
Study on Improving Physical–Mechanical Properties and Frost Resistance of Straw–Mortar Composite Wall Materials by Pretreatment

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Design
2.2. Experimental Materials
2.2.1. Cement
2.2.2. Rice Straw
2.2.3. Aggregate
2.2.4. Water
2.2.5. NaOH Reagent
2.3. Experimental Methods
2.3.1. Pretreatment
2.3.2. Determination of Compressive Strength
2.3.3. Determination of Physical Property
- (1)
- Water absorption rate
- (2)
- Dry density
2.3.4. Determination of Frost Resistance
Mass Loss Rate
Strength Loss Rate
3. Test Results and Analysis of Physical and Mechanical Property Index of Straw–Mortar Composite Materials
3.1. Modeling and Analysis of Variance (ANOVA)
3.2. Influence of Interaction of Various Factors on Physical and Mechanical Properties
3.2.1. Influence of Interaction of Various Influencing Factors on Compressive Strength
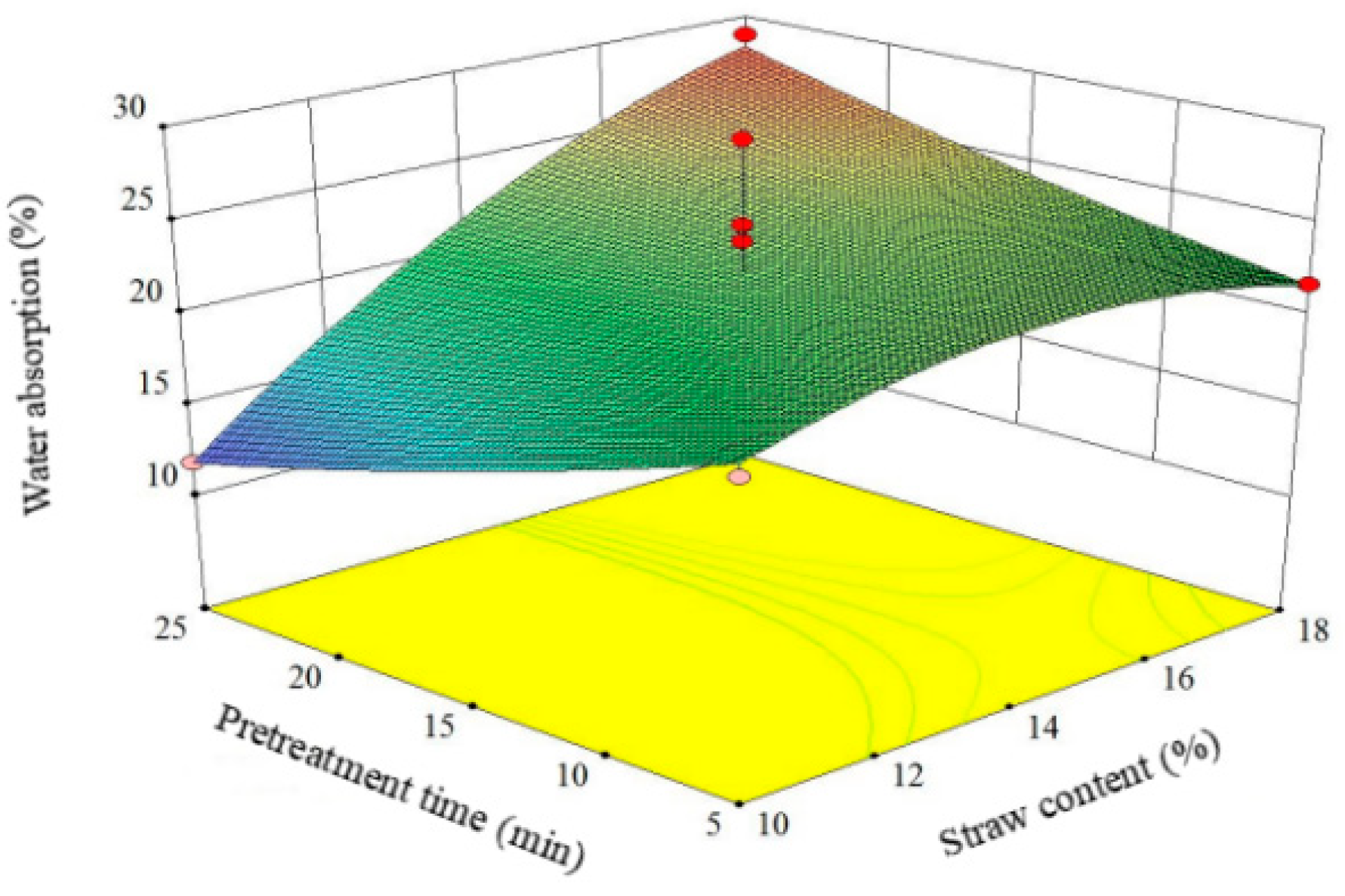
3.2.2. Influence of Interaction of Various Influencing Factors on Water Absorption Rate
3.2.3. Influence of Interaction of Various Influencing Factors on Dry Density
3.3. Parameter Optimization and Experimental Verification
4. Frost Resistance of Straw–Mortar Composite Wall Materials Produced with Treated Straw
4.1. Influence of Freeze–Thaw Cycle on Mass Loss Rate
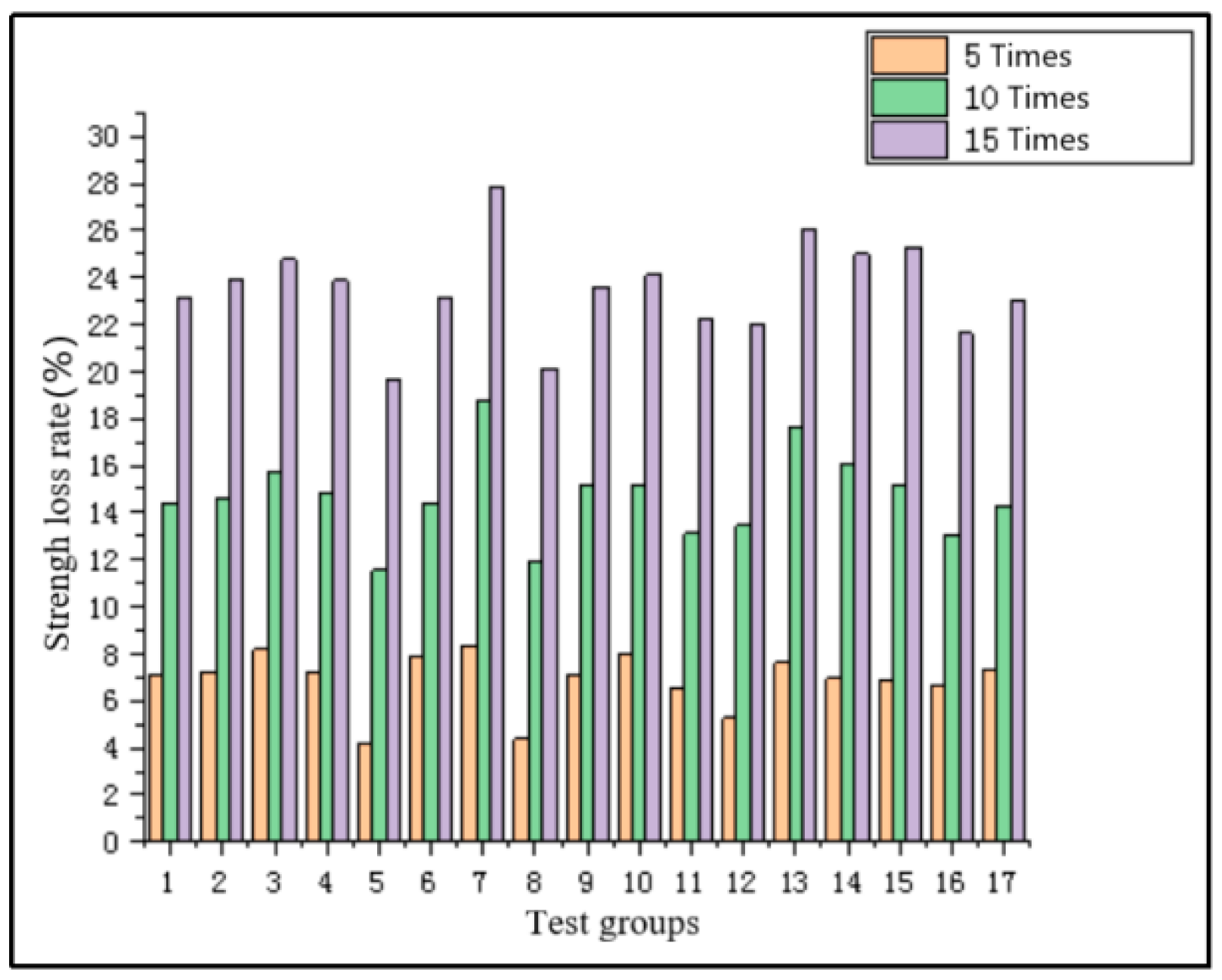
4.2. Influence of Freeze–Thaw Cycle on Strength Loss Rate
4.3. Influence of Freeze–Thaw Cycle on Water Absorption Rate
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Han, L.J.; Yan, Q.J.; Liu, X.Y.; Hu, J.Y. Current situation of crop straw resources and their utilization in China. J. Agric. Eng. 2002, 18, 87–91. [Google Scholar] [CrossRef]
- Chen, J.H.; Ji, Z.J. Present research situation and prospect of compound straw wall board. Build. Eng. Eff. 2017, 45, 74–78. [Google Scholar] [CrossRef]
- Madurwar, M.V.; Ralegaonkar, R.V.; Mandavgane, S.A. Application of agro-waste for sustainable construction materials: A review. Constr. Build. Mater. 2013, 38, 872–878. [Google Scholar] [CrossRef]
- Ahmad, M.R.; Chen, B.; Oderji, S.Y.; Mohsan, M. Development of a new bio-composite for building insulation and structural purpose using corn stalk and magnesium phosphate cement. Energy Build. 2018, 173, 719–733. [Google Scholar] [CrossRef]
- Xie, X.L.; Li, H.B. Compatibility between rice straw fibers with different pretreatments and ordinary Portland cement. Materials 2021, 14, 6402. [Google Scholar] [CrossRef]
- Çomak, B.; Bideci, A.; Bideci, Ö.S. Effects of hemp fibers on characteristics of cement based mortar. Constr. Build. Mater. 2018, 169, 794–799. [Google Scholar] [CrossRef]
- Cai, J.L.; Wang, N.K.; Wang, J.; Li, D.M. Research progress on rice pretreatment technology of rice straw. China Rice 2023, 29, 24–27. [Google Scholar] [CrossRef]
- Valles, A.; Capilla, M.; Álvarez-Hornos, F.J.; García-Puchol, M.; San-Valero, P.; Gabaldón, C. Optimization of alkali pretreatment to enhance rice straw conversion to butanol. Biomass Bioenergy 2021, 150, 106131. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites:A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Kundu, S.P.; Chakraborty, S.; Roy, A.; Adhikari, B.; Majumder, S.B. Chemically modified jute fibre reinforced non-pressure (NP) concrete pipes with improved mechanical properties. Constr. Build. Mater. 2012, 37, 841–850. [Google Scholar] [CrossRef]
- Saha, P.; Manna, S.; Chowdhury, S.R.; Sen, R.; Roy, D.; Adhikari, B. Adhikari. Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Bioresour. Technol. 2010, 101, 3182–3187. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Plant fibre based bio-composites: Sustainable and renewable green materials. Renew. Sustain. Energy Rev. 2017, 79, 558–584. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Silva, F.A.; Lima, P.R.L.; Toledo, R.D. Effect of fiber treatments on the sisal fiber properties and fiber-matrix bond in cement based systems. Constr. Build. Mater. 2015, 101, 730–740. [Google Scholar] [CrossRef]
- Negawo, T.A.; Polat, Y.; Buyuknalcaci, F.N.; Kilic, A.; Saba, N.; Jawaid, M. Mechanical, morphological, structural and dynamic mechanical properties of alkali treated Ensete stem fibers reinforced unsaturated polyester composites. Compos. Struct. 2019, 207, 589–597. [Google Scholar] [CrossRef]
- Behl, M.; Dahiya, P.; Kumari, D.; Thakur, K.; Devi, M.; Rathour, R.K.; Bhatt, A.K.; Bhatia, R.K. Development of tailored bioprocess for pretreatment and saccharification of corn stalk into bioethanol using hydrolytic enzymes cocktail and fermentative yeasts. Biocatal. Agric. Biotechnol. 2023, 53, 102896. [Google Scholar] [CrossRef]
- Zhang, M.; Li, A.; Yang, C.M.; Guo, C.X. Effect of NaOH pretreatment on mesophilic anaerobic fermentation efficiency of wheat. Acta Agric. Boreali-Occident. Sin. 2023, 32, 2022–2030. [Google Scholar] [CrossRef]
- Chen, X.L.; Hu, S.C.; Zhou, Z.W. Effects of pretreatments on the structure and properties of rice straw. J. Funct. Mater. 2010, 41, 275–277. [Google Scholar]
- Ma, X.X.; Cai, Y.; Ma, Y.L. Study on pretreatment of corn straw cellulose by alkali/high temperature moist heat method. Appl. Petrochem. Eng. 2020, 39, 104–109. [Google Scholar]
- Akinyemi, A.B.; Omoniyi, E.T.; Onuzulike, G. Effect of microwave assisted alkali pretreatment and other pretreatment methods on some properties of bamboo fibre reinforced cement composites. Constr. Build. Mater. 2020, 245, 118405. [Google Scholar] [CrossRef]
- Ratsimbazafy, H.H.; Préneron, A.L.; Magniont, C.; Evon, P. A review of the multi-physical characteristics of plant aggregates and their effects on the properties of plant-based concrete. Recent Prog. Mater. 2021, 3, 1–69. [Google Scholar] [CrossRef]
- Liu, X.; Wang, H.; Fei, Z.Y.; Zhang, G.P.; Ai, S.Y.; Guo, Y.; Wang, S.J. Effect of slightly cadmium- enriched kenaf straw on the mechanical and thermal properties of cement mortar. Eur. J. Environ. Civ. Eng. 2020, 26, 4093–4111. [Google Scholar] [CrossRef]
- Xu, C.W.; Li, Q.H.; Liu, T.S.; Yu, F.P. Influence of straw morphology and dosage on the performance of magnesium oxysulfide cement-based straw lightweight composite. Concrete 2020, 363, 147–149. [Google Scholar] [CrossRef]
- Feng, L.Z.; Liu, F.S.; Yue, Q.; Wen, F.S.; Wu, Y.X. Orthogonal test research of wheat straw-MOC composite insulation mortar. New Build. Mater. 2016, 43, 69–72. [Google Scholar] [CrossRef]
- Wang, X.Y.; Hu, C.G.; Feng, X.X. Strength of modified wheat straw/cement composite. J. Mater. Sci. Eng. 2017, 35, 139–143. [Google Scholar] [CrossRef]
- Huang, Y.T.; Tan, J.L.; Xuan, X.X.; Liu, L.P.; Xie, M.J.; Liu, H.N.; Yu, S.J.; Zheng, G.J. Study on untreated and alkali treated rice straw reinforced geopolymer composites. Mater. Chem. Phys. 2021, 262, 124304. [Google Scholar] [CrossRef]
- Wang, L.L.; Zhang, T.T.; Wang, Z.J.; Zheng, Y. The effect of biogas slurry combined with freeze-thaw pretreatment on the physicochemical properties of rice straw. Trans. CSAE 2023, 39, 188–199. [Google Scholar] [CrossRef]
- Hua, L.X.; Xiao, F.P.; Li, Y.T.; Huang, H.B.; Zhao, K.W.; Yu, K.X.; Hettiarachchi, C. A potential damage mechanism of rubberized cement under freeze-thaw cycle. Constr. Build. Mater. 2020, 252, 119054. [Google Scholar] [CrossRef]
- Rangel, C.S.; Amario, M.; Pepe, M.; Martinelli, E.; Toledo, R.D. Durability of structural recycled aggregate concrete subjected to freeze-thaw cycles. Sustainability 2020, 12, 6475. [Google Scholar] [CrossRef]
- Wu, Q.Y.; Ma, Q.Y.; Wang, Y. Compression-tensile tests and meso-structure of basalt fiber-slag powder-fly ash concrete under freeze-thaw cycles. Acta Mater. Compos. Sin. 2021, 38, 953–965. [Google Scholar] [CrossRef]
- Chen, H.M.; Hu, Y.S.; Li, Z. Adsorption mechanism of heavy metals by phosphate·solubilizing microorgajlism modified biochar. J. China Environ. Sci. 2021, 41, 684–686. [Google Scholar]
- Raid, A.; Noha, S.; Mohamed, M.A.; Ahmed, H.; Basheer, N.; Mahmoud, A.D. Influences of straw alkaline pretreatment on biogas production and digestate characteristics: Artificial neural network and multivariate statistical techniques. Environ. Sci. Pollut. Res. Int. 2024, 31, 13638–13655. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Ding, L.; Yang, M.M.; Cheng, C.; Yu, G.S. Preparation and slurry ability of coal water slurry with hydrothermal carbonization pretreatment of corn stalk. Clean Coal Technol. 2023, 12, 1–12. [Google Scholar] [CrossRef]
- Jiang, D.M.; An, P.H.; Cui, S.P.; Sun, S.G.; Zhang, J.Z.; Tuo, T.F. Effect of straw fiber modification methods on compatibility between straw fibers and cement-based materials. Adv. Civ. Eng. 2020, 2020, 8392935. [Google Scholar] [CrossRef]
- JGJ/T 70-2009; Standard for test method of basic properties of construction mortar. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2009.
- GB/T 20473-2021; Dry-mixed thermal insulating mortar for buildings. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- Raina, N.; Slathia, P.S.; Sharma, P. Experimental optimization of thermochemical pretreatment of sal (Shorea robusta) sawdust by Central Composite Design study for bioethanol production by co-fermentation using Saccharomyces cerevisiae (MTCC-36) and Pichia stipitis (NCIM-3498). Biomass Bioenergy 2020, 143, 105819. [Google Scholar] [CrossRef]
- Wang, J.H.; Tian, Y.L.; Xu, C.W.; Qi, H. Effect of corn straw content on the properties of magnesium cement composite building materials. New Build. Mater. 2016, 43, 87–90. [Google Scholar] [CrossRef]
- Mak, K.; Fam, A. Performance of SiO2-impregnated flax fibre reinforced polymers under wet dry and freeze thaw cycles. J. Compos. Mater. 2021, 55, 251–263. [Google Scholar] [CrossRef]
- Liu, Q.; Cheng, J.W.; Wang, Y.Q.; Lei, W. Study on properties of modified wheat straw powder polypropylene composites. Polym. Bull. 2021, 34, 58–64. [Google Scholar] [CrossRef]
- Ajouguim, S.; Stefanidou, M.; Abdelouahdi, K.; Waqif, M.; Saâdim, L. Influence of treated bio-fibers on the mechanical and physical properties of cement mortars. Eur. J. Environ. Civ. Eng. 2022, 26, 3120–3135. [Google Scholar] [CrossRef]
- Shang, X.Y.; Yang, J.W.; Song, Q.; Wang, L. Efficacy of modified rice straw fibre on properties of cementitious composites. J. Clean. Prod. 2020, 276, 124184. [Google Scholar] [CrossRef]
- Wang, F.; Zhou, S.J.; Yang, M.Q.; Chen, Z.Q.; Ran, S.Y. Thermo-mechanical performance of polylactide composites reinforced with alkali-treated bamboo fibers. Polymers 2018, 10, 401. [Google Scholar] [CrossRef]
- Jiang, D.M.; Cui, S.P.; Xu, F.; Tuo, T.F. Impact of leaf fibre modification methods on compatibility between leaf fibres and cement-based materials. Constr. Build. Mater. 2015, 94, 502–512. [Google Scholar] [CrossRef]
- Jiang, J.; Mei, C.T.; Pan, M.Z.; Lian, H.L.; Lu, F. Effect of low temperature plasma pre-treatment on the mechanical properties for wood plastic composites reinforced by glass fibers. China For. Prod. Ind. 2010, 56, 3–7. [Google Scholar] [CrossRef]
- Cai, J.W.; Jia, X.Y.; Yan, S.J.; Cao, X.; Liu, X.Y.; Li, W.J.; Wang, H.Y. Study on mechanical properties of cement-based straw fiber composite materials. China Cem. Concr. Prod. 2019, 7, 55–57. [Google Scholar]
- Wu, W.L.; Chen, F.Y. Preparation and interfacial modification of corn straw reinforced crumb rubber composite. Synth. Rubbing India 2021, 44, 51–55. [Google Scholar] [CrossRef]
- Nguyen, V.C.; Mangat, P.S. Properties of rice straw reinforced alkali activated cementitious composites. Constr. Build. Mater. 2020, 261, 120536. [Google Scholar] [CrossRef]
- Devnani, G.L.; Sinha, S. African teff straw as a potential reinforcement in polymer composites for light-weight applications: Mechanical, thermal, physical, and chemical characterization before and after Alkali treatment. J. Nat. Fibers 2020, 17, 1011–1025. [Google Scholar] [CrossRef]
- GB/T 29060-2012; The bricks & blocks composited insulation materials. Standardization Administration of the People’s Republic of China: Beijing, China, 2012.
- Vijay, R.; Singaravelu, D.L.; Vinod, A.; Sanjay, M.R.; Siengchin, S.; Jawaid, M.; Khan, A.; Parameswaranpillai, J. Characterization of raw and alkali treated new natural cellulosic fibers from Tridax procumbens. Int. J. Biol. Macromol. 2019, 125, 99–108. [Google Scholar] [CrossRef]
- Yi, X.Y. Study on the Physical and Frost Resistance of Rice Straw Mortar Composites. Master’s Thesis, Shenyang Agricultural University, Shenyang, China, 2020. [Google Scholar] [CrossRef]
- Grubeša, I.N.; Vračević, M.; Ducman, V.; Markovic, B.; Szenti, I.; Kukovecz, A. Influence of the size and type of pores on brick resistance to freeze-thaw cycles. Materials 2020, 13, 3717. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| (%) | 10 | 14 | 18 |
| (min) | 5 | 15 | 25 |
| (%) | 1 | 3 | 5 |
| Specific Surface Area (cm2·g−1) | Density (kg·m−3) | Setting Time (Min) | Compressive Strength (MPa) | ||
|---|---|---|---|---|---|
| Initial Setting | Final Setting | 3 d | 28 d | ||
| 3245 | 3150 | 183 | 237 | 25.4 | 49.5 |
| Number | (%) | (Min) | (%) | (MPa) | (%) | (kg∙m−3) |
|---|---|---|---|---|---|---|
| 0 | 10 | 15 | 3 | 3.88 | 13.5 | 1020.06 |
| 1 | 14 | 15 | 3 | 5.06 | 24.9 | 1478.93 |
| 2 | 14 | 15 | 3 | 5.01 | 13.7 | 1651.73 |
| 3 | 14 | 5 | 1 | 4.40 | 24.9 | 1307.64 |
| 4 | 14 | 15 | 3 | 5.11 | 29.4 | 1318.58 |
| 5 | 10 | 25 | 3 | 6.50 | 11.8 | 1672.10 |
| 6 | 14 | 5 | 5 | 4.80 | 23.6 | 1278.78 |
| 7 | 18 | 15 | 1 | 2.20 | 24.8 | 1295.76 |
| 8 | 10 | 15 | 5 | 7.30 | 16.3 | 1569.10 |
| 9 | 14 | 15 | 3 | 5.08 | 24.1 | 1358.57 |
| 10 | 14 | 25 | 1 | 4.02 | 22.7 | 1359.71 |
| 11 | 14 | 25 | 5 | 5.50 | 21.9 | 1369.33 |
| 12 | 10 | 5 | 3 | 6.10 | 20.2 | 1402.72 |
| 13 | 18 | 5 | 3 | 2.50 | 21.8 | 1432.72 |
| 14 | 18 | 15 | 5 | 3.20 | 24.4 | 1315.56 |
| 15 | 18 | 25 | 3 | 2.90 | 28.9 | 1195.02 |
| 16 | 10 | 15 | 1 | 5.60 | 17.1 | 1466.67 |
| 17 | 14 | 15 | 3 | 5.04 | 20.2 | 1465.53 |
| Response Variable | Source | Sum of Squares | Mean Squares | F Value | p Value | Significance | |
|---|---|---|---|---|---|---|---|
| Compressive strength | Model | 31.07 | 9 | 3.45 | 186.01 | <0.0001 | ** |
| 27.01 | 1 | 27.01 | 1455.57 | <0.0001 | ** | ||
| 0.16 | 1 | 0.16 | 8.45 | 0.0228 | * | ||
| 2.62 | 1 | 2.62 | 141.30 | <0.0001 | ** | ||
| 0.12 | 1 | 0.12 | 6.60 | 0.0370 | * | ||
| 0.29 | 1 | 0.29 | 15.71 | 0.0054 | ** | ||
| 0.47 | 1 | 0.47 | 25.08 | 0.0016 | ** | ||
| 0.22 | 1 | 0.22 | 11.74 | 0.0110 | * | ||
| Lack of fit | 0.12 | 3 | 0.041 | 28.53 | 0.0037 | ||
| Water absorption rate | Model | 148.47 | 9 | 16.50 | 9.75 | 0.0033 | ** |
| 102.46 | 1 | 102.46 | 60.56 | 0.0001 | ** | ||
| 1.32 | 1 | 1.32 | 0.78 | 0.0463 | * | ||
| 0.47 | 1 | 0.47 | 0.28 | 0.0447 | * | ||
| 11.29 | 1 | 11.29 | 6.67 | 0.0363 | * | ||
| 28.19 | 1 | 28.19 | 16.66 | 0.0047 | ** | ||
| Lack of fit | 10.49 | 3 | 3.50 | 10.31 | 0.0236 | ||
| Dry density | Model | 1.413 × 105 | 9 | 15,705.00 | 3.91 | 0.0429 | * |
| 96,965.07 | 1 | 96,965.07 | 24.16 | 0.0017 | ** | ||
| 64,280.00 | 1 | 64,280.00 | 6.30 | 0.0404 | * | ||
| 1706.93 | 1 | 1706.93 | 0.17 | 0.0447 | * | ||
| 3055.51 | 1 | 3055.51 | 0.30 | 0.0312 | * | ||
| 26,544.84 | 1 | 26,544.84 | 6.61 | 0.0369 | * | ||
| Lack of fit | 3921.89 | 3 | 1307.30 | 0.22 | 0.8805 |
| Variable | Goal | Level of Importance |
|---|---|---|
| Independent | ||
| Straw content (%, mass fraction) | In range (10–18) | |
| Pretreatment time (min) | In range (5–25) | |
| Reagent concentration (%, mass fraction) | In range (1–5) | |
| Response | ||
| Compressive strength (MPa) | Maximize | First |
| Water absorption rate (%, mass fraction) | Minimize | Second |
| Dry density (kg∙m−3) | Maximize | Third |
| (%) | (Min) | (%) | (MPa) | (%) | |
|---|---|---|---|---|---|
| 10 | 5 | 5 | 6.52 | 17.7 | 1396.33 |
| (%) | (Min) | (%) | (MPa) | (%) | |
|---|---|---|---|---|---|
| 10 | 5 | 5 | 6.49 | 17.8 | 1397.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, R.; Feng, B.; Fu, J.; Gao, W. Study on Improving Physical–Mechanical Properties and Frost Resistance of Straw–Mortar Composite Wall Materials by Pretreatment. Sustainability 2024, 16, 5608. https://doi.org/10.3390/su16135608
Zhao R, Feng B, Fu J, Gao W. Study on Improving Physical–Mechanical Properties and Frost Resistance of Straw–Mortar Composite Wall Materials by Pretreatment. Sustainability. 2024; 16(13):5608. https://doi.org/10.3390/su16135608
Chicago/Turabian StyleZhao, Rongfei, Binbin Feng, Jia Fu, and Wei Gao. 2024. "Study on Improving Physical–Mechanical Properties and Frost Resistance of Straw–Mortar Composite Wall Materials by Pretreatment" Sustainability 16, no. 13: 5608. https://doi.org/10.3390/su16135608