Abstract
In industrial processes, control charts are useful tools to monitor the quality of products and detect possibly out-of-control processes. While many types of control charts have been available for data analysts, they were developed by assuming that the variables are precisely measured. In applications, however, measurement error is ubiquitous when data are falsely recorded by investigators or imprecisely collected by unadjusted machines. Even though the impacts of measurement error for different types of control charts have been explored, error-corrected control charts are still unavailable. In this study, we propose a new dispersion control chart with error correction to fill out this research gap. Our key idea is to convert the observed distribution-free process variables into a flexible sign statistic, and then adopt a function to adjust the measurement error effects on the sign statistic. Finally, we develop an exponentially weight-moving average dispersion control chart with measurement error correction based on the corrected sign statistic. The proposed error-corrected dispersion control chart not only eliminates measurement error effects, but also provides more reliable control limits for monitoring process dispersion. Throughout the numerical examination, we find that the proposed error-corrected dispersion control chart is effective in handling moderate and large levels of measurement error and shows good out-of-control detection performance. Finally, the proposed error-corrected dispersion control chart is implemented in the semiconductor data.
1. Introduction
Statistical process control (SPC) is a useful tool to maintain the quality of the product and detect possibly out-of-control (OC) processes. Many methods have been developed and widely applied since the work of Shewhart [1], including the chart used to monitor the mean of the process, and or chart adopted to monitor the dispersion of the process. However, they are not sensitive to detecting small shifts. To remedy this, Robert [2] proposed an exponentially weighted moving average (EWMA) chart, which improves out-of-control detection performance against the Shewhart control chart for the mean and dispersion with small shifts.
Another critical concern of Shewhart charts is the requirement of the normally distributed data, which is usually violated in applications. To improve this shortcoming, several distribution-free methods have been explored. To name a few, Amin et al. [3] proposed the sign chart based on sign-test statistics to control process center and variability. Bakir [4,5] proposed the Shewhart type that is based on the sign test or signed ranks of grouped observations to monitor a process center. These charts do not require the distribution to be symmetric, and they are applicable in various situations. Yang et al. [6] proposed the nonparametric EWMA sign chart to monitor the process target. Yang et al. [7] proposed the nonparametric EWMA sign chart to monitor the process mean. Chowdhury et al. [8] proposed the Shewhart–Cucconi (SC) chart to monitor a process location and scale. Although these methods address the issue of requiring normality assumptions, they may not necessarily perform better when the sample size is large. Yang and Arnold [9,10] developed a distribution-free dispersion control chart, whose monitoring statistic will not be influenced by out-of-control mean. Tang et al. [11] proposed an AEWMA median chart with known or estimated parameters to monitor the mean value. Riaz et al. [12] proposed an NPSNDH control chart based on sign test statistics to monitor process location. These charts solve the issue of distributional assumptions but, unfortunately, cannot be directly applied in more general situations that involve measurement errors.
Those existing methods are under the assumption that data are precisely measured. In applications, however, measurement error is ubiquitous when data are falsely recorded by the investigators or imprecisely collected by unadjusted machines. This feature may incur the wrong conclusion or induce an incorrect control chart. In the past literature, measurement error effects have been investigated based on several types of control charts. For example, for location and scale processes, Mittag and Stemann [13] proved stochastic measurement error has considerable effects on Shewhart control charts. Linna and Woodall [14] examined measurement error effects on Shewhart and charts by using covariable models and linearly increasing variance models. Stemann and Weihs [15] compared the ability of the EWMA- chart and the Shewhart chart with measurement error and found that the EWMA- chart is superior. To monitor the mean process with measurement error, Maravelakis et al. [16] examined the effect of measurement error on EWMA- charts for mean by using a covariable model, multiple measurements, and a linearly increasing variance model. Abbas et al. [17] proposed EWMA control charts using auxiliary variables in the form of regression estimates to monitor process means. Daryabari et al. [18] examined measurement error effects on the Maximum Exponentially Weighted Moving Average and Mean Squared deviation (MAX EWMAMS) control chart, which can monitor mean and variance processes; Noor-ul-Amin et al. [19] examined measurement error effects with an auxiliary variable for EWMA-Z control charts by using a covariable model, multiple measurements, and a linearly increasing variance model. Asif et al. [20] described measurement error effects on the hybrid exponentially weighted moving average (HEWMA) control chart by using a covariable model, multiple measurements, and a linearly increasing variance model. Huwang and Hung [21] examined the effect of measurement error on the sample generalized variance chart and the likelihood ratio test chart for monitoring multivariate process variability. Nojavan et al. [22] examined the effect of measurement error on Mann–Whitney and signed-rank charts for monitoring the process center when the distribution is unknown. While these methods discuss the effect of different measurement error models on control charts, they do not provide suitable strategies to correct for measurement error effects.
In addition to continuous random variables, control charts subject to error-prone binary random variables have also been explored. For example, Case [23] showed that inspection error rates affected the OC curve of a control chart and proposed the compensating chart to make the actual OC curve into the proximity of the desired OC curve. Lu et al. [24] examined the effect of inspection error on run-length control charts and presented the adjusted control limits for the run-length charts to partially compensate for the shifts of the average number inspected (ANI) curves with inspection error. Shu and Wu [25] used fuzzy set theory to construct a fuzzy- control chart and monitor the imprecise fraction of nonconforming items. Daryabari [26] examined the performance of the Bernoulli CUSUM chart in the presence of measurement error. Chen and Yang [27] proposed an error-corrected EWMA control chart to monitor the changes in defection rate. These methods examine or correct for the impacts of measurement error on control charts, providing us with a good direction for addressing the issue of measurement error.
Although some methods have been developed to reduce the effect of measurement error, such as Case [23], Shu and Wu [25], and Chen and Yang [27], few approaches are available to correct for measurement error effects when monitoring continuous random variables. Most methods assume the true quality characteristics and the measurement error are normal distributions. On the contrary, a few studies only discuss the effect of measurement error on process dispersion. Therefore, we propose a new approach to correct measurement error effects for monitoring process dispersion. Specifically, we apply the dispersion statistic of the sign chart proposed by Yang and Arnold [9,10] to transform continuous random variables into discrete ones. After that, we develop an error-corrected EWMA variance control chart by adopting a corrected proportion (e.g., Chen and Yang [27]). Our contribution is to propose an error-eliminated and distribution-free dispersion control chart, which provides reliable control limits and effectively detects out-of-control processes.
The remainder is organized as follows. In Section 2, following Yang and Arnold [10], we introduce the general framework of the EWMA variance chart and discuss measurement error effects for the EWMA variance chart. We also propose a valid approach to correct measurement error effects. To assess the performance of detecting out-of-control process dispersion, we examine the out-of-control average run length () and compare the performance of the EWMA variance with/without measurement error correction in Section 3. In Section 4, we examine the robustness of the proposed chart by considering different distributions of true observation and various levels of measurement error. In Section 5, we apply the proposed variance control chart to analyze the SECOM data set from the UCI Machine Learning Repository [28] and compare the detection performance with the EWMA variance chart with measurement error. A summary is given in Section 5.
2. Using the Error-Corrected EWMA Variance Chart to Monitor Process Dispersion
2.1. Design of the EWMA Variance Chart
Yang and Arnold [9,10] proposed a dispersion monitoring statistic whose variance will not be influenced by the out-of-control mean and integrated it with the sign test method to construct the distribution-free EWMA dispersion control charts. We adopted the general framework of the EWMA dispersion control chart in Yang and Arnold [9,10], and described it as follows.
Let be the sample size, and let denote the number of sampling periods. For the sampling period and the observation with and , let be continuous random samples coming from an in-control continuous process with unknown distribution and variance .
To monitor the process variance under the unknown distribution, we can use the sign method to convert the continuous variable to a binary variable. Specifically, under the in-control process, define
for a fixed and . Based on the transformation (1), we denote as the random variable of the in-control process, then we obtain . We can see that the statistic is an unbiased estimator of , and it will not be influenced by the mean of .
Moreover, by (1), define an indicator function
Denote as the sum of indicators of function at the sampling period, i.e.,
where for the in-control process.
From (3), let
To monitor the variance process, we can construct an EWMA variance chart based on (4), and the EWMA statistic at time is defined as
for , where is a smoothing parameter, and .
We let the starting EWMA charting statistic, , , be the mean of , i.e., . The mean and the variance of are, respectively, derived as
and
Assume that there is an upward or downward out-of-control process dispersion; hence, two one-sided EWMA variance charts are considered. The control limits ( and ) of the two one-sided EWMA variance charts are, respectively, as follows.
and
where and are determined to satisfy the preset in-control average run length ().
To calculate the and , we first define run length (), which is the first number of points that will point beyond the control limits. The average run length () is the mean of . With given the , one can adopt a numerical algorithm summarized in Algorithm 1 to determine and .
To assess the performance of process monitoring, we primarily examine the , in-control median run length (), and in-control standard deviation of run length (), denoted as and . We employ Monte Carlo simulation to compute , , , and let , , denote resulting values. The is usually set as and . In this study, we set . In principle, larger values of indicate we need more to ensure the is precise enough and close to prespecified . Generally, the distribution of is skewed; hence, is a robust version of the , and we can use to measure the central tendency.
We further adopt the algorithm in Appendix A to run the simulation and assess the control limits of the EWMA variance chart ( and ), considering , and . Numerical results are placed in Table 1, where some values of do not exist since may not converge under small and . We find that the widths of the two control charts become narrower when or the sample size increases.

Table 1.
The and of the two one-sided EWMA variance charts with and for various .
2.2. The EWMA Variance Chart with Measurement Error
In applications, instead of observing , we usually collect the surrogate version of , denoted as . To characterize and , we adopt the classical measurement error model
where is a random sample with and for some positive constant . We assume that is independent of . By (8), it is straightforward that the variance of is equal to .
To construct the variance control chart with measurement error, we can use the same method in Section 2.1, and define
and
for fixed and .
Similarly, let denote the observed in-control random variable, then we obtain .
We denote as the sum of at the sampling period, i.e.,
where is an error-prone probability based on the in-control process.
To find the relationship between and , we need to analyze the possible relative situations for and . There are four situations, (1) given , and , (2) given , and , (3) given , and , and (4) given , and . For (1) and (2) situations, we can define their proportions as
Hence,
We may derive the relationship of and is
Denote the error-prone proportion statistic is
The EWMA statistic with measurement error based on the statistic is given by
for , where is a smoothing parameter, .
The starting EWMA charting statistic for , , is given by . Therefore, the mean and the variance of are
Consequently, we can construct the two one-sided EWMA variance charts with measurement error as follows.
and
where and are determined to satisfy the preset . and can be determined by the similar steps in the algorithm in Appendix A. Compared with (6) and (14) or (7) and (15), the key difference is the involvement of the error-prone proportion . Since is different from due to measurement error (8), it is expected to see that two one-sided control limits (14) and (15) can be contaminated by measurement error, yielding unreliable detection. The calculated , and of the EWMA variance chart with measurement errors are denoted as , , and .
To see the impact of measurement error on or , we find values of and under the prespecified , , and . Here, we assume that, from historical experience, . From (11), given , are calculated and . Similar to the findings in Section 2.1, there are some values of that do not exist (see Table 2). From Table 2, we find that the widths of the two control charts become narrower when or the sample size increases. Compare the widths of the control limits of the EWMA variance chart with and without measurement error, say (, ) with (, ), we find that the width of the control limits with measurement error ( and ) is larger. It indicates the out-of-control detection ability of the EWMA variance chart with measurement error would be worse than that of the true EWMA variance chart.
Table 2.
The and of the two one-sided EWMA variance charts with measurement error for , , and various .
2.3. Design of the Error-Corrected EWMA Variance Chart
In Section 2.2, we find that the proposed EWMA variance chart with measurement error may induce worse out-of-control detection performance. To remedy this, we aim to propose a method to correct for measurement error effects.
From (11), we know the relationship of and , but we have no information on the true value of . Hence, we let be the estimator of . Because we know the relationship of and , we may derive the relationship of and as
Consequently, the error-corrected estimate is
The error-corrected statistic used to estimate the true statistic using is expressed as
Hence, the mean and variance of are, respectively, given by
The charting statistic of the error-corrected EWMA variance chart is
for time , where is a smoothing parameter, .
The starting value of , , is given by . The mean and the variance of are, respectively, given by
Based on the mean and variance of , the control limits of the two one-sided error-corrected EWMA variance charts are expressed as follows.
and
where and are determined to satisfy the preset .
The calculated , , and of the error-corrected EWMA variance chart are denoted as , and . To assess the performance of corrected control charts, we mainly examine the setting , , and with the prespecified .
Numerical results, including , , , , , , and , are summarized in Table 3.
Table 3.
The and of the two one-sided error-corrected EWMA variance charts with , , , and various .
Table 3 shows that the values of do not exist when 0.5n = 1, 2, and the widths of the two control charts become narrower when or the sample size increases. Compared with Table 1, Table 2 and Table 3, we find that the values of the error-corrected control limits ( and ) in Table 3 are much closer to the reality control limits ( and ) in Table 1 than the control limits with measurement error ( and ). It is evidence that the control limits of the error-corrected EWMA variance charts are reliable for monitoring process dispersion when measurement error exists in the process.
3. Performance of the Error-Corrected EWMA Variance Chart
To assess the out-of-control detection performance of the proposed error-corrected charts, we conduct for the out-of-control dispersion, denoted . Detailed steps for computation are shown in Algorithm 2. In principle, the smaller value of means the better detection ability for a control chart.
We follow the setting in Section 2 to generate out-of-control samples. After that, we apply the control limits obtained in Section 2 to evaluate . The calculated of the EWMA variance chart without measurement error, with measurement error, and error-corrected EWMA variance chart are denoted as , , and . Hence, we use and to calculate , use and to calculate , and use and to calculate .
When the process is out-of-control, the process variance of true value shifts from to . Denote as the out-of-control random variable, then . The process variance of the observed value shifts from to and denote as the out-of-control random variable, then . Denote the out-of-control proportions for the process without and with measurement error as and , respectively. Same as Section 2, the relationship of and can be rewritten as follows.
Here, we assume that the values of and are the same as in Section 2.
Let to be the estimator of . Similarly, we know the relationship of and is
Consequently, the error-corrected estimate is .
To see the impact of measurement error on , we prespecify , , , , and . From (19) and (20), given , are calculated and , and given , are calculated and . We further find that =.
Table 4, Table 5 and Table 6 illustrate the resulting s of the three charts. When (or or ) is far away from (or or ), the (or or ) decreases. We compare the out-of-control detection performance of the proposed error-corrected EWMA variance chart and the EWMA variance chart with and without measurement error. We find that is very closer to and is smaller than , which indicates that the error-corrected EWMA variance chart can detect the out-of-control process correctly, and almost has the same detection ability as that of the EWMA variance chart without measurement error. The EWMA variance chart with measurement error detects the out-of-control variance inefficiently. That is, the larger measurement error leads to a worse out-of-control detection ability. It is evidence to show the impact of measurement error on detecting the out-of-control variance.
Table 4.
The s of the three EWMA variance charts when , , , and .
Table 5.
The s of the three EWMA variance charts when , , , and .
Table 6.
The s of the three EWMA variance charts when , , , and .
4. Example
In this section, we implement the error-corrected EWMA variance control chart to analyze the SECOM data that are available in the UC Irvine Machine Learning Repository [28]. A complex modern semiconductor manufacturing process is normally under consistent surveillance via the monitoring of signals/variables collected from sensors and/or process measurement points. The data set includes variables, in-control data, and out-of-control data. To demonstrate the application of the proposed variance control chart, we take the second variable column as a quality variable with measurement error. For in-control observed data , we take in-control observations. We take samples of size for the observations. We do not need to know the distribution of . Based on the samples from the in-control process, the empirical estimate of is given by .
For out-of-control observed data , we take out-of-control observations. We take nine samples of size for the observations. We do not need to know the distribution of either. The empirical estimator of the out-of-control variance is given by . Hence, . We find the out-of-control variance is much larger than the in-control variance. Hence, we only consider the one-sided EWMA variance chart with the .
is the sample proportion of for and . The estimate of is using . The of the of the EWMA variance control chart with measurement error is and for and . For constructing the error-corrected variance control chart, we need to know the two proportions of truly classified and . We specify several combination values for and examine the impact of measurement error. In this study, we specify , and consider , and . Hence, the corresponding error-corrected proportion is , and . By implementing the estimate procedure in Section 2.3, the error-corrected and under , and are summarized in Table 7.
Table 7.
The and based on error-corrected EWMA variance chart for SECOM data under .
Figure 1 is the EWMA variance charts with measurement error for monitoring the in-control samples and the out-of-control samples. The EWMA variance chart with measurement error detects out-of-control signals in the fifth sample. Figure 2 is the error-corrected EWMA variance charts with different values of for the same data and the error-corrected EWMA variance charts detect out-of-control signals in the fourth sample under , in the third sample under and . Therefore, the ability of the out-of-control detection performance of the error-corrected EWMA variance chart is better than the EWMA variance chart with measurement error in this example.
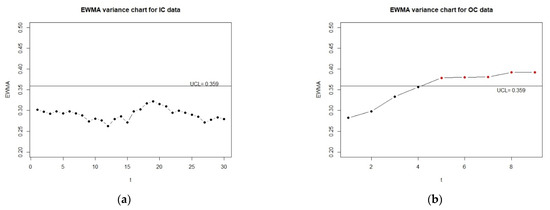
Figure 1.
(a) In-control SECOM data; (b) out-of-control SECOM data. The monitoring results of the variance control chart with measurement error for SECOM data.
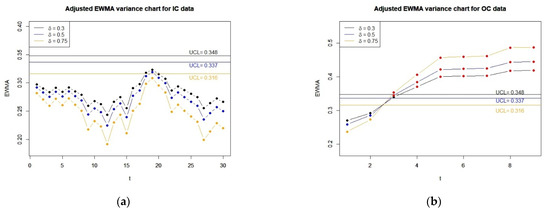
Figure 2.
(a) In-control SECOM data; (b) out-of-control SECOM data. The monitoring results of the error-corrected control chart for SECOM data.
5. Conclusions
In this paper, we develop a new variance control chart with the correction of measurement error for a distribution-free continuous observed quality variable. Our idea is to consider the EWMA variance chart for a process with non-normal or unknown distribution and investigates the effects of measurement error on the EWMA variance chart. To correct the effects of measurement error, we propose the error-corrected variance control chart. Numerical results justify the validity of the proposed error-corrected variance control chart. The control limits of the error-corrected EWMA variance chart are more reliable, and the corresponding out-of-control detection ability is very close to the EWMA variance chart without measurement error. On the contrary, without suitable correction of measurement error effects, we find that the control limits and the out-of-control detection ability of the variance control chart with measurement error are extremely unreliable, especially when moderate and large levels of measurement error are involved. As commented by a referee, it is interesting to compare with other existing methods to show the advantages of our proposed method. However, to the best of our knowledge, few methods have been available to correct for measurement error effects when constructing control charts. We will keep exploring alternative approaches and then compare them with our method in the near future.
Author Contributions
Conceptualization: S.-F.Y. and L.-P.C.; methodology: S.-F.Y. and L.-P.C.; software: C.-K.L.; validation: S.-F.Y., L.-P.C. and C.-K.L.; formal analysis: C.-K.L.; investigation: S.-F.Y. and L.-P.C.; data curation: C.-K.L.; writing—original draft preparation: C.-K.L., S.-F.Y. and L.-P.C.; visualization: C.-K.L.; supervision: S.-F.Y. and L.-P.C.; funding acquisition: S.-F.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by The National Science and Technology Council, grant number 110-2118-M-004-006 MY2.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The SECOM data can be found in UC Irvine Machine Learning Repository (UCI Machine Learning Repository: SECOM data set).
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
| Algorithm 1 The Monte Carlo simulation steps to find and in and of the EWMA variance chart with given | |
| 1: | Given in-control , , and a value of . |
| 2: | Set , with and . |
| 3: | Monte Carlo procedure: |
| 4: | for from 1 to and set perform the following: |
| 5: | Let , and . |
| 6: | Simulate from , and calculate ; |
| 7: | if then |
| 8: | . |
| 9: | end if |
| 10: | if then |
| 11: | . |
| 12: | end if |
| 13: | Give (or ) and calculate (or ); |
| 14: | if (or ), then |
| 15: | take as run length, let . Go to step line 5. |
| 16: | end if |
| 17: | if (or ) then |
| 18: | . Go to line 6. |
| 19: | end if |
| 20: | end for |
| 21: | Calculate , take it to be the estimator of the , denoted as , and determine (or ) by , subject to . |
| 22: | return (or ). |
| Algorithm 2 The Monte Carlo simulation steps to calculate for | |
| 1: | Given out-of-control , , , , and (or ), where (or ) is determined by assigned in Algorithm 1.. |
| 2: | if then |
| 3: | we used one-sided , which be calculated by . |
| 4: | end if |
| 5: | if then |
| 6: | we used one-sided , which be calculated by . |
| 7: | end if |
| 8: | Monte Carlo procedure: |
| 9: | for from 1 to and set perform the following: |
| 10: | Let , and . |
| 11: | Simulate from , and calculate ; |
| 12: | if then |
| 13: | . |
| 14: | end if |
| 15: | if then |
| 16: | . |
| 17: | end if |
| 18: | Give (or ) and calculate (or ); |
| 19: | if (or ), then |
| 20: | take as run length, let . Go to step line 10. |
| 21: | end if |
| 22: | if (or ) then |
| 23: | . Go to line 11. |
| 24: | end if |
| 25: | end for |
| 26: | return , and take it to be the estimator of the . |
References
- Shewhart, W.A. Some applications of statistical methods to the analysis of physical and engineering data. Bell Syst. Tech. J. 1924, 3, 43–87. [Google Scholar] [CrossRef]
- Roberts, S.W. Control chart tests based on geometric moving averages. Technometrics 1959, 1, 239–250. [Google Scholar] [CrossRef]
- Amin, R.W.; Reynolds, M.R., Jr.; Saad, B. Nonparametric quality control charts based on the sign statistic. Commun. Stat. Theory Methods 1995, 24, 1597–1623. [Google Scholar] [CrossRef]
- Bakir, S.T. A distribution-free Shewhart quality control chart based on signed-ranks. Qual. Eng. 2004, 16, 613–623. [Google Scholar] [CrossRef]
- Bakir, S.T. Distribution-free quality control charts based on signed-rank-like statistics. Commun. Stat.-Theory Methods 2006, 35, 743–757. [Google Scholar] [CrossRef]
- Yang, S.F.; Lin, J.S.; Cheng, S.W. A new nonparametric EWMA sign control chart. Expert Syst. Appl. 2011, 38, 6239–6243. [Google Scholar] [CrossRef]
- Yang, S.F.; Cheng, T.C.; Hung, Y.C.; Cheng, S.W. A new chart for monitoring service process mean. Qual. Reliab. Eng. Int. 2012, 28, 377–386. [Google Scholar] [CrossRef]
- Chowdhury, S.; Mukherjee, A.; Chakraborti, S. A new distribution-free control chart for joint monitoring of unknown location and scale parameters of continuous distributions. Qual. Reliab. Eng. Int. 2014, 30, 191–204. [Google Scholar] [CrossRef]
- Yang, S.F.; Arnold, B.C. A simple approach for monitoring business service time variation. Sci. World J. 2014, 2014, 238719. [Google Scholar] [CrossRef]
- Yang, S.F.; Arnold, B.C. A new approach for monitoring process variance. J. Stat. Comput. Simul. 2016, 86, 2749–2765. [Google Scholar] [CrossRef]
- Tang, A.; Castagliola, P.; Hu, X.; Sun, J. The adaptive EWMA median chart for known and estimated parameters. J. Stat. Comput. Simul. 2019, 89, 844–863. [Google Scholar] [CrossRef]
- Riaz, M.; Abid, M.; Shabbir, A.; Nazir, H.Z.; Abbas, Z.; Abbasi, S.A. A non-parametric double homogeneously weighted moving average control chart under sign statistic. Qual. Reliab. Eng. Int. 2021, 37, 1544–1560. [Google Scholar] [CrossRef]
- Mittag, H.-J.; Stemann, D. Gauge imprecision effect on the performance of the control chart. J. Appl. Stat. 1998, 25, 307–317. [Google Scholar] [CrossRef]
- Linna, K.W.; Woodall, W.H. Effect of measurement error on Shewhart control charts. J. Qual. Technol. 2001, 33, 213–222. [Google Scholar] [CrossRef]
- Stemann, D.; Weihs, C. The EWMA-XS-control chart and its performance in the case of precise and imprecise data. Stat. Pap. 2001, 42, 207. [Google Scholar] [CrossRef]
- Maravelakis, P.; Panaretos, J.; Psarakis, S. EWMA chart and measurement error. J. Appl. Stat. 2004, 31, 445–455. [Google Scholar] [CrossRef]
- Abbas, N.; Riaz, M.; Does, R.J. An EWMA-type control chart for monitoring the process mean using auxiliary information. Commun. Stat. Theory Methods 2014, 43, 3485–3498. [Google Scholar] [CrossRef]
- Daryabari, S.A.; Hashemian, S.M.; Keyvandarian, A.; Maryam, S.A. The effects of measurement error on the MAX EWMAMS control chart. Commun. Stat. Theory Methods 2017, 46, 5766–5778. [Google Scholar] [CrossRef]
- Noor-ul-Amin, M.; Riaz, A.; Safeer, A. Exponentially weighted moving average control chart using auxiliary variable with measurement error. Commun. Stat. Simul. Comput. 2020, 51, 1002–1014. [Google Scholar] [CrossRef]
- Asif, F.; Khan, S.; Noor-ul-Amin, M. Hybrid exponentially weighted moving average control chart with measurement error. Iran. J. Sci. Technol. Trans. A Sci. 2020, 44, 801–811. [Google Scholar] [CrossRef]
- Huwang, L.; Hung, Y. Effect of measurement error on monitoring multivariate process variability. Stat. Sin. 2007, 17, 749–760. [Google Scholar]
- Nojavan, M.; Alishahi, M.; Rezaee, M.; Rahaee, M.A. The effect of measurement error on the performance of Mann-Whitney and Signed-Rank nonparametric control charts. Qual. Reliab. Eng. Int. 2021, 37, 2365–2383. [Google Scholar] [CrossRef]
- Case, K.E.J. The control chart under inspection error. J. Qual. Technol. 1980, 12, 1–9. [Google Scholar] [CrossRef]
- Lu, X.S.; Xie, M.; Goh, T.N. An investigation of the effects of inspection errors on the run-length control charts. Commun. Stat. Simul. Comput. 2000, 29, 315–335. [Google Scholar] [CrossRef]
- Shu, M.-H.; Wu, H.C. Monitoring imprecise fraction of conforming items using p control charts. J. Appl. Stat. 2010, 37, 1283–1297. [Google Scholar] [CrossRef]
- Daryabari, S.A.; Malmir, B.; Amiri, A. Monitoring Bernoulli processes considering measurement errors and learning effect. Qual. Reliab. Eng. Int. 2019, 35, 1129–1143. [Google Scholar] [CrossRef]
- Chen, L.-P.; Yang, S.-F. A new p-control chart with measurement error correction. Qual. Reliab. Eng. Int. 2023, 23, 81–98. [Google Scholar] [CrossRef]
- McCann, M.; Johnston, A. UCI Machine Learning Repository. Available online: https://archive.ics.uci.edu/ml/datasets/SECOM (accessed on 1 December 2021).


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).