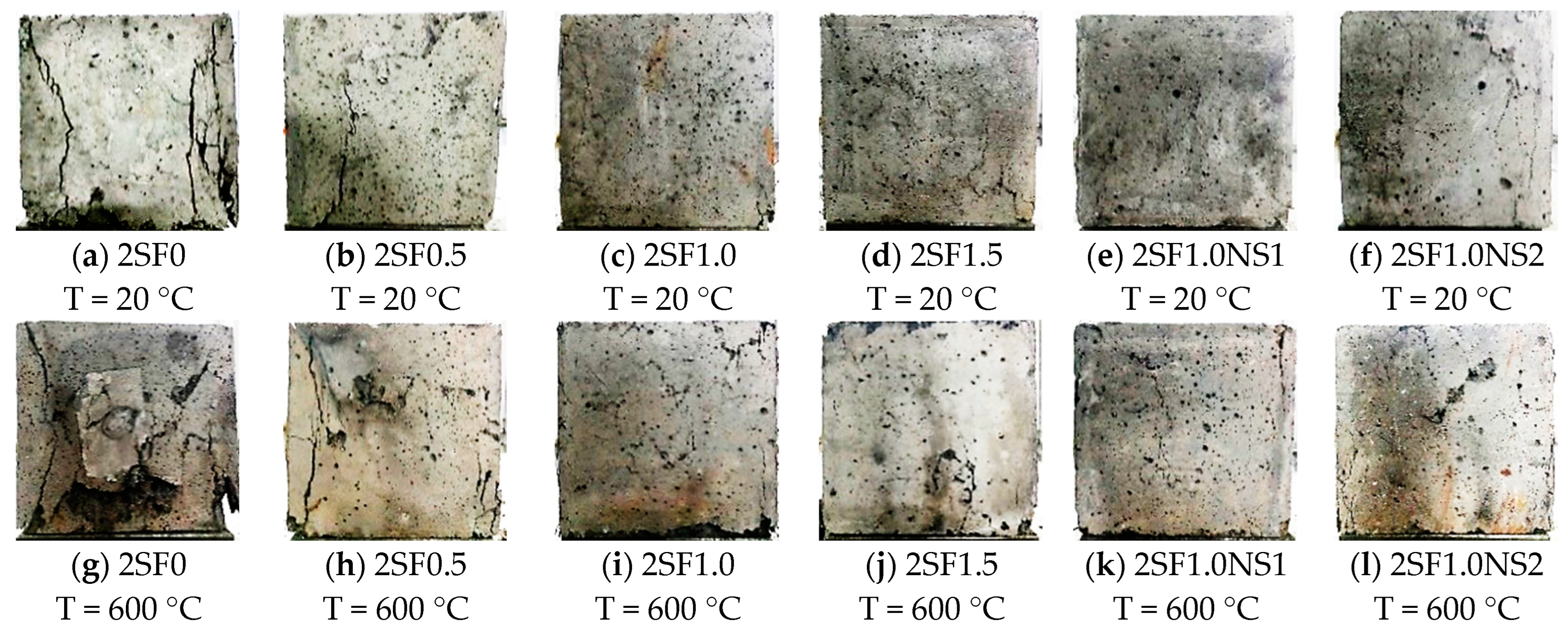
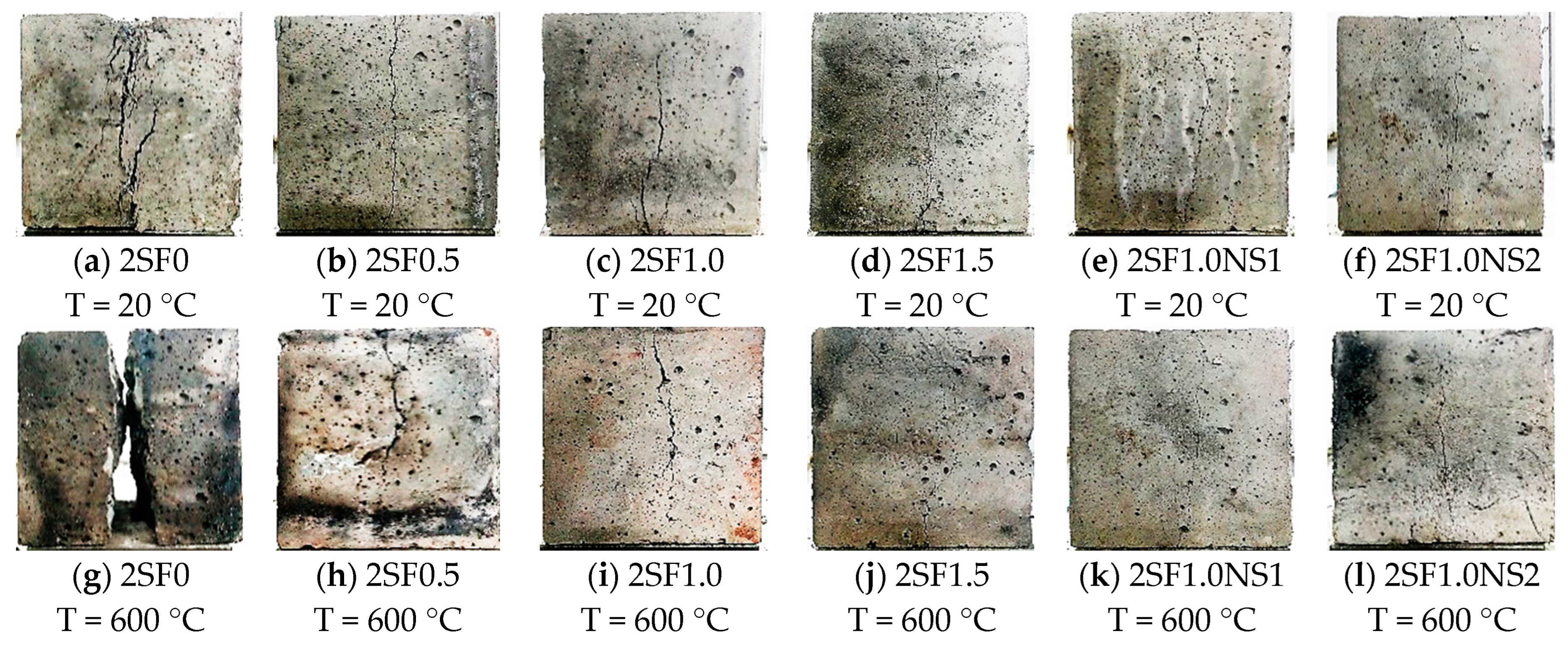
3.1. Modes of Failure
3.2. The Loss of Mass
3.3. Compressive, Splitting Tensile Strengths and Influence Factors Analysis
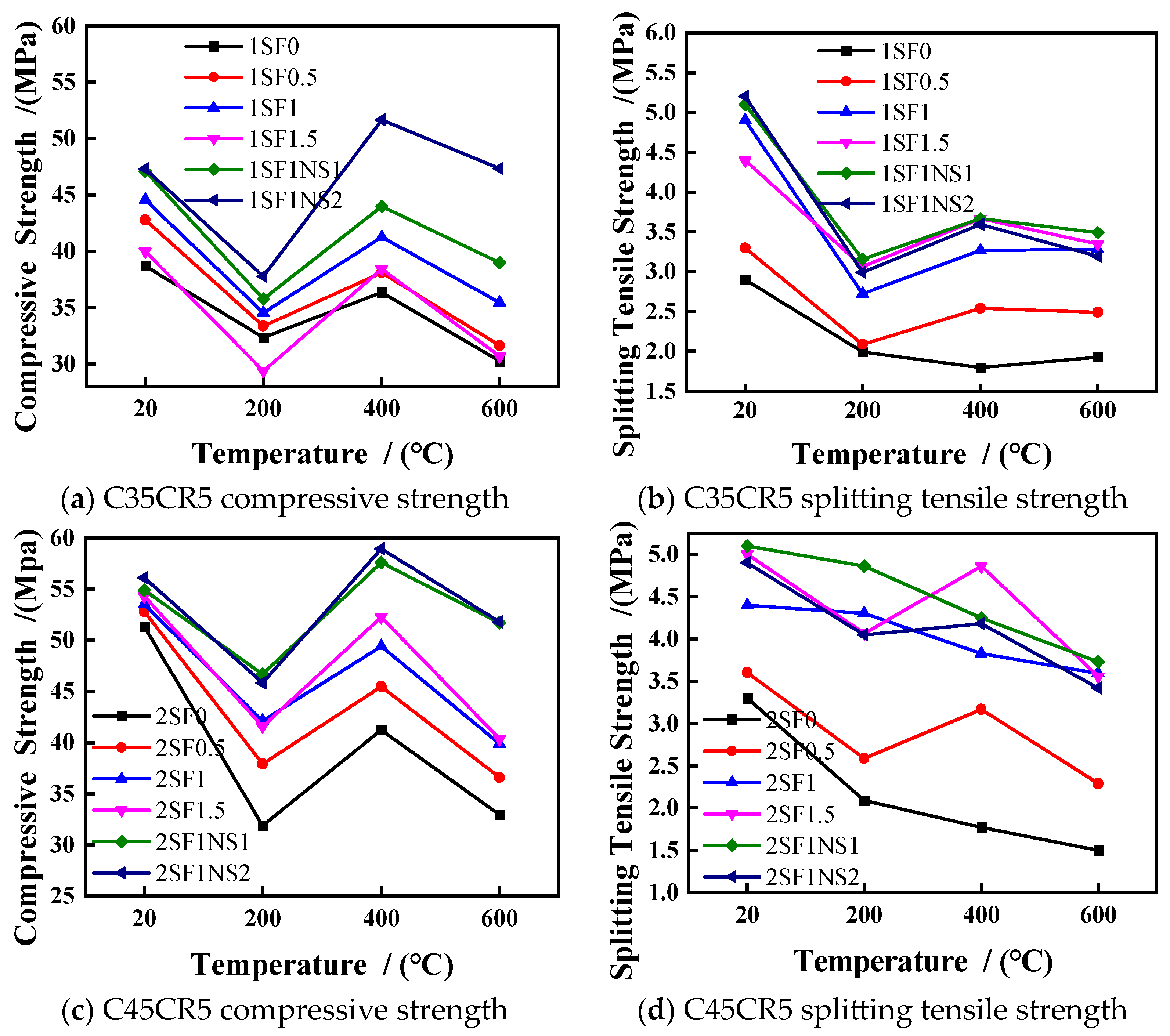
3.3.1. Compressive and Splitting Tensile Strengths
3.3.2. Influencing Factors Analysis
- The effect of steel fiber content
- 2.
- The effect of nano-silica contents
- 3.
- The effect of different temperatures
4. Failure Mechanism Discussion Based on Micro-Analysis
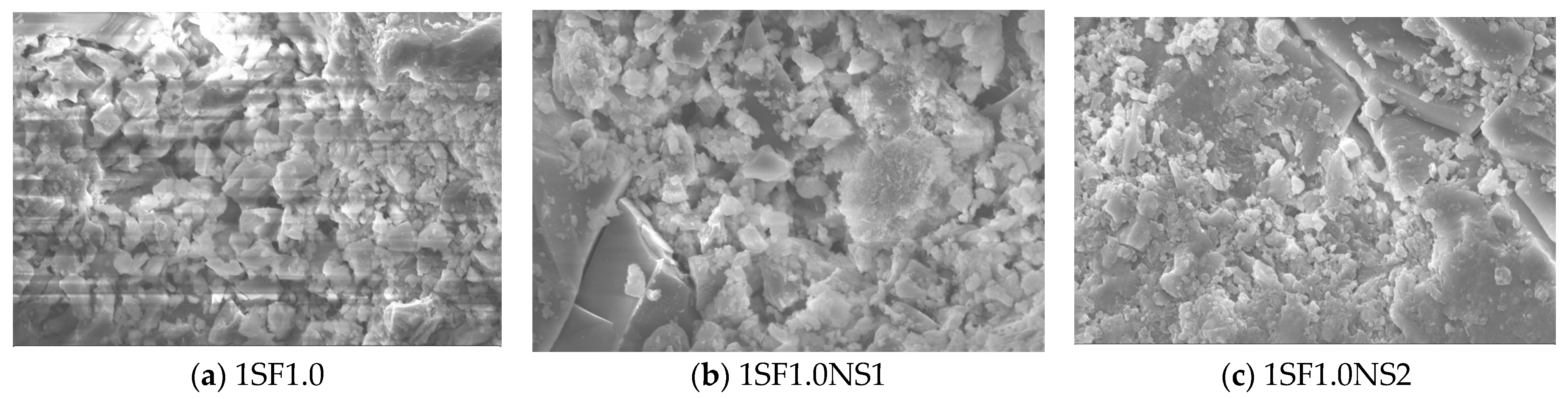
4.1. Micro-Analysis Based on XRD and SEM
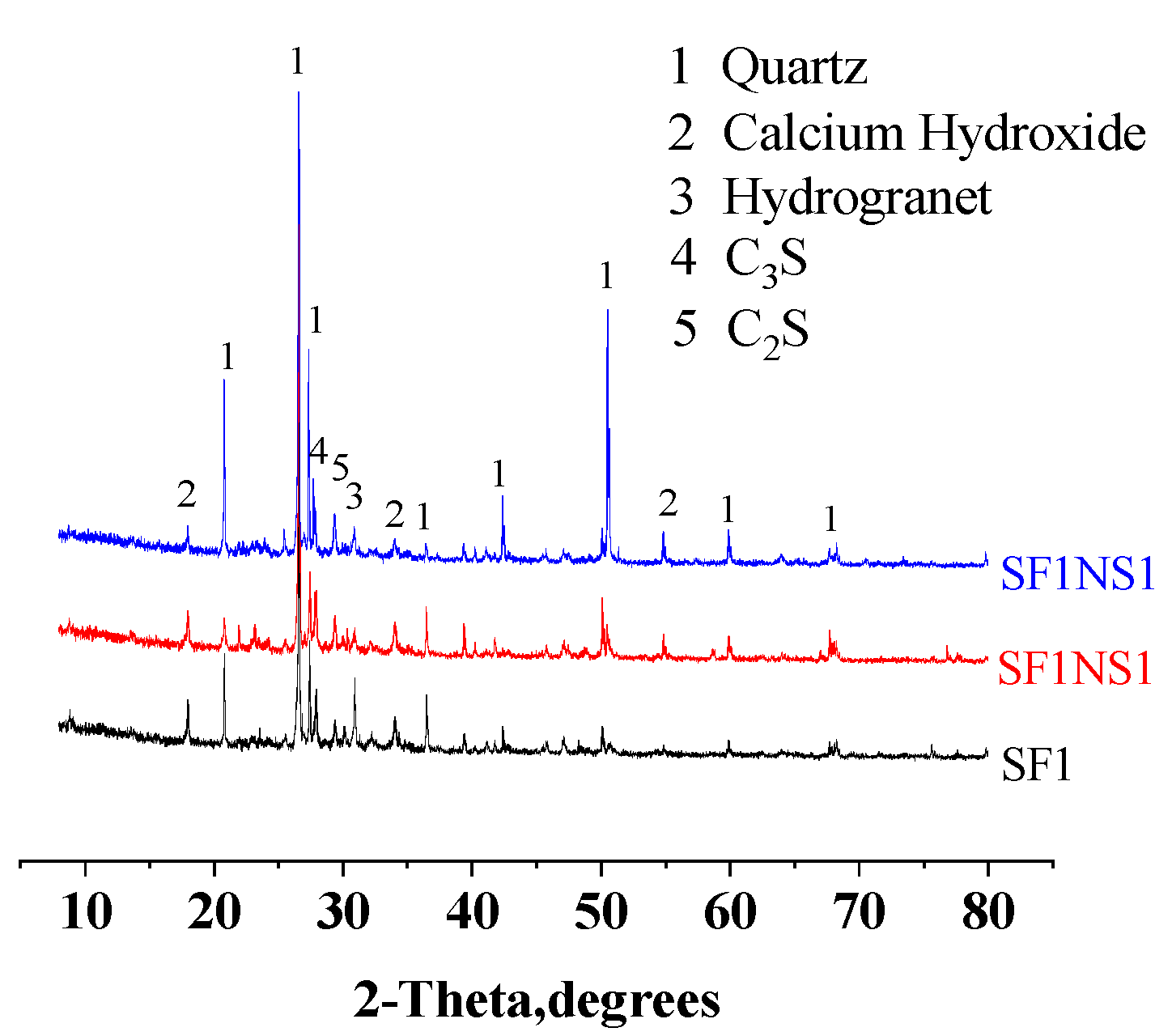
4.1.1. Influence of Nano-Silica
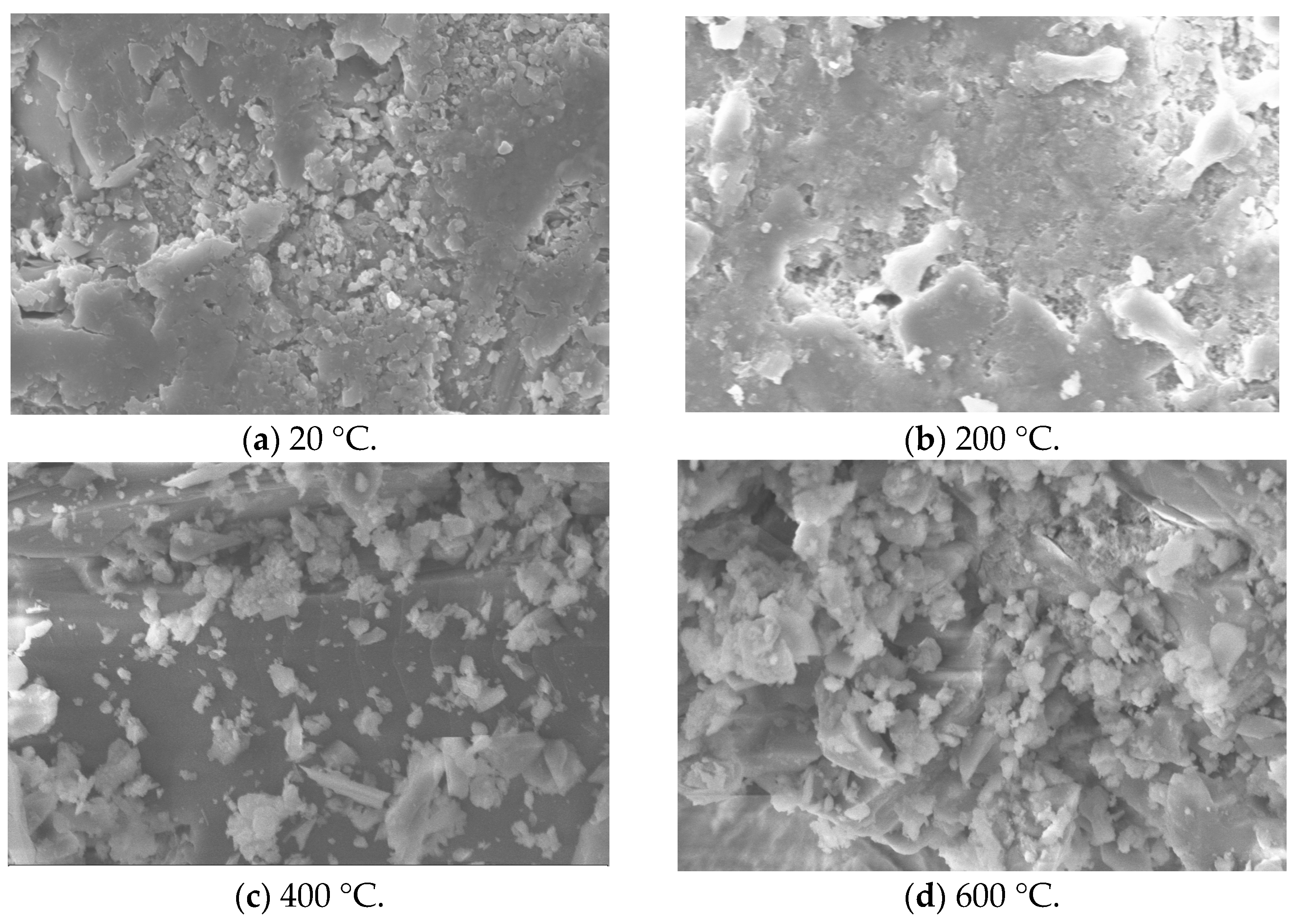
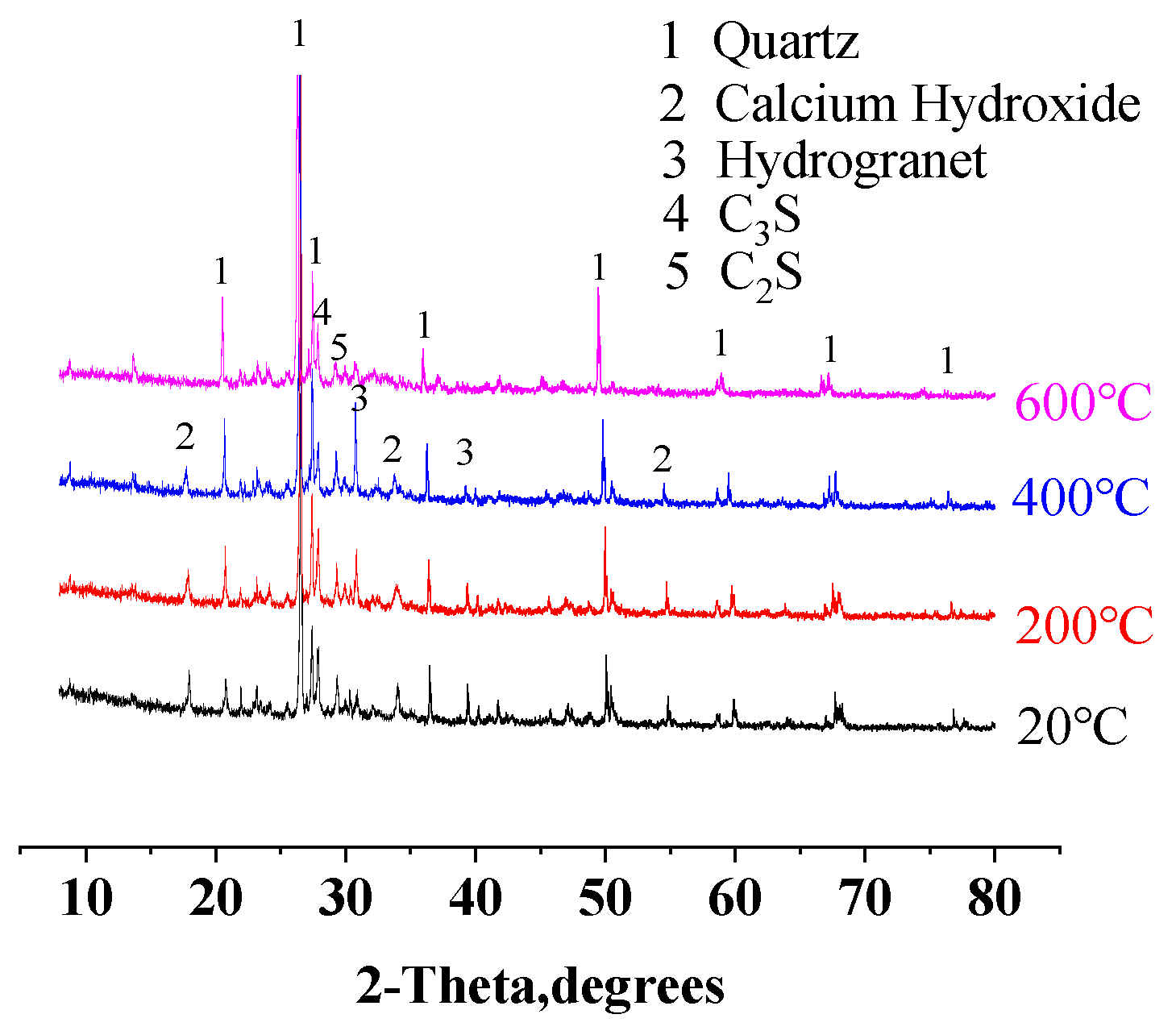
4.1.2. Influence of Elevated Temperatures
4.2. Failure Mechanism Discussion
5. Conclusions
- (1)
- The integrity of SFNS-CRC specimens could be fundamentally preserved. The width of the microcracks gradually became smaller. Steel fibers and nano-silica can greatly ameliorate the typical damaged shapes of CRC when subjected to elevated temperatures. Brittle failure can be greatly improved, as can the ductility of the concrete mixtures.
- (2)
- SFNS-CRC has superior mechanical properties compared with CRC when subjected to elevated temperatures:
- The compressive and splitting tensile strengths of concrete mixtures subjected to elevated temperatures increase with the increasing steel fiber contents. The increasing amplitude of splitting tensile strength was more pronounced than that of compressive strength. The effects of steel fiber contents on the strength of CRC subjected to elevated temperatures are more significant than those subjected to room temperature.
- The improvements in the compressive strength after adding nano-silica subjected to elevated temperatures is obvious. The voids and micro-defects of SFNS-CRC are reduced. The compactness of the matrix is significantly improved after the addition of nano-silica. Simultaneously, nano-silica further enhances the crack resistance of steel fibers and improves the mechanical properties of SFNS-CRC as well. Furthermore, the optimal content of nano-silica is 1.0%.
- (3)
- Through micro-analysis of SEM microtopographies and substances from XRD, the addition of nano-silica can not only result in the superior compactness of concrete, but also provide a higher surface energy and chemical activity helping generate C-S-H gel. Furthermore, it is proven that 400 °C can promote the formation of hydrogarnet from XRD; thus, the test results can be verified.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thomas, B.S.; Gupta, R.C.; Panicker, V.J. Recycling of waste tire rubber as aggregate in concrete: Durability-related performance. J. Clean. Prod. 2016, 112, 504–513. [Google Scholar] [CrossRef]
- Pelisser, F.; Zavarise, N.; Longo, T.A.; Bernardin, A.M. Concrete made with recycled tire rubber: Effect of alkaline activation and silica fume addition. J. Clean. Prod. 2011, 19, 757–763. [Google Scholar] [CrossRef]
- Khaloo, A.R.; Dehestani, M.; Rahmatabadi, P. Mechanical properties of concrete containing a high volume of tire-rubber particles. Waste Manag. 2008, 28, 2472–2482. [Google Scholar] [CrossRef] [PubMed]
- Wong, S.F.; Ting, D.F. Use of Recycled Rubber Tires in Normal- and High-Strength Concretes. ACI Mater. J. 2009, 106, 325–332. [Google Scholar]
- Zheng, L.; Huo, X.S.; Yuan, Y. Strength, Modulus of Elasticity, and Brittleness Index of Rubberized Concrete. J. Mater. Civ. Eng. 2008, 20, 692–699. [Google Scholar] [CrossRef]
- Li, G.; Garrick, G.; Eggers, J.; Abadie, C.; Stubblefield, M.A.; Pang, S.-S. Waste tire fiber modified concrete. Compos. B Eng. 2004, 35, 305–312. [Google Scholar] [CrossRef]
- Hernández-Olivares, F.; Barluenga, G.; Bollati, M.; Witoszek, B. Static and dynamic behaviour of recycled tyre rubber-filled concrete. Cem. Concr. Res. 2002, 32, 1587–1596. [Google Scholar] [CrossRef]
- Ho, A.C.; Turatsinze, A.; Hameed, R.; Vu, D.C. Effects of rubber aggregates from grinded used tyres on the concrete resistance to cracking. J. Clean. Prod. 2012, 23, 209–215. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K. Hardened properties of concrete mixtures containing pre-coated crumb rubber and silica fume. J. Clean. Prod. 2014, 82, 125–131. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C.; Mehra, P.; Kumar, S. Performance of high strength rubberized concrete in aggressive environment. Constr. Build. Mater. 2015, 83, 320–326. [Google Scholar] [CrossRef]
- Onuaguluchi, O. Effects of surface pre-coating and silica fume on crumb rubber-cement matrix interface and cement mortar properties. J. Clean. Prod. 2015, 104, 339–345. [Google Scholar] [CrossRef]
- Hesami, S.; Salehi Hikouei, I.; Emadi, S.A.A. Mechanical behavior of self-compacting concrete pavements incorporating recycled tire rubber crumb and reinforced with polypropylene fiber. J. Clean. Prod. 2016, 133, 228–234. [Google Scholar] [CrossRef]
- Turatsinze, A.; Granju, J.-L.; Bonnet, S. Positive synergy between steel-fibres and rubber aggregates: Effect on the resistance of cement-based mortars to shrinkage cracking. Cem. Concr. Res. 2006, 36, 1692–1697. [Google Scholar] [CrossRef]
- Mpalaskas, A.C.; Matikas, T.E.; Aggelis, D.G. Acoustic emission of fire damaged fiber reinforced concrete. In Smart Materials and Nondestructive Evaluation for Energy Systems; SPIE: Bellingham, WA, USA, 2016. [Google Scholar]
- Voutetaki, M.E.; Naoum, M.C.; Papadopoulos, N.A.; Chalioris, C.E. Cracking Diagnosis in Fiber-Reinforced Concrete with Synthetic Fibers Using Piezoelectric Transducers. Fibers 2022, 10, 5. [Google Scholar] [CrossRef]
- Xie, J.H.; Guo, Y.C.; Liu, L.S.; Xie, Z.H. Compressive and flexural behaviours of a new steel-fibre-reinforced recycled aggregate concrete with crumb rubber. Constr. Build. Mater. 2015, 79, 263–272. [Google Scholar] [CrossRef]
- Noaman, A.T.; Abu Bakar, B.H.; Akil, H.M. Experimental investigation on compression toughness of rubberized steel fibre concrete. Constr. Build. Mater. 2016, 115, 163–170. [Google Scholar] [CrossRef]
- Gao, D.; Zhang, L.; Nokken, M. Compressive behavior of steel fiber reinforced recycled coarse aggregate concrete designed with equivalent cubic compressive strength. Constr. Build. Mater. 2017, 141, 235–244. [Google Scholar] [CrossRef]
- Gao, D.; Zhang, L.; Nokken, M. Mechanical behavior of recycled coarse aggregate concrete reinforced with steel fibers under direct shear. Cem. Concr. Compos. 2017, 79, 1–8. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A. Use of metakaolin on enhancing the mechanical properties of self-consolidating concrete containing high percentages of crumb rubber. J. Clean. Prod. 2016, 125, 282–295. [Google Scholar] [CrossRef]
- Thomoglou, A.K.; Falara, M.G.; Gkountakou, F.I.; Elenas, A.; Chalioris, C.E. Smart Cementitious Sensors with Nano-, Micro-, and Hybrid-Modified Reinforcement: Mechanical and Electrical Properties. Sensors 2023, 23, 2405. [Google Scholar] [CrossRef]
- Thomoglou, A.K.; Falara, M.G.; Voutetaki, M.E.; Fantidis, J.G.; Tayeh, B.A.; Chalioris, C.E. Electromechanical properties of multi-reinforced self-sensing cement-based mortar with MWCNTs, CFs, and PPs. Constr. Build. Mater. 2023, 400, 132566. [Google Scholar] [CrossRef]
- Fakhri, M.; Saberi, K.F. The effect of waste rubber particles and silica fume on the mechanical properties of Roller Compacted Concrete Pavement. J. Clean. Prod. 2016, 129, 521–530. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Awang, A.B.; Wong, S.S.; Nhavene, C.P. Properties of nano silica modified rubbercrete. J. Clean. Prod. 2016, 119, 66–75. [Google Scholar] [CrossRef]
- Zhang, P.; Zhao, Y.N.; Li, Q.F.; Zhang, T.H.; Wang, P. Mechanical properties of fly ash concrete composite reinforced with nano-SiO2 and steel fibre. Curr. Sci. 2014, 106, 1529–1537. [Google Scholar]
- Zhang, P.; Zhao, Y.N.; Li, Q.F.; Wang, P.; Zhang, T.H. Flexural toughness of steel fiber reinforced high performance concrete containing nano-SiO2 and fly ash. Sci. World J. 2014, 2014, 403743. [Google Scholar] [CrossRef]
- Zhang, P.; Zhao, Y.N.; Liu, C.H.; Wang, P.; Zhang, T.H. Combined effect of nano-SiO2 particles and steel fibers on flexural properties of concrete composite containing fly ash. Sci. Eng. Compos. Mater. 2014, 21, 597–605. [Google Scholar] [CrossRef]
- Gao, D.Y.; Li, H.; Yang, F. Performance of polypropylene-steel hybrid fiber reinforced concrete after being exposed to high temperature. Acta Mater. Compos. Sin. 2013, 30, 187–193. [Google Scholar]
- Gao, D.Y.; Zhao, L.P.; Chen, G. Compressive stress-strain relationship of fiber and nanosized material reinforced concrete in high temperature. China Civ. Eng. J. 2017, 50, 46–58. [Google Scholar]
- Liu, F.; Zhang, W.J.; He, D.M.; Li, L.J. High Temperature Performance of High Strength Concrete Modified by Rubber Powder and Fiber. J. Build. Mater. 2011, 14, 124–131. [Google Scholar]
- Guo, Y.C.; Zhang, J.H.; Chen, G.M.; Xie, Z.H. Compressive behaviour of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fibre, subjected to elevated temperatures. J. Clean. Prod. 2014, 72, 193–203. [Google Scholar] [CrossRef]
- Xie, Z.H.; Xie, J.H.; Huang, P.Y.; Guo, Y.C. Effects of High Temperature Damage on Compressive and Flexural Behavior of High Strength Recycled Aggregate Concrete with Steel Fiber and Crumb Rubber. China J. Highw. Transp. 2016, 29, 17–24. [Google Scholar]
- Lyu, X.; Ahmed, T.; Elchalakani, M.; Yang, B.; Youssf, O. Influence of crumbed rubber inclusion on spalling, microstructure, and mechanical behaviour of UHPC exposed to elevated temperatures. Constr. Build. Mater. 2023, 403, 133174. [Google Scholar] [CrossRef]
- Han, Q.H.; Wang, Y.H.; Xu, J.; Xing, Y. Static behavior of stud shear connectors in elastic concrete–steel composite beams. J. Constr. Steel Res. 2015, 113, 115–126. [Google Scholar] [CrossRef]
- Gao, D.Y.; Zhao, L.P.; Zhao, J.; Chen, G. Compression Testing Machine in Concrete Material High Temperature. Patent No. CN201521067350.6U, 1 June 2016. [Google Scholar]
- Gao, D.Y.; Zhao, L.P.; Zhao, J.; Chen, G. Split in Concrete Material High Temperature and Draw Testing Machine. Patent No. CN201521067334.7U, 25 May 2016. [Google Scholar]
- Peng, G.F.; Yang, W.W.; Zhao, J.; Liu, Y.F.; Bian, S.H.; Zhao, L.H. Explosive spalling and residual mechanical properties of fiber-toughened high-performance concrete subjected to high temperatures. Cem. Concr. Res. 2006, 36, 723–727. [Google Scholar] [CrossRef]
- China Academy of Building Research. Standard for Test Method of Mechanical Properties on Ordinary Concrete; China Architecture & Building Press: Beijing, China, 2002. [Google Scholar]
- China Association for Engineering Construction Standardization. Standard Test Methods for Fiber Reinforced Concrete, CECS13: 2009; China Planning Press: Beijing, China, 2009. [Google Scholar]
- Agra, R.R.; Serafini, R.; de Figueiredo, A.D. Effect of high temperature on the mechanical properties of concrete reinforced with different fiber contents. Constr. Build. Mater. 2021, 301, 124242. [Google Scholar] [CrossRef]
- de Abreu, G.B.; Costa, S.M.M.; Gumieri, A.G.; Calixto, J.M.F.; França, F.C.; Silva, C.; Quinõnes, A.D. Mechanical properties and microstructure of high performance concrete containing stabilized nano-silica. Matéria (Rio Jan.) 2017, 22, e11824. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Crumb Rubber | Cement | Coarse Aggregate | Fine Aggregate | Water | Water Reducing | Steel Fiber | Nano Silica | |
|---|---|---|---|---|---|---|---|---|---|
| C35CR5 | 1SF0 | 50 | 400 | 703 | 1004 | 169 | 4 | 0 | - |
| 1SF0.5 | 50 | 419 | 705 | 1060 | 177 | 4.5 | 39 | - | |
| 1SF1 | 50 | 438 | 654 | 1045 | 185 | 5 | 78 | - | |
| 1SF1.5 | 50 | 457 | 604 | 1029 | 193 | 5 | 117 | - | |
| 1SF1NS1 | 50 | 433.62 | 654 | 1045 | 185 | 5 | 78 | 4.38 | |
| 1SF1NS2 | 50 | 429.24 | 654 | 1045 | 185 | 5 | 78 | 8.76 | |
| C45CR5 | 2SF0 | 50 | 550 | 703 | 1004 | 180 | 7 | 0 | - |
| 2SF0.5 | 50 | 574 | 630 | 957 | 188 | 5 | 39 | - | |
| 2SF1 | 50 | 599 | 572 | 931 | 196 | 5 | 78 | - | |
| 2SF1.5 | 50 | 623 | 514 | 905 | 204 | 5 | 117 | - | |
| 2SF1NS1 | 50 | 593.01 | 572 | 931 | 196 | 5 | 78 | 5.99 | |
| 2SF1NS2 | 50 | 587.02 | 572 | 931 | 196 | 5 | 78 | 11.98 | |
| Specimen Mass of C35CR5/(kg) | Specimen Mass of C45CR5/(kg) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Temperature | 20 °C | 200 °C | 400 °C | 600 °C | Temperature | 20 °C | 200 °C | 400 °C | 600 °C |
| 1SF0 | 7.775 | 7.684 | 7.296 | 7.175 | 2SF0 | 7.825 | 7.561 | 7.423 | 7.012 |
| 1SF0.5 | 7.430 | 7.265 | 7.103 | 6.845 | 2SF0.5 | 7.820 | 7.611 | 7.363 | 7.190 |
| 1SF1.0 | 7.603 | 7.415 | 7.138 | 6.896 | 2SF1.0 | 7.865 | 7.742 | 7.352 | 7.203 |
| 1SF1.5 | 7.320 | 7.191 | 6.995 | 6.729 | 2SF1.5 | 8.250 | 7.995 | 7.500 | 7.268 |
| 1SF1.0NS1 | 7.770 | 7.698 | 7.190 | 7.032 | 2SF1.0NS1 | 7.990 | 7.761 | 7.475 | 7.224 |
| 1SF1.0NS2 | 7.955 | 7.810 | 7.448 | 7.275 | 2SF1.0NS2 | 7.980 | 7.776 | 7.365 | 7.355 |
| Group | Compressive Strengths Subjected to Different Temperatures/(MPa) | Splitting Tensile Strengths Subjected to Different Temperatures/(MPa) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 20 °C | 200 °C | 400 °C | 600 °C | 20 °C | 200 °C | 400 °C | 600 °C | ||
| C35CR5 | 1SF0 | 38.7 | 32.37 | 36.38 | 30.28 | 2.9 | 1.99 | 1.80 | 1.93 |
| 1SF0.5 | 42.8 | 33.38 | 38.12 | 31.66 | 3.3 | 2.09 | 2.54 | 2.49 | |
| 1SF1.0 | 44.6 | 34.57 | 41.26 | 35.46 | 4.9 | 2.72 | 3.27 | 3.28 | |
| 1SF1.5 | 40 | 29.38 | 38.46 | 30.68 | 4.4 | 3.07 | 3.67 | 3.35 | |
| 1SF1.0NS1 | 47.1 | 35.79 | 44.00 | 39.01 | 5.1 | 3.16 | 3.67 | 3.49 | |
| 1SF1.0NS2 | 47.3 | 37.79 | 51.65 | 47.33 | 5.2 | 2.99 | 3.60 | 3.19 | |
| C45CR5 | 2SF0 | 51.3 | 31.92 | 41.24 | 32.94 | 3.3 | 2.09 | 1.77 | 1.50 |
| 2SF0.5 | 52.8 | 37.91 | 45.47 | 36.59 | 3.6 | 2.58 | 3.17 | 2.29 | |
| 2SF1.0 | 53.5 | 42.11 | 49.40 | 39.90 | 4.4 | 4.30 | 3.83 | 3.59 | |
| 2SF1.5 | 54.3 | 41.58 | 52.28 | 40.35 | 5.0 | 4.07 | 4.86 | 3.56 | |
| 2SF1.0NS1 | 54.9 | 46.68 | 57.60 | 51.70 | 5.1 | 4.86 | 4.25 | 3.73 | |
| 2SF1.0NS2 | 56.1 | 45.82 | 58.95 | 51.78 | 4.9 | 4.05 | 4.18 | 3.42 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Chen, J. The Mechanical Properties and Failure Mechanisms of Steel-Fiber- and Nano-Silica-Modified Crumb Rubber Concrete Subjected to Elevated Temperatures. Sustainability 2023, 15, 16340. https://doi.org/10.3390/su152316340
Wang Y, Chen J. The Mechanical Properties and Failure Mechanisms of Steel-Fiber- and Nano-Silica-Modified Crumb Rubber Concrete Subjected to Elevated Temperatures. Sustainability. 2023; 15(23):16340. https://doi.org/10.3390/su152316340
Chicago/Turabian StyleWang, Yihong, and Jiawei Chen. 2023. "The Mechanical Properties and Failure Mechanisms of Steel-Fiber- and Nano-Silica-Modified Crumb Rubber Concrete Subjected to Elevated Temperatures" Sustainability 15, no. 23: 16340. https://doi.org/10.3390/su152316340