Proposal of a Combined AHP-PROMETHEE Decision Support Tool for Selecting Sustainable Machining Process Based on Toolpath Strategy and Manufacturing Parameters



Abstract
:1. Introduction
- (1)
- Introducing an innovative application of the hybrid AHP-PROMETHEE approach specifically tailored for the assessment of machining strategy performance.
- (2)
- Providing a systematic methodology for integrating expert preferences to enhance the suitability of solutions.
- (3)
- Addressing the data requirement challenge by directly generating various combinations of machining parameters and strategies (i.e., alternatives for analysis) through the application of the Taguchi method. Additionally, the evaluation outcomes are derived from the integration of CAD/CAM/LCA systems.
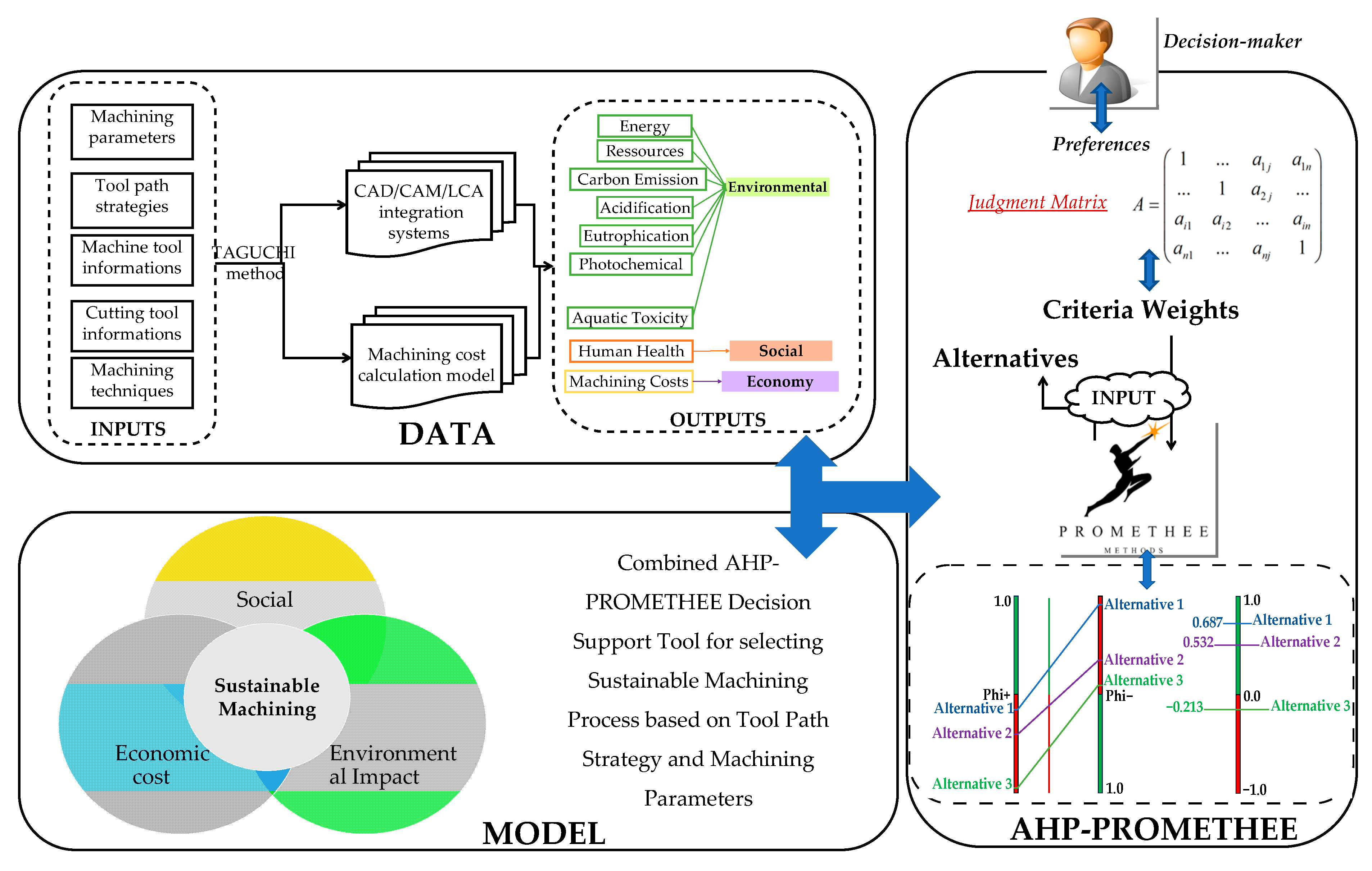
2. Proposed Methodology
2.1. AHP-PROMETHEE Method-Based DSS
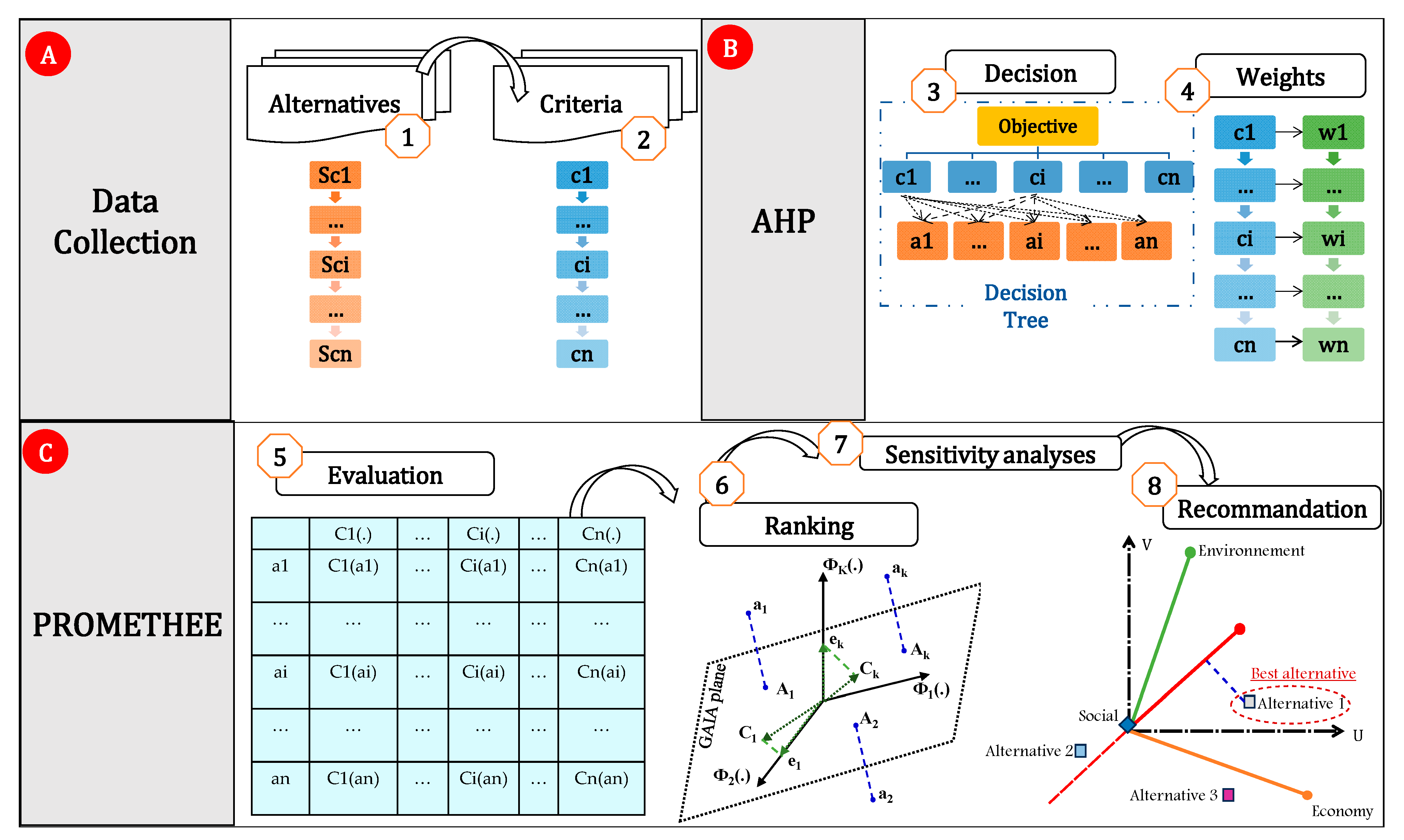
2.2. Integrated AHP-PROMETHEE Approach
2.2.1. Data Collection
2.2.2. AHP
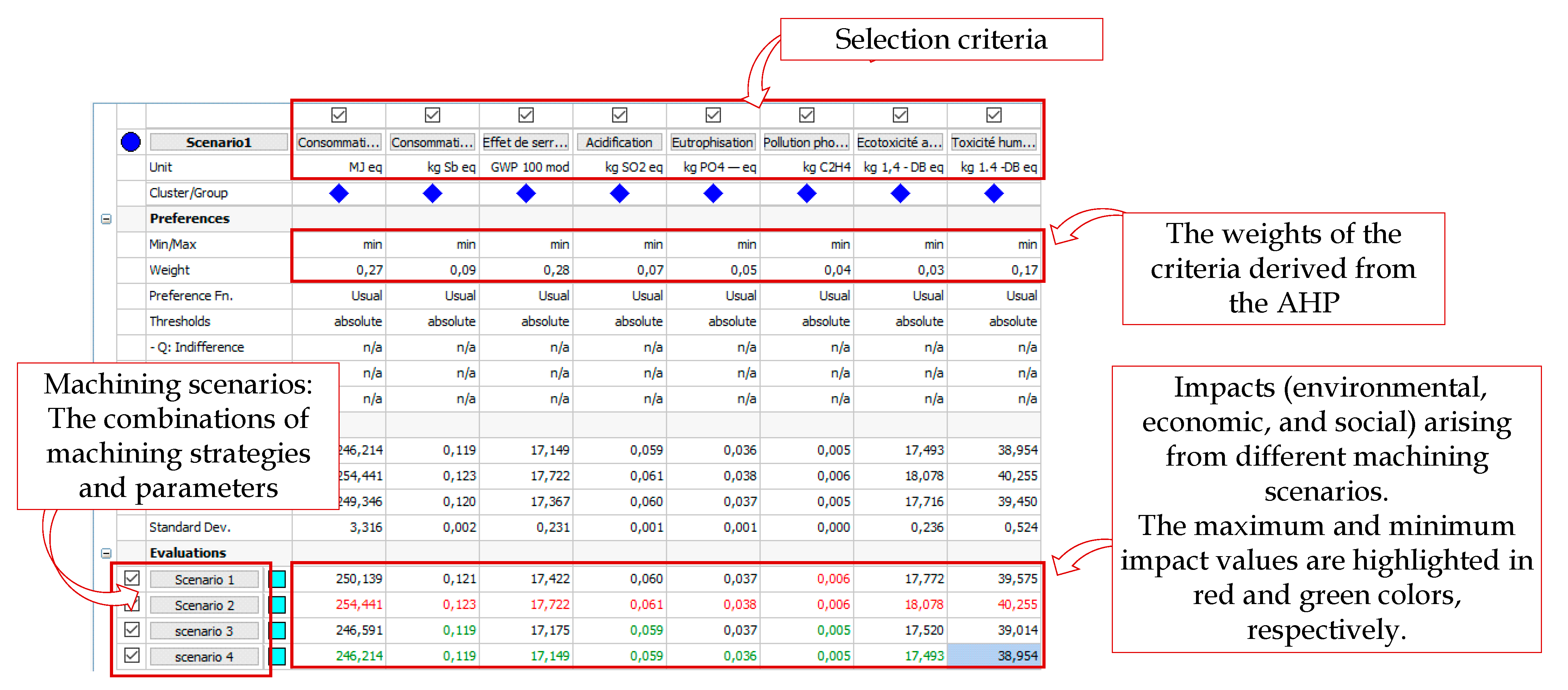
2.2.3. PROMETHEE
3. Case Study
3.1. Step A: Data Collection
3.2. Step B: AHP
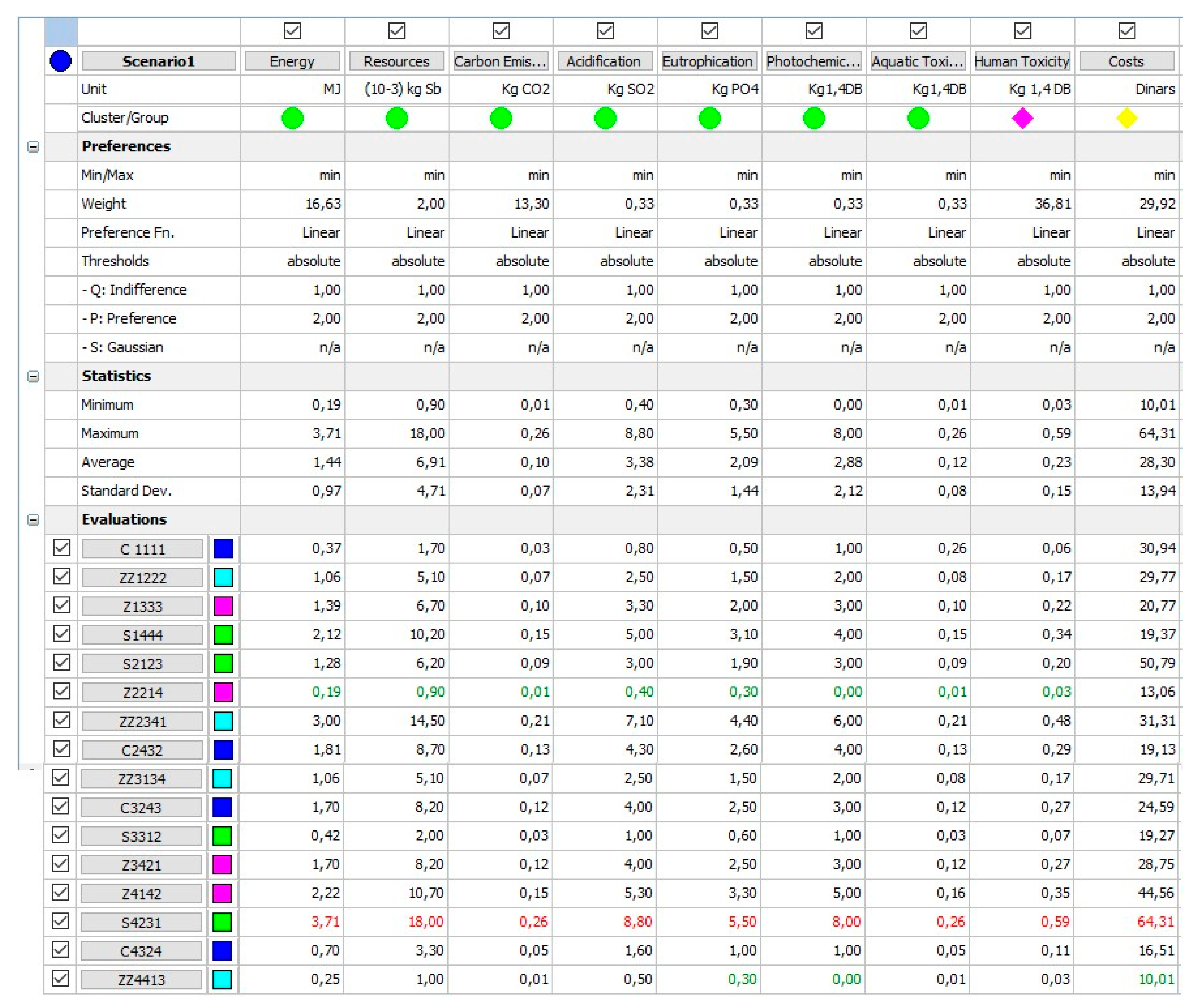
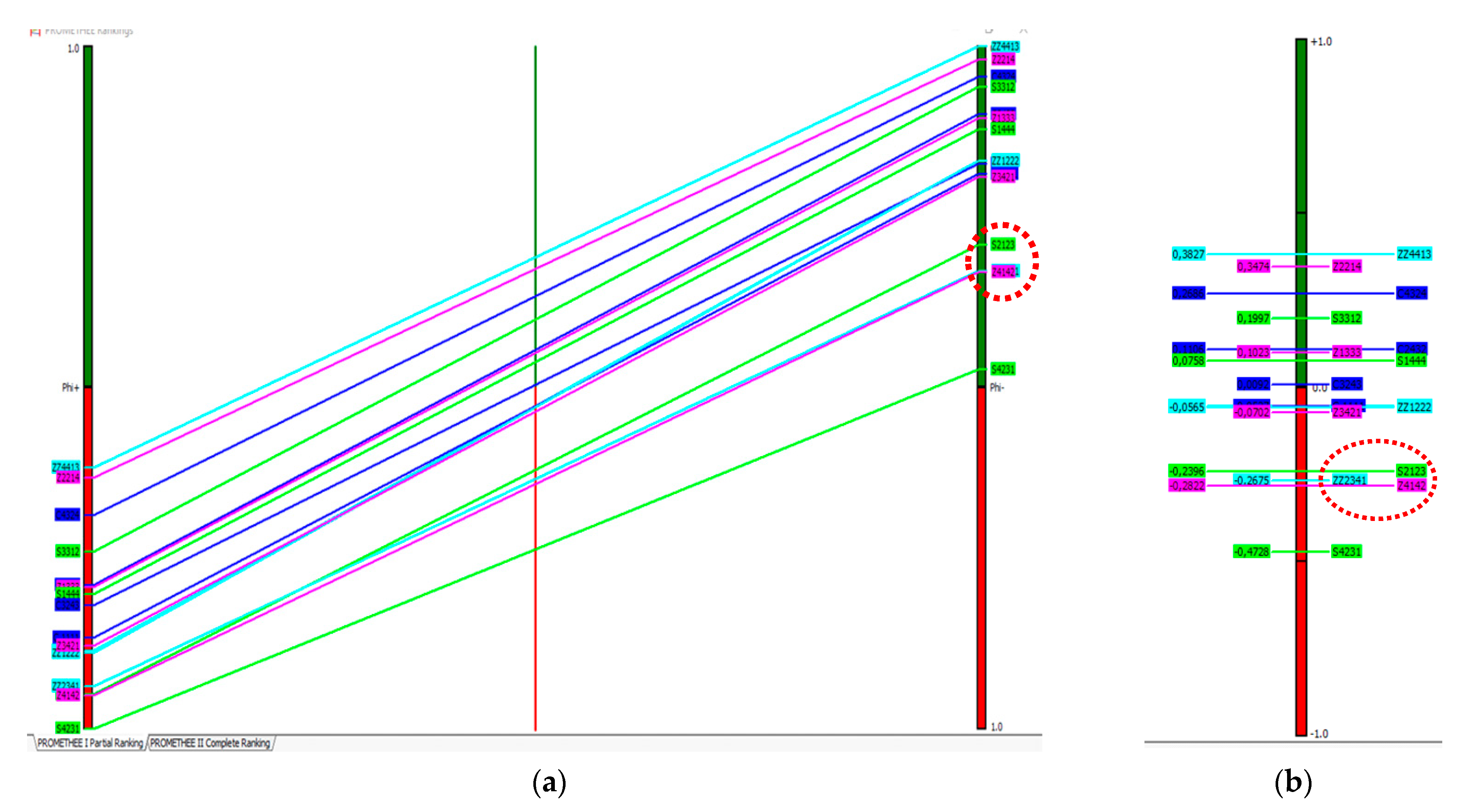
3.3. Step C: PROMETHEE
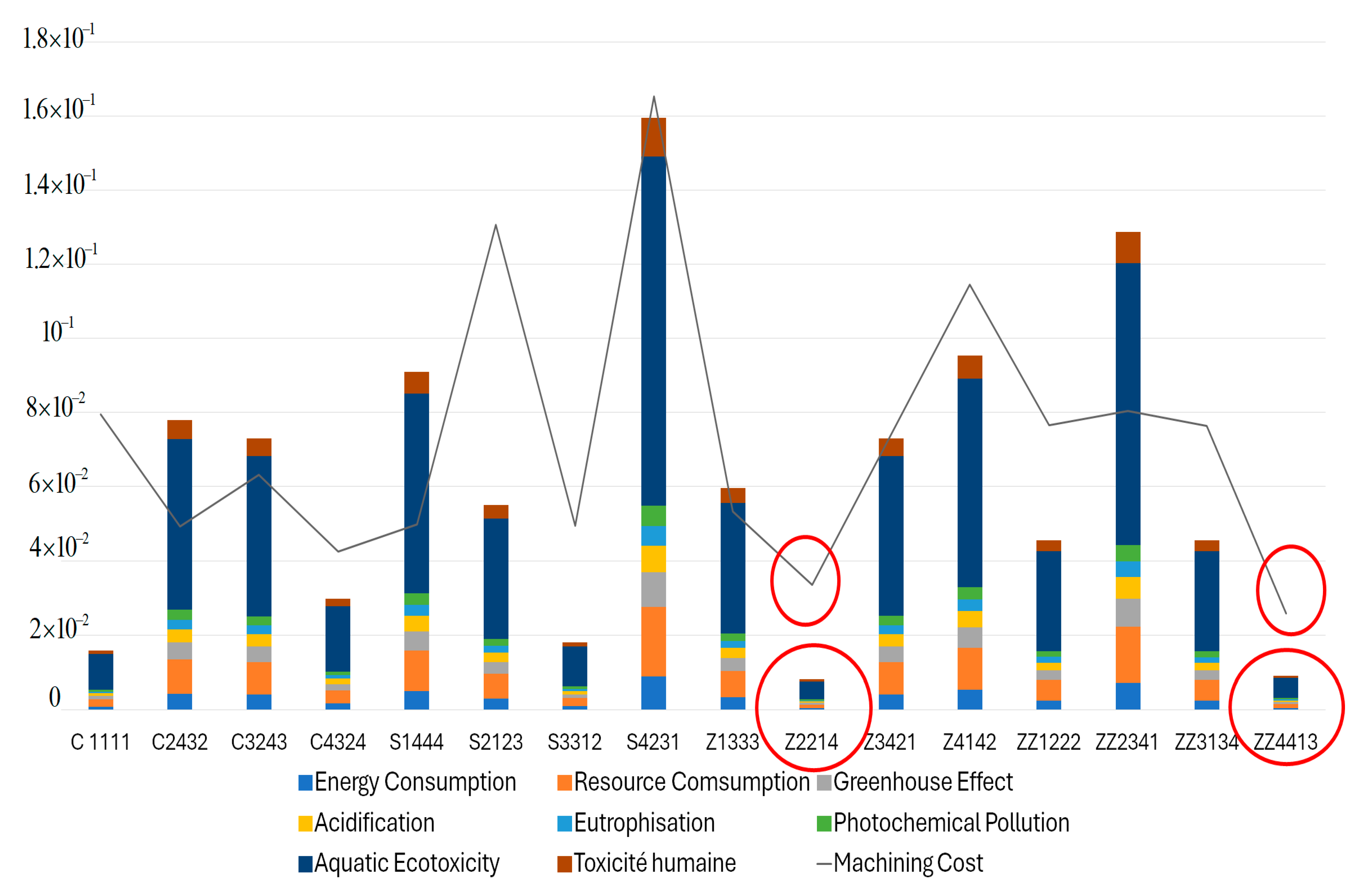
4. Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- King, N.; Keranen, L.; Gunter, K.; Sutherland, J. Wet Versus Dry Turning: A Comparison of Machining Costs, Product Quality, and Aerosol Formation; SAE International: London, UK, 2001. [Google Scholar] [CrossRef]
- Kahle, L.R.; Gurel-Atay, E. Communicating Sustainability for the Green Economy; Routledge: Abingdon, UK, 2015. [Google Scholar]
- Khan, A.M.; Anwar, S.; Gupta, M.K.; Alfaify, A.; Hasnain, S.; Jamil, M.; Mia, M.; Pimenov, D.Y. Energy-Based Novel Quantifiable Sustainability Value Assessment Method for Machining Processes. Energies 2020, 13, 6144. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Kumar, A.; Luthra, S.; Pongsakornrungsilp, S. Two decades of research trends and transformations in manufacturing sustainability: A systematic literature review and future research agenda. Prod. Eng. 2022, 16, 109–133. [Google Scholar] [CrossRef]
- US Energy Information Administration (EIA). International Energy Outlook 2017; EIA: Paris, France, 2017; Volume IEO2017, p. 143. Available online: https://www.eia.gov/pressroom/releases/press448.php (accessed on 30 May 2023).
- IEA. Global Energy Review 2021 Assessing the Effects of Economic Recoveries on Global Energy Demand and CO2 Emissions in 2021; IEA: Paris, France, 2021; Available online: www.iea.org/t&c/ (accessed on 30 September 2023).
- Altıntaş, R.S.; Kahya, M.; Ünver, H. Modelling and optimization of energy consumption for feature based milling. Int. J. Adv. Manuf. Technol. 2016, 86, 3345–3363. [Google Scholar] [CrossRef]
- Joung, C.B.; Carrell, J.; Sarkar, P.; Feng, S.C. Categorization of indicators for sustainable manufacturing. Ecol. Indic. 2013, 24, 148–157. [Google Scholar] [CrossRef]
- Moldan, B.; Janoušková, S.; Hák, T. How to understand and measure environmental sustainability: Indicators and targets. Ecol. Indic. 2012, 17, 4–13. [Google Scholar] [CrossRef]
- Campatelli, G.; Scippa, A.; Lorenzini, L.; Sato, R. Optimal workpiece orientation to reduce the energy consumption of a milling process. Int. J. Precis. Eng. Manuf. Technol. 2015, 2, 5–13. [Google Scholar] [CrossRef]
- Dornfeld, D.A. Moving towards green and sustainable manufacturing. Int. J. Precis. Eng. Manuf. Technol. 2014, 1, 63–66. [Google Scholar] [CrossRef]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Lv, J.; Liu, Y.; Ren, D.; Zhang, Z. Therblig-embedded value stream mapping method for lean energy machining. Energy 2017, 138, 1081–1098. [Google Scholar] [CrossRef]
- Gaha, R.; Benamara, A.; Yannou, B. An Environmental Impact/Cost Model for Evaluating Multiple Feature-Based Machining Methods BT—Design and Modeling of Mechanical Systems—II. In Design and Modeling of Mechanical Systems—II. Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2015; pp. 21–27. [Google Scholar]
- Gaha, R.; Benamara, A.; Yannou, B. Eco-Design of a Basin Mixer in Geometric Modeling Phase. Key Eng. Mater. 2013, 572, 7–11. [Google Scholar] [CrossRef]
- Pangestu, P.; Pujiyanto, E.; Rosyidi, C.N. Multi-objective cutting parameter optimization model of multi-pass turning in CNC machines for sustainable manufacturing. Heliyon 2021, 7, e06043. [Google Scholar] [CrossRef] [PubMed]
- Xu, L.; Huang, C.; Li, C.; Wang, J.; Liu, H.; Wang, X. A novel intelligent reasoning system to estimate energy consumption and optimize cutting parameters toward sustainable machining. J. Clean. Prod. 2020, 261, 121160. [Google Scholar] [CrossRef]
- Tian, C.; Zhou, G.; Lu, F.; Chen, Z.; Zou, L. An integrated multi-objective optimization approach to determine the optimal feature processing sequence and cutting parameters for carbon emissions savings of CNC machining. Int. J. Comput. Integr. Manuf. 2020, 33, 609–625. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Dai, Y.; Qu, S.; Zhao, J. Energy consumption considering tool wear and optimization of cutting parameters in micro milling process. Int. J. Mech. Sci. 2020, 178, 105628. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Tang, Y.; Li, L.; Du, Y.; Li, L. Integrated optimization of cutting tool and cutting parameters in face milling for minimizing energy footprint and production time. Energy 2019, 175, 1021–1037. [Google Scholar] [CrossRef]
- Shi, K.N.; Ren, J.X.; Wang, S.B.; Liu, N.; Liu, Z.M.; Zhang, D.H.; Lu, W.F. An Improved Cutting Power-Based Model for Evaluating Total Energy Consumption in General End Milling Process. J. Clean. Prod. 2019, 231, 1330–1341. [Google Scholar] [CrossRef]
- Yin, R.; Ke, J.; Mendis, G.; Sutherland, J.W. A cutting parameter-based model for cost and carbon emission optimisation in a NC turning process. Int. J. Comput. Integr. Manuf. 2019, 32, 919–935. [Google Scholar] [CrossRef]
- Tian, C.; Zhou, G.; Zhang, J.; Zhang, C. Optimization of cutting parameters considering tool wear conditions in low-carbon manufacturing environment. J. Clean. Prod. 2019, 226, 706–719. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Wang, W. Modeling, simulation, and optimization of five-axis milling processes. Int. J. Adv. Manuf. Technol. 2014, 74, 1611–1624. [Google Scholar] [CrossRef]
- Sun, C.; Bi, Q.; Wang, Y.; Huang, N. Improving cutter life and cutting efficiency of five-axis plunge milling by simulation and tool path regeneration. Int. J. Adv. Manuf. Technol. 2015, 77, 965–972. [Google Scholar] [CrossRef]
- Balogun, V.A.; Edem, I.F.; Mativenga, P.T. E-smart toolpath machining strategy for process planning. Int. J. Adv. Manuf. Technol. 2016, 86, 1499–1508. [Google Scholar] [CrossRef]
- Uzun, M.; Usca, A.; Kuntoğlu, M.; Gupta, M.K. Influence of tool path strategies on machining time, tool wear, and surface roughness during milling of AISI X210Cr12 steel. Int. J. Adv. Manuf. Technol. 2022, 119, 2709–2720. [Google Scholar] [CrossRef]
- Vila, C.; Abellán-Nebot, J.; Siller-Carrillo, H. Study of Different Cutting Strategies for Sustainable Machining of Hardened Steels. Procedia Eng. 2015, 132, 1120–1127. [Google Scholar] [CrossRef]
- Pavanaskar, S.; McMains, S. Machine Specific Energy Consumption Analysis for CNC-Milling Toolpaths. In Proceedings of the ASME Design Engineering Technical Conference, Boston, MA, USA, 2–5 August 2015; Volume 1A-2015. [Google Scholar]
- Edem, I.F.; Balogun, V.A.; Mativenga, P.T. An investigation on the impact of toolpath strategies and machine tool axes configurations on electrical energy demand in mechanical machining. Int. J. Adv. Manuf. Technol. 2017, 92, 2503–2509. [Google Scholar] [CrossRef]
- Edem, I.F.; Mativenga, P.T. Modelling of energy demand from computer numerical control (CNC) toolpaths. J. Clean. Prod. 2017, 157, 310–321. [Google Scholar] [CrossRef]
- Gao, Y.; Mi, S.; Zheng, H.; Wang, Q.; Wei, Z. An Energy Efficiency Tool Path Optimization Method Using a Discrete Energy Consumption Path Model. Machines 2022, 10, 348. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Kumar, V. Review on multi-criteria decision analysis in sustainable manufacturing decision making. Int. J. Sustain. Eng. 2021, 14, 202–225. [Google Scholar] [CrossRef]
- Kariuki, L.W.; Ikua, B.W.; Nyakoe, G.N. Generation and Optimization of Pocket Milling Tool Paths—A Review. Int. Conf. Sustain. Res. Innov. 2014, 5, 129–133. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.990.7966&rep=rep1&type=pdf (accessed on 30 September 2023).
- Watson, H.J. Revisiting Ralph Sprague’s Framework for Developing Decision Support Systems. Commun. Assoc. Inf. Syst. 2018, 42, 363–385. [Google Scholar] [CrossRef]
- Temuçin, T.; Tozan, H.; Vayvay, O.; Harničárová, M.; Valíček, J. A fuzzy based decision model for nontraditional machining process selection. Int. J. Adv. Manuf. Technol. 2014, 70, 2275–2282. [Google Scholar] [CrossRef]
- Taha, Z.; Rostam, S. A hybrid fuzzy AHP-PROMETHEE decision support system for machine tool selection in flexible manufacturing cell. J. Intell. Manuf. 2012, 23, 2137–2149. [Google Scholar] [CrossRef]
- Niamat, M.; Sarfraz, S.; Ahmad, W.; Shehab, E.; Salonitis, K. Parametric modelling and multi-objective optimization of electro discharge machining process parameters for sustainable production. Energies 2019, 13, 38. [Google Scholar] [CrossRef]
- Ming, W.; Shen, F.; Zhang, G.; Liu, G.; Du, J.; Chen, Z. Green machining: A framework for optimization of cutting parameters to minimize energy consumption and exhaust emissions during electrical discharge machining of Al 6061 and SKD 11. J. Clean. Prod. 2021, 285, 124889. [Google Scholar] [CrossRef]
- Shin, S.-J.; Kim, D.B.; Shao, G.; Brodsky, A.; Lechevalier, D. Developing a decision support system for improving sustainability performance of manufacturing processes. J. Intell. Manuf. 2017, 28, 1421–1440. [Google Scholar] [CrossRef]
- Khan, A.M.; Jamil, M.; Salonitis, K.; Sarfraz, S.; Zhao, W.; He, N.; Mia, M.; Zhao, G. Multi-objective optimization of energy consumption and surface quality in nanofluid SQCl assisted face milling. Energies 2019, 12, 710. [Google Scholar] [CrossRef]
- Ransikarbum, K.; Khamhong, P. Integrated Fuzzy Analytic Hierarchy Process and Technique for Order of Preference by Similarity to Ideal Solution for Additive Manufacturing Printer Selection. J. Mater. Eng. Perform. 2021, 30, 6481–6492. [Google Scholar] [CrossRef]
- Jajac, N.; Knezic, S.; Marovic, I. Decision support system to urban infrastructure maintenance management. Organ. Technol. Manag. Constr. An Int. J. 2009, 1, 72–79. [Google Scholar]
- Boumaiza, A.; Sanfilippo, A.; Mohandes, N. Modeling multi-criteria decision analysis in residential PV adoption. Energy Strat. Rev. 2022, 39, 100789. [Google Scholar] [CrossRef]
- Chanthakhot, W.; Ransikarbum, K. Integrated IEW-TOPSIS and Fire Dynamics Simulation for Agent-Based Evacuation Modeling in Industrial Safety. Safety 2021, 7, 47. [Google Scholar] [CrossRef]
- Celent, L.; Mladineo, M.; Gjeldum, N.; Zizic, M.C. Multi-Criteria Decision Support System for Smart and Sustainable Machining Process. Energies 2022, 15, 772. [Google Scholar] [CrossRef]
- Karim, R.; Karmaker, C.L. Machine Selection by AHP and TOPSIS Methods. Am. J. Ind. Eng. 2016, 4, 7–13. [Google Scholar]
- Abhang, L.; Hameedullah, M. Selection of lubricant using combined multiple attribute decision-making method. Adv. Prod. Eng. Manag. 2012, 7, 39–50. [Google Scholar] [CrossRef]
- Ilangkumaran, M.; Sasirekha, V.; Anojkumar, L.; Raja, M.B. Machine tool selection using AHP and VIKOR methodologies under fuzzy environment. Int. J. Model. Oper. Manag. 2012, 2, 409. [Google Scholar] [CrossRef]
- Nguyen, H.-T.; Dawal, S.Z.M.; Nukman, Y.; Aoyama, H.; Case, K. An Integrated Approach of Fuzzy Linguistic Preference Based AHP and Fuzzy COPRAS for Machine Tool Evaluation. PLoS ONE 2015, 10, e0133599. [Google Scholar] [CrossRef] [PubMed]
- Lv, L.; Deng, Z.; Meng, H.; Liu, T.; Wan, L. A multi-objective decision-making method for machining process plan and an application. J. Clean. Prod. 2020, 260, 121072. [Google Scholar] [CrossRef]
- Golden, B.L.; Wasil, E.A.; Harker, P.T. The Analytic Hierarchy Process; Springer: Berlin/Heidelberg, Germany, 1989. [Google Scholar]
- Saaty, R.W. The analytic hierarchy process—What it is and how it is used. Math. Model. 1987, 9, 161–176. [Google Scholar] [CrossRef]
- Bogdanovic, D.; Nikolic, D.; Ilic, I. Mining method selection by integrated AHP and PROMETHEE method. An. Acad. Bras. Cienc. 2012, 84, 219–233. [Google Scholar] [CrossRef] [PubMed]
- Held, M. On the Computational Geometry of Pocket Machining; Springer: Berlin/Heidelberg, Germany, 1991. [Google Scholar]
- Slama, H.B.; Gaha, R.; Amara, A.B. Multi-Objective Optimization of Cutting Parameters and Toolpaths in Pocket Milling Considering Energy Savings and Machining Costs. Adv. Transdiscipl. Eng. 2022, 25, 173–178. [Google Scholar] [CrossRef]
- Base Empreinte®. Available online: https://base-empreinte.ademe.fr (accessed on 30 May 2023).
- Frischknecht, R.; Jungbluth, N.; Althaus, H.-J.; Doka, G.; Dones, R.; Heck, T.; Hellweg, S.; Hischier, R.; Nemecek, T.; Rebitzer, G.; et al. The ecoinvent database: Overview and methodological framework (7 pp). Int. J. Life Cycle Assess. 2004, 10, 3–9. [Google Scholar] [CrossRef]
- Deja, M.; Siemiatkowski, M.S. Feature-based generation of machining process plans for optimised parts manufacture. J. Intell. Manuf. 2013, 24, 831–846. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| RI | 0.58 | 0.9 | 1.12 | 1.24 | 1.32 | 1.41 | 1.45 | 1.49 |
| Factors | Levels | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| Quantitative input factors | Cutting speed (m/min) | 17 | 19 | 21 | 23 |
| Feed rate (mm/min) | 120 | 180 | 240 | 300 | |
| Depth of cut (mm) | 0.2 | 0.4 | 0.6 | 0.8 | |
| Stepover (mm) | 2 | 3 | 4 | 5 | |
| Qualitative input factors | Toolpath strategy | Contour (C) | Zigzag (ZZ) | Zig (Z) | Spiral (S) |
| Exp. No | Machining Strategy Level | Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Environmental Impacts | Cost (TND) | Human Health | ||||||||
| EI1 (MJ eq) | EI2 (kg Sb eq) | EI3 (kg CO2) | EI4 (kg SO2) | EI5 (kg PO4) | EI6 (kg 1.4-DB) | EI7 (kg 1.4-DB) | ||||
| 1 | C 1111 | 0.37000 | 0.00017 | 0.02576 | 0.00008 | 0.00005 | 0.00001 | 0.02628 | 30.9390 | 0.05852 |
| 2 | ZZ1222 | 1.06201 | 0.00051 | 0.07396 | 0.00025 | 0.00015 | 0.00002 | 0.07545 | 29.7736 | 0.16802 |
| 3 | Z1333 | 1.38662 | 0.00067 | 0.09657 | 0.00033 | 0.00020 | 0.00003 | 0.09851 | 20.7664 | 0.21938 |
| 4 | S1444 | 2.12054 | 0.00102 | 0.14769 | 0.00050 | 0.00031 | 0.00004 | 0.15066 | 19.3702 | 0.33549 |
| 5 | S2123 | 1.28148 | 0.00062 | 0.08925 | 0.00030 | 0.00019 | 0.00003 | 0.09104 | 50.7885 | 0.20274 |
| 6 | Z2214 | 0.18901 | 0.00009 | 0.01316 | 0.00004 | 0.00003 | 0.00000 | 0.01343 | 13.0641 | 0.02990 |
| 7 | ZZ2341 | 3.00000 | 0.00145 | 0.20892 | 0.00071 | 0.00044 | 0.00006 | 0.21312 | 31.3092 | 0.47458 |
| 8 | C2432 | 1.81401 | 0.00087 | 0.12634 | 0.00043 | 0.00026 | 0.00004 | 0.12888 | 19.1302 | 0.28699 |
| 9 | ZZ3134 | 1.05951 | 0.00051 | 0.07380 | 0.00025 | 0.00015 | 0.00002 | 0.07527 | 29.7127 | 0.16762 |
| 10 | C3243 | 1.6996 | 0.00082 | 0.11838 | 0.00040 | 0.00025 | 0.00003 | 0.12075 | 24.5896 | 0.26889 |
| 11 | S3312 | 0.42136 | 0.00020 | 0.02934 | 0.00010 | 0.00006 | 0.00001 | 0.02993 | 19.2697 | 0.06666 |
| 12 | Z3421 | 1.70022 | 0.00082 | 0.11842 | 0.00040 | 0.00025 | 0.00003 | 0.12080 | 28.7505 | 0.26900 |
| 13 | Z4142 | 2.2230 | 0.00107 | 0.15483 | 0.00053 | 0.00033 | 0.00005 | 0.15794 | 44.5595 | 0.35170 |
| 14 | S4231 | 3.71351 | 0.00180 | 0.25864 | 0.00088 | 0.00055 | 0.00008 | 0.26384 | 64.3091 | 0.58752 |
| 15 | C4324 | 0.69202 | 0.00033 | 0.04820 | 0.00016 | 0.00010 | 0.00001 | 0.04916 | 16.5085 | 0.10948 |
| 16 | ZZ4413 | 0.21095 | 0.00010 | 0.01470 | 0.00005 | 0.00003 | 0.00000 | 0.01500 | 10.0133 | 0.03337 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slama, H.B.; Gaha, R.; Tlija, M.; Chatti, S.; Benamara, A. Proposal of a Combined AHP-PROMETHEE Decision Support Tool for Selecting Sustainable Machining Process Based on Toolpath Strategy and Manufacturing Parameters. Sustainability 2023, 15, 16861. https://doi.org/10.3390/su152416861
Slama HB, Gaha R, Tlija M, Chatti S, Benamara A. Proposal of a Combined AHP-PROMETHEE Decision Support Tool for Selecting Sustainable Machining Process Based on Toolpath Strategy and Manufacturing Parameters. Sustainability. 2023; 15(24):16861. https://doi.org/10.3390/su152416861
Chicago/Turabian StyleSlama, Hadhami Ben, Raoudha Gaha, Mehdi Tlija, Sami Chatti, and Abdelmajid Benamara. 2023. "Proposal of a Combined AHP-PROMETHEE Decision Support Tool for Selecting Sustainable Machining Process Based on Toolpath Strategy and Manufacturing Parameters" Sustainability 15, no. 24: 16861. https://doi.org/10.3390/su152416861
APA StyleSlama, H. B., Gaha, R., Tlija, M., Chatti, S., & Benamara, A. (2023). Proposal of a Combined AHP-PROMETHEE Decision Support Tool for Selecting Sustainable Machining Process Based on Toolpath Strategy and Manufacturing Parameters. Sustainability, 15(24), 16861. https://doi.org/10.3390/su152416861