
A Study on the Performance of Self-Leveling Mortar Utilizing Tungsten Tailings as the Aggregate

 ,
,
Abstract
1. Introduction
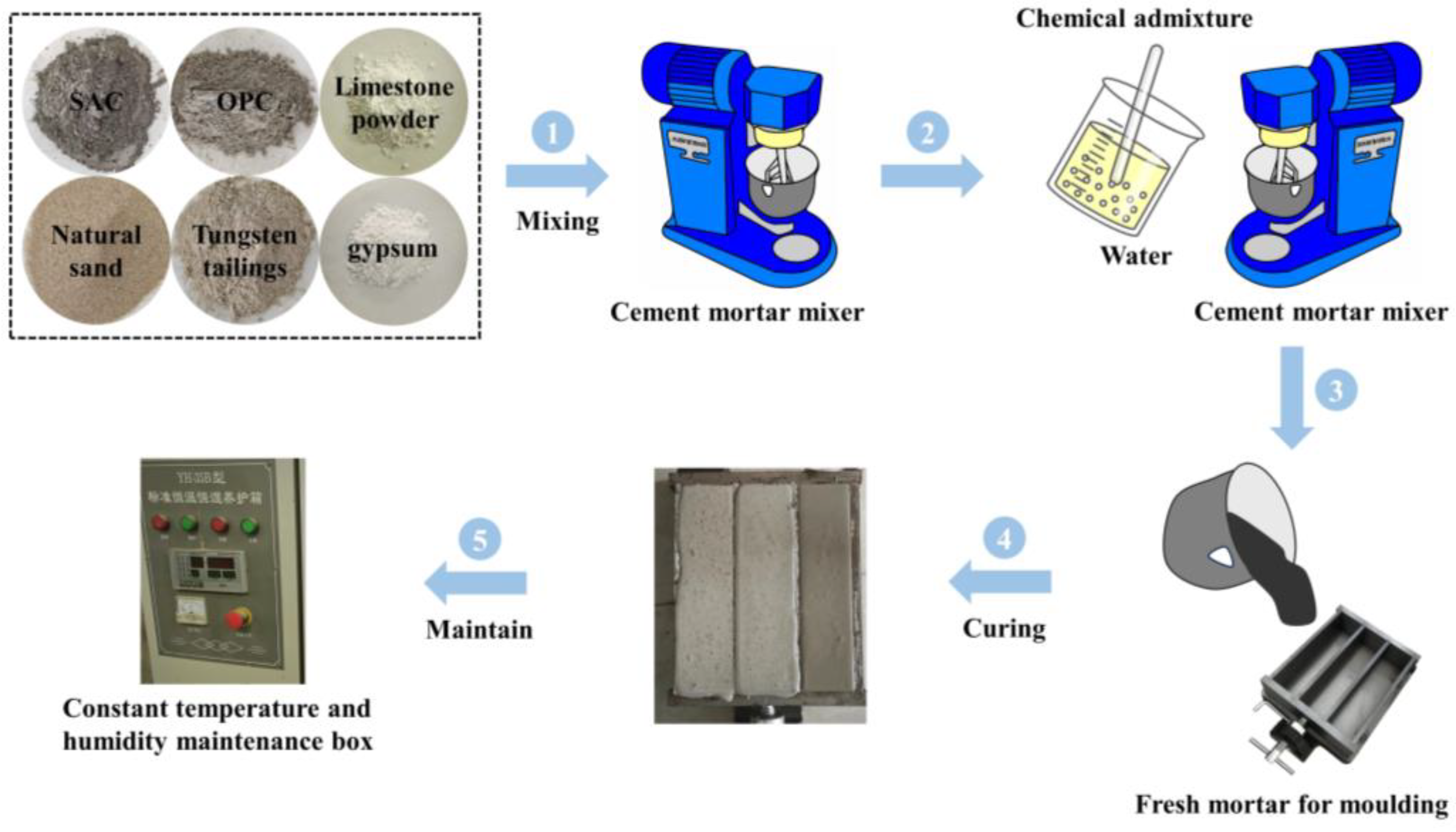
2. Materials and Methods
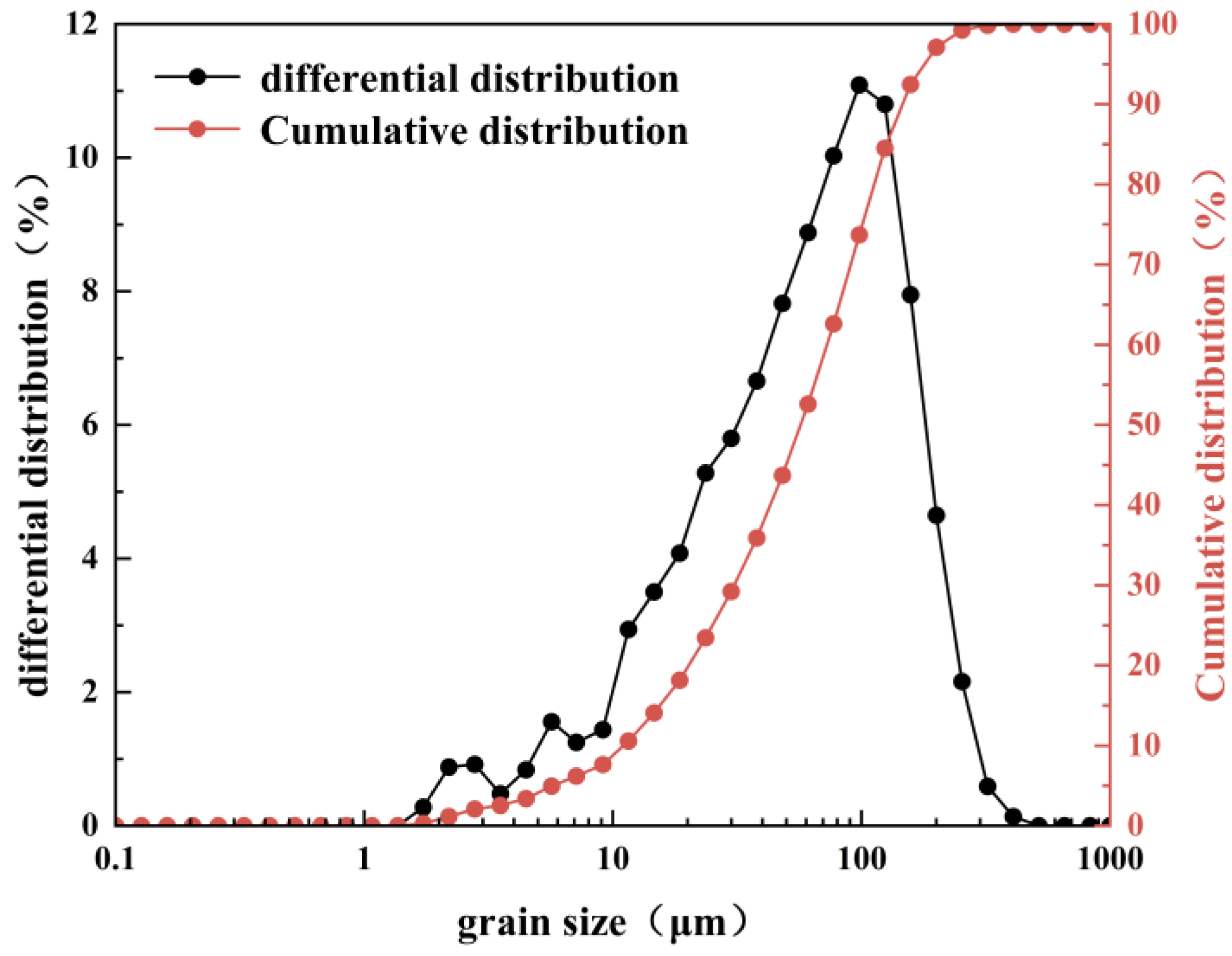
2.1. Materials
2.2. SLM Mixing Ratio Design
2.3. Test Methods
- (1)
- Fluidity
- (2)
- Flexural and compressive strengths
- (3)
- Dimensional change rate
- (4)
- Porosity and water absorption
- (5)
- Toxic leaching test for heavy metals
- (6)
- Other test and analysis methods
3. Results and Discussion
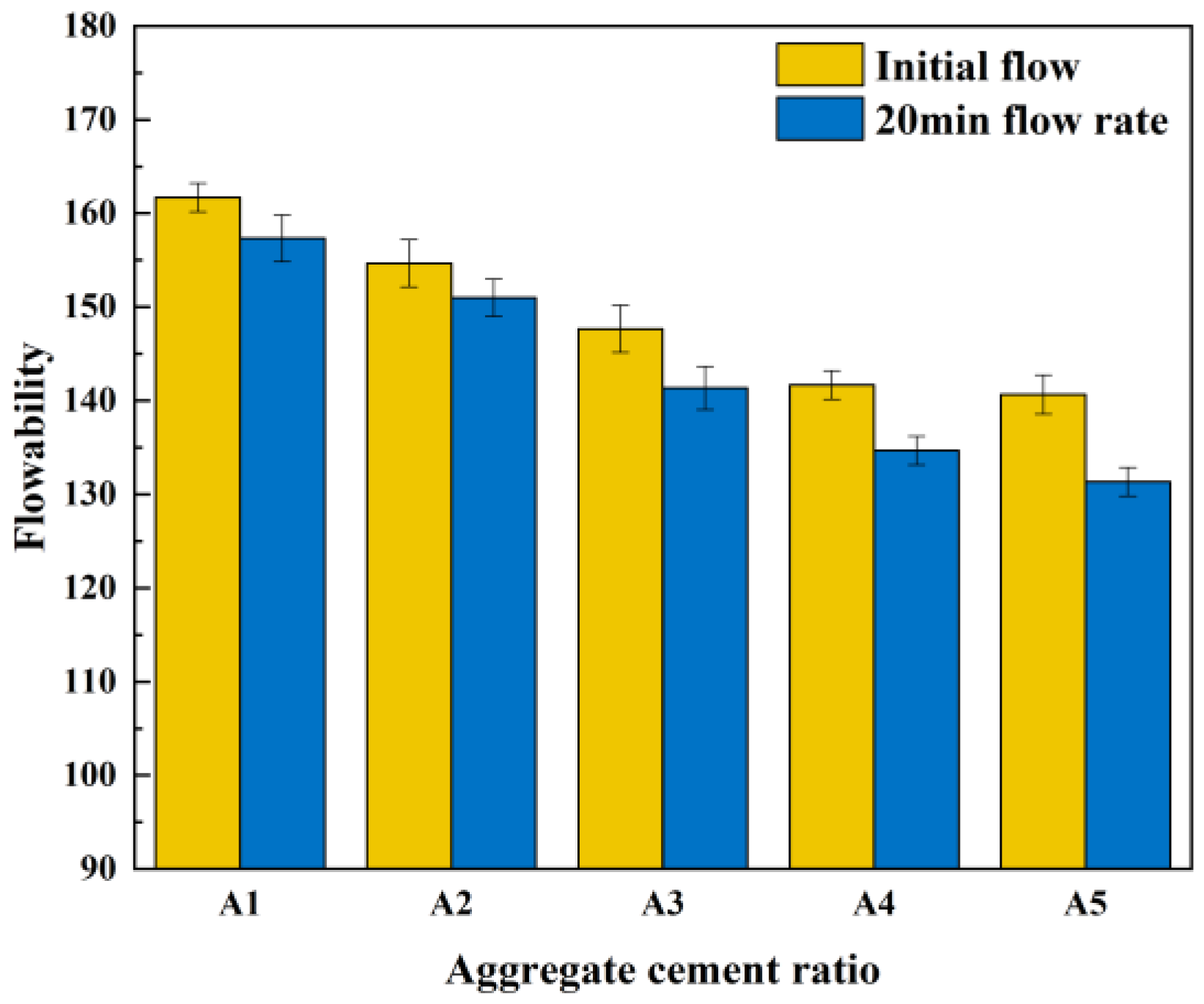
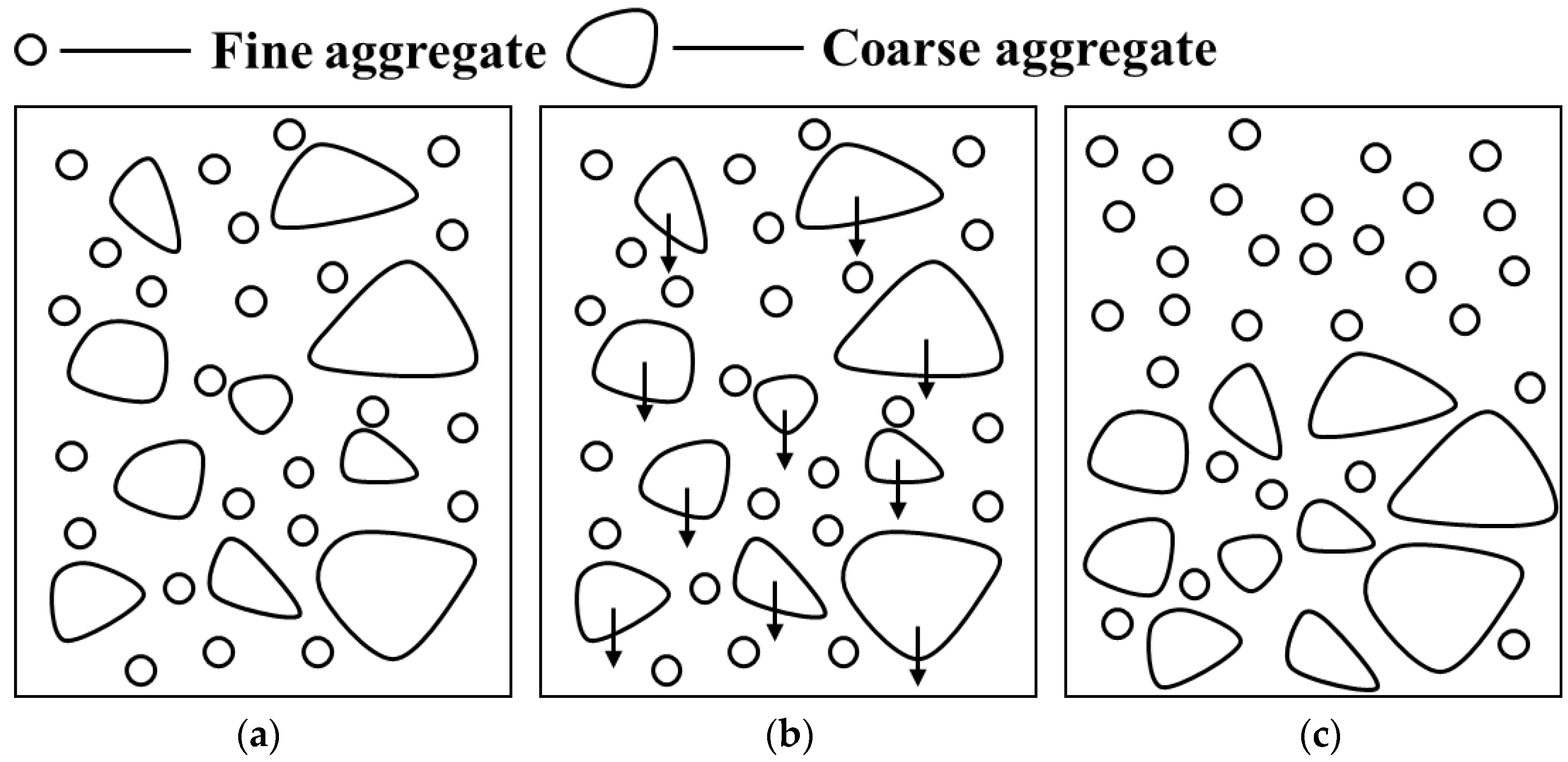
3.1. Effect of Aggregate-Cement Ratio on SLM Performance
3.2. Effect of Cement-Mix Ratio on SLM Performance
3.3. Effect of Tungsten Tailings on SLM Performance
3.4. Mechanism and Microanalysis of Tungsten Tailing Action
3.4.1. Porosity and Water Absorption
3.4.2. XRD Mineral Phase Analysis
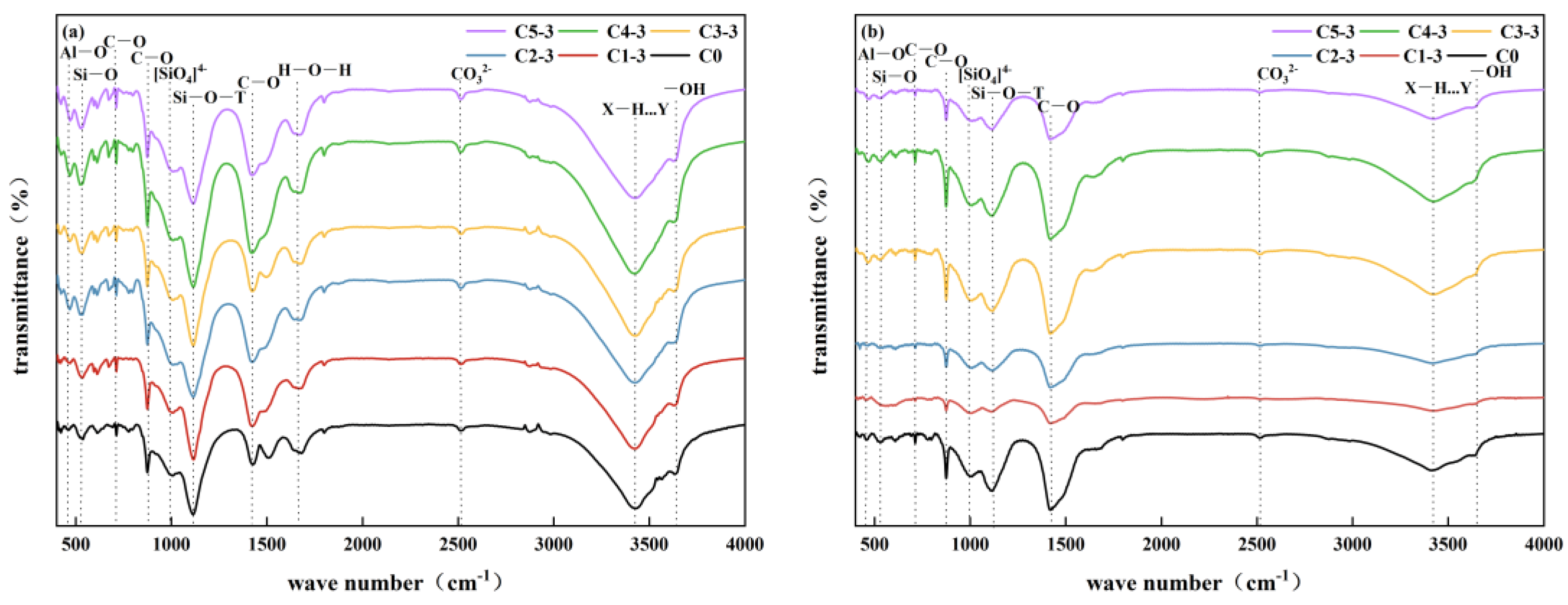
3.4.3. FTIR Infrared Analysis
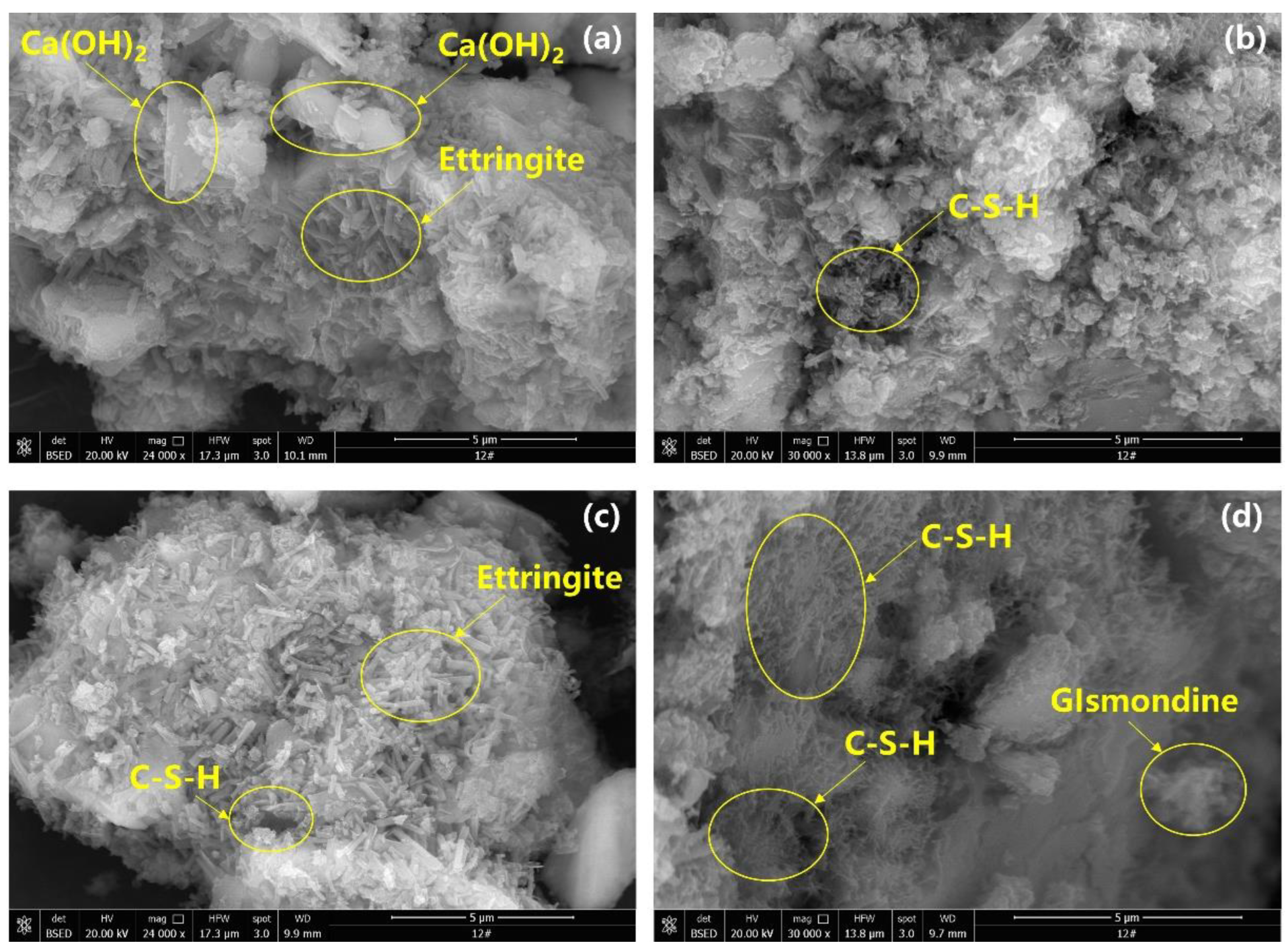
3.4.4. SEM Microstructure Analysis
3.4.5. Leaching Toxicity Test Results
4. Conclusions
- (1)
- The flow properties of SLM are adversely affected by a high aggregate-cement ratio. The mechanical qualities of SLM are optimal when the aggregate-cement ratio is 45:55. The formation of water leakage channels is the key factor in increasing the porosity of SLM.
- (2)
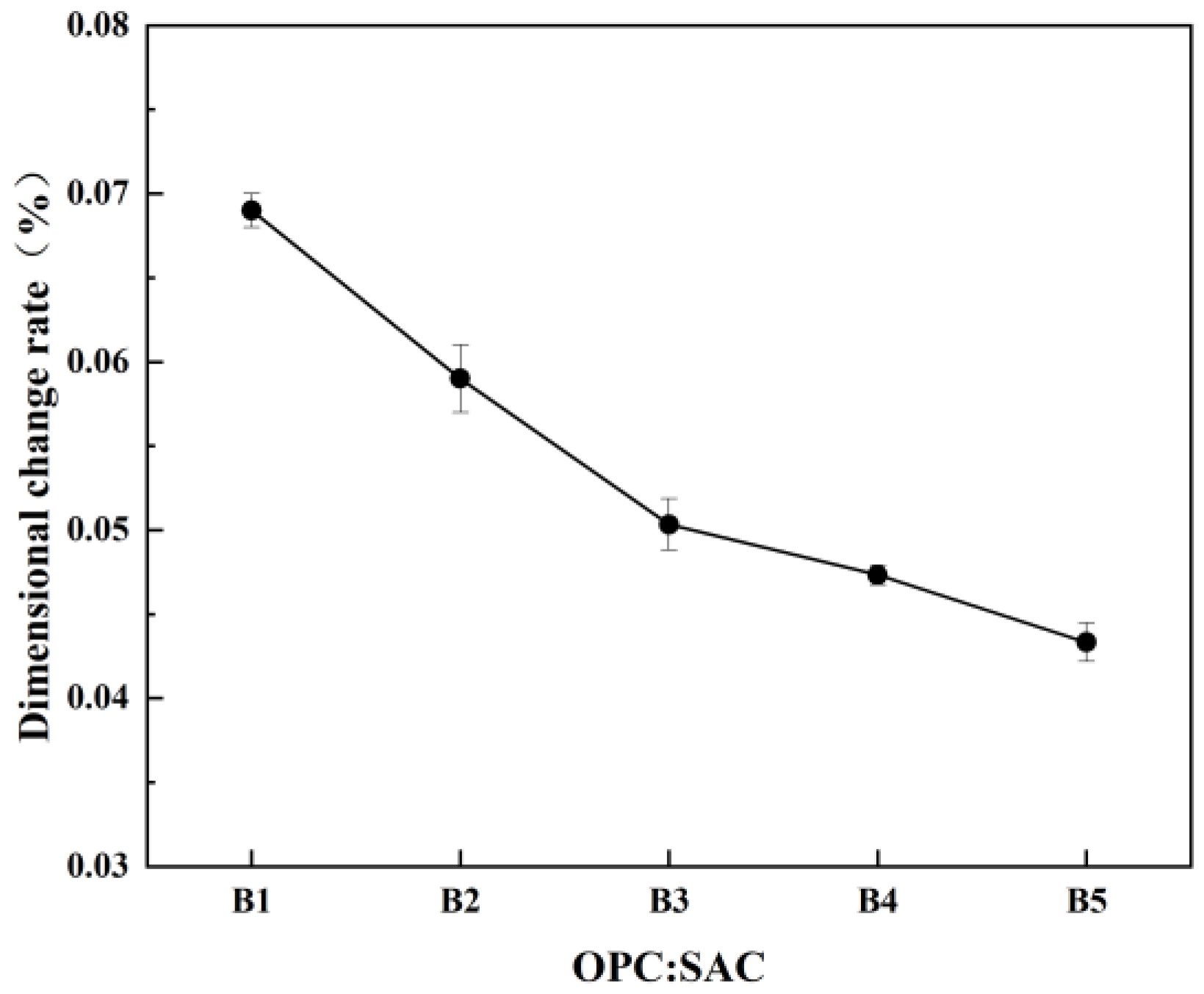
- The early strength of SLM increased rapidly with the higher SAC content. However, excessive SAC caused a quick depletion of free water, worsening the loss of SLM fluidity. At OPC:SAC ratios of 32:18 and 29:21, the 20-min fluidity fell below the minimum limit of 130 mm.
- (3)
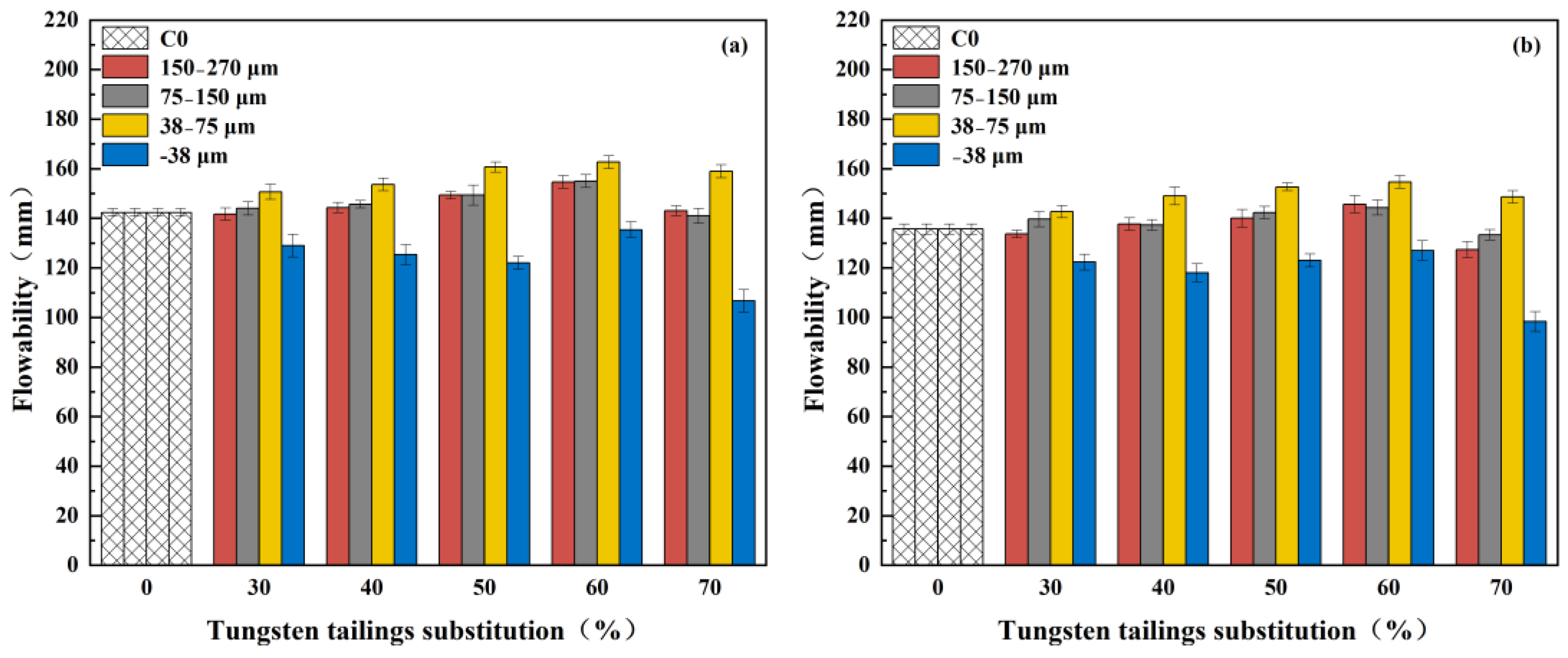
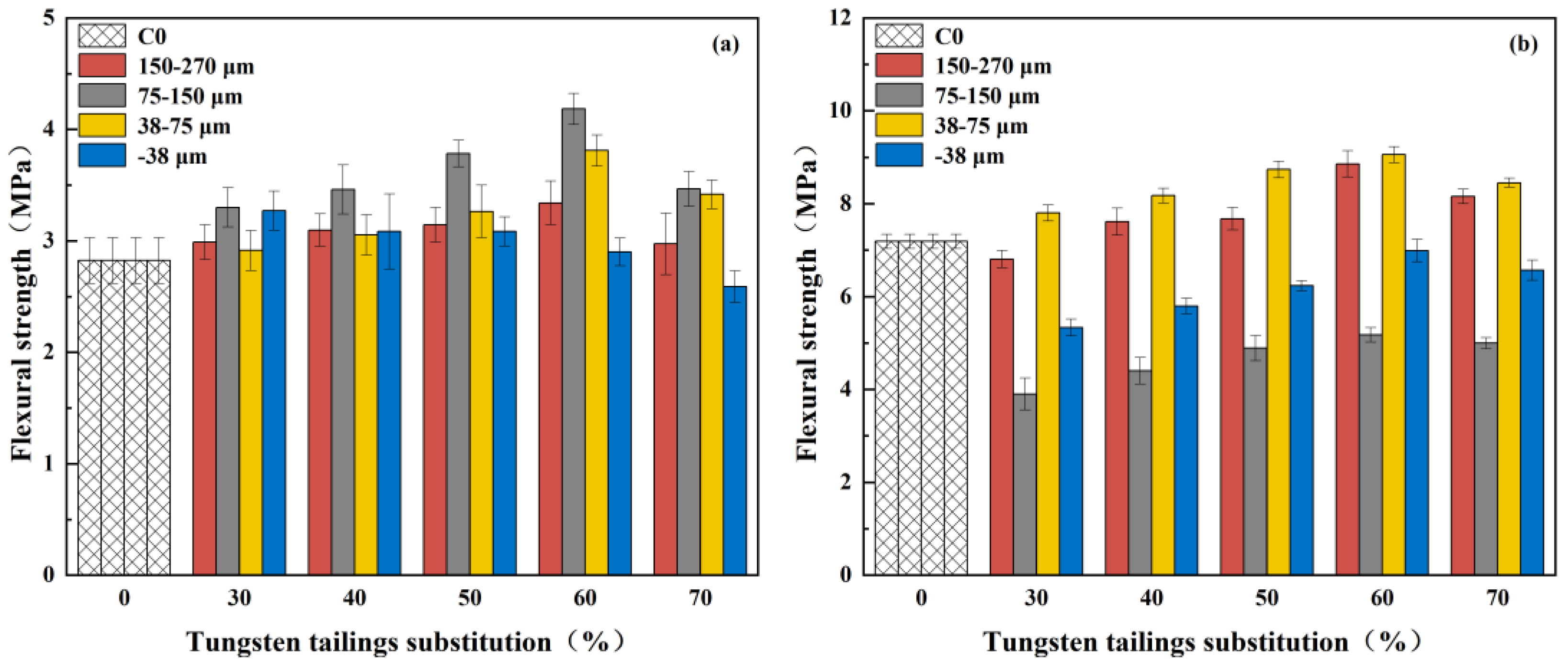
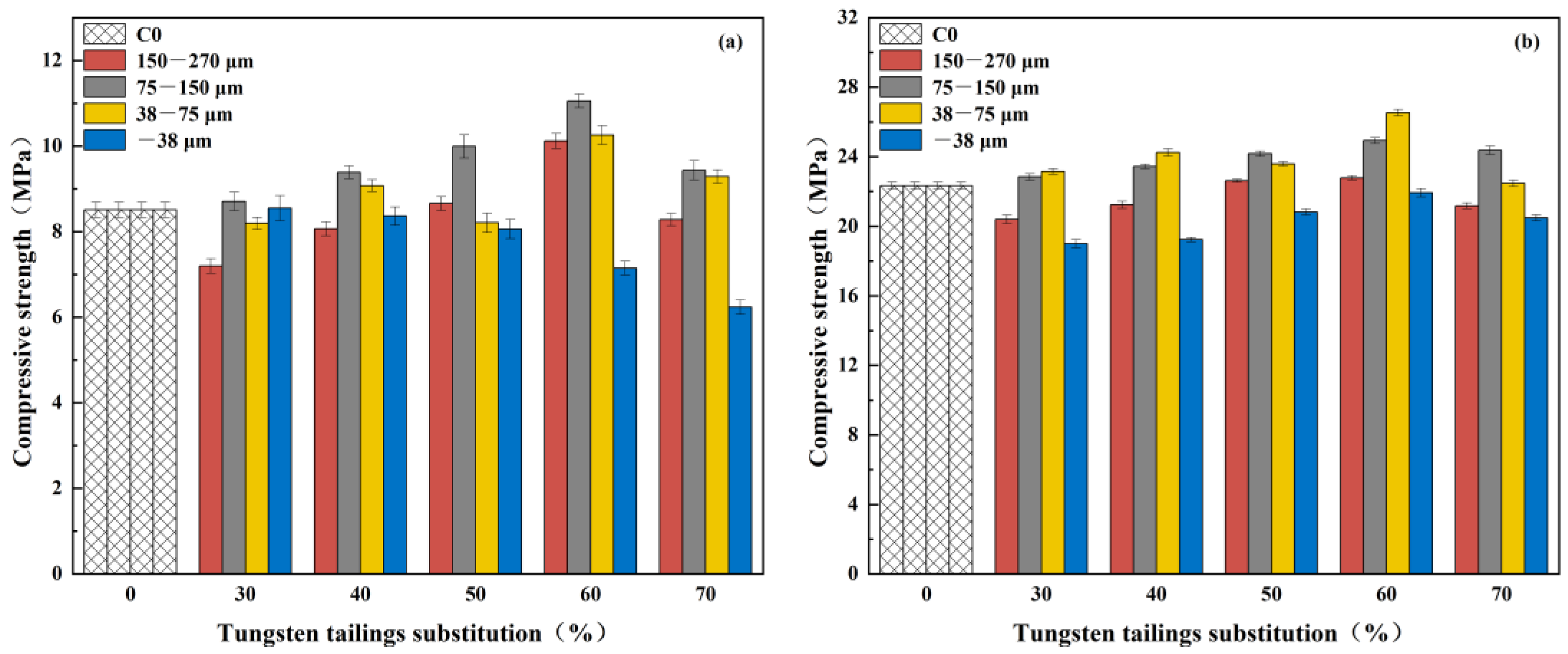
- When 60% of natural sand is replaced by tungsten tailings, the grain grade of 38–75 μm demonstrates exceptional working performance. The initial and 20 min fluidity were 163 mm and 155 mm, respectively, while the 28d compressive and flexural strengths were 26.53 MPa and 9.06 MPa. Moreover, the dimensional shrinkage rate over a period of 28 days remained consistently below 0.1%.
- (4)
- The cement-based self-leveling mortar made from tungsten tailings has excellent immobilization effectiveness for heavy metals such as lead, cadmium, chromium, and arsenic. Following a 90-day curing period, no traces of cadmium were found in the leaching solution, indicating a 100% cure rate for cadmium.
- (5)
- The accumulation of fine particles in the tailings is a constant problem. A novel method for producing self-leveling mortar using tungsten tailings with a particle size of −75 μm was suggested as a means of treating aluminosilicate tailings. This approach not only tackles the problem of environmental contamination resulting from the accumulation of tailings but also reduces the production costs of the construction industry. Future endeavors should focus on assuring the long-lasting stability of tailings application in SLM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, F.Y.; Liu, H.; Yan, L. Construction of layered double hydroxide composites derived from tungsten tailing particles for simultaneously enhancing fire protection and anti-ageing properties of intumescent fire-resistant coatings applied in wood surface. J. Build. Eng. 2023, 77, 107409. [Google Scholar] [CrossRef]
- Kazamel, B.G.; Jamieson, H.E.; Leybourne, M.I.; Falck, H.; Johannesson, K.H. Aqueous Geochemistry and Mineralogy of Tungsten with Emphasis on Mine Wastes. Econ. Geol. 2023, 118, 659–674. [Google Scholar] [CrossRef]
- Liu, S.; Yuan, R.; Wang, X.; Yan, Z. Soil tungsten contamination and health risk assessment of an abandoned tungsten mine site. Sci. Total Environ. 2022, 852, 158461. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Zhang, Z.; Yin, S.; Yu, L. Utilization of Iron Tailings Sand as an Environmentally Friendly Alternative to Natural River Sand in High-Strength Concrete: Shrinkage Characterization and Mitigation Strategies. Materials 2020, 13, 5614. [Google Scholar] [CrossRef] [PubMed]
- Gao, S.; Cui, X.; Kang, S.; Ding, Y. Sustainable applications for utilizing molybdenum tailings in concrete. J. Clean. Prod. 2020, 266, 122020. [Google Scholar] [CrossRef]
- Li, Z.Y.; Chen, F. Study on preparation and properties of green concrete with iron tailings. J. Funct. Mater. 2023, 54, 6230–6236. [Google Scholar]
- Editorial Committee of Introduction to Non-Ferrous Metal Mining Pools in China. An Introduction to Non-Ferrous Tailings Storage in China; China National Nonferrous Metals Industry Corporation (CNMC): Beijing, China, 1991; p. 728. [Google Scholar]
- Zeng, Y.; Duan, N.; Fu, C.; Liao, D.; Song, X.; Jin, S.; Cui, K. Preparation and characterization of tungsten tailing-based geopolymers. Ceram. Int. 2023, 49, 22043–22053. [Google Scholar] [CrossRef]
- Peng, K.; Yang, H.M.; Ouyang, J. Tungsten tailing powders activated for use as cementitious material. Powder Technol. 2015, 286, 678–683. [Google Scholar] [CrossRef]
- Wang, K.W.; Hyang, J.H.; Zhu, Y.; Ku, J. Preparation of porous ceramics from tungsten tailings by adding pore-forming agent. J. Chem. Eng. Chin. Univ. 2022, 36, 879–885. [Google Scholar]
- Deng, Q.J.; Che, X.K.; Zheng, Q.; Wang, L.; Zhao, H.; Yang, G. Comprehensive Recovery of Tungsten, Copper and Zinc from Tungsten Tailings. Chin. J. Rare Met. 2019, 43, 541–550. [Google Scholar]
- Liu, J.H.; Zhou, Z.B. Comprehensive Utilization of Ultra-fine Metal Tailings and Its Problems and Countermeasures in the Application of Backfill Materials. Met. Mine 2022, 7, 240–249. [Google Scholar]
- Georgin, J.F.; Ambroise, J.; Péra, J.; Reynouard, J.M. Development of self-leveling screed based on calcium sulfoaluminate cement: Modelling of curling due to drying. Cem. Concr. Compos. 2008, 30, 769–778. [Google Scholar] [CrossRef]
- Mehmet, C.; İlker Bekir, T.; Özgün, A. Effect of admixture ratio and aggregate type on self-leveling screed properties. Constr. Build. Mater. 2016, 116, 321–325. [Google Scholar]
- Chen, P.; Zhang, L.H.; Liu, R.J.; Zhao, Y.R.; Wei, J.Z.; Qu, W.Z. Experimental study on self- leveling mortar prepared by waste stone powder and manganese slag. Concrete 2016, 11, 116–118+122. [Google Scholar]
- Lawrence, P.; Ringot, E.; Cyr, M. Mineral admixtures in mortars effect of type, amount and fineness of fine constituents on compressive strength. Cem. Concr. Res. 2005, 35, 1092–1105. [Google Scholar] [CrossRef]
- Scolaro, T.P.; Rocha, J.C. Influence of the physical characteristics of sand and the crushed filler content on the properties of self-leveling mortars. Cerâmica 2021, 67, 179–187. [Google Scholar] [CrossRef]
- Li, H.Y.; Pan, G.Q. Experimental study on properties of self-leveling floor cement mortar containing limestone powder. Concrete 2013, 5, 135–137. [Google Scholar]
- Scolaro, T.P.; Rocha, J.C. Effect of filler nature on mechanical performance and drying shrinkage of self-leveling mortars. Rev. IBRACON De Estrut. E Mater. 2021, 26, e14303. [Google Scholar] [CrossRef]
- JC/T 985-2017; Cementitious Self-Leveling Mortar for the Ground. Ministry of Industry and Information Technology of the People’s Republic of China: Beijing, China, 2017.
- GB/T 17671-2021; Cement Mortar Strength Test Method (ISO Method). National Standards of the People’s Republic of China: Beijing, China, 2021.
- Chen, X.D.; Wu, S.X.; Zhou, J.K. Influence of porosity on compressive and tensile strength of cement mortar. Constr. Build. Mater. 2013, 40, 869–874. [Google Scholar] [CrossRef]
- Zhao, G.D.; Zhang, X.Z.; Yang, L.Y.; Hu, M.L. Experimental study on size and shape effect of concrete porosity based on saturated water method. Concrete 2023, 3, 171–176+188. [Google Scholar]
- CSEPA HJ 557; Solid Waste-Extraction Procedure for Leaching Toxicity-Horizontal Vibration Method. CSEPA National: Beijing, China, 2010.
- Kaplan, G.; Gulcan, A.; Cagdas, B.; Bayraktar, O.Y. The impact of recycled coarse aggregates obtained from waste concretes on lightweight pervious concrete properties. Environ. Sci. Pollut. Res. Int. 2021, 28, 17369–17394. [Google Scholar] [CrossRef]
- Chandrappa, A.K.; Biligiri, K.P. Pervious concrete as a sustainable pavement material–Research findings and future prospects: A state-of-the-art review. Constr. Build. Mater. 2016, 111, 262–274. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Kareem, Q.; İpek, S. Effect of different substitution of natural aggregate by recycled aggregate on performance characteristics of pervious concrete. Mater. Struct./Mater. Constr. 2016, 49, 521–536. [Google Scholar] [CrossRef]
- Liu, X.; Ma, B.; Tan, H.; Gu, B.; Zhang, T.; Chen, P.; Li, H.; Mei, J. Effect of aluminum sulfate on the hydration of Portland cement, tricalcium silicate and tricalcium aluminate. Constr. Build. Mater. 2020, 232, 117179. [Google Scholar] [CrossRef]
- Deng, X.; Guo, H.; Tan, H.; Zhang, J.; Li, M.; Chen, P.; He, X.; Yang, J.; Wang, J. Comparison on early hydration of Portland cement and sulphoaluminate cement in the presence of nano ettringite. Constr. Build. Mater. 2022, 360, 129516. [Google Scholar] [CrossRef]
- Zhou, Q.; Milestone, N.B.; Hayes, M. An alternative to Portland Cement for waste encapsulation―The calcium sulfoaluminate cement system. J. Hazard. Mater. 2006, 136, 120–129. [Google Scholar]
- Wang, Q.; Zhuang, S.Y.; Jia, R.Q. An investigation on the anti-water properties of phosphorus building gypsum (PBG)-based mortar. J. Therm. Anal. Calorim. 2019, 136, 1575–1585. [Google Scholar] [CrossRef]
- Liao, Y.; Jiang, G.; Wang, K.; Al Qunaynah, S.; Yuan, W. Effect of steel slag on the hydration and strength development of calcium sulfoaluminate cement. Constr. Build. Mater. 2020, 265, 120301. [Google Scholar]
- Xie, Y.D. Improved ettringite stabilization by calcium carbonate and calcium nitrate additions in ternary PC-CSA-C$ systems. Cem. Concr. Res. 2024, 175, 107383. [Google Scholar] [CrossRef]
- Ji, G.; Ali, H.A.; Sun, K.; Xuan, D.; Peng, X.; Li, J. Volume Deformation and Hydration Behavior of Ordinary Portland Cement/Calcium Sulfoaluminate Cement Blends. Materials 2023, 16, 2652. [Google Scholar] [CrossRef]
- Xu, Z.; Zhu, Z.; Zhao, Y.; Guo, Z.; Chen, G.; Liu, C.; Gao, J.; Chen, X. Production of sustainable plastering mortar containing waste clay brick aggregates. Case Stud. Constr. Mater. 2022, 16, e01120. [Google Scholar] [CrossRef]
- Zhang, S.; Tan, Y.; Deng, Y.; Ming, H.; Li, H.; Wu, J. Effect of clay fraction on the mechanical properties and microstructural characteristics of waste rock fine-based brick. J. Clean. Prod. 2023, 424, 138771. [Google Scholar] [CrossRef]
- Nikbin, I.; Aliaghazadeh, M.; Charkhtab, S.; Fathollahpour, A. Environmental impacts and mechanical properties of lightweight concrete containing bauxite residue (red mud). J. Clean. Prod. 2018, 172, 2683–2694. [Google Scholar] [CrossRef]
- Waseem, S.A. An Investigation of Mechanical and Durability Properties of Carbonated Recycled Aggregate Concrete. J. Inst. Eng. (India) Ser. A 2022, 103, 349–358. [Google Scholar] [CrossRef]
- Théréné, F.; Keita, E.; Naël-Redolfi, J.; Boustingorry, P.; Bonafous, L.; Roussel, N. Water absorption of recycled aggregates: Measurements, influence of temperature and practical consequences. Cem. Concr. Res. 2020, 137, 106196. [Google Scholar] [CrossRef]
- Djerbi, A. Effect of recycled coarse aggregate on the new interfacial transition zone concrete. Constr. Build. Mater. 2018, 190, 1023–1033. [Google Scholar] [CrossRef]
- Yin S h Yan, Z.P. The effect of coarse aggregate on the bleeding and mechanical properties of cemented paste backfill. J. Cent. South Univ. 2023, 30, 555–567. [Google Scholar] [CrossRef]
- Xu, F.G.; Yang, F.L.; Li, H.W. Research on Application of Cement-based Self-leveling Floor Mortar Using Low Active Steel Slag. Multipurp. Util. Miner. Resour. 2019, 6, 84–88. [Google Scholar]
- Chen, S.; Du, Z.; Zhang, Z.; Yin, D.; Feng, F.; Ma, J. Effects of red mud additions on gangue-cemented paste backfill properties. Powder Technol. 2020, 367, 833–840. [Google Scholar] [CrossRef]
- Tang, R.; Zhang, J.; Wang, Z.; Lan, M. C-S-H Nano-seed and Its Promoting Effect on Cement Hydration and Hardening: A Review. Mater. Rep. 2023, 37, 105–120. [Google Scholar]
- Liu, M.; Dong, Y.; Zang, M.; Cai, G.; Lu, H. Experimental Study on Solidified Lake Sediment Based on Industrial Solid Waste and Construction Waste: Stabilization and Mechanism. Buildings 2023, 13, 2053. [Google Scholar] [CrossRef]
- Chouhan, H.S.; Kalla, P.; Nagar, R.; Gautam, P.K.; Arora, A.N. Investigating use of dimensional limestone slurry waste as fine aggregate in mortar. Environ. Dev. Sustain. 2020, 22, 2223–2245. [Google Scholar] [CrossRef]
- Ferraz, E.; Gamelas, J.A.; Coroado, J.; Monteiro, C.; Rocha, F. Recycling Waste Seashells to Produce Calcitic Lime: Characterization and Wet Slaking Reactivity. Waste Biomass Valorization 2019, 10, 2397–2414. [Google Scholar] [CrossRef]
- Allali, F.; Joussein, E.; Kandri, N.I.; Rossignol, S. The influence of calcium content on the performance of metakaolin-based geomaterials applied in mortars restoration. Mater. Des. 2016, 103, 1–9. [Google Scholar] [CrossRef]
- Wang, R.; Wang, P.M.; Li, X.G. Physical and mechanical properties of styrene-butadiene rubber emulsion modified cement mortars. Cem. Concr. Res. 2005, 35, 900–906. [Google Scholar] [CrossRef]
- Murat, D.; Mehmet, K.; Mehrzad, M. High temperature resistance of self compacting alkali activated slag/portland cement composite using lightweight aggregate. Constr. Build. Mater. 2021, 290, 123250. [Google Scholar]
- Tan, J.W.; Dan, H.C.; Ma, Z.M. Metakaolin based geopolymer mortar as concrete repairs: Bond strength and degradation when subjected to aggressive environments. Ceram. Int. 2022, 48, 23559–23570. [Google Scholar] [CrossRef]
- Nestor, A.U.; Haci, B.; Mauricio, H.C. Application-oriented mix design optimization and characterization of zeolite-based geopolymer mortars. Constr. Build. Mater. 2018, 174, 138–149. [Google Scholar]
- Karim, M.; Zain, M.; Jamil, M.; Lai, F. Fabrication of a non-cement binder using slag, palm oil fuel ash and rice husk ash with sodium hydroxide. Constr. Build. Mater. 2013, 49, 894–902. [Google Scholar] [CrossRef]
- Bazzoni, A. Study of Early Hydration Mechanisms of Cement by Means of Electron Microscopy; école Polytechnique Fédérale de Lausanne: Lausanne, Switzerland, 2014. [Google Scholar]
- CSEPA GB 18598; Standard for Pollution Control on the Security Landfill Site for Hazardous Wastes. CSEPA National: Beijing, China, 2019.
- CSEPA GB 5085.3; Identification Standards for Hazardous Wastes-Identification for Extraction Toxicity. CSEPA National: Beijing, China, 2007.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | SiO2 | Al2O3 | K2O | Fe2O3 | CaO | MgO | SO3 | MnO | Na2O | TiO2 | LoI |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tungsten tailings | 65.80 | 20.42 | 4.72 | 3.37 | 2.37 | 1.57 | 0.44 | 0.29 | 0.24 | 0.20 | - |
| OPC | 21.60 | 5.15 | - | 3.11 | 62.37 | 1.29 | 3.22 | - | - | - | 3.21 |
| SAC | 7.23 | 18.60 | - | 4.30 | 45.30 | 1.35 | 12.50 | - | - | - | 10.05 |
| No. | Gelling Material | Aggregate | ||||
|---|---|---|---|---|---|---|
| Overall Amount | Cement | Gypsum | Overall Amount | Mineral Filler | Limestone Powder | |
| Ordinary Silicate Cement: Sulphoaluminate Cement | Quartz Sand: Tungsten Tailings | |||||
| A1 | 60 | 35:15 | 5 | 40 | 5:5 | 10 |
| A2 | 55 | 35:15 | 5 | 45 | 5:5 | 10 |
| A3 | 50 | 35:15 | 5 | 50 | 5:5 | 10 |
| A4 | 45 | 35:15 | 5 | 55 | 5:5 | 10 |
| A5 | 40 | 35:15 | 5 | 60 | 5:5 | 10 |
| B1 | 55 | 41:9 | 5 | 45 | 5:5 | 10 |
| B2 | 55 | 38:12 | 5 | 45 | 5:5 | 10 |
| B3 | 55 | 35:15 | 5 | 45 | 5:5 | 10 |
| B4 | 55 | 32:18 | 5 | 45 | 5:5 | 10 |
| B5 | 55 | 29:21 | 5 | 45 | 5:5 | 10 |
| C0 | 55 | 38:12 | 5 | 45 | 10:0 | 10 |
| C1-1 | 55 | 38:12 | 5 | 45 | 7:3 (Tailings size: 150–270 μm) | 10 |
| C1-2 | 55 | 38:12 | 5 | 45 | 7:3 (Tailings size: 75–150 μm) | 10 |
| C1-3 | 55 | 38:12 | 5 | 45 | 7:3 (Tailings size: 38–75 μm) | 10 |
| C1-4 | 55 | 38:12 | 5 | 45 | 7:3 (Tailings size: −38 μm) | 10 |
| C2-1 | 55 | 38:12 | 5 | 45 | 6:4 (Tailings size: 150–270 μm) | 10 |
| C2-2 | 55 | 38:12 | 5 | 45 | 6:4 (Tailings size: 75–150 μm) | 10 |
| C2-3 | 55 | 38:12 | 5 | 45 | 6:4 (Tailings size: 38–75 μm) | 10 |
| C2-4 | 55 | 38:12 | 5 | 45 | 6:4 (Tailings size: −38 μm) | 10 |
| C3-1 | 55 | 38:12 | 5 | 45 | 5:5 (Tailings size: 150–270 μm) | 10 |
| C3-2 | 55 | 38:12 | 5 | 45 | 5:5 (Tailings size: 75–150 μm) | 10 |
| C3-3 | 55 | 38:12 | 5 | 45 | 5:5 (Tailings size: 38–75 μm) | 10 |
| C3-4 | 55 | 38:12 | 5 | 45 | 5:5 (Tailings size: −38 μm) | 10 |
| C4-1 | 55 | 38:12 | 5 | 45 | 4:6 (Tailings size: 150–270 μm) | 10 |
| C4-2 | 55 | 38:12 | 5 | 45 | 4:6 (Tailings size: 75–150 μm) | 10 |
| C4-3 | 55 | 38:12 | 5 | 45 | 4:6 (Tailings size: 38–75 μm) | 10 |
| C4-4 | 55 | 38:12 | 5 | 45 | 4:6 (Tailings size: −38 μm) | 10 |
| C5-1 | 55 | 38:12 | 5 | 45 | 3:7 (Tailings size: 150–270 μm) | 10 |
| C5-2 | 55 | 38:12 | 5 | 45 | 3:7 (Tailings size: 75–150 μm) | 10 |
| C5-3 | 55 | 38:12 | 5 | 45 | 3:7 (Tailings size: 38–75 μm) | 10 |
| C5-4 | 55 | 38:12 | 5 | 45 | 3:7 (Tailings size: −38 μm) | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Yang, C.; Huang, L.; Wang, Z.; Zeng, C.; Zhu, J.; Huang, W. A Study on the Performance of Self-Leveling Mortar Utilizing Tungsten Tailings as the Aggregate. Sustainability 2024, 16, 5545. https://doi.org/10.3390/su16135545
Zhang W, Yang C, Huang L, Wang Z, Zeng C, Zhu J, Huang W. A Study on the Performance of Self-Leveling Mortar Utilizing Tungsten Tailings as the Aggregate. Sustainability. 2024; 16(13):5545. https://doi.org/10.3390/su16135545
Chicago/Turabian StyleZhang, Wenyi, Chen Yang, Lijinhong Huang, Zekai Wang, Chaocong Zeng, Junzhen Zhu, and Wanfu Huang. 2024. "A Study on the Performance of Self-Leveling Mortar Utilizing Tungsten Tailings as the Aggregate" Sustainability 16, no. 13: 5545. https://doi.org/10.3390/su16135545
APA StyleZhang, W., Yang, C., Huang, L., Wang, Z., Zeng, C., Zhu, J., & Huang, W. (2024). A Study on the Performance of Self-Leveling Mortar Utilizing Tungsten Tailings as the Aggregate. Sustainability, 16(13), 5545. https://doi.org/10.3390/su16135545