
Water and Wastewater Management in Production Processes of PGE Energia Ciepła SA Branch 1 in Krakow in Light of Company Modernization


Abstract
:1. Introduction
- -
- To analyze the general structure and functioning of the water and wastewater management system at PGE Energia Ciepła SA Branch 1 in Kraków, with particular emphasis on the process of preparing technological water and wastewater treatment.
- -
- To assess the effectiveness of the modernization of wastewater treatment installation with a wet flue gas treatment installation by analyzing changes in the quality parameters of wastewater after launching the installation.
- -
- To assess the significant impact of the treatment installation on ensuring compliance of wastewater parameters using applicable environmental standards, with particular emphasis on meeting the requirements of the BAT of July 2017 regarding the treatment of heavy metals from wastewater.
2. Materials and Methods
- Dust removal—electrostatic precipitators (dust collectors);
- Flue gas desulfurization using the wet lime method;
- Flue gas denitrification using selective noncatalytic flue gas denitrification (SNCR in boilers 1 and 2) and the catalytic method (SCR in boilers 3 and 4).
3. Results and Discussion
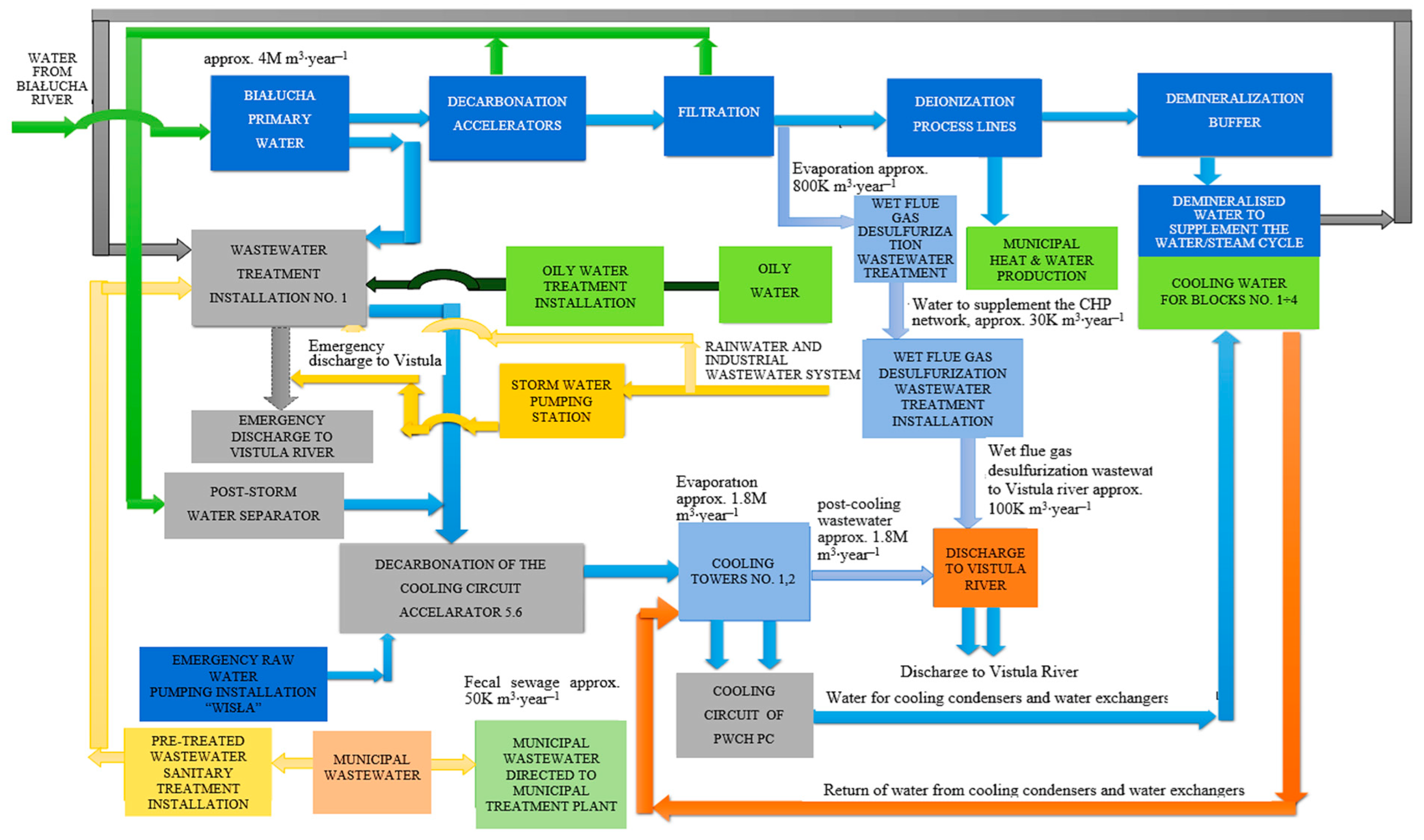
3.1. Water Management
3.2. Wastewater Management
- -
- General plant wastewater is directed to the industrial-rainwater treatment installation no. 1 (Figure 1). After treatment, it is returned for reuse in the cooling water circuit.
- -
- Wastewater from flue gas desulfurization by the wet lime method, which is discharged into the Vistula River after treatment in the installation (approximately 100,000 m3 annually) (Figure 1).
- -
- Post-cooling wastewater (desalt) from the closed circulation of water that cools turbine sets, which is discharged into the Vistula River (approximately 1M m3 annually) (Figure 1).
- -
- Sanitary (social) wastewater, which is partly directed to the municipal wastewater system, and partly treated in the Imhoff sedimentation tank and directed to the company’s industrial-rainwater wastewater system (Figure 1).
3.2.1. Industrial and Storm Wastewater Treatment Installation No. 1
- -
- Desalt from the boiler circuit;
- -
- Emergency and maintenance heating water drains;
- -
- Drainage and leaks from the main building;
- -
- Wash-off wastewater and drainage water treated in a three-chamber settling tank;
- -
- Wastewater from oil management treated in an oily wastewater treatment installation;
- -
- Wastewater from water treatment installation (post-decarbonization) for the boiler and heating circuits;
- -
- Infiltration and drainage waters;
- -
- Rainwater and meltwater;
- -
- Sanitary wastewater from the eastern area of the plant treated in an Imhoff settling tank.
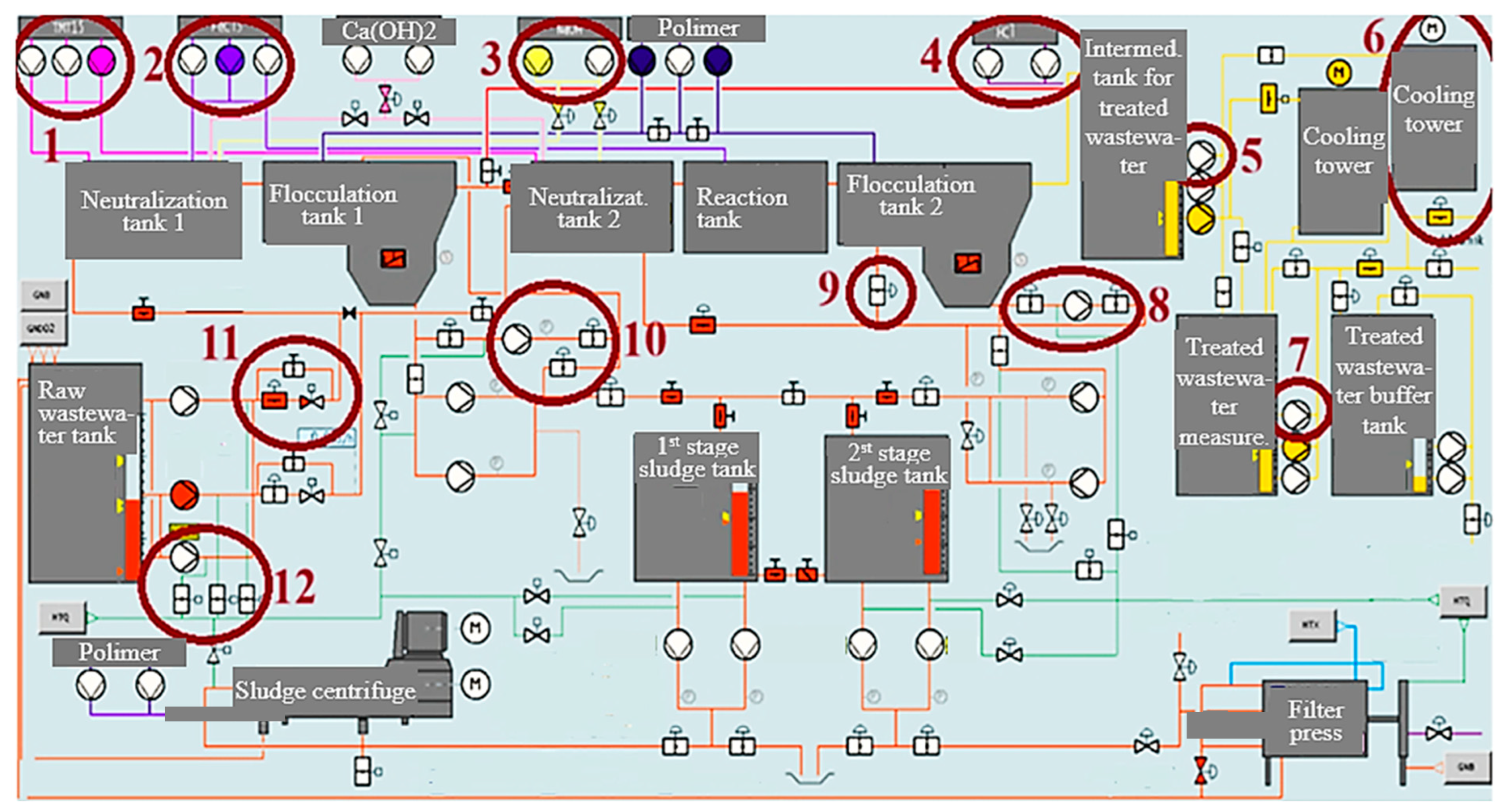
3.2.2. Wet Flue Gas Wastewater Treatment Installation
- -
- When the quality of treated wastewater does not meet the required parameters;
- -
- When the concentration of suspension directed to individual stages of the wastewater treatment installation must be reduced;
- -
- During periods of shutdown of wet flue gas desulfurization installation absorbers, to maintain continuous operation of the wastewater treatment installation; the amount must at least be equal to the minimum capacity of the installation.
- Changing the reagent for precipitation of heavy metals (NALMET) and installing an additional pump set;
- Installing an additional pump set to dose the PIX-113 coagulant;
- Installing additional pump sets to dose NaOH (pH correction);
- Installing additional pump sets to HCL (pH correction);
- Using an additional pump set attached to the intermediate tank of treated wastewater;
- Installing an additional cooling tower;
- Installing an additional pump set attached to the measuring tank of treated wastewater;
- Installing a pump set with fittings as part of the flocculation tank no. 2;
- Installing an additional valve under the flocculation tank no. 2;
- Installing an additional pump set with fittings as part of the flocculation tank no. 1;
- Using additional fittings as part of the raw wastewater tank;
- Installing an additional pump set with fittings as part of the raw wastewater tank.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khamis, I.; Kavvadias, K.C. Trends and challenges toward efficient water management in nuclear power plants. Nucl. Eng. Des. 2012, 248, 48–54. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, J.; Tang, Y.; Zhao, X.; Yang, H.; Gerbens-Leenes, P.W.; Yan, J. China’s coal-fired power plants impose pressure on water resources. J. Clean. Prod. 2017, 161, 1171–1179. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, J.; Ma, Z.; Wang, S.; Duan, L. Effect of selective catalytic reduction (SCR) on fine particle emission from two coal-fired power plants in China. Atmos. Environ. 2015, 120, 227–233. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.; Yu, X.; Sun, P.; Zhao, Y.; Zhang, J.; Chen, G.; Yao, H.; Zheng, C. Migration and emission characteristics of Hg in coal-fired power plant of China with ultra low emission air pollution control devices. Fuel Process Technol. 2017, 158, 272–280. [Google Scholar] [CrossRef]
- DeNooyer, T.A.; Peschel, J.M.; Zhang, Z.; Stillwell, A.S. Integrating water resources and power generation: The energy–water nexus in Illinois. Appl. Energy 2016, 162, 363–371. [Google Scholar] [CrossRef]
- Zhang, X.; Han, L.; Wei, H.; Tan, X.; Zhou, W.; Li, W.; Qian, Y. Linking urbanization and air quality together: A review and a perspective on the future sustainable urban development. J. Clean. Prod. 2022, 346, 130988. [Google Scholar] [CrossRef]
- Koch, H.; Vögele, S. Dynamic modelling of water demand, water availability and adaptation strategies for power plants to global change. Ecol. Econ. 2009, 68, 2031–2039. [Google Scholar] [CrossRef]
- Zhang, C.; Anadon, L.D.; Mo, H.; Zhao, Z.; Liu, Z. Water−carbon trade-off in China’s coal power industry. Environ. Sci. Technol. 2014, 48, 11082–11089. [Google Scholar] [CrossRef] [PubMed]
- Jin, Y.; Wang, L.; He, D. Water consumption of electric power system in China: From electricity generation to consumption. Environ. Sci. Pollut. Res. 2023, 30, 101903–101910. [Google Scholar] [CrossRef] [PubMed]
- Ochrona Środowiska 2022; Główny Urząd Statystyczny: Warszawa, Poland, 2022.
- Li, P.; Hu, Q.; Sun, Y.; Han, Z. Thermodynamic and economic performance analysis of heat and power cogeneration system based on advanced adiabatic compressed air energy storage coupled with solar auxiliary heat. J. Energy Storage 2021, 42, 103089. [Google Scholar] [CrossRef]
- Colella, M.; Ripa, M.; Cocozza, A.; Panfilo, C.; Ulgiati, S. Challenges and opportunities for more efficient water use and circular wastewater management. The case of Campania Region, Italy. J. Environ. Manag. 2021, 297, 113171. [Google Scholar] [CrossRef] [PubMed]
- Jain, R.; Nigam, H.; Mathur, M.; Malik, A.; Arora, U.K. Towards green thermal power plants with blowdown water reuse and simultaneous biogenic nanostructures recovery from waste. Resour. Conserv. Recycl. 2021, 168, 105283. [Google Scholar] [CrossRef]
- Liu, J. Analysis on Water Saving Effect of “Zero Discharge” Wastewater from 4 × 300MW Coal-fired Power Plants. IOP Conf. Ser. Environ. Earth Sci. 2021, 631, 1. [Google Scholar] [CrossRef]
- Han, X.; Yuan, T.; Zhang, D.; Dai, Y.; Liu, J.; Yan, J. Waste heat utilization from boiler exhaust gases for zero liquid discharge of desulphurization wastewater in coal-fired power plants: Thermodynamic and economic analysis. J. Clean. Prod. 2021, 308, 127328. [Google Scholar] [CrossRef]
- Tong, Y.; Huang, Z.; Janssen, A.B.; Wishart, M.; He, W.; Wang, X.; Zhao, Y. Influence of social and environmental drivers on nutrient concentrations and ratios in lakes: A comparison between China and Europe. Water Res. 2022, 227, 119347. [Google Scholar] [CrossRef] [PubMed]
- Xu, A.; Wu, Y.H.; Chen, Z.; Wu, G.; Wu, Q.; Ling, F.; Hu, H.Y. Towards the new era of wastewater treatment of China: Development history, current status, and future directions. Water Cycle 2020, 1, 80–87. [Google Scholar] [CrossRef]
- Hernandez-Sancho, F.; Lamizana-Diallo, B.; Mateo-Sagasta, J.; Qadir, M. Economic Valuation of Wastewater: The Cost of Action and the Cost of No Action; UN Environment Programme: Nairobi, Kenya, 2015; p. 68. [Google Scholar]
- Singh, B.J.; Chakraborty, A.; Sehgal, R. A systematic review of industrial wastewater management: Evaluating challenges and enablers. J. Environ. Manag. 2023, 348, 119230. [Google Scholar] [CrossRef] [PubMed]
- Dong, X.; Zhang, X.; Zeng, S. Measuring and explaining eco-efficiencies of wastewater treatment plants in China: An uncertainty analysis perspective. Water Res. 2017, 112, 195–207. [Google Scholar] [CrossRef] [PubMed]
- Smaisim, G.F.; Abed, A.M.; Alavi, H. Analysis of pollutant emission reduction in a coal power plant using renewable energy. Int. J. Low-Carbon. Technol. 2023, 18, 38–48. [Google Scholar] [CrossRef]
- Pudasainee, D.; Seo, Y.C.; Sung, J.H.; Jang, H.N.; Gupta, R. Mercury co-beneficial capture in air pollution control devices of coal-fired power plants. Int. J. Coal Geol. 2017, 170, 48–53. [Google Scholar] [CrossRef]
- Zhao, S.L.; Duan, Y.; Chen, L.; Li, Y.; Yao, T.; Liu, S.; Liu, M.; Lu, J. Study on emission of hazardous trace elements in a 350 MW coal-fired power plant. Part 1 Mercury. Environ. Pollut. 2017, 229, 863–870. [Google Scholar] [CrossRef] [PubMed]
- Yokoyama, T.; Asakura, K.; Matsuda, H.; Ito, S.; Noda, N. Mercury emissions from a coal-fired power plant in Japan. Sci. Total Environ. 2000, 259, 97–103. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y. Fine particles characteristics of ultra-low emission coal-fired power plants. In Advances in Ultra-Low Emission Control Technologies for Coal-Fired Power Plants; Woodhead Publishing: Sawston, UK, 2019; pp. 159–197. [Google Scholar]
- Beretta, A.; Usberti, N.; Lietti, L.; Forzatti, P.; Di Blasi, M.; Morandi, A.; La Marca, C. Modeling of the SCR reactor for coal-fired power plants: Impact of NH3 inhibition on Hg0 oxidation. Chem. Eng. J. 2014, 257, 170–183. [Google Scholar] [CrossRef]
- George, A.; Shen, B.; Kang, D.; Yang, J.; Luo, J. Emission control strategies of hazardous trace elements from coal-fired power plants in China. J. Environ. Sci. 2020, 93, 66–90. [Google Scholar] [CrossRef] [PubMed]
- Chen, R.J.; Huang, W.; Wong, C.M.; Wang, Z.; Thach, T.Q.; Chen, B.; Kan, H. Short-term exposure to sulfur dioxide and daily mortality in 17 Chinese cities: The China air pollution and health effects study (CAPES). Environ. Res. 2012, 118, 101–106. [Google Scholar] [CrossRef] [PubMed]
- Han, P.; Mei, H.; Liu, D.; Zeng, N.; Tang, X.; Wang, Y.; Pan, Y. Calibrations of low-cost air pollution monitoring sensors for CO, NO2, O3, and SO2. Sensors 2021, 21, 256. [Google Scholar] [CrossRef] [PubMed]
- Jion, M.M.; Jannat, J.N.; Mia, M.Y.; Ali, M.A.; Islam, M.S.; Ibrahim, S.M.; Islam, A.R.M.T. A critical review and prospect of NO2 and SO2 pollution over Asia: Hotspots, trends, and sources. Sci. Total Environ. 2023, 876, 162851. [Google Scholar] [CrossRef] [PubMed]
- Xing, Z.C.; Wang, J.; Feng, K.S.; Hubacek, K. Decline of net SO2 emission intensity in China’s thermal power generation: Decomposition and attribution analysis. Sci. Total Environ. 2020, 719, 137367. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; He, K.; Huo, H. Cleaning Chinas air. Nature 2012, 484, 161–162. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.C.; Chai, J.; Jiao, K.L.; Ma, L.; Zhu, S.J.; Wu, K. Environmental influence and countermeasures for high humidity flue gas discharging from power plants. Renew. Sustain. Energy Rev. 2017, 73, 225–235. [Google Scholar]
- Hsu, C.J.; Atkinson, J.D.; Chung, A.; Hsi, H.C. Gaseous mercury re-emission from wet flue gas desulfurization wastewater aeration basins: A review. J. Hazard. Mater. 2021, 420, 126546. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Han, J.; Liu, Y.; Dou, Z.; Zhang, T.A. Summary of research progress on industrial flue gas desulfurization technology. Sep. Purif. Technol. 2022, 281, 119849. [Google Scholar] [CrossRef]
- Cui, L.; Lu, J.; Song, X.; Tang, L.; Li, Y.; Dong, Y. Energy conservation and efficiency improvement by coupling wet flue gas desulfurization with condensation desulfurization. Fuel 2021, 285, 119209. [Google Scholar] [CrossRef]
- Han, X.; Yan, J.; Karellas, S.; Liu, M.; Kakaras, E.; Xiao, F. Water extraction from high moisture lignite by means of efficient integration of waste heat and water recovery technologies with flue gas pre-drying system. Appl. Therm. Eng. 2017, 110, 442–456. [Google Scholar] [CrossRef]
- Boogen, N.; Cattaneo, C.; Filippini, M.; Obrist, A. Energy efficiency and the role of energy-related financial literacy: Evidence from the European residential sector. Energy Effic. 2021, 14, 40. [Google Scholar] [CrossRef]
- Chang, C.P.; Lee, C.C.; Berdiev, A.N. The impact of government ideology on energy efficiency: Evidence from panel data. Energy Effic. 2015, 8, 1181–1199. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Liu, X.; Duan, C. Energy and exergy analysis of a new cogeneration system based on an organic Rankine cycle and absorption heat pump in the coal-fired power plant. Energy Convers. Manag. 2020, 223, 113293. [Google Scholar] [CrossRef]
- Beiron, J.; Montañés, R.M.; Normann, F.; Johnsson, F. Flexible operation of a combined cycle cogeneration plant–A techno-economic assessment. Appl. Energy 2020, 278, 115630. [Google Scholar] [CrossRef]
- Elattar, E.E. Environmental economic dispatch with heat optimization in the presence of renewable energy based on modified shuffle frog leaping algorithm. Energy 2019, 171, 256–269. [Google Scholar] [CrossRef]
- Shaheen, A.M.; Ginidi, A.R.; El-Sehiemy, R.A.; Ghoneim, S.S. Economic power and heat dispatch in cogeneration energy systems using manta ray foraging optimizer. IEEE Access 2020, 8, 208281–208295. [Google Scholar] [CrossRef]
- Tołwiński, M. Instrukcja Eksploatacji Instalacji Uzdatniania Wody Uzupełniającej Obieg Kotłowy I Ciepłowniczy—Demineralizacja Wstępna I Końcowa; PGE EC S.A: Kraków, Poland, 2021. [Google Scholar]
- Dziennik Ustaw. Rozporządzenie Ministra Gospodarki Morskiej i Żeglugi Śródlądowej Z Dnia 12 Lipca 2019 r. w Sprawie Substancji Szczególnie Szkodliwych Dla Środowiska Wodnego Oraz Warunków, Jakie Należy Spełnić Przy Wprowadzaniu do Wód Lub do Ziemi Ścieków, A Także Przy Odprowadzaniu Wód Opadowych Lub Roztopowych do Wód Lub do Urządzeń Wodnych; Dziennik Ustaw: Canberra, Australia, 2019; p. 1311. [Google Scholar]
- Tołwiński, M. Instrukcja Eksploatacji Pomp I Ujęcia Wody Na Rzece; PGE EC S.A: Białucha Kraków, Poland, 2021. [Google Scholar]
- Kropiwiec, S. Instrukcja Eksploatacji Ujęcia Na Rzece Wisła Oraz Pompowni Wody Uzupełniającej Obieg Chłodzący. PGE EC S.A: Kraków, Poland, 2012. [Google Scholar]
- Kropiwiec, S.; Tołwiński, M. Instrukcja Eksploatacji Oczyszczalni Ścieków Nr 1 Oraz Pompowni Wody Nadosadowej. PGE EC S.A: Kraków, Poland, 2018. [Google Scholar]
- Bogacki, J.; Marcinowski, P.; Majewski, M.; Zawadzki, J.; Sivakumar, S. Alternative approach to current EU BAT recommendation for coal-fired power plant flue gas desulfurization wastewater treatment. Processes 2018, 6, 229. [Google Scholar] [CrossRef]
- European Union. Commission Directive 2009/90/EC of 31 July 2009 Laying down, Pursuant to Directive 2000/60/EC of the European Parliament and of the Council, Technical Specifications for Chemical Analysis and Monitoring of Water Status; European Union: Maastricht, The Netherlands, 2009; Volume 36. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Parameters |
|---|---|
| Electrical capacity installed | 480 MWe |
| Thermal power installed | 1644 MWt |
| Electricity production (gross) | 1.402 TWh |
| Heat production (gross) | 8.182 PJ |
| Energy blocks | 2 × BC-100, 2 × BC-90 |
| Peak boilers | 8× Condor Boiler HW07; 1× WP-120 |
| Heat accumulator | AC 18,000 m3 |
| Gross generation efficiency | 74.5% |
| Name of the Pollutant | Annual Average Resulting from Emission Limit Values (mg·Nm−3) |
|---|---|
| Sulfur dioxide | 130 |
| Nitrogen oxides | 150 |
| Dust | 8 |
| Hydrogen chloride | 5 |
| Hydrogen fluoride | 3 |
| Ammonia | 10 |
| Carbon monoxide | 100 |
| Mercury | 4 |
| Specification | Permissible Value | |
|---|---|---|
| Before 17 August 2021 | After 17 August 2021 | |
| Temperature | 35 °C | 35 °C |
| pH | 6.5–9 | 6.5–9 |
| Suspended solids | 35 mg/L | 30 mg/L |
| BOD 5 | 25 mg O2/L | 25 mg O2/L |
| COD | 125 mg/L | - |
| Total nitrogen | 400 mg/L | 400 mg/L |
| Mercury | 0.06 mg/L | 0.003 mg/L |
| Cadmium | 0.4 mg/L | 0.005 mg/L |
| Boron | 200 mg/L | 200 mg/L |
| Zinc | 2 mg/L | 0.2 mg/L |
| Copper | 0.5 mg/L | 0.05 mg/L |
| Nickel | 0.5 mg/L | 0.05 mg/L |
| Lead | 0.5 mg/L | 0.02 mg/L |
| Sum of Cl + SO4 | 30,000 mg/L | 30,000 mg/L |
| Arsenic | - | 0.05 mg/L |
| Chromium | - | 0.05 mg/L |
| OWO | - | 50 mg/L |
| Fluorides− | - | 25 mg/L |
| Sulfates− | - | 2000 mg/L |
| SO32− | - | 20 mg/L |
| S2− | - | 0.2 mg/L |
| Specification | 2020 | 2022 | 2023 | |||
|---|---|---|---|---|---|---|
| Value | % of Permissible Value | Value | % of Permissible Value | Value | % of Permissible Value | |
| Temperature | 21 °C | 60.0 | 20.8 °C | 59.4 | 20.9 °C | 59.7 |
| pH | 7.8 | 86.7 | 8.3 | 92.2 | 8.1 | 90.0 |
| Suspended solids | 20 mg/L | 57.1 | 7 mg/L | 23.3 | 5 mg/L | 16.7 |
| BOD 5 | 1.8 mg O2/L | 7.2 | 1.1 mg O2/L | 4.4 | 1.0 mg O2/L | 4.0 |
| COD | 37 mg/L | 29.6 | - | - | - | - |
| Total nitrogen | 234 mg/L | 58.5 | 96 mg/L | 24.0 | 213 mg/L | 53.3 |
| Mercury | 0.0019 mg/L | 3.2 | 0.0002 mg/L | 6.7 | 0.0001 mg/L | 3.3 |
| Cadmium | 0.038 mg/L | 95.2 | 0.003 mg/L | 60.2 | 0.003 mg/L | 60.1 |
| Boron | 16 mg/L | 8.0 | 15 mg/L | 7.5 | 15 mg/L | 7.5 |
| Zinc | 0.3 mg/L | 15.1 | 0.1 mg/L | 50.0 | 0.1 mg/L | 50.0 |
| Copper | 0.12 mg/L | 24.0 | 0.03 mg/L | 60.1 | 0.02 mg/L | 40.0 |
| Nickel | 0.23 mg/L | 46.1 | 0.01 mg/L | 20.0 | 0.01 mg/L | 20.0 |
| Lead | 0.005 mg/L | 1.0 | 0.024 Mg/L | 120.2 | 0.020 mg/L | 99.8 |
| Sum of Cl + SO4 | 11,968 mg/L | 39.9 | 12,389 mg/L | 41.3 | 11,051 mg/L | 36.8 |
| Arsenic | - | - | 0.03 mg/L | 60.0 | 0.02 mg/L | 40.1 |
| Chromium | - | - | 0.03 mg/L | 60.1 | 0.02 mg/L | 40.0 |
| OWO | - | - | 6 mg/L | 12.0 | 8 mg/L | 16.0 |
| Fluorides | - | - | 8 mg/L | 32.1 | 7 mg/L | 28.0 |
| Sulfates SO42− | - | - | 1072 mg/L | 53.6 | 929 mg/L | 46.5 |
| SO32− | - | - | 0.9 mg/L | 4.5 | 1.4 mg/L | 7.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kowalczyk, Z.; Winiarski, W. Water and Wastewater Management in Production Processes of PGE Energia Ciepła SA Branch 1 in Krakow in Light of Company Modernization. Sustainability 2024, 16, 6686. https://doi.org/10.3390/su16156686
Kowalczyk Z, Winiarski W. Water and Wastewater Management in Production Processes of PGE Energia Ciepła SA Branch 1 in Krakow in Light of Company Modernization. Sustainability. 2024; 16(15):6686. https://doi.org/10.3390/su16156686
Chicago/Turabian StyleKowalczyk, Zbigniew, and Wojciech Winiarski. 2024. "Water and Wastewater Management in Production Processes of PGE Energia Ciepła SA Branch 1 in Krakow in Light of Company Modernization" Sustainability 16, no. 15: 6686. https://doi.org/10.3390/su16156686