
Improving the Energy Efficiency of Equipment for the Impregnation of Roof Trusses—Modeling and Practical Implementation



Abstract
:1. Introduction
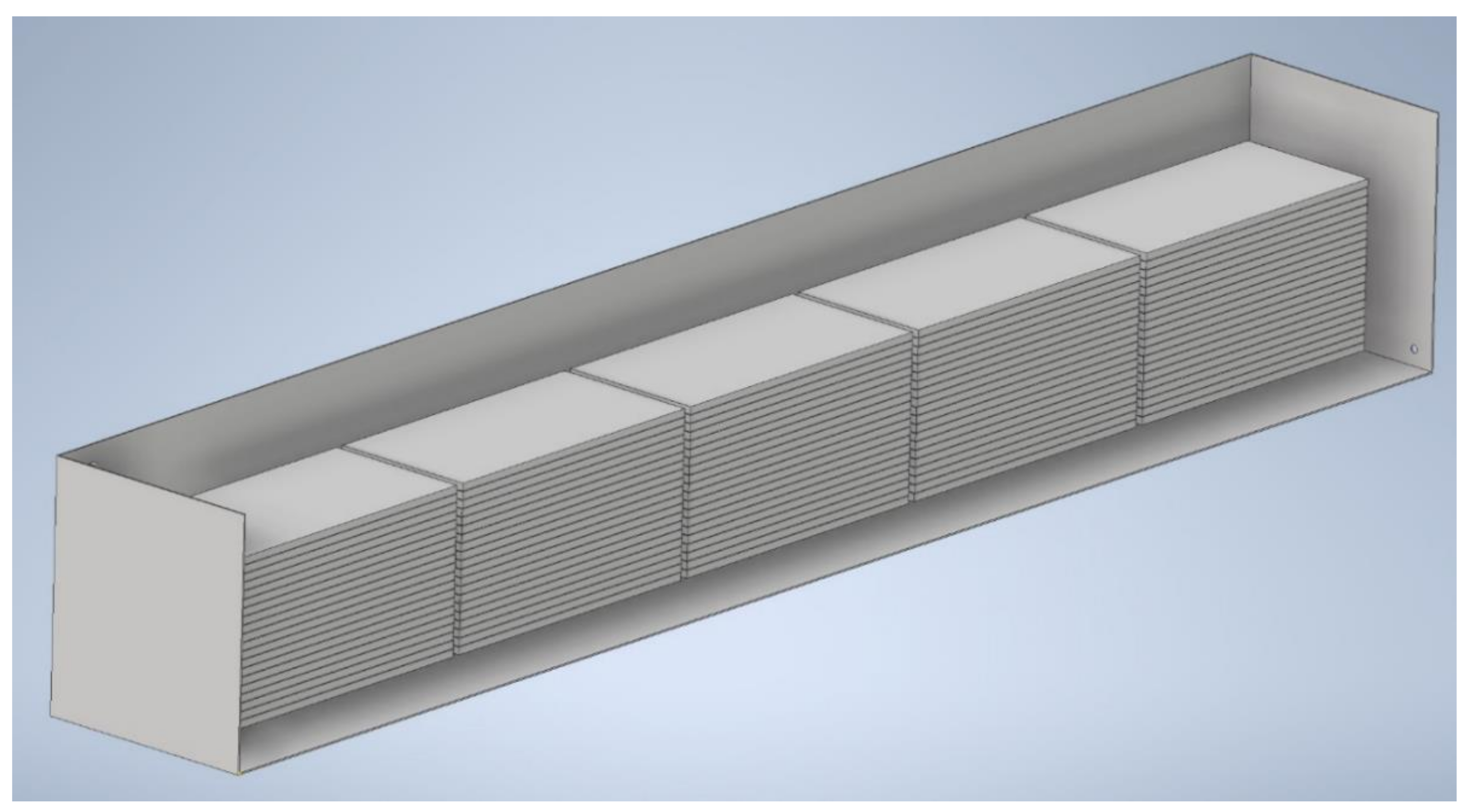
2. Material and Methods: Object of Optimization—Apparatus for Roof Trusses Impregnation
- Wood species: Siberian spruce.
- Impregnation time in the bath: 3 h
- Impregnate: FOBOS M4 a mixture of ammonium salts of phosphoric and sulfuric acid, boron compounds and additional organic ingredients. The combination of the developed NanoSilver 1% colloid with the currently used impregnation gives a stable and homogeneous mixture, without precipitating deposits. The concentration of silver nanoparticles in the final solution is 200 ppm; this is an amount sufficient to give aseptic properties to roof trusses impregnated with the immersion method [11].
- Solution temperature: 32 degrees.
3. Results
3.1. Heat Exchanger Selection
- −
- efficiency of the impregnation process based on the depth of penetration of the impregnation agent in wooden elements,
- −
- evenness of impregnation on all walls of the board and between cross-sections on its different sections,
- −
- repeatability of the process checked by the appearance of the cross-sections of the boards in different parts of the tub within one part of the product, and also next to other parts,
- −
- uniformity of the diameter of the impregnating agent, which was manifested by anomalies or higher deviations from the average penetration depth of the impregnating agent.
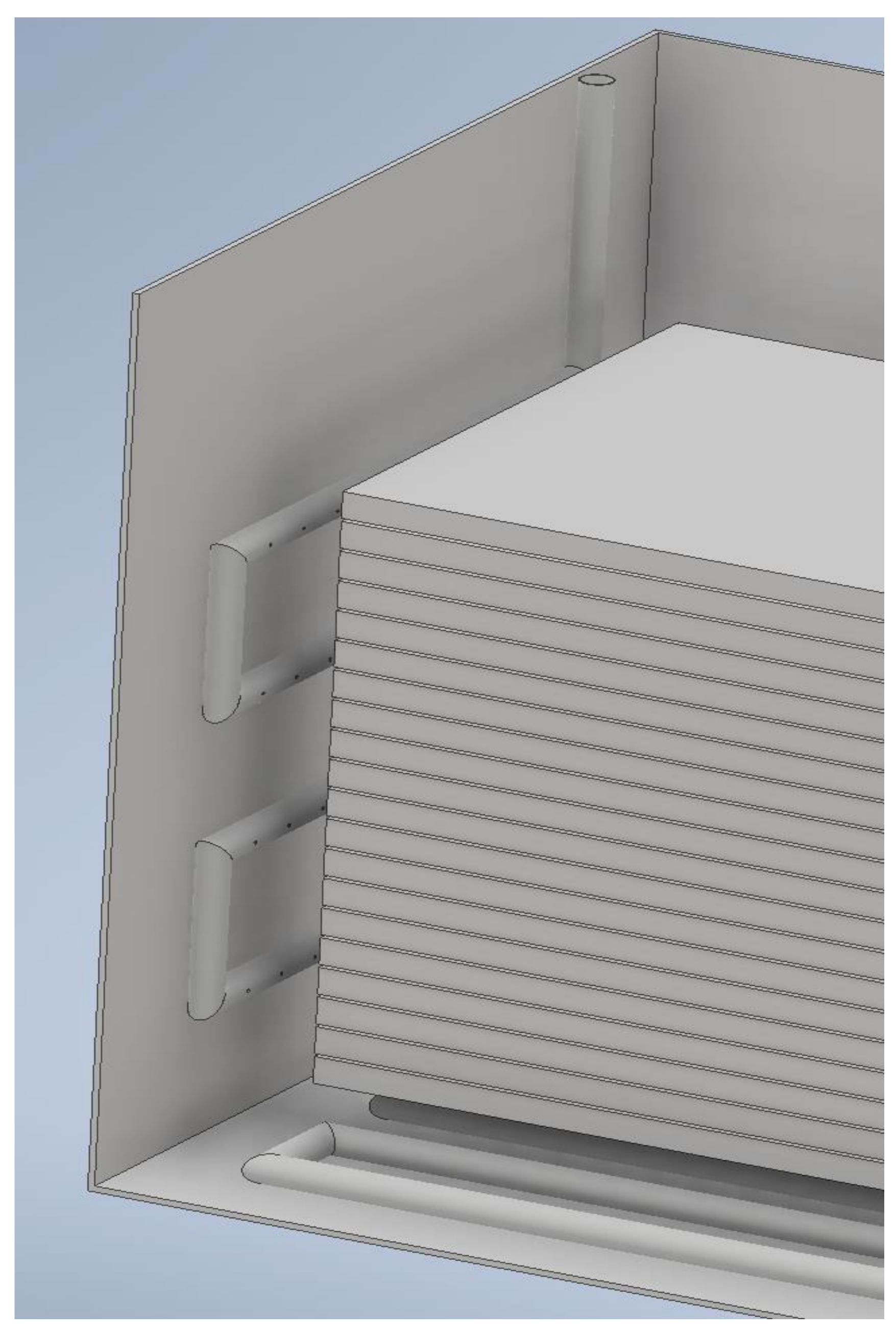
3.2. Selection of Elements Forcing Fluid Flow
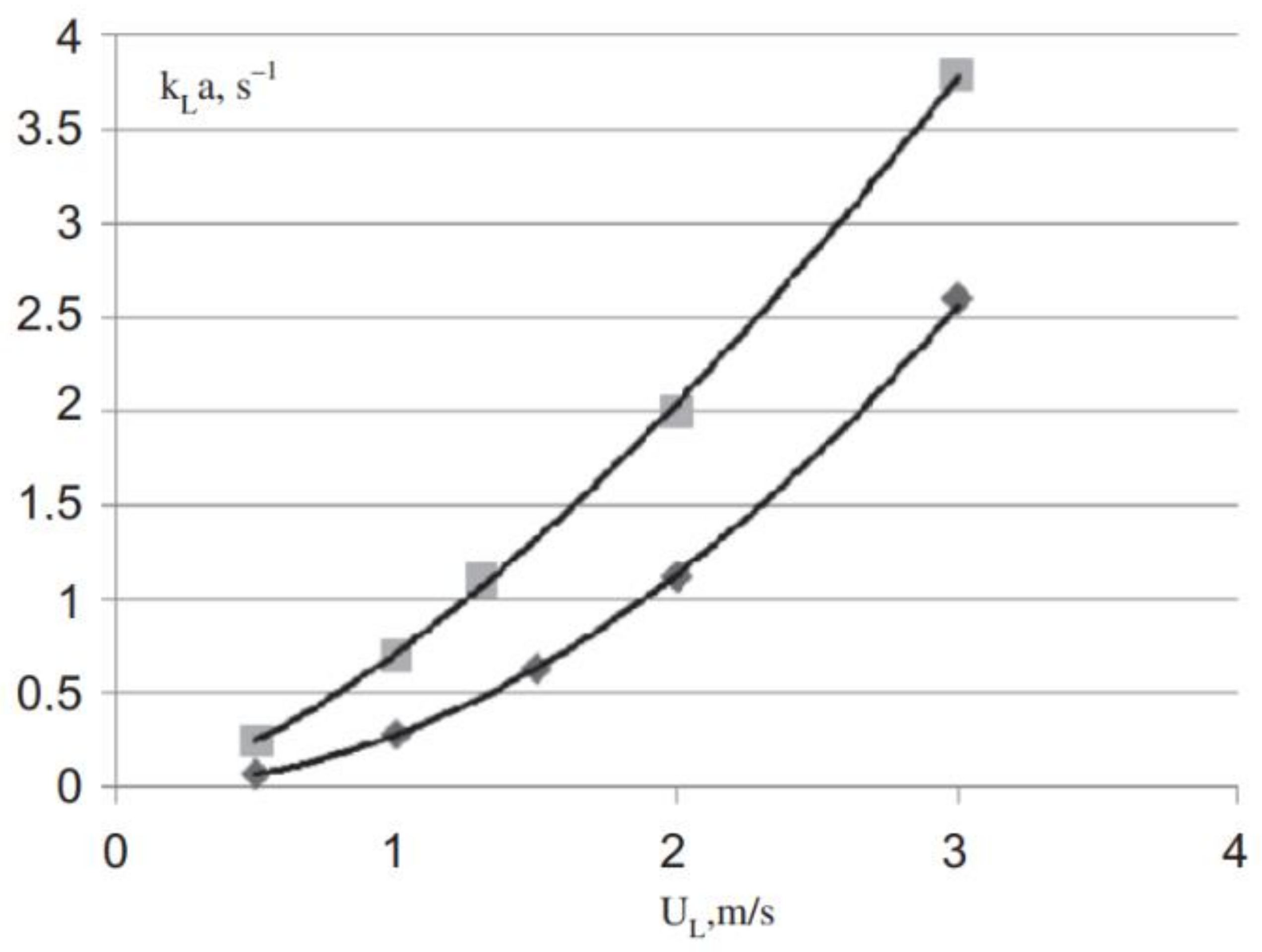
3.3. Influence of the Changes Made on the Mass Transfer
- Ni—component flux density i ,
- Di—component diffusion coefficient i ,
- ci—component concentration i .
- k—Boltzmann constant,
- T—temperature [K],
- µ—dynamic viscosity of the fluid [Pa × s],
- r—radius of the diffusing particle [m].
- D0—diffusion proportionality coefficient,
- R—gas constant ,
- Ediff—diffusion activation energy.
- De—diffusion coefficient in porous bodies,
- —material porosity (including zones excluded from the mass exchange process) [-],
- δ—coefficient depending on the ratio of the size of the diffusing particles to the pore diameter [-],
- τ—the tortuosity factor of the pore channels [-].
- Q—reaction temperature coefficient,
- kT—reaction rate constant at temperature T,
- —change in temperature.
- k—reaction rate constant [-],
- A—constant A/particle collision frequency factor [-],
- Ea—reaction activation energy .
4. Discussion
4.1. The Impact of the Changes Made on the Heat Transfer
- mi—mass of heated medium (solution, wood, among others) [kg],
- C—average specific heat of factors in the range of their initial and final temperatures ,
- Tk—final temperature of the substance [K],
- Tp—initial temperature of the substance [K],
- L—heat of phase transition ,
- Qstr—heat losses [J],
- W—mass flow of heating liquid ,
- t—heating time [s].
- Nu—Nusselt number, expresses the ratio of the heat rate due to convection to the heat transfer rate due to conductivity [-],
- Re—Reynolds number, a measure of flow turbulence [-],
- Pr—Prandtl number, the ratio of a fluid’s viscosity to its thermal conductivity [-],
- —simplex viscosity, the ratio of the viscosity of the liquid at the temperature of the liquid to the viscosity of the liquid at the temperature of the flowing wall [-],
- A,B,C,D—coefficients depending on, among others, layout geometry [-].
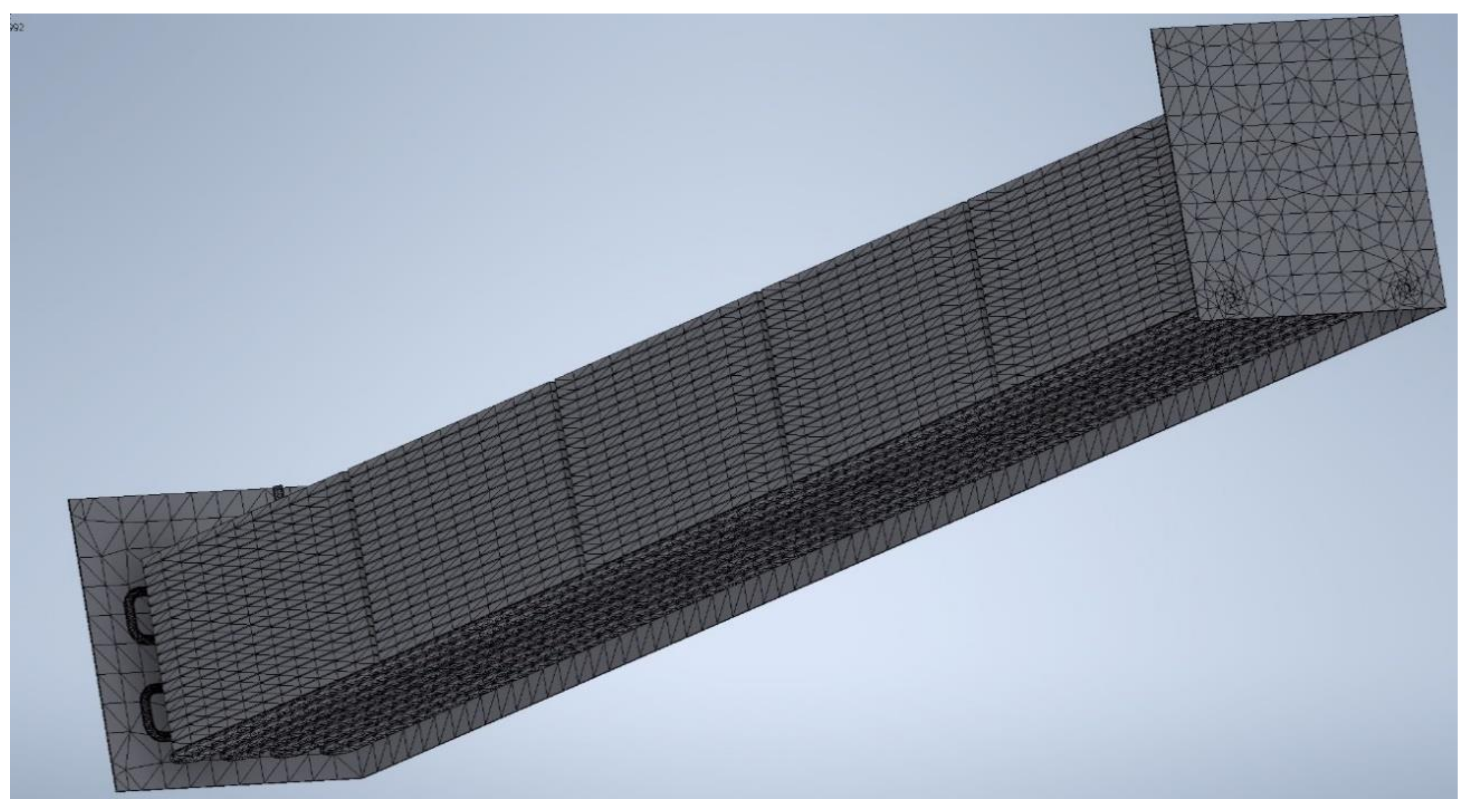
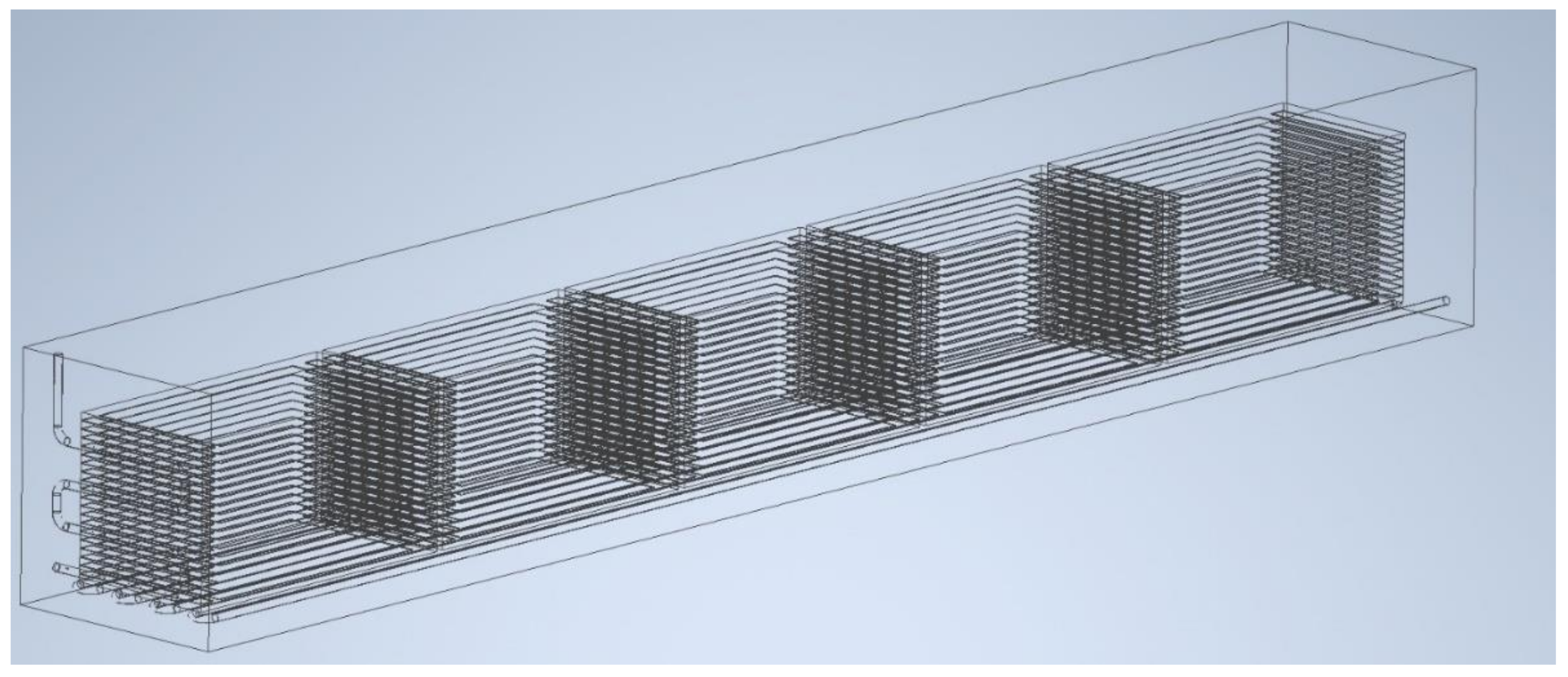
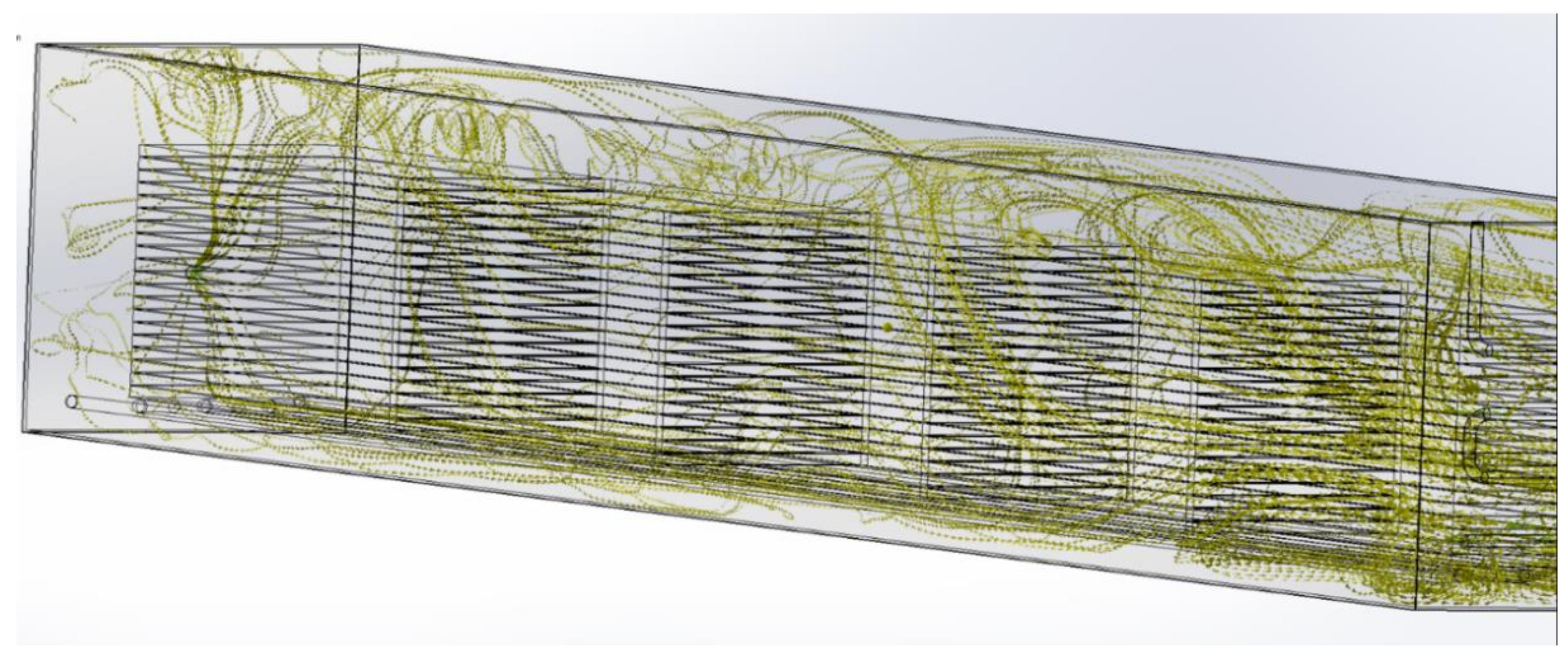
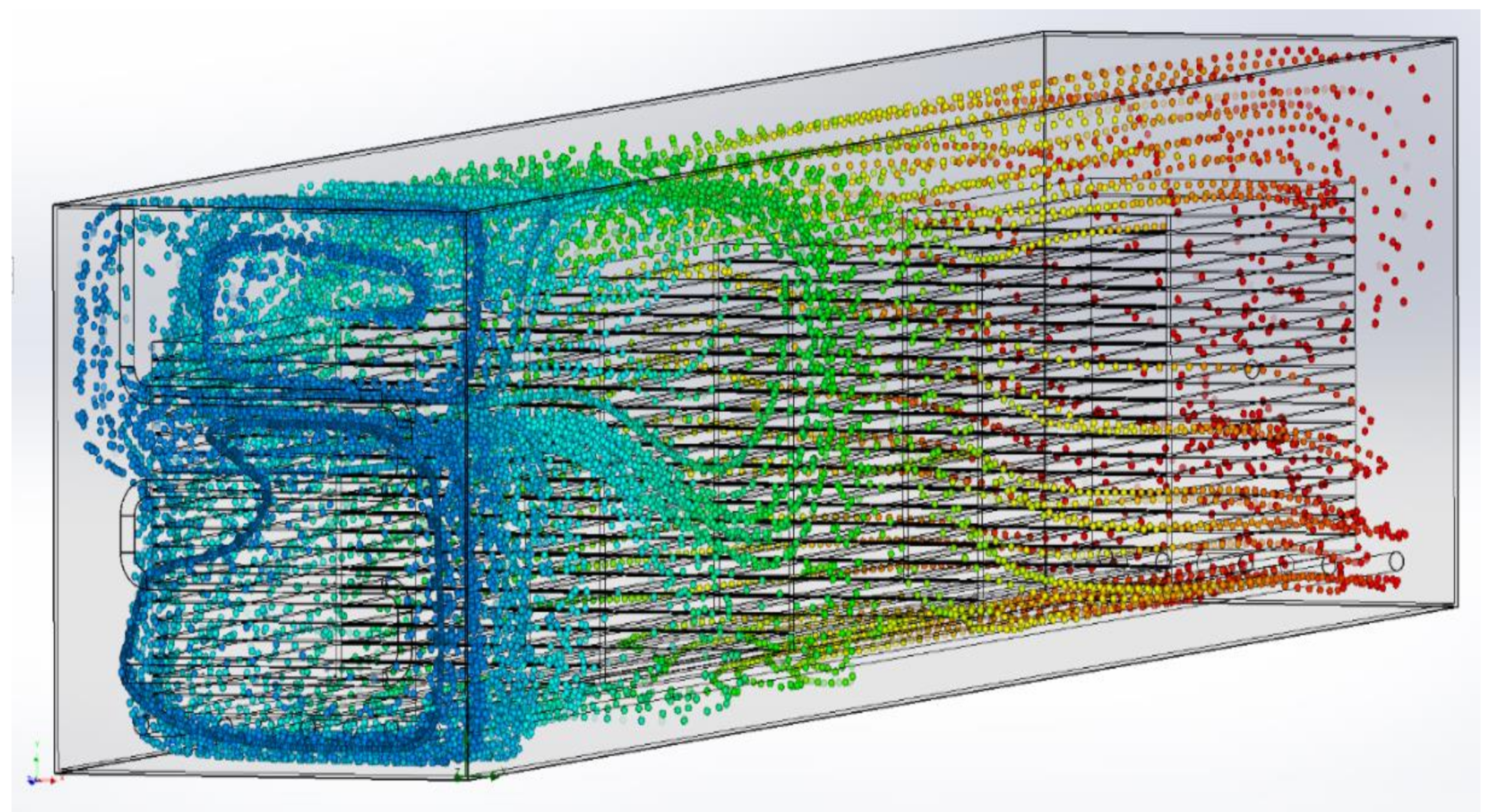
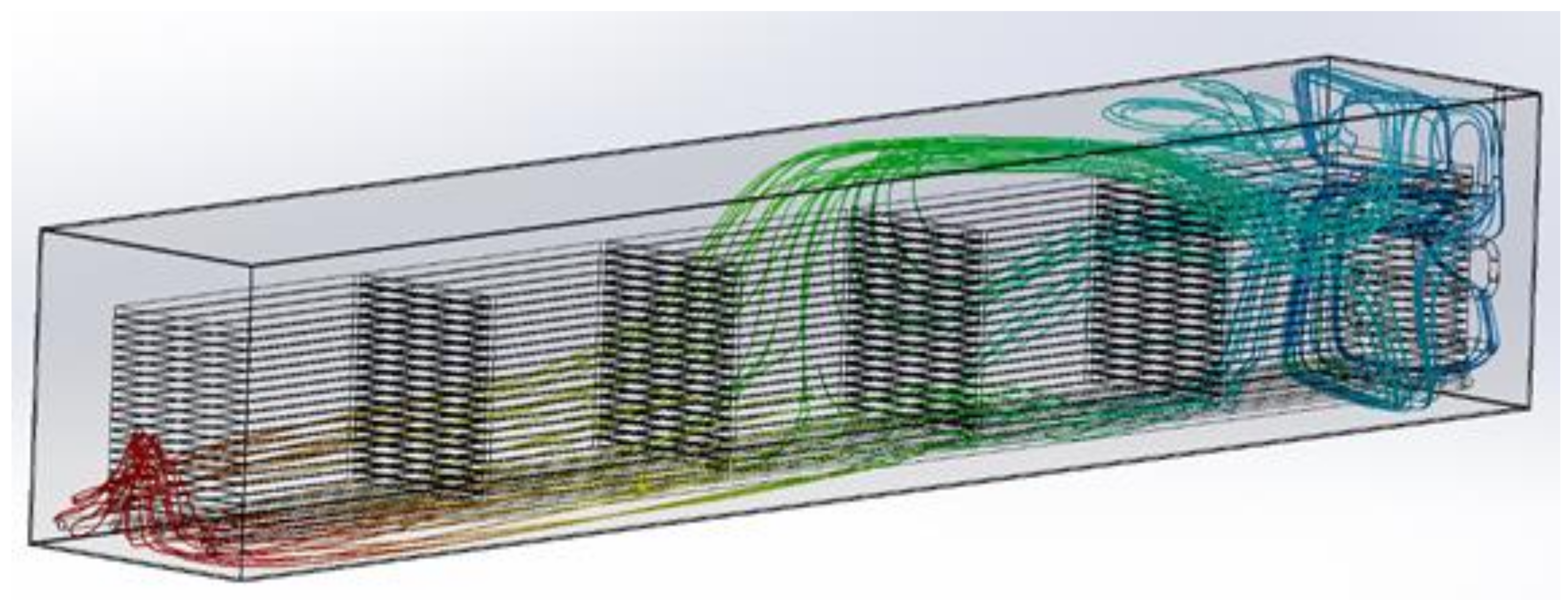
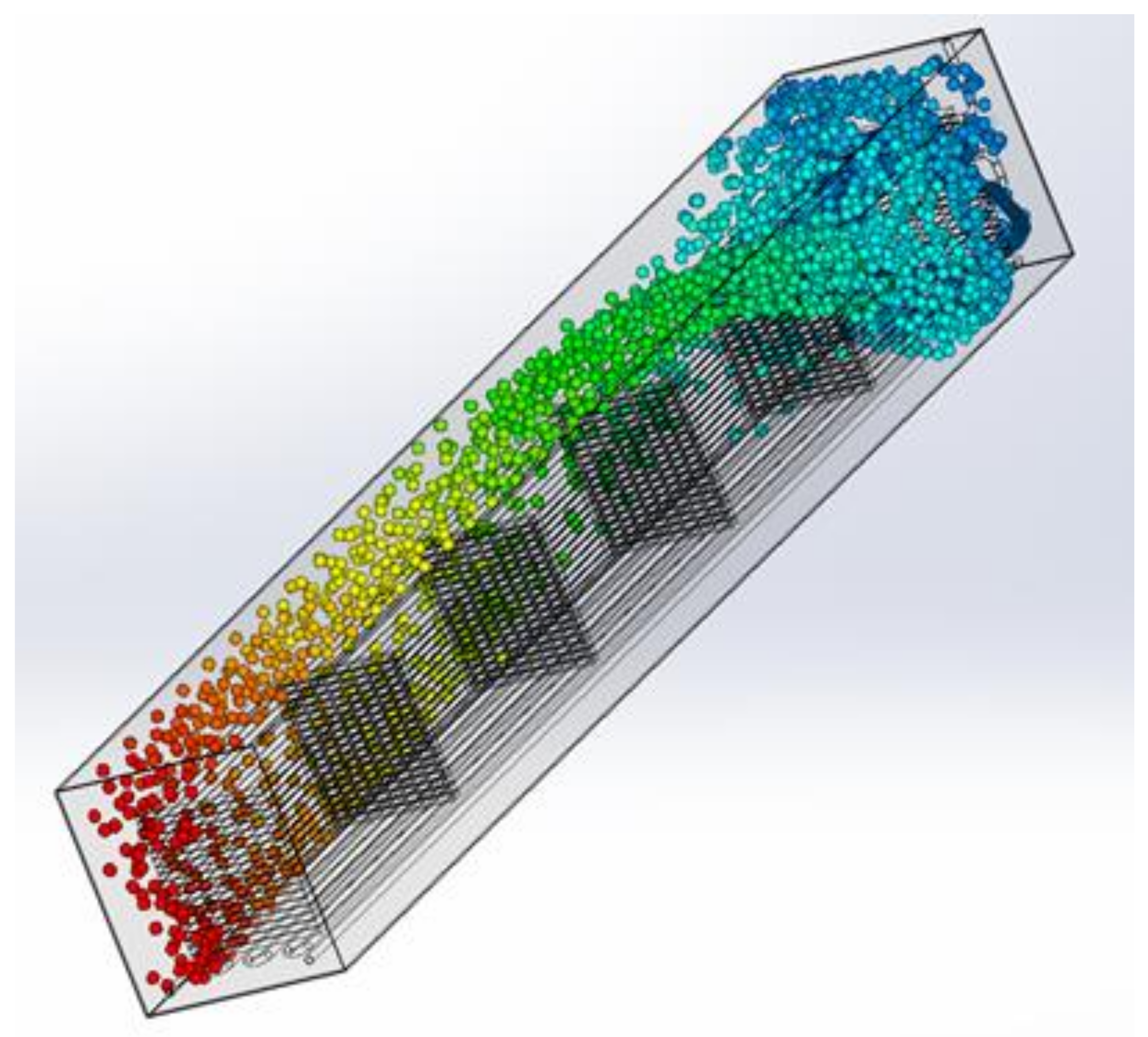
4.2. CFD Simulation of the Flow inside the Bathtub
- the geometry is possibly consistent with the real one,
- the liquid inlet velocity into the diffuser at the centerline of the tube is two meters per second. This is the standard velocity of the compressed fluid in the pipe elements assumed during the design,
- the temperature of the liquid inside the bath is 35 °C. It is the operating temperature of the device assumed earlier. Due to the aforementioned high complexity of the model, it was decided that the flow during cold liquid heating would not be simulated,
- phenomena related to gravitational interaction and cavitation were taken into account during the simulation,
- During the simulation, it was assumed that all elements of the device were not moving. The effects related to device vibration were also not considered.
5. Conclusions
- The calculations and simulations performed show that it meets the requirements of mechanical and chemical resistance, and allows for continuous and safe operation.
- The logical and mathematical analysis carried out allows us to adopt positive conclusions regarding the potential benefits of modifying the current method of carrying out the process, as well as operating parameters.
- These benefits include shorter operating times, a higher and more reproducible product quality, and the management of process waste, such as wood waste, that powers the reheating furnace.
- On the basis of the tests carried out, it was found that the repeatability of the process was modified in the case of the apparatus, which is strictly determined by weather conditions and temperature.
- The introduced changes resulted in obtaining the repeatability of product parameters both between product parts and within one process (within one process). The efficiency of the process is also significantly increased, which allows both to achieve an increased product quality.
- Made as part of the computer program, the optimization of parameters was also issued on the basis of the assumed equal impregnation and minimization of the risk of obtaining products of unsatisfactory quality.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krzysik, F. Nauka o drewnie; Pañstwowe Wydawnictwo Naukowe: Warszawa, Poland, 1978. [Google Scholar]
- PN-EN 335:1996; Trwałość Drewna i Materiałów Pochodnych. Definicja Klas Zagrożenia Ataku Biologicznego. Polski Komitet Normalizacyjny: Warsaw, Poland, 1996.
- Piasecki, M.; Wiejak, A. Metoda badania skuteczności ochrony drewna budowlanego przed działaniem mikroorganizmów glebowych. Pr. Inst. Tech. Bud. 2005, 34, 45–54. (In Polish) [Google Scholar]
- Ważny, J.; Karyś, J. Ochrona Budynków Przed Korozją Biologiczną; Warszawa 2001. ISBN 8321342051. Available online: https://sklep.drewno.pl/produkty/ksiazki/ochrona-drewna/ochrona-budynkow-korozja-biologiczna/ (accessed on 1 February 2023). (In Polish).
- Lutomski, K. Metody badań chemicznych środków ochrony drewna i technologii ich stosowania: Wydaw. Akademii Rolniczej im. Augusta Cieszkowskiego, Poznań. 2002. Available online: https://fbc.pionier.net.pl/details/nnlX43w (accessed on 1 February 2023). (In Polish).
- Lutomski, K. Metody badań chemicznych środkow ochrony drewna i technologii ich stosowania. Poznań. 1981. Available online: https://w.bibliotece.pl/57217/Metody+bada%C5%84+chemicznych+%C5%9Brodk%C3%B3w+ochrony+drewna+i+technologii+ich+stosowania (accessed on 1 February 2023). (In Polish).
- Lutomski, K. Impregnacja drewna metodami kapieli w chemicznych srodkach ochronnych. Przemysł Drzewny 2000, 51, 22–24. Available online: http://yadda.icm.edu.pl/yadda/element/bwmeta1.element.agro-article-f4484173-d184-4d22-8c46-d11c6ee1fb3a (accessed on 1 February 2023). (In Polish).
- Małozięć, D. Metody impregnacji ochronnej drewna. Ogólnopolskie Seminarium CNBOP Józefów. 2008. Available online: https://www.cnbop.pl/en (accessed on 1 February 2023).
- PL 191467 Agent for the Protective Treatment of Wood and a Method for the Protective Treatment of Wood. Application No. 345611, 2 January 2002.
- Kundzewicz, A. Rzeczywistość impregnacji drewna budowlanego w Polsce. Przemysł Drzewny 2011, 62. Available online: http://yadda.icm.edu.pl/yadda/element/bwmeta1.element.dl-catalog-fdc6f4d4-551f-455a-8a96-91b7b3db7af0 (accessed on 1 February 2023).
- FOBOS Home Page, FOBOS M-4 Datasheet. Available online: https://www.impregnatyfobos.pl/fobos-m4 (accessed on 1 February 2023).
- PN-EN 10296-1; Wymiary i Tolerancje dla Wybranych Typów rur Zgodnych z Normą. Polski Komitet Normalizacyjny: Warszawa, Poland, 2006.
- PN-EN 12667:2002; Właściwości Cieplne Materiałów i Wyrobów Budowlanych. Określanie Oporu Cieplnego Metodami Osłoniętej Płyty Grzejnej i Czujnika Strumienia Cieplnego. Wyroby o Dużym i Średnim Oporze Cieplnym. Polski Komitet Normalizacyjny: Warszawa, Poland, 2002.
- Katopodes, N. Free-Surface Flow. Environmental Fluid Mechanics; Butterworth-Heinemann: Oxford, UK, 2019; ISBN 978-0-12-815489-2. [Google Scholar]
- Miller, C. The Stokes-Einstein Law for Diffusion in Solution. Proc. R. Soc. Lond. A 1924, 106, 724–749. [Google Scholar] [CrossRef]
- Carbonell, R.; Whitaker, S. Heat and Mass Transfer in Porous Media. Fundamentals of Transport Phenomena in Porous Media. NATO ASI Ser. 1984, 82, 121–198. [Google Scholar] [CrossRef]
- My Floor Home Page, Encyklopedia drewna: Wilgotność. Available online: https://myfloor.pl/poradniki/encyklopedia-drewna-wilgotnosc/ (accessed on 1 February 2023).
- Powiatowe Centrum Edukacji Zawodowej Home Page, Wykonywanie plastycznej obróbki drewna. Available online: http://www.pcez-bytow.pl/download/plk/iii-2-tydzien-wykonywanie-plastycznej-obrobki-drewna.pdf (accessed on 1 February 2023).
- Drewno z przymrużeniem oka, Zupa z drewna–czyli……? Available online: https://drewnozprzymruzeniemoka.blog/2018/06/06/zupa-z-drewna-czyli/ (accessed on 1 February 2023).
- Święch, D. Wpływ temperatury na szybkość reakcji chemicznej, E-podręczniki AGH. 2019. Available online: https://epodreczniki.open.agh.edu.pl/tiki-index.php?page=Wp%C5%82yw+temperatury+na+szybko%C5%9B%C4%87+reakcji+chemicznej (accessed on 1 February 2023).
- Piersa, P.; Szufa, S.; Czerwińska, J.; Ünyay, H.; Adrian, Ł.; Wielgosinski, G.; Obraniak, A.; Lewandowska, W.; Marczak-Grzesik, M.; Dzikuć, M.; et al. Pine Wood and Sewage Sludge Torrefaction Process for Production Renewable Solid Biofuels and Biochar as Carbon Carrier for Fertilizers. Energies 2021, 14, 8176. [Google Scholar] [CrossRef]
- Adrian, Ł.; Szufa, S.; Piersa, P.; Mikołajczyk, F. Numerical Model of Heat Pipes as an Optimization Method of Heat Exchangers. Energies 2021, 14, 7647. [Google Scholar] [CrossRef]
- Siuda, R.; Kwiatek, J.; Szufa, S.; Obraniak, A.; Piersa, P.; Adrian, Ł.; Modrzewski, R.; Ławińska, K.; Siczek, K.; Olejnik, T.P. Industrial verification and research development of lime-gypsum fertilizer granulation method. Minerals 2021, 11, 119. [Google Scholar] [CrossRef]
- Adrian, Ł.; Szufa, S.; Piersa, P.; Kuryło, P.; Kurowski, K.; Pochwała, S.; Mikołajczyk, F.; Obraniak, A.; Stelmach, J.; Wielgosiński, G.; et al. Analysis and evaluation of heat pipe efficiency to reduce low emission with the use of working agents r134a, r404a and r407c, r410a. Energies 2021, 14, 1926. [Google Scholar] [CrossRef]
- PN-N-02101:1955; Normalna temperature odniesienia. Polski Komitet Normalizacyjny: Warszawa, Poland, 1955. (In Polish)
- Siczek, K.; Siczek, K.; Piersa, P.; Adrian, Ł.; Szufa, S.; Obraniak, A.; Kubiak, P.; Zakrzewski, W. The comparative study on the Li-S and Li-ion batteries cooperating with the photovoltaic array. Energies 2020, 13, 5109. [Google Scholar] [CrossRef]
- Kryszak, D.; Bartoszewicz, A.; Szufa, S.; Piersa, P.; Obraniak, A.; Olejnik, T.P. Modeling of Transport of Loose Products with the Use of the Non-Grid Method of Discrete Elements (DEM). Processes 2020, 8, 1489. [Google Scholar] [CrossRef]
- Stelmach, J.; Kuncewicz, C.; Szufa, S.; Jirout, T.; Rieger, F. The Influence of Hydrodynamic Changes in a System with a Pitched Blade Turbine on Mixing Power. Processes 2021, 9, 68. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Moisture Content [%] | Value of the Surface Mass Emission Factor (T = 20 °C) [10−6 m/s2] | Value of the Surface Mass Emission Factor (T = 40 °C) [10−6 m/s2] | Increase [%] |
|---|---|---|---|---|
| Pine wood | 15 | 2.38 | 5.14 | 116 |
| Pine wood | 30 | 1.58 | 2.36 | 49 |
| Pine wood | 60 | 0.69 | 1.22 | 77 |
| Oak | 15 | 2.42 | 6.02 | 149 |
| Oak | 30 | 1.22 | 2.09 | 71 |
| Oak | 60 | 0.63 | 1.17 | 86 |
| Maple | 15 | 3.74 | 5.87 | 57 |
| Maple | 30 | 1.35 | 2.25 | 67 |
| Maple | 60 | 0.59 | 1.38 | 134 |
| Starting Temperature [°C] | Real Conditions | Calculated Time to Reach Process Temperature [h] |
|---|---|---|
| −10 | A frosty day, tanks placed outside the buildings | 1.60 |
| 14 | The minimum temperature in the work rooms permitted by the law | 1.01 |
| 20 | Normal reference temperature acc. PN-N-02101:1955 [25] | 0.88 |
| 30 | Hot day | 0.66 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adrian, Ł.; Szufa, S.; Mikołajczyk, F.; Piersa, P.; Głogowski, M. Improving the Energy Efficiency of Equipment for the Impregnation of Roof Trusses—Modeling and Practical Implementation. Sustainability 2023, 15, 4261. https://doi.org/10.3390/su15054261
Adrian Ł, Szufa S, Mikołajczyk F, Piersa P, Głogowski M. Improving the Energy Efficiency of Equipment for the Impregnation of Roof Trusses—Modeling and Practical Implementation. Sustainability. 2023; 15(5):4261. https://doi.org/10.3390/su15054261
Chicago/Turabian StyleAdrian, Łukasz, Szymon Szufa, Filip Mikołajczyk, Piotr Piersa, and Michał Głogowski. 2023. "Improving the Energy Efficiency of Equipment for the Impregnation of Roof Trusses—Modeling and Practical Implementation" Sustainability 15, no. 5: 4261. https://doi.org/10.3390/su15054261
APA StyleAdrian, Ł., Szufa, S., Mikołajczyk, F., Piersa, P., & Głogowski, M. (2023). Improving the Energy Efficiency of Equipment for the Impregnation of Roof Trusses—Modeling and Practical Implementation. Sustainability, 15(5), 4261. https://doi.org/10.3390/su15054261