Abstract
With rapid urban development, natural aggregate resources have become scarce and a large number of ageing buildings are being demolished, which has resulted in a significant reduction in natural resources and a large increase in construction waste. Therefore, the reuse of solid waste, including waste powder and recycled aggregate, has attracted more and more attention. Additionally, as a prominent way to alleviate the urban heat island effect and manage stormwater runoff, pervious concrete has been widely studied and applied. In this paper, the effects of waste powder (fly ash, volcanic powder and blast furnace slag) and recycled aggregate (recycled concrete aggregate and recycled brick aggregate) on the mechanical properties, water permeability, water filtration and durability of pervious concrete are summarized and introduced, and some prospects are put forward. From the literature review, it can be found that adding the appropriate amount of solid waste or applying proper treatment methods to solid waste will not bring negative effects; rather, it would even improve the performance attributes of pervious concrete. Therefore, the use of solid waste in pervious concrete has great potential for urban construction and environmental protection.
1. Introduction
It has been reported that more than 4.2 billion tons of cement were produced all over the world in year 2016 [1]. The production of cement increases the emission of carbon dioxide, which causes a serious environmental burden. Some waste powder, such as fly ash produced in thermal power plants, volcanic powder generated in the process of volcanic activity and blast furnace slag generated during high-temperature iron smelting, are very suitable for use as supplementary cementitious materials (SCMs) [2,3,4,5,6]. The reuse of waste powder to replace a portion of cement in mortar or concrete would not only reduce the environmental burden brought by cement production but would also effectively reduce the pollution caused by these waste powders. This is a more environmentally friendly and sustainable method to reduce carbon dioxide emissions [1]. This method of replacing part of the cement with waste powder in a concrete mixture has been applied extensively in studies on waste powder [7,8,9], and it is called the cement replacement method. Schematic diagrams before and after the application of the cement replacement method are illustrated in Figure 1a,b, respectively. It can be seen that the method involves the partial substitution of the cement by waste powder.

Figure 1.
Schematic diagram of cement and aggregate replacement methods.
Additionally, with the rapid development of urbanization, many ageing buildings have to be demolished, which results in a large amount of construction and demolition (C&D) waste. Landfilling is the most common method of disposal, but this also leads to environmental pollution and other problems [10]. In addition, it is increasingly difficult to find suitable sites for landfill, so the cost of landfill is becoming higher and higher. In many countries around the world, huge quantities of old concrete and brick are produced every year [11]. Due to the increase in landfill costs, the scarcity of natural aggregate resources and the increase in construction demand, it has become more and more common to replace parts of natural aggregate with recycled aggregate [12]. As long as the quality of recycled aggregate can be guaranteed, reusing recycled aggregate is a desirable way to solve the environmental problems [13,14]. This method of replacing or partially replacing natural aggregates with recycled aggregates as a raw material for concrete, i.e., the aggregate replacement method, has been extensively researched [15]. A schematic diagram of the aggregate replacement method is shown in Figure 1c. It can be seen that in comparison with Figure 1a, the aggregate replacement method involved only substituting part of the aggregate.
On the other hand, the natural environment changes if buildings and roads are built on it. This turns permeable areas into impermeable areas, which results in a disruption in the natural water cycle [16]. By collecting rainwater and allowing it to seep through the pavement, pervious concrete helps to recharge groundwater and reduce the urban heat island effect. Hence, the application of pervious concrete is an effective means to meet the growing environmental requirements and is a prominent management method for stormwater runoff. Pervious concrete is made with water, cementitious material, coarse aggregate and little or no fine aggregate, which results in a large number of voids, typically with a porosity of 15–25% [17,18,19,20]. Because of its porosity and filtering effect, pervious concrete can also remove some pollutants from rainwater. It has been reported that the pervious concrete pavement in Alcoa City Center in the USA significantly reduced the concentrations of total suspended solids (TSS), nitrite, chemical oxygen demand (COD) and polycyclic aromatic hydrocarbons (PAHs) compared to asphalt pavement [21]. Additionally, the special surface texture of pervious concrete also contributes to the skid resistance of roads [22]. Furthermore, pervious concrete has the functional advantages of sound absorption and noise reduction [23]. However, compared with traditional concrete pavement, its elastic modulus, compressive strength and flexural strength are generally lower [24,25,26,27]. Therefore, pervious concrete is mainly used in light-duty pavements such as sidewalks, parking lots and tennis courts [28].
In tandem with the guidance of sustainable development, more and more solid wastes including waste powder and recycled aggregate are being used as raw materials in pervious concrete to produce environmentally friendly and high-performance pervious concrete [29]. In this paper, the authors introduce and summarize the influence of three types of solid waste powder (fly ash, volcanic ash and blast furnace slag) and two types of recycled aggregate (recycled concrete aggregate and recycled brick aggregate) on the performance attributes of pervious concrete, with the aim to point out subsequent research directions as well as to describe and analyze solutions to the problems and deficiencies in the reuse of waste solid particles, as reported herein.
2. Waste Powder
According to the literature, the annual global consumption of concrete had reached 25 billion tons in 2009 [30]. Cement is an important component of concrete, and the global cement production is approximately 4.1 billion tons per year. However, the production of 1 ton of Portland cement can emit between 730–850 kg of CO2 [31]. Waste powder is mainly derived from the waste of industrial production or volcanic activities. If not reutilized, such waste powder will cause serious environmental problems [32]. At this juncture, fly ash, volcanic ash and blast furnace slag have been proven suitable for use as SCMs for the production of pervious concrete. As cement replacement materials, fly ash, slag and natural volcanic ash are produced at an annual rate of approximately 500 million tons, 300 million tons and 200 million tons, respectively [33]. In summary, the annual production of waste powder is able to cater for a reasonable proportion of cement substitution in the overall volume of concrete production. Therefore, it is very important to reduce CO2 emissions by replacing cement with these waste powders to meet construction needs [34].
2.1. Fly Ash
Fly ash (FA) is a byproduct of coal power generation and is mainly composed of SiO2, Al2O3, Fe2O3, CaO and some impurities. Since FA can pollute air, water and soil, if not properly handled, it can lead to human health problems and serious environmental problems [35]. According to ASTM C618, if the content of SiO2 + Al2O3 + Fe2O3 is greater than 70%, the FA belongs to class F; if the content of SiO2 + Al2O3 + Fe2O3 is greater than 50%, the FA belongs to class C. Generally, Class F FA has lower CaO content and exhibits the properties that resemble volcanic ash, whereas Class C FA has up to 20% CaO content and exhibits the properties that resemble cementitious material. Generally, class F FA is produced by burning anthracite and raw coal, while class C FA is generated by burning lignite or subbituminous coal. In previous studies on concrete mixed with FA, the strength increased first and then decreased with the increase in the FA content. This is because FA can convert the hydration product Ca(OH)2 of cement into C-S-H, but excess FA will lead to too much reduction in cement content, so that the extra FA cannot participate in the chemical reaction [36].
Due to the good characteristics of FA, more and more studies on its application to pervious concrete have been conducted. Arifi et al. [37] applied FA replacement rates of 0%, 15% and 25% to produce pervious concrete containing natural aggregate or recycled aggregate. The test results showed that FA could improve the compressive strength, splitting strength and flexural strength of pervious concrete. For pervious concrete containing natural aggregates, compared to the control group (0% FA), the 15% FA replacement rate greatly improved the compressive strength (about 60.04%) and splitting tensile strength (about 57.53%), and the 25% FA replacement rate greatly improved the compressive strength (about 120.03%) and splitting tensile strength (about 94.52%). The flexural strength of the pervious concrete with FA decreased and then increased with the increase in FA, but all of them were lower than the control group. For the pervious concrete containing recycled aggregate, the 15% FA replacement rate significantly enhanced the compressive strength and splitting strength, but in terms of the flexural strength, the flexural strength of the pervious concrete with 50% recycled aggregate increased significantly, and the flexural strength of the pervious concrete with 100% recycled aggregate decreased slightly. Saboo et al. [32] suggested that the optimal range of the FA replacement rate was 5% to 15%. With the increase in the FA replacement rate, the demand for water reducer could be reduced, and for both the wet curing method and plastic membrane curing method, the overall 28-day compressive strength showed a significant upward trend. Additionally, due to the volcanic characteristics and filling effect of FA, the wear resistance of pervious concrete could be improved. Haji et al. [38] showed that in terms of water permeability, when the FA content was 0% to 5%, the pervious concrete had better water permeability; when the FA content was 5% to 25%, the permeability of pervious concrete showed a downward trend. Peng et al. [1] reported that compared with traditional pervious concrete, the concrete incorporating FA had a lower 28-day compressive strength (decreased by 10.18% to 16.17%) but a higher 60-day compressive strength (increased by 1.98% to 2.56%). The reason is that the reaction rate of FA was lower than cement, the formation of the C-S-H gel was still in progress and the strength was still developing at 28 days for the concrete-incorporating FA. Aoki et al. [39] added FA at the replacement rate of 20% and 50% and found that the 28-day strength of the pervious concrete was reduced by 12.72% and 43.74%, respectively, and the permeability in the 150 mm and 200 mm water head also decreased. But the drying shrinkage resistance of the pervious concrete was enhanced, and the reason is that most of the water loss from pervious concrete is free nonbonded water from the large air void structure, and its effect is small in the development of shrinkage. Hwang et al. [40] tried to use seawater and FA as raw materials to produce pervious concrete and explored the sustainability of water resources and the recycling of solid waste. More interestingly, the seawater + FA concrete also reduced the concentration of phosphorus in the runoff, and the aqueous phosphorus concentrations were dramatically decreased by 90% after 72 h of contact time with the pervious concrete. Opiso et al. [41] used FA as a partial substitute for cement to prepare pervious concrete with fine sawdust as the internal curing agent. A laboratory evaluation showed that the FA + fine sawdust pervious concrete was more permeable compared to traditional pervious concrete, and the strength of the FA + fine sawdust pervious concrete obtained in the later period was significantly increased; specifically, the 28-day flexural strength increased by 6.95%. The reason for the greater reduction in strength in the early stages was the slow reaction of FA in the formation of the calcium aluminate precipitation. Tho-in et al. [42] produced geopolymer pervious concrete with high-calcium FA and tested its compressive strength, splitting tensile strength, porosity and water permeability. The rationale is that there was a strong interfacial transition zone between the aggregate and geopolymer matrix. The test results showed that the compressive strength was between 5.4 and 11.4 MPa and the splitting tensile strength was between 0.7 and 1.4 MPa, whereas the porosity ranged from 28.7 to 30.4% and the water permeability coefficient ranged from 1.92 to 5.96 cm/s. In addition, some studies have shown that after the special treatment of FA, the content of FA can be increased from 15–25% to 50–60% without affecting the performance of the cement [43]. The variation in the compressive strength and permeability of pervious concrete mixed with class F FA is shown in Figure 2 [1,32,38,39], and the variation in the compressive strength, splitting strength and flexural strength of pervious concrete mixed with class C FA is shown in Figure 3 [37]. It can be seen that both class F FA and class C FA have a positive effect on the mechanical properties of pervious concrete, especially on the later strength. However, there is a negative effect on the permeability of the pervious concrete.
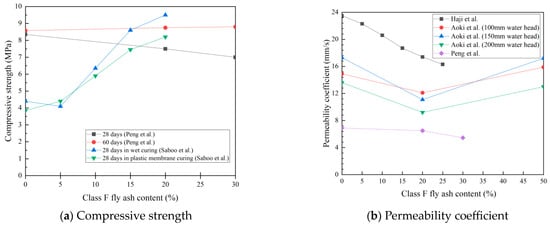
Figure 2.
Compressive strength and permeability versus class F fly ash content [1,32,38,39].
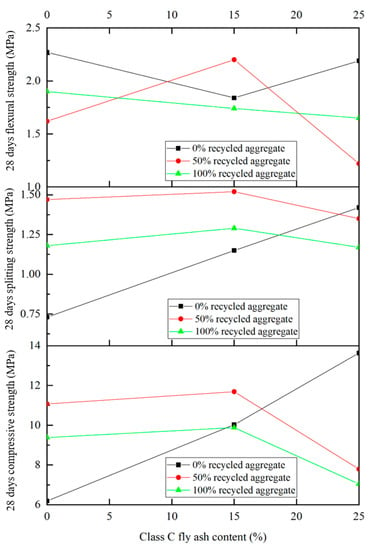
Figure 3.
Compressive, splitting and flexural strengths versus class C fly ash content.
Table 1 summarizes the influence of FA on the performance attributes of pervious concrete in cited studies, as well as the main findings of these studies. To sum up, the reuse of fly ash has great environmental and economic value, but using a large amount of FA may reduce the strength of pervious concrete [44]. In order to solve this problem, FA can be specially treated or combined with other materials to increase the beneficial effect on the strength. Moreover, FA can reduce the drying shrinkage and slightly improve the water permeability of pervious concrete and can also play a positive role in water filtration. However, due to its variability in chemical composition and form, the quality of FA varies greatly, and it may cause secondary environmental pollution due to the presence of leachable substances contained in FA if used in pervious concrete [45,46]. Therefore, when considering the application of FA in pervious concrete, the composition as well as the physical and chemical properties of FA should be evaluated first.

Table 1.
Influences and main findings of fly ash (FA) on performance attributes of pervious concrete.
2.2. Volcanic Powder
Volcanic ash (VA) and volcanic pumice fines (VPF) are two common volcanic waste powders. These volcanic powders contain abundant natural aluminosilicate resources, which have certain environmental and economic benefits [47]. VA is generally formed during volcanic eruptions. During volcanic activity, violent eruptions of steam usually cause the magma and solid rock around the vents to be torn apart into clay-like particles [48]. Pumice stone refers to a mineral formed by magma cooling after a volcanic eruption, and it is mainly composed of silicon dioxide and contains a large number of pores [49]. Usually, VA (after being dried and sieved) and VPF generated by grinding pumice stones can react with calcium hydroxide to form C-S-H gels and thus are potential SCMs [50].
Researchers have explored some of the applications of VA and VPF to pervious concrete. Hossain et al. [51] found that VA can refine the internal pore structure of concrete, reduce the porosity and average pore diameter of concrete and reduce the content of Ca(OH)2 and thus improve the durability and chloride resistance of concrete. Dahiru et al. [52] substituted VA for a part of cement to prepare concrete and found that VA at a replacement rate of 10% could delay the setting time of concrete and improve the compressive strength and splitting tensile strength by about 7.99% and 6.14%, respectively. The variation in the compressive strength of pervious concrete mixed with VA is shown in Figure 4 [51,52]. It can be seen that when the replacement rate of VA is 5% to 10%, the mechanical properties of concrete can be slightly improved. Zayad et al. [53] noted that the addition of VPF reduced the amount of tricalite silicate and other reactant particles, which is not conducive to the early hydration process and thus reduces the early strength of the concrete. But after 14 days of age, the compressive strength of the concrete containing 10% VPF was higher than that of the control group, and the optimal content of the VPF was about 10%. The microstructures of 0% VPF and 10% VPF samples appeared to be more compact and denser compared to the microstructures of 20% VPF and 30% VPF samples, which were relatively uneven and undulating. Kabay et al. [54] showed that the concrete with VPF and FA exhibited low strength at an early age while the strength at the later stage was comparable to that of the control group. Additionally, replacing cement with VPF, FA and their binder would reduce the water absorption rate and voids content and improve the magnesium sulfate resistance. This could be explained by the filling up of pores and voids by VPF and FA, and the effect of the VPF and FA replacement on the porosity of the concrete was more significant at 180 days, which can be attributed to the more dense structure of the concrete due to the pozzolanic reactions. Azad et al. [55] used VPF as cementitious materials to produce pervious concrete for water purification. The test results showed that when 40% VPF was added, the COD, Zn, Cu, Cd and Pb in sewage were reduced by 25.4%, 98%, 96%, 99% and 99%, respectively. It is shown in Figure 5 that this could be attributed to the porous structure of VPF acting as an adsorption agent for pollutants while the porous structure and surface cavities of VPF cause pumice to react better with cement particles and aggregate surfaces, which results in good adhesion between concrete ingredients and better compressive strength (10% VPF). Mehrabi et al. [56] prepared pervious concrete by applying VPF together with nanoclay to replace a portion of cement and also used recycled aggregate to replace the natural aggregate. It was found that because the VPF could delay the early hydration process, the early compressive strength was reduced by 31% while the late compressive strength was improved. The use of 10% to 25% VPF increased the compressive and flexural strength of the pervious concrete with 100% recycled aggregate. The variation in the compressive strength of the pervious concrete mixed with VA is shown in Figure 6, which shows that when the replacement rate of VPF was 10%, the change in the 28-day compressive strength of the pervious concrete with recycled aggregate was not obvious, and the optimum amount of recycled aggregate should be less than 50%.
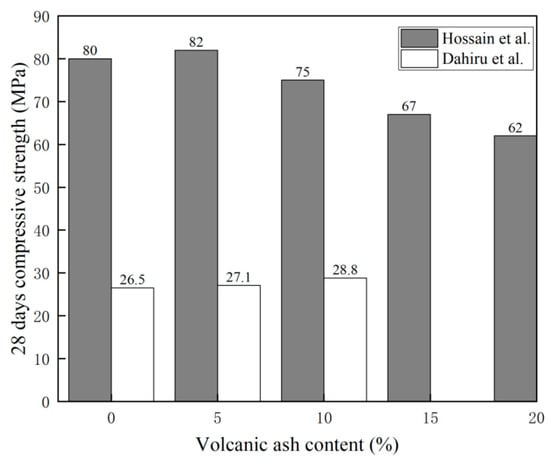
Figure 4.
Compressive strength versus volcanic ash content [51,52].
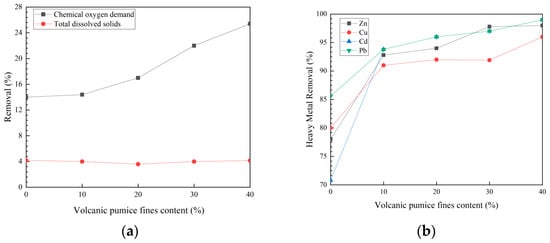
Figure 5.
Effect of various content of volcanic pumice fines on the performance of pervious concrete to reduce pollutants: (a) COD and total dissolved solids, (b) heavy metal.
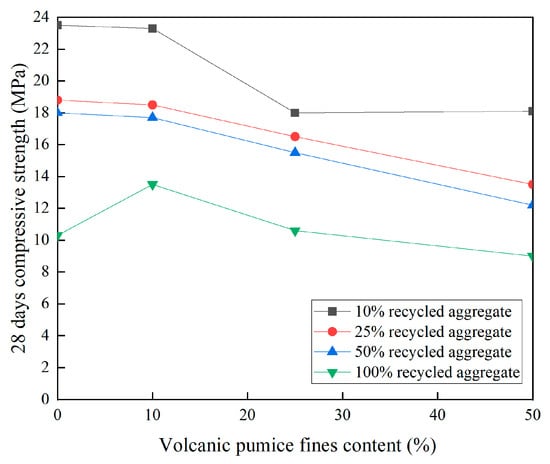
Figure 6.
Compressive strength versus volcanic pumice fines content.
Table 2 summarizes the influence of VA and VPF on the performance attributes of the pervious concrete in the studies above, as well as the main findings of these studies. In conclusion, the addition of volcanic powder decreases the Ca(OH)2 content of the concrete and thus may reduce the early strength of pervious concrete; however, at an appropriate replacement rate, the later strength of pervious concrete can be the same as that of the control group. The volcanic powder can also refine the internal pore structure of the concrete and improve the durability of the pervious concrete. It is effective in water purification when added to pervious concrete due to its porous surface. When applying volcanic powder, the optimum replacement rate of the volcanic powder should be around 10% in order to avoid adversely affecting the mechanical properties of the pervious concrete. To improve the mechanical properties of pervious concrete, clay and steel fibers, etc., can be used to prepare pervious concrete together with volcanic powder.
Table 2.
Influences and main findings of volcanic ash (VA) and volcanic pumice fines (VPF) on performance attributes of pervious concrete.
2.3. Blast Furnace Slag
Blast furnace slag (BFS) is the byproduct of iron production from blast furnaces. Generally, in the smelting process of blast furnaces, calcium oxide in the limestone and silica in the ore combine to form dicalcium silicate and tricalcium silicate, which form BFS. BFS has useful applications in the production of mortar and concrete due to its activity [4].
In recent years, research on the effects of BFS on pervious concrete has made good progress. Endawati et al. [57] studied the feasibility of air-cooled BFS in pervious concrete and noted that the maximum compressive strength of 15 MPa was achieved when the content of the air-cooled BFS was 26%, FA was 15% and silica fume was 3%. Compared to other types of blast furnace slag, the air-cooled BFS had better early activity (within 24 h), and therefore, the pervious concrete with air-cooled BFS had very similar compressive strengths at 28 and 60 days. Jian et al. [58] used granulated BFS and copper slag as mineral admixtures to replace cement in recycled aggregate pervious concrete. The test results showed that after adding the granulated BFS and copper slag, the pervious concrete manifested better wear resistance. Among various combinations, 10% granulated BFS + 10% copper slag was the optimal combination, which rendered the wear resistance 38.78% higher than the control group. The reason is that the granulated BFS could fill the micropores to compact the pore structure, and the added granulated BFS consumes the Ca(OH)2 of hydrated cement via pozzolanic reaction to generate C-S-H gel and thereby enhancing the density of the matrix and contributing to the improved wear resistance. EI-Hassan et al. [59,60] studied the influence of ground granulated blast furnace slag (GGBS) on different performance attributes of recycled aggregate pervious concrete. The test results indicated that GGBS can improve the mechanical properties and workability of concrete and densify the microstructure of concrete. In the simulation test of the service life of the pervious concrete pavement, water-pressure jet washing was carried out on the blocked pervious concrete, and it was found that the removal of the blockages from the pervious concrete containing GGBS was easier. In addition, by replacing 50% of the cement with GGBS, the pervious concrete yielded a luminous reflectance value of 0.52. Such a high value was due to the color of GGBS being close to white. Using this light-colored pervious concrete as pavement and sidewalks can further reduce the heat island effect and decrease the electricity demand and lighting costs compared to traditional pervious concrete. Kim et al. [61] investigated the mechanical properties and durability of pervious concrete pavement. The test results showed that the 7-day compressive strength of the pervious concrete containing GGBS could reach 5 MPa. And, because GGBS possesses hydration potential, the long-term strength of GGBS pervious concrete could be better than that of normal pervious concrete. Moreover, in the freeze–thaw cycle test, the weight loss of the GGBS pervious concrete was no more than 1% at the replacement rate of 10%, 30% and 50%, which showed that it had good freezing-thawing resistance. However, it should be noted that excess GGBS may lead to increased consumption of Ca(OH)2 and may thus accelerate the rate of carbonation [62]. It is worth mentioning that BFS can effectively remove phosphates from water. This is mainly achieved through the precipitation mechanism and weak physical interaction between the BFS surface and acid metal salts [63]. The variation in the 7- and 28-day compressive strength of the pervious concrete mixed with GGBS is shown in Figure 7 [59,61]. It can be seen that GGBS had a slightly negative effect on the early strength of the pervious concrete but had a positive effect on the long-term strength of the pervious concrete.
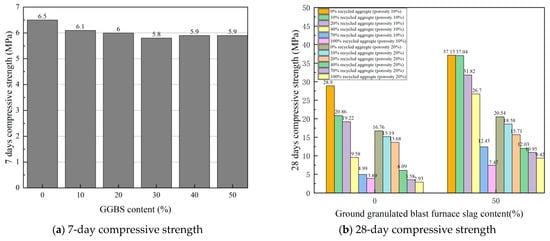
Figure 7.
7- and 28-day compressive strength versus GGBS content.
Table 3 summarizes the influence of BFS on the performance attributes of the pervious concrete in the cited references as well as the main findings of these studies. In conclusion, there are many types of BFS that have complex effects on the performance of pervious concrete. For air-cooled BFS, it has a good early activity so it is conducive to the early strength of the concrete, but the subsequent development of strength will be slower; by contrast, granulated BFS and GGBS have less early strength than ordinary cement pervious concrete due to their lower early activity, but the later strengths keep increasing and thus are contributive to the wear resistance and durability of pervious concrete. In addition, BFS has great potential to reduce the heat island effect and energy consumption as well as to enhance water filtration.
Table 3.
Influences and main findings of blast furnace slag (BFS) on performance attributes of pervious concrete.
3. Recycled Aggregate
Buildings age over time. The demolition of old buildings produces a lot of solid waste. After crushing and sieving these demolition wastes, recycled aggregate can be produced. According to the different sources, recycled aggregate can be divided into recycled concrete aggregate (RCA) and recycled brick aggregate (RBA). When recycled aggregate is used in pervious concrete, recycled aggregate pervious concrete can be produced. It can consume a large amount of demolition waste to conserve the environment and is also a good building material that integrates the functions of drainage, water storage, ventilation and temperature regulation.
3.1. Recycled Concrete Aggregate
The quality and characteristics of RCA mainly depend on the source and quality of the old concrete. RCA has hardened cement paste adhered to the original aggregate. Compared with the nature aggregate, the RCA has a lower specific gravity, higher porosity, higher water absorption, lower mechanical strength and wear resistance [64,65].
Due to these characteristics of RCA, the RCA pervious concrete generally has lower density, lower strength and a looser microstructure [66,67]. Guneyisi et al. [68] produced pervious concrete with four RCA replacement rates of 25%, 50%, 75% and 100% at two water–cement (W/C) ratios of 0.27 and 0.32 and two aggregate/cement ratios of 3.70 and 5.75. The test results showed that the dry density of concrete gradually decreased as the RCA replacement rate increased from 0 to 100%. This was because the dry density of concrete has a strong correlation with the porosity of aggregate. With the increase in the RCA replacement rate, the compressive strength and splitting tensile strength of the concrete decreased, as shown in Figure 8. Liu et al. [69] used low-grade RCA as raw material to produce RCA pervious concrete and investigated why RCA pervious concrete had low compressive strength from a microstructural point of view. Scanning electron microscope (SEM) images of the interface transition zone (ITZ) between the RCA and cement paste in the RCA pervious concrete showed that there were a lot of micropores in the ITZ between the aggregate and cement paste. When the RCA pervious concrete was under compressive load, the cement paste would be the first to fail, which caused most of the RCA to fall off and thus it could not provide support, so the RCA pervious concrete was easily broken; but, for the nature aggregate (NA) pervious concrete, when the paste failed, part of the pressure would be transferred to the neighbouring plane, and the rest of the pressure would be borne by the aggregate of the layer. Zaetang et al. [70] adopted recycled concrete block aggregate, which was made from an old block prepared with low-strength mortar. The experimental results indicated that the recycled concrete block aggregate could improve the compressive strength and wear resistance of the pervious concrete due to the good combination between the recycled concrete block aggregate and fresh cement paste as well as the increase in the powder paste volume benefit by crushing the recycled concrete block aggregate during mixing. The recommended replacement rate of the recycled concrete block aggregate was 20%. In summary, the rough and porous surface of the RCA can increase the bond between the cement paste and aggregate, which thus benefits the strength, but due to the weakness of the old mortar layer on the surface of the RCA and the existence of impurities in the aggregate itself, it does not have a strengthening effect on the concrete against compression; therefore, the source and quality of the RCA are important factors that affect the mechanical properties of the RCA pervious concrete.
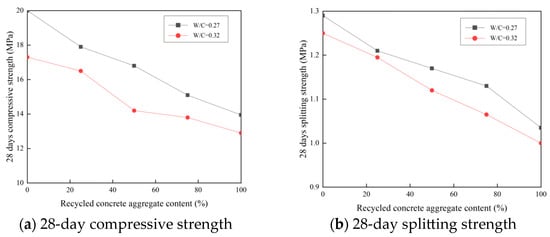
Figure 8.
28-day compressive and splitting strengths versus RCA content.
In view of the problem that the addition of RCA would reduce the mechanical properties of pervious concrete, researchers have put forward some suggestions and solutions. Regarding the RCA quality, Zhang et al. [71] noted that the breakage index of RCA was the key that determined the mechanical properties of RCA pervious concrete. When the breakage index increased from 9% to 37%, the compressive strength, bending strength and elastic modulus decreased by 36%, 28% and 21%, respectively, while the strength loss rate increased from 6.6% to 18.7%, and the mass loss rate increased from 2.3% to 8.5%. Further, it was suggested that the breakage index of RCA should not exceed 24%. In order to improve the mechanical properties of pervious concrete, on one hand, the properties of the aggregates themselves should be improved. Zou et al. [72] attempted to modify RCA with a silane emulsion (RCA was presoaked in a 10% diluted silane emulsion for 36 h and then dried) and found that the modified RCA could improve the strength and microstructure of the pervious concrete. The reason is that the hydrophobic silicone film formed by the silane emulsion on the RCA surface prevented the accumulation of water on the RCA surface, which resulted in the formation of dense structures and more C-S-H gels in ITZ. The surface of the unmodified RCA was porous and rough while the surface of the modified RCA was coated with a membrane. Compared with the control group, the 28-day compressive strength of the pervious concrete in surface modification group was enhanced by 14.6%. In addition, the modified RCA can improve the freezing resistance of the RCA pervious concrete. On the other hand, the internal structure of the concrete can be improved; Ibrahim et al. [73] found that adding a proper amount of recycled concrete fine aggregate can enhance the mechanical properties of RCA pervious concrete. In RCA pervious concrete mixed with recycled concrete fine aggregate, the bond between the paste and the aggregates was better and the pores were smaller.
In consideration of the feasibility of using recycled aggregate pervious concrete as pavement in cold regions, Chen et al. [74] mixed silica fume into pervious concrete with a 30% replacement ratio of RCA and investigated the freeze–thaw resistance of pervious concrete in different media including water and a 3.5 wt% NaCl solution. The results showed that the effect of the NaCl solution on the deterioration of the RCA pervious concrete samples was more adverse than that of water. With the increase in the number of freeze–thaw cycles, the deterioration degree in terms of the mass loss rate, relative dynamic elastic modulus, average compressive strength and porosity of the RCA pervious concrete increased. However, the mass loss rate of the RCA pervious concrete did not increase significantly during the freeze–thaw process. At the end of 120 freeze–thaw cycles, the mass loss rate of the RCA pervious concrete samples in the NaCl solution was 0.245%. Liu et al. [75] used waste concrete bricks as materials to prepare recycled aggregate, and the replacement ratios of the recycled aggregate were 0%, 25%, 50%, 75% and 100%. The results showed that the freeze–thaw durability of the RCA pervious concrete was worse than that of the NA pervious concrete, and the amount of RCA added has an adverse effect on the freeze–thaw resistance. For all pervious concrete mixtures, the compressive strength of the pervious concrete decreased with increasing freeze–thaw cycles at a given level of RCA content. This means that the freeze–thaw resistance of pervious concrete gradually deteriorates as the freeze–thaw cycles cumulate. At a given number of freeze–thaw cycles, the compressive strength of the RCA pervious concrete decreased with increasing RCA content. For example, after 100 freeze–thaw cycles, the compressive strength of the pervious concrete with 75% and 100% RCA was only 8.4 MPa and 7.1 MPa, respectively, compared to the compressive strength of the NA concrete of 14.2 MPa. When the freeze–thaw cycles were 25 times, the compressive strength loss was 4.5% to 15.1%, which satisfied the requirement of not exceeding 20% in accordance with the Chinese national standard CJJ/T 135-2009. The above indicated that the application of RCA pervious concrete in cold regions is feasible.
Some achievements have also been made in water permeability and water filtration. For RCA pervious concrete, the permeability coefficient generally increases with the RCA replacement rate. Rizvi et al. [76] evaluated the performance of four groups of pervious concrete (15% RCA group, 30% RCA group, 50% RCA group, 100% RCA group and control group). The research results indicated that the optimal replacement rate of RCA was 15%. When the replacement rate exceeded 15%, the strength would reduce and the porosity and permeability coefficient would increase, as shown in Figure 9. Aamer Rafique Bhutta et al. [65] found that the total porosity of RCA pervious concrete was greater than that of NA pervious concrete since the permeability of pervious concrete is greatly affected by the porosity and RCA pervious concrete has a larger water permeability coefficient than NA pervious concrete. Yao [77] produced pervious concrete by replacing natural aggregates with RCA at different replacement rates and found that the porosity and permeability both increased with the RCA replacement rate. When the replacement rate reached 100%, the porosity and water permeability coefficient reached the maximum values, but the strength was seriously reduced at the same time. The permeability is also related to the W/C ratio of RCA pervious concrete; Li et al. [78] showed that as the W/C ratio increased (from 0.33 to 0.43), the permeability coefficient first increased from 4.3 mm/s to 5.8 mm/s and then decreased to 4.6 mm/s. However, due to the high water absorption of RCA, when the W/C ratio was too low, the concrete mixture could not be completely mixed, which resulted in the paste being too dry; this blocked the pores between the aggregates and affected the water permeability. Regarding the water filtration/purification properties of RCA pervious concrete, Cahya et al. [79] tried to use RCA pervious concrete as the filtration medium to remove pollutants in wastewater. In the experiment, wastewater from a public sewage treatment plant was filtered through two layers of pervious concrete containing RCA or natural aggregate with different particle sizes. The results indicated that the particle size of the aggregate had significant effects on the reduction in the biological oxygen demand (BOD), COD and TSS. For pervious concrete with 100% RCA, the optimal particle size was 5 to 20 mm. Through a comparison, it is found that RCA pervious concrete had a better filtration performance for water pollutants than NA pervious concrete. Monrose et al. [80] reported that the pH of rainwater runoff through the RCA pervious concrete increased, but the indexes of dissolved oxygen (DO), TSS, COD, turbidity, PO43- and SO42- all became more favorable. Additionally, in terms of blockage, Sandoval et al. [81] simulated the blockage of NA pervious concrete and RCA pervious concrete under laboratory conditions and found that the water permeability coefficient of the RCA pervious concrete was higher than that of the NA pervious concrete after simulating the equivalent cycle of 20 years, which indicated that the RCA pervious concrete had a longer service life than the NA pervious concrete.
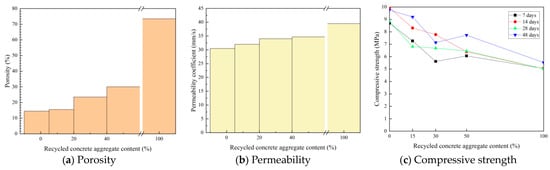
Figure 9.
Porosity, permeability and compressive strength versus RCA content.
Table 4 summarizes the influence of RCA on the performance attributes of pervious concrete in the above studies as well as the main findings in these studies. In summary, due to the low strength and large porosity of RCA, RCA pervious concrete generally has much lower strength and freeze–thaw resistance, slightly higher permeability and a better water filtration/purification ability compared to ordinary pervious concrete. To overcome the shortcomings of RCA, some methods have been tried. Firstly, the structure of pervious concrete can be densified by adding a small amount of fine aggregate to enhance the bond between mortar and aggregate. Secondly, the quality of RCA and the amount of admixture should be stringently controlled. Thirdly, the performance of the aggregate can be improved by chemically treating the aggregates. Additionally, understanding how to balance the advantages and disadvantages of RCA is the key to its future application.
Table 4.
Influences and main findings of recycled concrete aggregate (RCA) on performance attributes of pervious concrete.
3.2. Recycled Brick Aggregate
Brickwork is a widely used structural material in the world, especially for smaller scale buildings. With the need for urban development and reconstruction, a large number of old buildings made with bricks have to be demolished, which results in a substantial increase in brick waste [82]. In the case where the binding material for brick masonry is lime mortar, the lime mortar can be easily removed and the whole brick can be reused. Conversely, when cement mortar is applied, it is difficult to remove the cement mortar adhered onto the brick surface in practice, and therefore the bricks containing cement mortar would be crushed into recycled brick aggregate (RBA) [83]. Compared with natural aggregate, RBA has higher porosity and water absorption and poorer mechanical properties [84]. These characteristics of RBA have significant impacts on the performance of RBA pervious concrete [85,86].
In terms of mechanical properties, RBA has a similar effect to RCA on pervious concrete, and the means of application are also similar. Cai et al. [87] evaluated the performance of RBA pervious concrete. The results showed that the compressive strength of RBA pervious concrete decreased with an increasing RBA replacement rate. However, when the RBA replacement rate was 15%, acceptable strength and satisfactory water permeability could be obtained simultaneously, which is suitable for roads with moderate strength requirements. The study by Liu [88] showed that RBA pervious concrete had a lower compressive strength and density than NA pervious concrete; in particular, the compressive strength of the RBA pervious concrete was only half of that of the NA pervious concrete. Debnarh et al. [89] conducted SEM imaging on RBA and natural aggregates. It was found that the surface texture of the RBA was porous with a large number of macro and micro voids, which was one of the reasons for the lower strength of the RBA pervious concrete than the NA counterpart. In order to improve the strength of the RBA pervious concrete, some researchers suggested adding a certain amount of fine aggregate into the RBA pervious concrete to exhibit filling effect, and this has been proven to improve the strength of RBA pervious concrete [90]. Liu et al. [91] and Zou et al. [72] used silane polymer emulsions to treat RBA. Due to the existence of hydrophobic silica gel film on the treated RBA surface, the film-forming tendency of the cement paste on the aggregate surface was reduced, and the cement paste was more uniformly redistributed in the pervious concrete; thus, the strength was improved while the water permeability was maintained.
An investigation was conducted by Zhang et al. [71] using recycled aggregate prepared from waste concrete and clay brick for pervious concrete, and six groups of recycled aggregate pervious concrete were designed. Among the six concrete groups, the crushing indexes for the aggregates were 37%, 34%, 30%, 24%, 19% and 9%, respectively. The results showed that when the crushing index changed from 9% to 37%, the 28-day compressive strength, flexural strength and modulus of elasticity decreased by 36%, 28% and 21%, respectively, while the strength loss rate increased from 6.6% to 18.7% and the mass loss rate increased from 2.3% to 8.5%. Especially when the crushing index was higher than 24%, the properties of the recycled aggregate pervious concrete, except for the permeability coefficient and total pore ratio, were notably inferior due to the lower quality of the recycled aggregate. In the above experimental study, the freeze–thaw cycle caused a loss in the strength and mass of the pervious concrete. The reason for this was that during the freeze–thaw cycles, the recycled aggregates were subjected to cyclic expansion due to ice formation, which caused internal tensile stresses and led to cracking, splitting and fracturing of concrete [92,93]. Therefore, when using recycled aggregate pervious concrete pavements in cold regions, recycled aggregates with a crushing index of less than 24% should be employed.
In terms of water permeability, Cai et al. [87] revealed that with the increase in RBA content, the water permeability coefficient of the RBA pervious concrete increased. Hossain et al. [94] showed that the water permeability coefficient of the RBA pervious concrete increased with the RBA particle size, and the permeability of the RBA pervious concrete was higher than that of the NA pervious concrete given the same aggregate size.
Table 5 summarizes the effect of RBA on the performance attributes of pervious concrete in the above references as well as the main findings of these references. In conclusion, the high porosity and lower strength of the RBA caused the RBA pervious concrete to generally have low strength but high water permeability. In order to improve the strength of the RBA pervious concrete, the quality of the RBA and the amount of the admixture should both be stringently controlled, and the replacement rate should be less than 15%. The gradation could be optimized by adding a small amount of fine aggregates and/or by chemically modifying the aggregates.
Table 5.
Influences and main findings of recycled brick aggregate (RBA) on performance attributes of pervious concrete.
4. Prospect
At present, there are many studies on FA and BFS as well as their applications to pervious concrete. However, there are relatively few studies on VA and its utilization in pervious concrete. In the future, it is suggested to carry out more research on volcanic powder pervious concrete, especially on the water filtration/purification performance, in view of the high porosity of volcanic powder.
Compared with RCA pervious concrete, there are relatively few studies on RBA pervious concrete. In view of this, the authors recommend further studies on RBA pervious concrete from various aspects, especially on water permeability, water filtration/purification and durability.
For all types of solid waste materials, the fresh mix properties and rheological properties are important attributes for concrete production [95,96]. Therefore, quantitative research on the rheological properties of paste containing different waste powders is recommended.
In recent years, there have been a lot of studies on the mechanical properties and water permeability of solid waste pervious concrete. Nonetheless, little research has been conducted on water filtration/purification and durability. More exploration in these two areas is recommended.
Water pollution due to effluent discharges is becoming increasingly serious. It is estimated that more than 50% of countries will face a water crisis by 2025 [97,98]. Pervious concrete has a good purification and filtering effect for wastewater treatment. By applying pervious concrete containing solid waste to effluent purification, waste valorization and a circular economy can be achieved.
Recently, 3D printing technology and underwater 3D printing technology have become popular [99,100,101]. However, there is relatively little research into the re-use of solid waste as an ingredient material in 3D printing.
Last but not least, some solid wastes may induce great negative effects on the performance of pervious concrete due to their own characteristics and chemical compositions. Therefore, it is necessary to have an initial screening of suitable waste materials as well as to explore better performance-improvement methods for different solid wastes, such as grading optimization, chemical modification, etc., in order to achieve the better reutilization of solid wastes.
5. Conclusions
In order to better understand the influence of solid waste reutilization on pervious concrete, the authors summarized and introduced the characteristics of powder wastes (including fly ash (FA), volcanic powder and blast furnace slag (BFS)) and recycled aggregates (including recycled concrete aggregate (RCA) and recycled brick aggregate (RBA)); additionally, the authors summarized and introduced the effects of powder wastes and recycled aggregates on the mechanical properties, water permeability, water filtration/purification and durability of pervious concrete and put forward relevant prospects. In general, both powder waste and recycled aggregates can be used in the production of pervious concrete. Firstly, FA, volcanic powder and BFS all have a filling effect on the internal structure of pervious concrete, and due to their chemical reaction being slower than that of cement, they are not conducive to the early strength but are beneficial for the later strength development as well as for the durability of pervious concrete. Due to their porous character, these powder wastes also have an enhancement effect on the water filtration/purification of pervious concrete. For RCA and RBA, due to their low strength as well as porous and rough surface, they have a positive impact on the permeability and water filtration/purification of pervious concrete and a negative impact on the mechanical properties, but such a negative effect could be compensated to a certain extent via grading optimization and/or chemical modifications. Therefore, the reutilization of solid wastes have great potential to promote the development of eco-friendly and high-performance pervious concrete for sustainable urbanization. More studies along this line are recommended.
Author Contributions
Conceptualization, H.-Z.X. and L.G.L.; methodology, H.-Z.X. and L.G.L.; validation, L.G.L. and P.-L.N.; formal analysis, L.G.L. and P.-L.N.; investigation, F.L. and L.G.L.; resources, F.L. and L.G.L.; data curation, H.-Z.X.; writing—original draft preparation, H.-Z.X. and L.G.L.; writing—review and editing, H.-Z.X. and P.-L.N.; visualization, L.G.L.; supervision, F.L. and L.G.L.; project administration, F.L., L.G.L. and P.-L.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (project nos. 51608131 and 12072080), the Natural Science Foundation of Guangdong Province (project nos. 2021A1515011747 and 2020A1515010811), the Pearl River S&T Nova Program of Guangzhou City (project no. 201906010064), the Science and Technology Planning Project of Guangzhou City (project no. 2023A03J0088), the Special Foundation for Scientific and Technological Innovation Strategies of Guangdong Province (project no. pdjh2022a0147) and the European Regional Development Fund (project no. 01.2.2-LMT-K-718-03-0010) under a grant agreement with the Research Council of Lithuania (LMTLT).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Peng, H.; Yin, J.; Song, W. Mechanical and hydraulic behaviors of eco-friendly pervious concrete incorporating fly ash and blast furnace slag. Appl. Sci. 2018, 8, 859. [Google Scholar] [CrossRef]
- Mehta, P.K. Influence of fly ash characteristics on the strength of portland-fly ash mixtures. Cem. Concr. Res. 1985, 15, 669–674. [Google Scholar] [CrossRef]
- Kilincarslan, Ş.; Davraz, M.; Akça, M. The effect of pumice as aggregate on the mechanical and thermal properties of foam concrete. Arab. J. Geosci. 2018, 11, 289. [Google Scholar] [CrossRef]
- Özbay, E.; Erdemir, M.; Durmuş, H.İ. Utilization and efficiency of ground granulated blast furnace slag on concrete properties—A review. Constr. Build. Mater. 2016, 105, 423–434. [Google Scholar] [CrossRef]
- Mai, G.; Li, L.; Chen, X.; Xiong, Z.; Liang, J.; Zou, X.; Qiu, Y.; Qiao, S.; Liang, D.; Liu, F. Fatigue performance of basalt fibre-reinforced polymer bar-reinforced sea sand concrete slabs. J. Mater. Res. Technol. 2022, 22, 706–727. [Google Scholar] [CrossRef]
- Xiong, Z.; Lin, L.H.; Qiao, S.H.; Li, L.J.; Li, Y.L.; He, S.H.; Li, Z.W.; Liu, F.; Chen, Y.L. Axial performance of seawater sea-sand concrete columns reinforced with basalt fibre-reinforced polymer bars under concentric compressive load. J. Build. Eng. 2022, 47, 103828. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Mohseni, M.; Darban, A.K.; Nejati, H. Mechanical activation of lead-zinc mine tailings as a substitution for cement in concrete construction. Constr. Build. Mater. 2023, 364, 129973. [Google Scholar] [CrossRef]
- Saedi, A.; Jamshidi-Zanjani, A.; Darban, A.K.; Mohseni, M.; Nejati, H. Utilization of lead-zinc mine tailings as cement substitutes in concrete construction: Effect of sulfide content. J. Build. Eng. 2022, 57, 104865. [Google Scholar] [CrossRef]
- Ghazi, A.B.; Jamshidi-Zanjani, A.; Nejati, H. Clinkerisation of copper tailings to replace Portland cement in concrete construction. J. Build. Eng. 2022, 51, 104275. [Google Scholar] [CrossRef]
- Yuan, H.; Shen, L. Trend of the research on construction and demolition waste management. Waste Manag. 2011, 31, 670–679. [Google Scholar] [CrossRef]
- Ma, X.; Wang, Z. Effect of ground waste concrete powder on cement properties. Adv. Mater. Sci. Eng. 2013, 2013, 918294. [Google Scholar] [CrossRef]
- Khatib, J.M. Properties of concrete incorporating fine recycled aggregate. Cem. Concr. Res. 2005, 35, 763–769. [Google Scholar] [CrossRef]
- Etxeberria, M.; Marí, A.R.; Vázquez, E. Recycled aggregate concrete as structural material. Mater. Struct. 2007, 40, 529–541. [Google Scholar] [CrossRef]
- Xie, H.Z.; Li, L.G.; Liu, F.; Kwan, A.K.H. Recycling old concrete as waste concrete powder for use in pervious concrete: Effects on permeability, strength and eco-friendliness. Buildings 2022, 12, 2172. [Google Scholar] [CrossRef]
- Dosho, Y. Development of a sustainable concrete waste recycling system application of recycled aggregate concrete produced by aggregate replacing method. J. Adv. Concr. Technol. 2007, 5, 27–42. [Google Scholar] [CrossRef]
- Kováč, M.; Sičáková, A. Pervious concrete as an environmental solution for pavements: Focus on key properties. Environments 2018, 5, 11. [Google Scholar] [CrossRef]
- Li, L.G.; Feng, J.J.; Xiao, B.F.; Chu, S.H.; Kwan, A.K.H. Roles of mortar volume in porosity, permeability and strength of pervious concrete. J. Infrastruct. Preserv. Resil. 2021, 2, 19. [Google Scholar] [CrossRef]
- Kevern, J.T.; Haselbach, L.; Schaefer, V.R. Hot weather comparative heat balances in pervious concrete and impervious concrete pavement systems. J. Heat Isl. Inst. Int. 2012, 7, 231–237. [Google Scholar]
- Li, L.G.; Feng, J.J.; Zhu, J.; Chu, S.H.; Kwan, A.K.H. Pervious concrete: Effects of porosity on permeability and strength. Mag. Concr. Res. 2021, 73, 69–79. [Google Scholar] [CrossRef]
- Li, L.G.; Feng, J.J.; Lu, Z.C.; Xie, H.Z.; Xiao, B.F.; Kwan, A.K.H. Effects of aggregate bulking and film thicknesses on water permeability and strength of pervious concrete. Powder Technol. 2022, 396, 743–753. [Google Scholar] [CrossRef]
- Pilon, B.S.; Tyner, J.S.; Yoder, D.C.; Buchanan, J.R. The effect of pervious concrete on water quality parameters: A case study. Water 2019, 11, 263. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, K.J.; Zhou, W.F. Evaluation of surface textures and skid resistance of pervious concrete pavement. J. Cent. South Univ. 2013, 20, 520–527. [Google Scholar] [CrossRef]
- Lu, G.Y.; Liu, P.F.; Wang, Y.H.; Faßbender, S.; Wang, D.W.; Oeser, M. Development of a sustainable pervious pavement material using recycled ceramic aggregate and bio-based polyurethane binder. J. Clean. Prod. 2019, 220, 1052–1060. [Google Scholar] [CrossRef]
- Vancura, M.; MacDonald, K.; Khazanovich, L. Structural analysis of pervious concrete pavement. Transp. Res. Rec. J. Transp. Res. Board 2011, 2226, 13–20. [Google Scholar] [CrossRef]
- Yang, J.; Jiang, G. Experimental study on properties of pervious concrete pavement materials. Cem. Concr. Res. 2003, 33, 381–386. [Google Scholar] [CrossRef]
- Lee, M.-G.; Huang, Y.-S.; Chang, T.-K.; Pao, C.-H. Experimental Study of Pervious Concrete Pavement. In Emerging Technologies for Material Design, Rehabilitation, and Inspection of Roadway Pavements; ASCE: Reston, VA, USA, 2011; Volume 218, pp. 93–99. [Google Scholar]
- Rostam, N.E.; Ramadhansyah, P.J.; Othman, R.; Zack, L.E.H.; Mohd Haziman, W.I. Pervious concrete the art of improving strength properties. IOP Conf. Ser. Earth Environ. Sci. 2021, 682, 012065. [Google Scholar] [CrossRef]
- Venkati, B.; Vanik, M. Applications and development of pervious concrete in pavement. J. Resour. Manag. Technol. 2021, 12, 331–338. [Google Scholar]
- Thorpe, D.; Zhuge, Y. Advantages and Disadvantages in Using Permeable Concrete Pavement as a Pavement Construction Material. In Proceedings of the 26th Annual ARCOM Conference, Leeds, UK, 6–8 September 2010; Egbu, C., Ed.; Association of Researchers in Construction Management: Reading, UK, 2010; pp. 1341–1350. [Google Scholar]
- Ojha, P.N.; Singh, B.S.; Kaura, P.; Singh, A. Lightweight geopolymer fly ash sand: An alternative to fine aggregate for concrete production. Res. Eng. Struct. Mater. 2021, 7, 375–391. [Google Scholar] [CrossRef]
- Ren, J.; Xue, Y.; Zhang, J.; Liu, B.; Luo, S.; Xing, F.; Liu, M. Pre-treatment of reclaimed concrete slurry waste for substituting cementitious materials: Effect of treatment approach and substitution content. J. Clean. Prod. 2022, 380, 134987. [Google Scholar] [CrossRef]
- Saboo, N.; Shivhare, S.; Kori, K.K.; Chandrappa, A.K. Effect of fly ash and metakaolin on pervious concrete properties. Constr. Build. Mater. 2019, 223, 322–328. [Google Scholar] [CrossRef]
- Amin, M.; Khan, K.; Saleem, M.; Khurram, N.; Niazi, M. Influence of mechanically activated electric arc furnace slag on compressive strength of mortars incorporating curing moisture and temperature effects. Sustainability 2017, 9, 1178. [Google Scholar] [CrossRef]
- Li, L.G.; Ouyang, Y.; Zhuo, Z.Y.; Kwan, A.K.H. Adding ceramic polishing waste as filler to reduce paste volume and improve carbonation and water resistances of mortar. Adv. Bridge Eng. 2021, 2, 3. [Google Scholar] [CrossRef]
- Ghazali, N.; Muthusamy, K.; Wan Ahmad, S. Utilization of fly ash in construction. IOP Conf. Ser. Mater. Sci. Eng. 2019, 601, 012023. [Google Scholar] [CrossRef]
- Oner, A.; Akyuz, S.; Yildiz, R. An experimental study on strength development of concrete containing fly ash and optimum usage of fly ash in concrete. Cem. Concr. Res. 2005, 35, 1165–1171. [Google Scholar] [CrossRef]
- Arifi, E.; Cahya, E.N. Evaluation of fly as supplementary cementitious material to the mechanical properties of recycled aggregate pervious concrete. Int. J. GEOMATE 2020, 18, 44–49. [Google Scholar] [CrossRef]
- Haji, A.A.; Parikh, K.B.; Shaikh, M.A.; Jamnu, M.A. Experimental investigation of pervious concrete with use of fly ash and silica fume as admixture. Int. J. Innov. Res. Sci. Eng. 2016, 2, 154–161. [Google Scholar]
- Aoki, Y.; Sri Ravindrarajah, R.; Khabbaz, H. Properties of pervious concrete containing fly ash. Road Mater. Pavement Des. 2012, 13, 1–11. [Google Scholar] [CrossRef]
- Hwang, S.; Yeon, J.H. Fly ash-added, seawater-mixed pervious concrete: Compressive strength, permeability and phosphorus removal. Material 2022, 15, 1407. [Google Scholar] [CrossRef]
- Opiso, E.M.; Supremo, R.P.; Perodes, J.R. Effects of coal fly ash and fine sawdust on the performance of pervious concrete. Heliyon 2019, 5, e02783. [Google Scholar] [CrossRef]
- Tho-in, T.; Sata, V.; Chindaprasirt, P.; Jaturapitakkul, C. Pervious high-calcium fly ash geopolymer concrete. Constr. Build. Mater. 2012, 30, 366–371. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, S.; Mehrotra, S.P. Towards sustainable solutions for fly ash through mechanical activation. Resour. Conserv. Recycl. 2007, 52, 157–179. [Google Scholar] [CrossRef]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth-Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef]
- Zacco, A.; Borgese, L.; Gianoncelli, A.; Struis, R.P.; Depero, L.E.; Bontempi, E. Review of fly ash inertisation treatments and recycling. Environ. Chem. Lett. 2014, 12, 153–175. [Google Scholar] [CrossRef]
- Cho, Y.K.; Jung, S.H.; Choi, Y.C. Effects of chemical composition of fly ash on compressive strength of fly ash cement mortar. Constr. Build. Mater. 2019, 204, 255–264. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.T.; Tang, Q.; Nzeukou, A.N.; Billong, N.; Melo, U.C.; Cui, X.M. Review on the use of volcanic ashes for engineering applications. Resour. Conserv. Recycl. 2018, 137, 177–190. [Google Scholar] [CrossRef]
- Siddique, R. Effect of volcanic ash on the properties of cement paste and mortar. Resour. Conserv. Recycl. 2011, 56, 66–70. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Lachemi, M. Performance of volcanic ash and pumice based blended cement concrete in mixed sulfate environment. Cem. Concr. Res. 2006, 36, 1123–1133. [Google Scholar] [CrossRef]
- Contrafatto, L. Recycled Etna volcanic ash for cement, mortar and concrete manufacturing. Constr. Build. Mater. 2017, 151, 704–713. [Google Scholar] [CrossRef]
- Hossain, K.M.A.; Lachemi, M. Strength, durability and micro-structural aspects of high performance volcanic ash concrete. Cem. Concr. Res. 2007, 37, 759–766. [Google Scholar] [CrossRef]
- Dahiru, D.; Ibrahim, M.; Gado, A.A. Evaluation of the effect of volcanic ash on the properties of concrete. ATBU J. Environ. Technol. 2019, 12, 79–100. [Google Scholar]
- Zeyad, A.M.; Tayeh, B.A.; Yusuf, M.O. Strength and transport characteristics of volcanic pumice powder based high strength concrete. Constr. Build. Mater. 2019, 216, 314–324. [Google Scholar] [CrossRef]
- Kabay, N.; Tufekci, M.M.; Kizilkanat, A.B.; Oktay, D. Properties of concrete with pumice powder and fly ash as cement replacement materials. Constr. Build. Mater. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Azad, A.; Saeedian, A.; Mousavi, S.-F.; Karami, H.; Farzin, S.; Singh, V.P. Effect of zeolite and pumice powders on the environmental and physical characteristics of green concrete filters. Constr. Build. Mater. 2020, 240, 117931. [Google Scholar] [CrossRef]
- Mehrabi, P.; Shariati, M.; Kabirifar, K.; Jarrah, M.; Rasekh, H.; Trung, N.T.; Shariati, A.; Jahandari, S. Effect of pumice powder and nano-clay on the strength and permeability of fiber-reinforced pervious concrete incorporating recycled concrete aggregate. Constr. Build. Mater. 2021, 287, 122652. [Google Scholar] [CrossRef]
- Endawati, J.; Utami, R. Optimization of concrete porous mix using slag as substitute material for cement and aggregates. Appl. Mech. Mater. 2017, 865, 282–288. [Google Scholar] [CrossRef]
- Jian, S.; Wei, B.; Zhi, X.; Tan, H.; Li, B.; Li, X.; Lv, Y. Abrasion resistance improvement of recycled aggregate pervious concrete with granulated blast furnace slag and copper slag. J. Adv. Concr. Technol. 2021, 19, 1088–1099. [Google Scholar] [CrossRef]
- El-Hassan, H.; Kianmehr, P.; Zouaoui, S. Properties of pervious concrete incorporating recycled concrete aggregates and slag. Constr. Build. Mater. 2019, 212, 164–175. [Google Scholar] [CrossRef]
- El-Hassan, H.; Kianmehr, P. Pervious concrete pavement incorporating GGBS to alleviate pavement runoff and improve urban sustainability. Road Mater. Pavement Des. 2016, 19, 167–181. [Google Scholar] [CrossRef]
- Kim, I.T.; Park, C.; Kim, S.; Cho, Y.-H. Evaluation of field applicability of pervious concrete materials for airport pavement cement treated drainage base course. Mater. Res. Innov. 2015, 19, 378–388. [Google Scholar] [CrossRef]
- Divsholi, B.S.; Lim, T.Y.D.; Teng, S. Durability properties and microstructure of ground granulated blast furnace slag cement concrete. Int. J. Concr. Struct. Mater. 2014, 8, 157–164. [Google Scholar] [CrossRef]
- Oguz, E. Removal of phosphate from aqueous solution with blast furnace slag. J. Hazard. Mater. 2004, 114, 131–137. [Google Scholar] [CrossRef] [PubMed]
- Cheng, A.; Hsu, H.M.; Chao, S.J.; Lin, K.L. Experimental study on properties of pervious concrete made with recycled aggregate. Int. J. Pavement Res. Technol. 2011, 4, 104–110. [Google Scholar]
- Bhutta, M.A.R.; Hasanah, N.; Farhayu, N.; Hussin, M.W.; bin Md Tahir, M.; Mirza, J. Properties of porous concrete from waste crushed concrete (recycled aggregate). Constr. Build. Mater. 2013, 47, 1243–1248. [Google Scholar] [CrossRef]
- Moreno-Juez, J.; Tavares, L.M.; Artoni, R.; Carvalho, R.M.D.; da Cunha, E.R.; Cazacliu, B. Simulation of the attrition of recycled concrete aggregates during concrete mixing. Materials 2021, 14, 3007. [Google Scholar] [CrossRef]
- Thomas, C.; Setién, J.; Polanco, J.; Alaejos, P.; De Juan, M.S. Durability of recycled aggregate concrete. Constr. Build. Mater. 2013, 40, 1054–1065. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Kareem, Q.; İpek, S. Effect of different substitution of natural aggregate by recycled aggregate on performance characteristics of pervious concrete. Mater. Struct. 2014, 49, 521–536. [Google Scholar] [CrossRef]
- Liu, J.; Ren, F.; Quan, H. Prediction model for compressive strength of porous concrete with low-grade recycled aggregate. Materials 2021, 14, 3871. [Google Scholar] [CrossRef]
- Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 2016, 111, 15–21. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Yan, C.; Liu, Y. Influence of crushing index on properties of recycled aggregates pervious concrete. Constr. Build. Mater. 2017, 135, 112–118. [Google Scholar] [CrossRef]
- Zou, D.; Wang, Z.; Shen, M.; Liu, T.; Zhou, A. Improvement in freeze-thaw durability of recycled aggregate permeable concrete with silane modification. Constr. Build. Mater. 2020, 268, 121097. [Google Scholar] [CrossRef]
- Ibrahim, H.A.; Goh, Y.; Ng, Z.A.; Yap, S.P.; Mo, K.H.; Yuen, C.W.; Abutaha, F. Hydraulic and strength characteristics of pervious concrete containing a high volume of construction and demolition waste as aggregates. Constr. Build. Mater. 2020, 253, 119251. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, K.; Yin, Z.; Zhou, J. Deterioration performance of recycled aggregate pervious concrete under freezing–thawing cycle and chloride environment. Buildings 2023, 13, 645. [Google Scholar] [CrossRef]
- Liu, H.B.; Li, W.J.; Yu, H.; Luo, G.B.; Wei, H.B. Mechanical properties and freeze-thaw durability of recycled aggregate pervious concrete. IOP Conf. Ser. Mater. Sci. Eng. 2019, 634, 012011. [Google Scholar] [CrossRef]
- Rizvi, R.; Tighe, S.; Henderson, V.; Norris, J. Evaluating the use of recycled concrete aggregate in pervious concrete pavement. Transp. Res. Rec. J. Transp. Res. Board 2010, 2164, 132–140. [Google Scholar] [CrossRef]
- Yao, Y.Y. Blending ratio of recycled aggregate on the performance of pervious concrete. Frat. Ed Integrità Strutt. 2018, 46, 343–351. [Google Scholar] [CrossRef]
- Li, Y.; Yang, J.R.; Li, J.Y. Study on Recycled Aggregate Water-Permeable Concrete. In Proceedings of the 2011 International Conference on Electric Technology and Civil Engineering, Lushan, China, 22–24 April 2011. [Google Scholar] [CrossRef]
- Cahya, E.N.; Arifi, E.; Haribowo, R. Recycled porous concrete effectiveness for filtration material on wastewater treatment. Int. J. GEOMATE 2020, 18, 209–214. [Google Scholar] [CrossRef]
- Monrose, J.; Tota-Maharaj, K.; Mwasha, A. Assessment of the physical characteristics and stormwater effluent quality of permeable pavement systems containing recycled materials. Road Mater. Pavement Des. 2019, 22, 779–811. [Google Scholar] [CrossRef]
- Sandoval, G.F.B.; Galobardes, I.; De Moura, A.C.; Toralles, B.M. Hydraulic behavior variation of pervious concrete due to clogging. Case Stud. Constr. Mater. 2020, 13, e00354. [Google Scholar] [CrossRef]
- Zhu, L.; Zhu, Z. Reuse of clay brick waste in mortar and concrete. Adv. Mater. Sci. Eng. 2020, 2020, 6326178. [Google Scholar] [CrossRef]
- Ivana, K.; Ivanka, N.; Dubravka, B. Recycled clay brick as an aggregate for concrete. Teh. Vjesn. 2008, 15, 35–40. [Google Scholar]
- Chindaprasirt, P.; Cao, T. Reuse of Recycled Aggregate in the Production of Alkali-Activated Concrete. In Handbook of Alkali-Activated Cements, Mortars and Concretes; Elsevier: Amsterdam, The Netherlands, 2015; pp. 519–538. [Google Scholar]
- Islam, M.J.; Shahjalal, M.; Hasan, M.M.; Chowdhury, Z.T. Effect of admixture on physical and mechanical properties of recycled brick aggregate concrete. MIST Int. J. Sci. Technol. 2021, 9, 27–44. [Google Scholar] [CrossRef]
- Zong, L.; Fei, Z.; Zhang, S. Permeability of recycled aggregate concrete containing fly ash and clay brick waste. J. Clean. Prod. 2014, 70, 175–182. [Google Scholar] [CrossRef]
- Cai, X.; Wu, K.; Huang, W.; Yu, J.; Yu, H. Application of recycled concrete aggregates and crushed bricks on permeable concrete road base. Road Mater. Pavement Des. 2020, 22, 2181–2196. [Google Scholar] [CrossRef]
- Liu, W.J. Performance of new permeable concrete materials based on mechanical strength. Nat. Environ. Pollut. Technol. 2019, 18, 1683–1689. [Google Scholar]
- Debnath, B.; Sarkar, P.P. Quantification of random pore features of porous concrete mixes prepared with brick aggregate: An application of stereology and mathematical morphology. Constr. Build. Mater. 2021, 294, 123594. [Google Scholar] [CrossRef]
- Debnath, B.; Sarkar, P.P. Characterization of pervious concrete using over burnt brick as coarse aggregate. Constr. Build. Mater. 2020, 242, 118154. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Z.; Zou, D.; Zhou, A.; Du, J. Strength enhancement of recycled aggregate pervious concrete using a cement paste redistribution method. Cem. Concr. Res. 2019, 122, 72–82. [Google Scholar] [CrossRef]
- Tu, T.Y.; Chen, Y.Y.; Hwang, C.L. Properties of HPC with recycled aggregates. Cem. Concr. Res. 2006, 36, 943–950. [Google Scholar] [CrossRef]
- Garavaglia, E.; Tedeschi, C. Analysis of the mass and deformation variation rates over time and their influence on long-term durability for specimens of porous material. Sustain. Struct. 2022, 2, 000014. [Google Scholar] [CrossRef]
- Hossain, T.; Salam, M.A.; Kader, M.A. Pervious concrete using brick chips as coarse aggregate: An experimental study. J. Civ. Eng. 2012, 40, 125–137. [Google Scholar]
- Ren, J.; Zhou, Q.; Yang, C.; Bai, Y. Performance and interaction of sodium silicate activated slag with lignosulfonate superplasticiser added at different mixing stages. Cem. Concr. Compos. 2023, 136, 104900. [Google Scholar] [CrossRef]
- Li, L.G.; Ng, P.L.; Zeng, K.L.; Xie, H.Z.; Cheng, C.M.; Kwan, A.K.H. Experimental study and modelling of fresh behaviours of basalt fibre-reinforced mortar based on average water film thickness and fibre factor. Materials 2023, 16, 2137. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.H.; Liu, K.; Wang, D.; Wang, G.M.; Chu, P.K.; Meng, Z.Y.; Wang, X.F. Hierarchical CuO-ZnO/SiO2 fibrous membranes for efficient removal of congo red and 4-nitrophenol from water. Adv. Fiber Mater. 2022, 4, 1069–1080. [Google Scholar] [CrossRef]
- Jia, C.; Xu, Z.; Luo, D.F.; Xiang, H.X.; Zhu, M.F. Flexible ceramic fibers: Recent development in preparation and application. Adv. Fiber Mater. 2022, 4, 573–603. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Moradi, M.; Ariffin, M.K.A.; Bodaghi, M. A review on additive/subtractive hybrid manufacturing of directed energy deposition (DED) process. Adv. Powder Mater. 2022, 1, 100054. [Google Scholar] [CrossRef]
- Chen, M.Z.; Yang, K.; Wang, Z.D.; Wang, S.B.; Wu, E.; Lu, Y.; Ni, Z.H.; Lu, Z.J.; Sun, G.F. Microstructure evolution and mechanical performance of NV E690 steel repaired by underwater laser directed energy deposition technique. Adv. Powder Mater. 2023, 2, 100095. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Liu, H.R.; Ding, T.; Ma, G.W. 3D printed concrete components and structures: An overview. Sustain. Struct. 2021, 1, 000006. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).