Applying the Delphi Method to Assess Critical Success Factors of Digitalization While Sustaining Lean at a Lean Automaker


Abstract
:1. Introduction
2. Literature Review
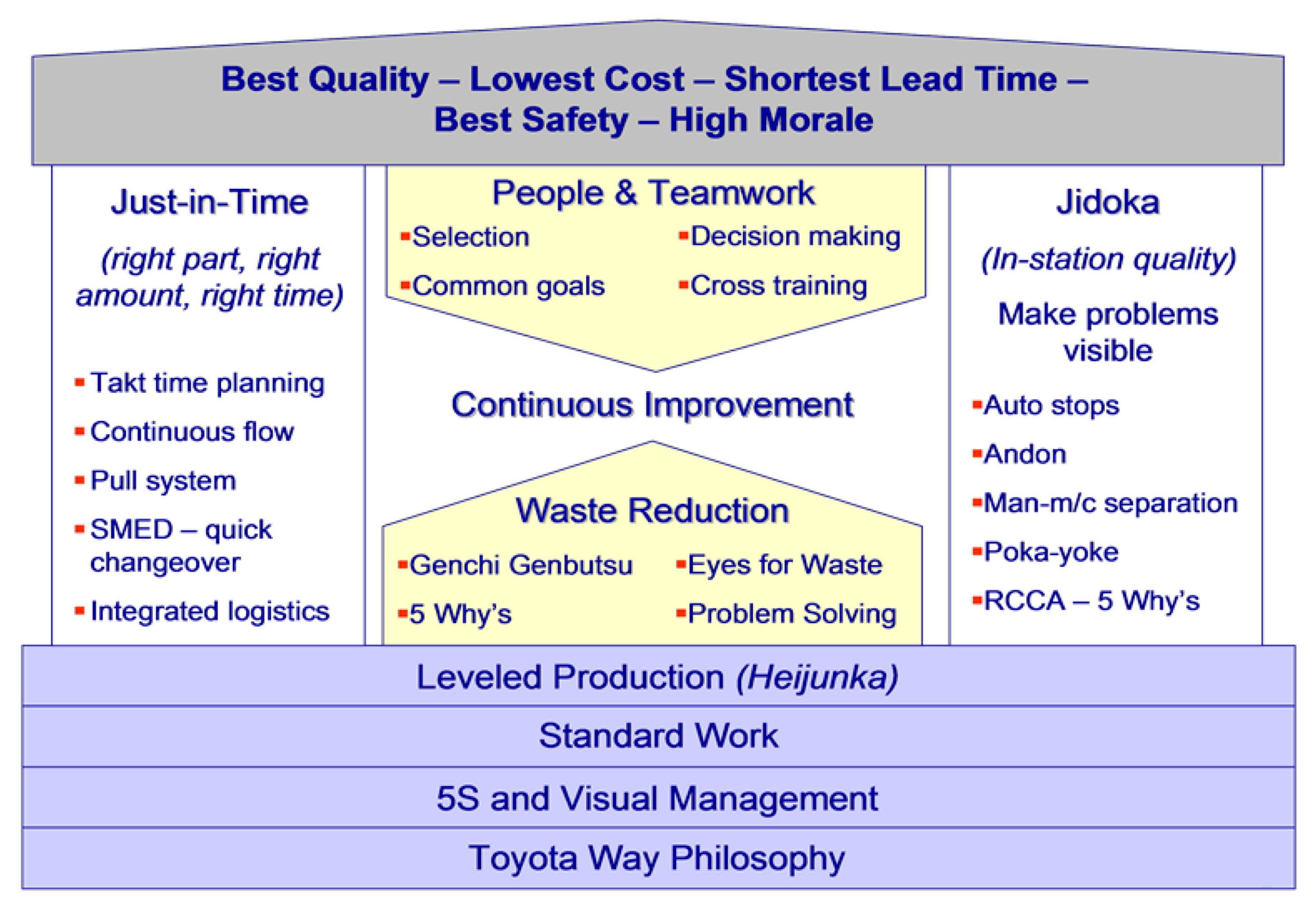
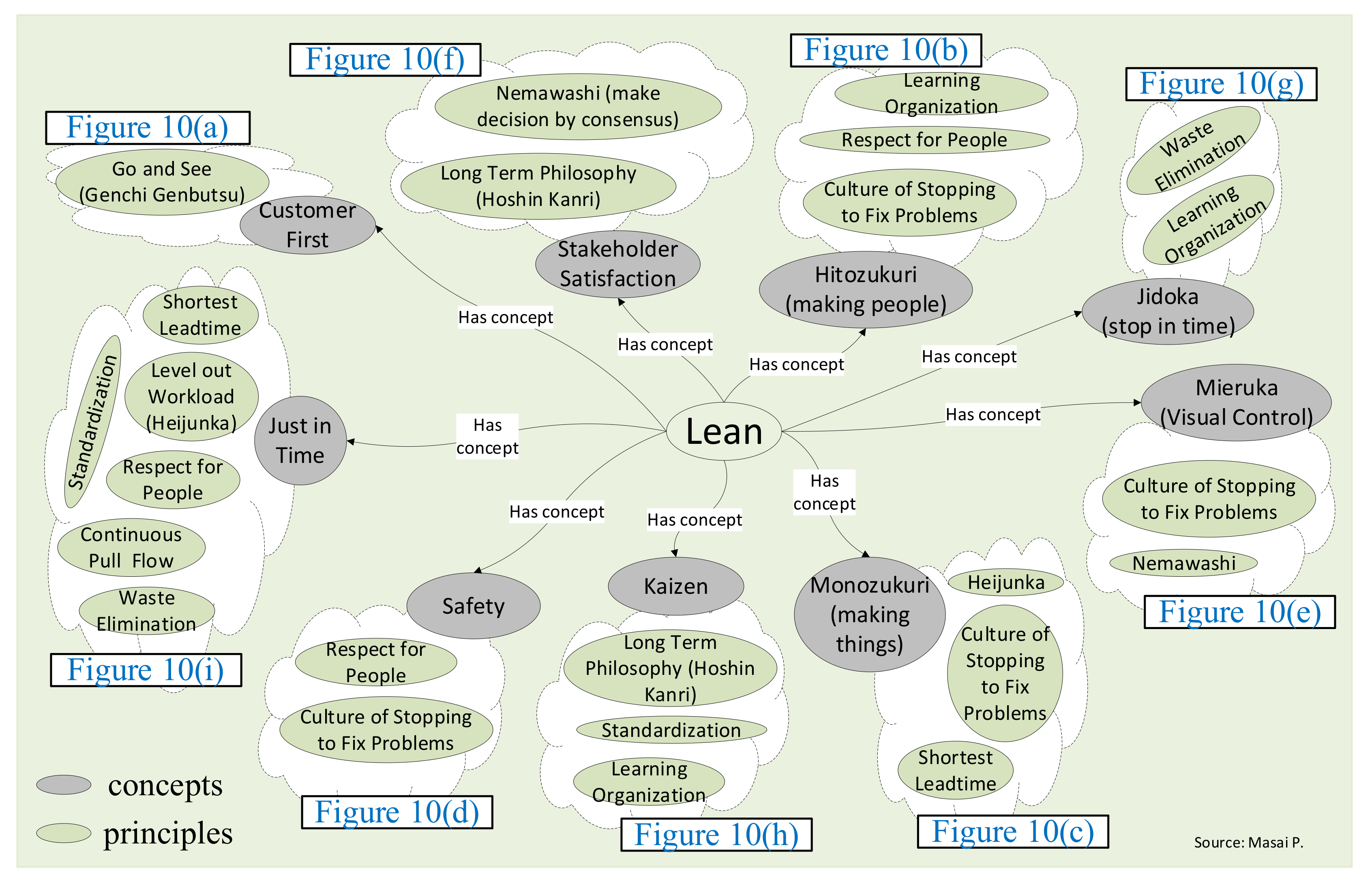
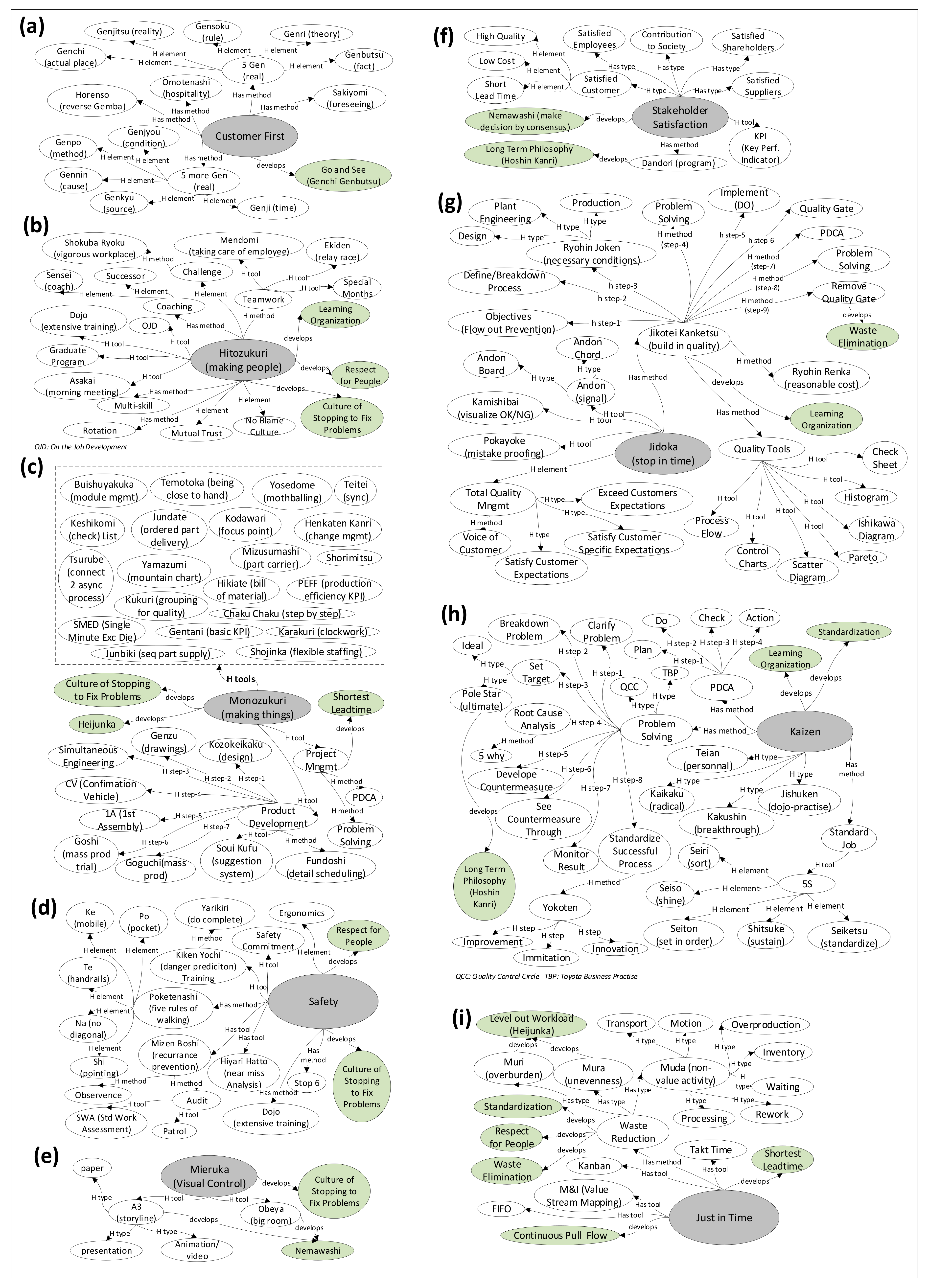
2.1. Lean Framework (Ontology)
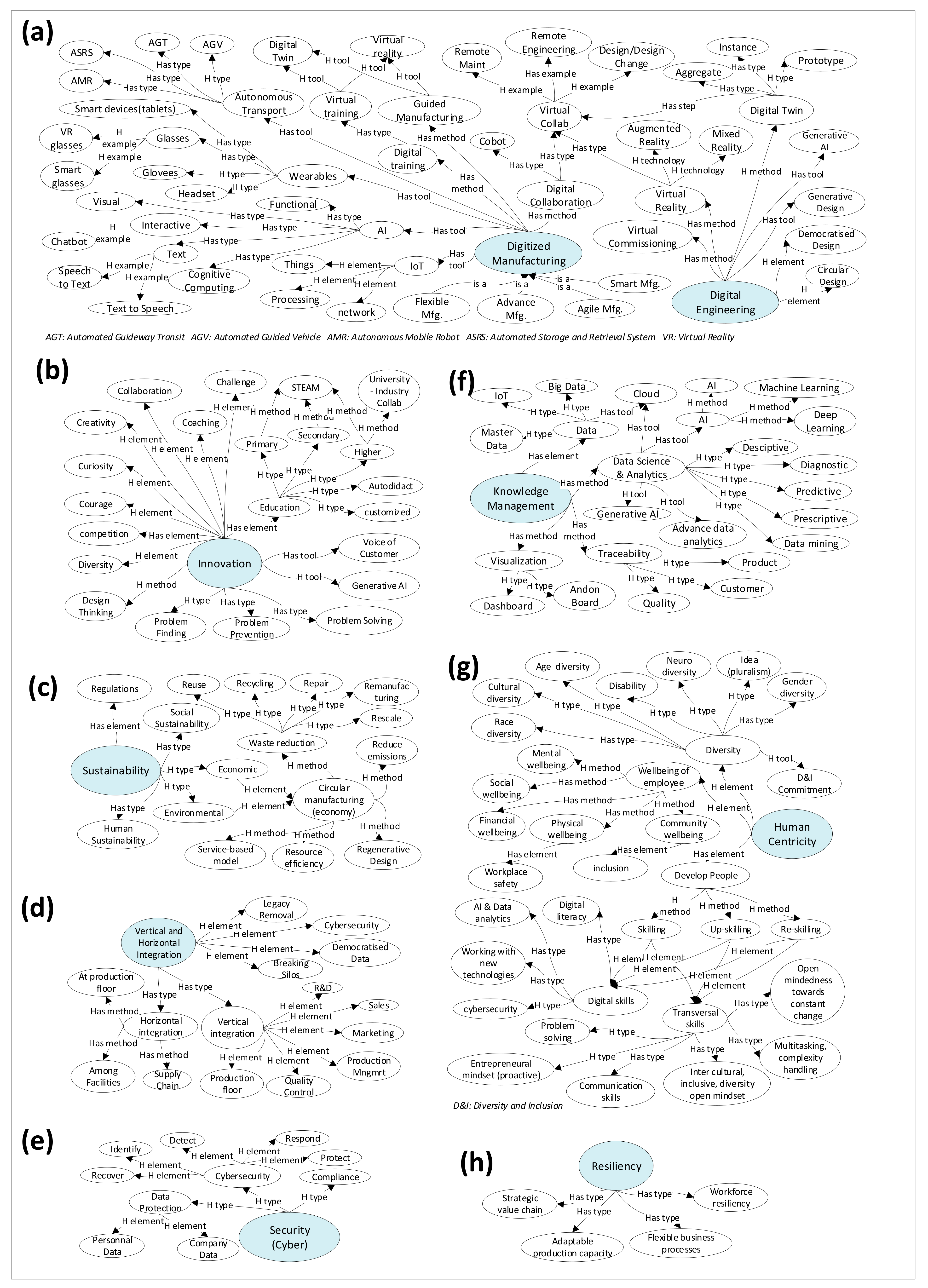
2.2. Dx Framework (Ontology)
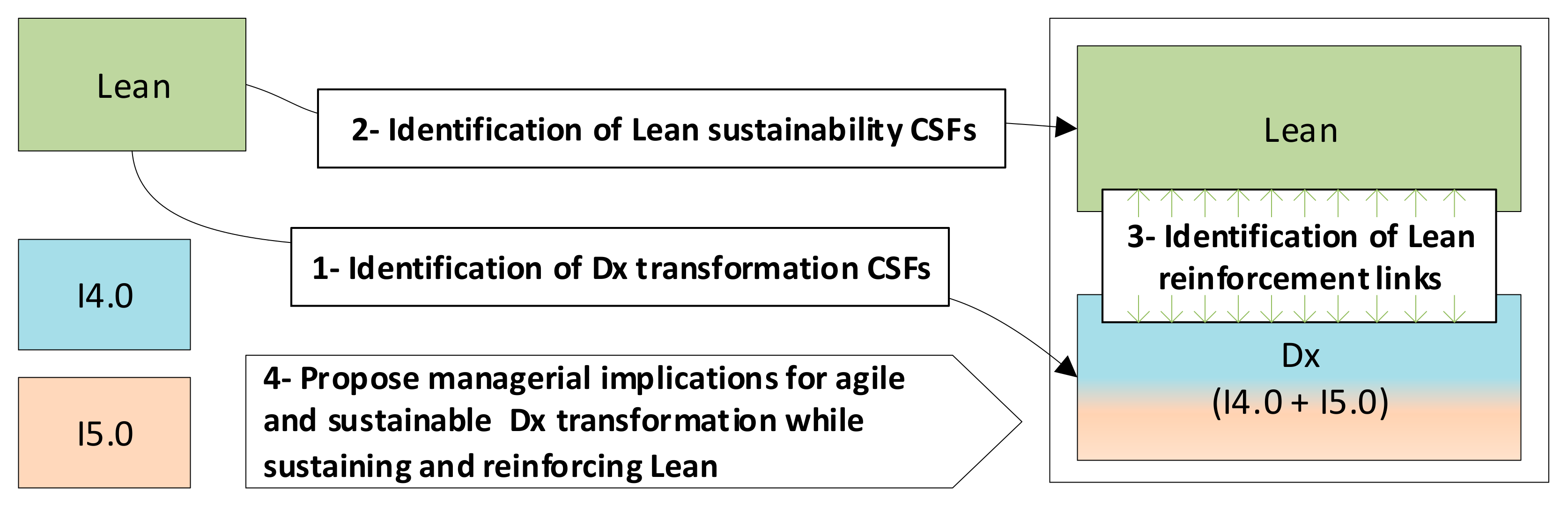
2.3. Linkages between Lean and Dx
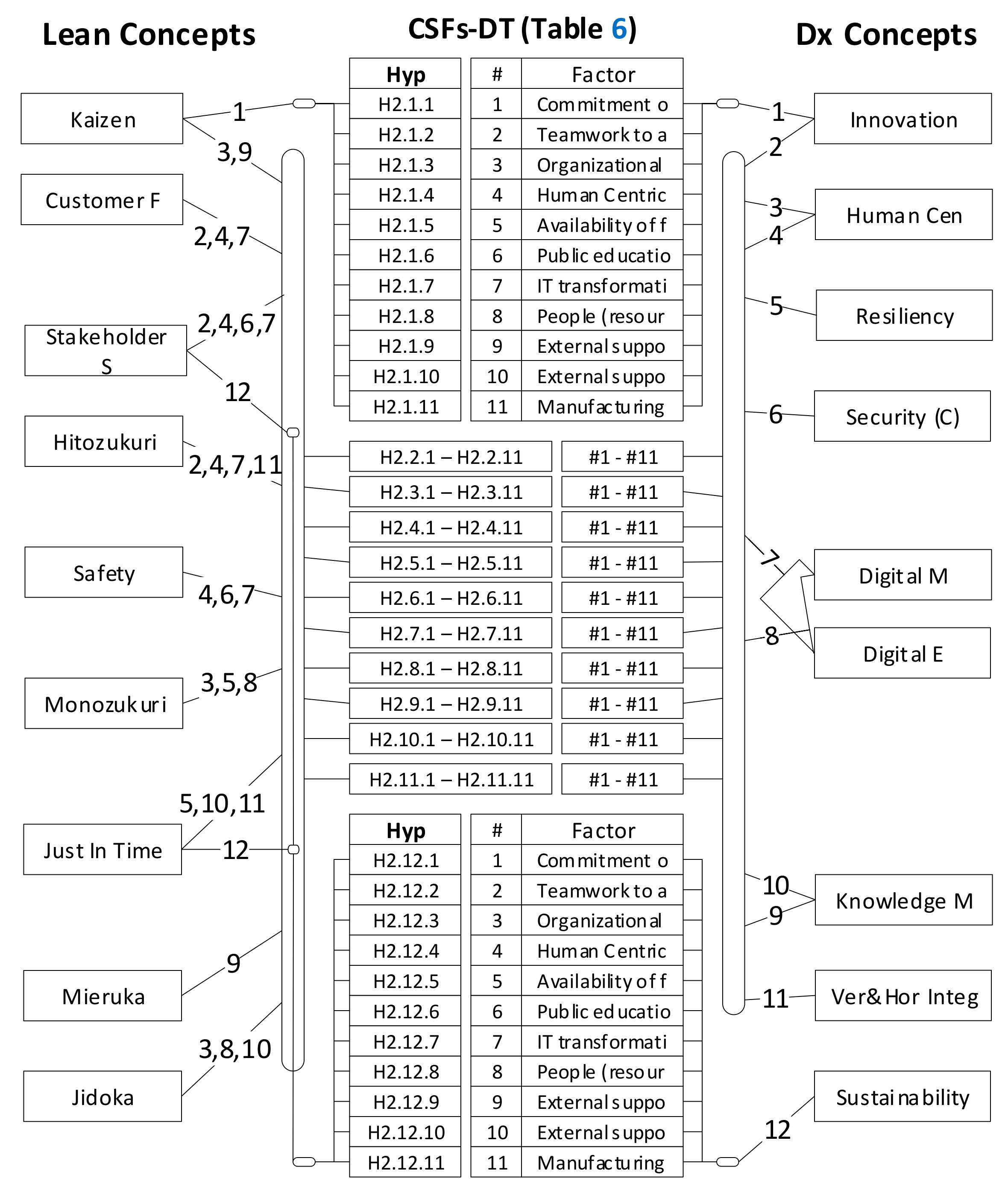
2.4. CSFs–DT for “Dx Transformation”
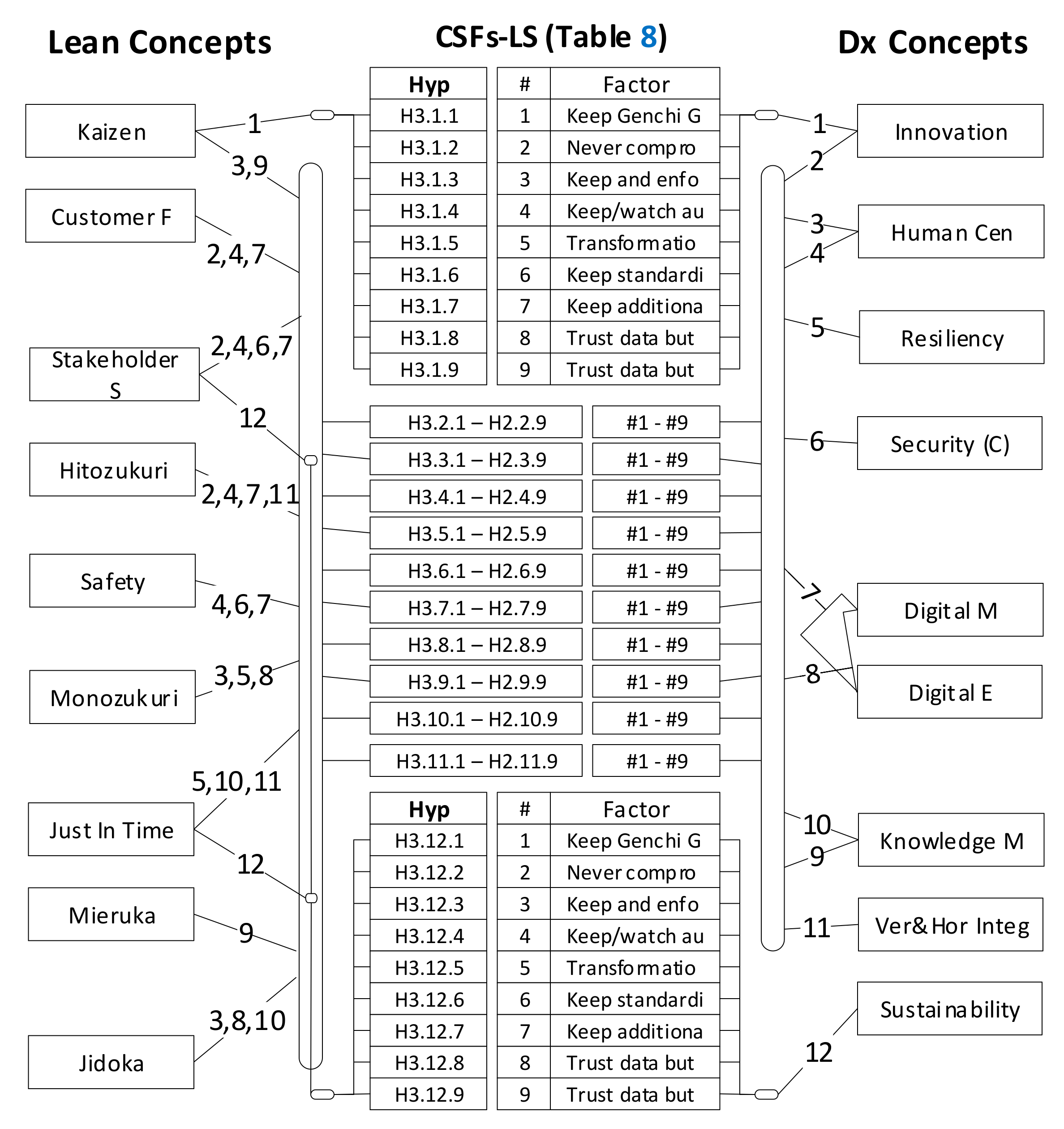
2.5. CSFs–LS for “Lean Sustainability”
- Map maturity-model dimensions with our Lean framework model.
- Evaluate the Lean framework model.
2.6. Hypotheses
3. Methodology
3.1. Delphi Method
3.2. Experts
3.3. Questionnarie
3.4. Analysis of Data
4. Results
4.1. Lean Ontology
4.2. Dx Ontology
4.3. Dx Impacts on Lean
4.4. CSFs–DT “Dx Transformation”
4.5. CSFs–LS “Lean Sustainability”
4.6. Psychometric Properties
4.7. Stability Test of Deplhi Method
4.8. H. Hypothesis Testing
5. Discussion
6. Conclusions
- Top management commitment and a transformational leadership style with a human centric view are prioritized enablers for digital transformations.
- “Keep Genchi Genbutsu (go and see)”, along with stopping in time, ownership of quality, and automation with the human touch are prioritized factors for Lean sustainability.
- An extension of kaizen with innovation, the implementation of technologies in manufacturing, and engineering with a cybersecurity concept are equally prioritized Lean-reinforcement links.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Krafcik, J.F. Triumph of the Lean Production System. MIT Sloan Manag. Rev. 1988, 30, 41–52. [Google Scholar]
- Ohno, T. Toyota Production System; Taylor and Francis: Boca Raton, FL, USA, 1988. [Google Scholar]
- Breque, M.; De Nul, L.; Petridis, A. Industry 5.0 Towards a Sustainable, Human-Centric and Resilient European Industry; European Commission: Brussels, Belgium, 2021. [Google Scholar]
- Aheleroff, S.; Huang, H.; Xu, X.; Zhong, R.Y. Toward sustainability and resilience with Industry 4.0 and Industry 5.0. Front. Manuf. Technol. 2022, 2, 951643. [Google Scholar] [CrossRef]
- United Nations. Transforming Our World: The 2030 Agenda for Sustainable Development; A/RES/70/1; United Nations: New York, NY, USA, 2015. [Google Scholar]
- NTSC. National Strategy for Advanced Manufacturing; NTSC: Washington, DC, USA, 2022. [Google Scholar]
- Society 5.0 Co Creating the Future. Keidanren. 2018. Available online: http://www.keidanren.or.jp/policy/2018/095.html (accessed on 15 June 2024).
- Ma, H.; Wu, X.; Yan, L.; Huang, H.; Wu, H.; Xiong, J.; Zhang, J. Strategic Plan of Made in China 2025 and Its Implementation. In Analysing the Impacts of Industry 4.0 in Modern Business Environments; IGI Global: Hershey, PA, USA, 2018; pp. 1–23. [Google Scholar]
- Taisch, M.; Arena, D.N.; Gorobtcova, P.; Kiritsis, D.; Luglietti, R.; May, G.; Morin, T.; Wuest, T. Recommendations for the Future of Manufacturing. In Proceedings of the World Manufacturing Forum, Cernobbio, Italy, 27–28 September 2018. [Google Scholar]
- Sony, M.; Karingada, K.T.B. Education 4.0 unravelled: Deciphering critical success factors for successful implementation. J. Appl. Res. High. Educ. 2024; ahead of print. [Google Scholar]
- Taisch, M.; Casidsid, M.L.; May, G.; Morin, T.R.; Padelli, V.; Pinzone, M.; Wuest, T. Manufacturing in the Age of Artificial Intelligence. In Proceedings of the World Manufacturing Forum, Cernobbio, Italy, 11–12 November 2020. [Google Scholar]
- Bhatia, K.; Pandey, S.K.; Singh, V.K.; Gupta, D.N. Enterprises in the Era of Industry 5.0. In Proceedings of the 2023 10th International Conference on Computing for Sustainable Global Development (INDIACom), New Delhi, India, 15–17 March 2023; pp. 1065–1069. [Google Scholar]
- Guo, Y.; Chen, Y.; Usai, A.; Wu, L.; Qin, W. Knowledge integration for resilience among multinational SMEs amid the COVID-19: From the view of global digital platforms. J. Knowl. Manag. 2023, 27, 84–104. [Google Scholar] [CrossRef]
- Taisch, M.; Casidsid, M.L.; Despeisse, M.; Luglietti, R.; May, G.; Morin, T.R.; Pinzone, M.; Wuest, T. Skills for the Future of Manufacturing. In Proceedings of the World Manufacturing Forum, Cernobbio, Italy, 25–27 September 2019. [Google Scholar]
- Taisch, M.; Casidsid, M.L.; Acerbi, F.; May, G.; Padelli, V.; Spaltini, M.; Wuest, T. Digitally Enabled Circular Manufacturing. In Proceedings of the World Manufacturing Forum, Cernobbio, Italy, 20–21 October 2021. [Google Scholar]
- Rüttimann, B.G.; Stöckli, M.T. Going beyond Triviality: The Toyota Production System—Lean Manufacturing beyond Muda and Kaizen. J. Serv. Sci. Manag. 2016, 9, 140–149. [Google Scholar] [CrossRef]
- Masai, P. Modelling the Lean Organization as a Complex System. Ph.D. Thesis, University of Strasbourg, Strasbourg, France, 2017. [Google Scholar]
- Brodeur, J.; Pellerin, R.; Deschamps, I. Operationalization of Critical Success Factors to Manage the Industry 4.0 Transformation of Manufacturing SMEs. Sustainability 2022, 14, 8954. [Google Scholar] [CrossRef]
- Sony, M.; Naik, S. Critical factors for the successful implementation of Industry 4.0: A review and future research direction. Prod. Plan. Control 2020, 31, 799–815. [Google Scholar] [CrossRef]
- Vrchota, J.; Rehor, P.; Marikova, M.; Pech, M. Critical Success Factors of the Project Management in Relation to Industry 4.0 for Sustainability of Projects. Sustainability 2021, 13, 281. [Google Scholar] [CrossRef]
- Hakim, I.M.; Singgih, M.L.; Gunarta, I.K. Critical Success Factors for Internet of Things (IoT) Implementation in Automotive Companies, Indonesia. Sustainability 2023, 15, 2909. [Google Scholar] [CrossRef]
- Qureshi, K.M.; Mewada, B.G.; Buniya, M.K.; Qureshi, M.R.N.M. Analyzing Critical Success Factors of Lean 4.0 Implementation in Small and Medium Enterprises for Sustainable Manufacturing Supply Chain for Industry 4.0 Using PLS-SEM. Sustainability 2023, 15, 5528. [Google Scholar] [CrossRef]
- Frank, A.G.; Thürer, M.; Godinho Filho, M.; Marodin, G.A. Beyond Industry 4.0–integrating Lean, digital technologies and people. Int. J. Oper. Prod. Manag. 2024, 44, 1109–1126. [Google Scholar] [CrossRef]
- Bhatia, M.S.; Kumar, S. Critical Success Factors of Industry 4.0 in Automotive Manufacturing Industry. IEEE Trans. Eng. Manag. 2020, 69, 2439–2453. [Google Scholar] [CrossRef]
- Nurbossynova, S.; Sautbekov, A.; Zholdaskhan, B.; Abdallah, Y.; Shehab, E. Critical Success Factors of Digitalization of Kazakhstan Manufacturing Industry. In Proceedings of the IEEE International Conference on Smart Information Systems and Technologies, Nur-Sultan, Kazakhstan, 28–30 April 2021; pp. 1–6. [Google Scholar]
- Alves, A.C. Lean Thinking: An Essential Mindset. IEEE Eng. Manag. Rev. 2022, 50, 127–133. [Google Scholar] [CrossRef]
- Khanna, N. An Ontology for a Lean Supply Chain. Master’s Thesis, Department of Industrial Engineering, Wichita State University, Wichita, KS, USA, 2007. [Google Scholar]
- Uschold, M.; King, M. Towards a Methodology for Building Ontologies; In IJCAI-95; Artificial Intelligence Applications Institute, University of Edinburgh: Edinburgh, Scotland, 1995. [Google Scholar]
- Kumar, V.; Khamis, A.; Fiorini, S.; Carbonera, J.L.; Alarcos, A.O.; Habib, M.; Goncalves, P.; Li, H.; Olszewska, J.I. Ontologies for Industry 4.0. Knowl. Eng. Rev. 2019, 34, e17. [Google Scholar] [CrossRef]
- Cristiani, M. Methodologies for the Semantic Web. AIS Sigsemis Bull. 2004, 1, 102–136. [Google Scholar]
- Mizen, H.; Dolbear, C.; Hart, C. Ontology Ontogeny: Understanding How an Ontology Is Created and Developed; GeoS: Mexico City, Mexico, 2005. [Google Scholar]
- Unal, C.; Sungur, C.; Yildirim, H. Application of the Maturity Model in Industrial Corporations. Sustainability 2022, 14, 9478. [Google Scholar] [CrossRef]
- Marinelli, M.; Deshmukh, A.A.; Janardhanan, M.; Nielsen, I. Lean manufacturing and Industry 4.0 combinative application: Practices and perceived benefits. IFACPapersOnLine 2021, 54, 288–293. [Google Scholar] [CrossRef]
- Gallo, T.; Cagnetti, C.; Silvestri, C.; Ruggieri, A. Industry 4.0 tools in lean production: A systematic literature review. Procedia CS 2021, 180, 394–403. [Google Scholar] [CrossRef]
- Mayr, A.; Weigelt, M.; Kuhl, A.; Grimm, S.; Erll, A.; Potzel, M.; Franke, J. Lean 4.0—A conceptual conjunction of lean management and Industry 4.0. Procedia CIRP 2018, 72, 622–628. [Google Scholar] [CrossRef]
- Pereira, A.C.; Dinis-Carvalho, J.; Alves, A.C.; Arezes, P. How Industry 4.0 Can Enhance Lean Practices. FME Trans. 2019, 47, 810–822. [Google Scholar] [CrossRef]
- Dillinger, F.; Bergermeier, J.; Reinhart, G. Implications of Lean 4.0 Methods on Relevant Target Dimensions: Time, Cost, Quality, Employee Involvement, and Flexibility. Procedia CIRP 2022, 107, 202–208. [Google Scholar] [CrossRef]
- Suleiman, Z.; Shaikholla, S.; Dikhanbayeva, D.; Shehab, E.; Turkyilmaz, A. Industry 4.0: Clustering of concepts and characteristics. Cogent Eng. 2022, 9, 2034264. [Google Scholar] [CrossRef]
- Rossini, M.; Costa, F.; Tortorella, G.L.; Valvo, A.; Portioli-Staudacher, A. Lean Production and Industry 4.0 integration: How Lean Automation is emerging in manufacturing industry. Int. J. Prod. Res. 2021, 60, 6430–6450. [Google Scholar] [CrossRef]
- Trevino-Elizondo, B.L.; García-Reyes, H.; Peimbert-García, R.E. A Maturity Model to Become a Smart Organization Based on Lean and Industry 4.0 Synergy. Sustainability 2023, 15, 13151. [Google Scholar] [CrossRef]
- Johansson, P.E.; Bruch, J.; Chirumalla, K.; Osterman, C.; Stålberg, L. Integrating advanced digital technologies in existing lean-based production systems: Analysis of paradoxes, imbalances and management strategies. Int. J. Oper. Prod. Manag. 2024, 44, 1158–1191. [Google Scholar] [CrossRef]
- Rockart, J.F. Chief executives define their own data needs. Harv. Bus. Rev. 1979, 57, 81–93. [Google Scholar]
- Bullen, C.V.; Rockart, J.F. A Primer on Critical Success Factors. CISR WP 1981, 69, 1–64. [Google Scholar]
- Leyh, C.; Koppel, K.; Neuschl, S.; Pentrack, M. Critical Success Factors for Digitalization Projects. In Proceedings of the 2021 16th Conference on Computer Science and Intelligence Systems (FedCSIS), Sofia, Bulgaria, 2–5 September 2021; Volume 25, pp. 427–436. [Google Scholar]
- Kumar, A.; Choudhary, S.; Garza-Reyes, J.A.; Kumar, V.; Khan, S.A.R.; Mishra, N. Analysis of critical success factors for implementing Industry 4.0 integrated circular supply chain—Moving towards sustainable operations. Prod. Plan. Control 2023, 34, 984–998. [Google Scholar] [CrossRef]
- Powell, D.J.; Laubengaier, D.A.; Tortorella, G.L.; Saabye, H.; Antony, J.; Cagliano, R. Digitalization in lean manufacturing firms: A cumulative capability development perspective. Int. J. Oper. Prod. Manag. 2024, 44, 1249–1278. [Google Scholar] [CrossRef]
- Margherita, E.G.; Braccini, A.M. Exploring tensions of Industry 4.0 adoption in lean production systems from a dialectical perspective. Int. J. Oper. Prod. Manag. 2024, 44, 1127–1157. [Google Scholar] [CrossRef]
- Chavez, R.; Yu, W.; Jacobs, M.; Wong, C.Y. Does digitalization enhance the effects of lean production on social performance? Int. J. Oper. Prod. Manag. 2024, 44, 1192–1216. [Google Scholar] [CrossRef]
- Lean Aerospace Initiative. Lean Enterprise Self-Assessment Tool (LESAT) Version 1.0; Massachusetts Institute of Technology: Cambridge, MA, USA, 2001. [Google Scholar]
- Lean Aerospace Initiative. Lai Enterprise Self-Assessment Tool (LESAT) Version 2.0; Massachusetts Institute of Technology: Cambridge, MA, USA, 2012. [Google Scholar]
- Miller, R. The Shingo Model for Operational Excellence; Jon M. Huntsman School of Business—Utah State University: Logan, UT, USA, 2012. [Google Scholar]
- Pakdil, F.; Leonard, K.M. Criteria for a lean organisation: Development of a lean assessment tool. Int J. Prod. Res 2012, 52, 4587–4607. [Google Scholar] [CrossRef]
- Maasouman, M.A. Development of Lean Maturity Model for Operational Level Planning. Master’s Thesis, Concordia University, Montreal, QC, Canada, 2014. [Google Scholar]
- Hanif, H.; Hanif, A.; Ahsan, A.; Sadiq, A.S.; Mirjalili, S.; Alkazemi, B. Identifying Critical Dimensions for Project Success in R&D Environment Using Delphi Study and Validation Techniques. IEEE Access 2021, 9, 133594–133610. [Google Scholar]
- Von der Gracht, H.A. Consensus measurement in Delphi studies Review and implications for future quality assurance. Technol. Forecast. Soc. Chang. 2012, 79, 1525–1536. [Google Scholar] [CrossRef]
- Dalkey, N.; Helmer, O. An Experimental Application of the Delphi Method to the Use of Experts; The Rand Corporation: Santa Monica, CL, USA, 1962. [Google Scholar]
- Raskin, M.S. The Delphi Study in Field Instruction Revisited: Expert Consensus on Issues and Research Priorities. J. Soc. Work Educ. 1994, 30, 75–89. [Google Scholar] [CrossRef]
- Nunally, J.C. Psychometric Theory; McGraw-Hill: New York, NY, USA, 1978. [Google Scholar]
- Dajani, J.S.; Sincoff, M.Z.; Talley, W.K. Stability and Agreement Criteria for the Termination of Delphi Studies. Technol. Forecast. Soc. Chang. 1979, 13, 83–90. [Google Scholar] [CrossRef]
- Shah, H.A.; Kalaian, S.A. Which Is the Best Parametric Statistical Method For Analyzing Delphi Data? J. Mod. Appl. Stat. Methods 2009, 8, 226–232. [Google Scholar] [CrossRef]
- Schiuma, G.; Schettini, E.; Santarsiero, F.; Carlucci, D. The transformative leadership compass: Six competencies for digital transformation entrepreneurship. Int. J. Entrep. Behav. Res. 2022, 28, 1273–1291. [Google Scholar] [CrossRef]
- Liere-Netheler, K.; Packmohr, S.; Vogelsang, K. Drivers of digital transformation in manufacturing. In Proceedings of the 51st Hawaii International Conference on System Sciences, Hilton Waikoloa Village, HI, USA, 3–6 January 2018. [Google Scholar]
- Lee, K.; Song, Y.; Park, M.; Yoon, B. Development of Digital Transformation Maturity Assessment Model for Collaborative Factory Involving Multiple Companies. Sustainability 2024, 16, 8087. [Google Scholar] [CrossRef]
- Cheng, J.; Li, K.; Cao, T. How Transformational Leaders Promote Employees’ Feedback- Seeking Behaviors: The Role of Intrinsic Motivation and Its Boundary Conditions. Sustainability 2023, 15, 15713. [Google Scholar] [CrossRef]
- Toyota Motor Europe. Available online: https://www.toyota-europe.com/ (accessed on 19 September 2024).
- Galeazzo, A.; Furlan, A.; Tosetto, D.; Vinelli, A. Are lean and digital engaging better problem solvers? An empirical study on Italian manufacturing firms. Int. J. Oper. Prod. Manag. 2024, 44, 1217–1248. [Google Scholar] [CrossRef]
- Aheleroff, S.; Mostashiri, N.; Xu, X.; Zhong, R.Y. Mass personalisation as a service in industry 4.0: A resilient response case study. Adv. Eng. Inform. 2021, 50, 101438. [Google Scholar] [CrossRef]
- Lindner, F.; Reiner, G. Industry 5.0 and Operations Management—The Importance of Human Factors. In Proceedings of the NOMS 2023-2023 IEEE/IFIP Network Operations and Management Symposium, Miami, FL, USA, 8–12 May 2023. [Google Scholar]
- Dyer, J.; Nobeoka, K. Creating and Managing a High Performance Knowledge Sharing Network: The Toyota Case. Strateg. Manag. J. 2000, 21, 345–367. [Google Scholar] [CrossRef]
- Dombrowski, U.; Schmidtchen, K.; Krenkel, P. Impact of lean development system implementation on the product development process. In Proceedings of the 2014 IEEE International Conference on Industrial Engineering and Engineering Management, Selangor, Malaysia, 9–12 December 2014; pp. 1462–1466. [Google Scholar]
- Tortorella, G.L.; Giglio, R.; Van Dun, D.H. Industry 4.0 adoption as a moderator of the impact of lean production practices on operational performance improvement. Int. J. Oper. Prod. Manag. 2019, 39, 860–886. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Concept |
|---|---|
| 1 | Kaizen |
| 2 | Customer First |
| 3 | Stakeholder Satisfaction |
| 4 | Hitozukuri (making people) |
| 5 | Safety |
| 6 | Monozukuri (making things) |
| 7 | Just in Time |
| 8 | Mieruka (visual control) |
| 9 | Jidoka (stop in time) |
| Study | Elements (I4.0) | Concepts and Characteristics (I4.0) | Concepts and Characteristics (I5.0) | Links and Relations (Lean—I4.0) | Links and Relations (Lean—I5.0) |
|---|---|---|---|---|---|
| Breque et al. [3] | ✓ | ||||
| Taisch et al. [9] | ✓ | ||||
| Taisch et al. [14] | ✓ | ||||
| Taisch et al. [15] | ✓ | ||||
| Frank et al. [23] | ✓ | ✓ | ✓ | ✓ | |
| Alves [26] | ✓ | ✓ | ✓ | ✓ | ✓ |
| Unal et al. [32] | ✓ | ||||
| Marinelli et al. [33] | ✓ | ✓ | |||
| Gallo et al. [34] | ✓ | ✓ | |||
| Mayr et al. [35] | ✓ | ✓ | |||
| Pereira et al. [36] | ✓ | ✓ | |||
| Dillinger et al. [37] | ✓ | ✓ | |||
| Suleiman et al. [38] | ✓ | ✓ | ✓ | ||
| Rossini et al. [39] | ✓ | ✓ | |||
| Treviño-Elizondo et al. [40] | ✓ | ✓ | ✓ | ||
| Johansson et al. [41] | ✓ | ✓ | ✓ | ✓ |
| No | Concept | Main Paradigm |
|---|---|---|
| 1 | Innovation | I4.0 and I5.0 |
| 2 | Human Centricity | I5.0 |
| 3 | Resiliency | I5.0 |
| 4 | Security (cyber) | I4.0 |
| 5 | Digital Manufacturing | I4.0 |
| 6 | Digital Engineering | I4.0 |
| 7 | Knowledge Management | I4.0 |
| 8 | Vertical and Horizontal Integration | I4.0 |
| 9 | Sustainability | I5.0 |
| Digitalization Concepts | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
| Link Number (1–12) | Innovation | Human Centricity | Resiliency | Security (Cyber) | Digital Manufacturing | Digital Engineering | Knowledge Management | Vertical and Horizontal Integration | Sustainability | ||
| Lean Concepts | 1 | Kaizen | 1 | 3 | 9 | ||||||
| 2 | Customer First | 2 | 4 | 7 | 7 | ||||||
| 3 | Stakeholder Satisfaction | 2 | 4 | 6 | 7 | 7 | 12 | ||||
| 4 | Hitozukuri (making people) | 2 | 4 | 7 | 7 | 11 | |||||
| 5 | Safety | 4 | 6 | 7 | 7 | ||||||
| 6 | Monozukuri (making things) | 3 | 5 | 8 | 8 | ||||||
| 7 | Just in Time | 5 | 10 | 11 | 12 | ||||||
| 8 | Mieruka (visual control) | 9 | |||||||||
| 9 | Jidoka (stop in time) | 3 | 8 | 8 | 10 | ||||||
| Study | Number of Domains | Number of CSFs |
|---|---|---|
| Breque et al. [3] | 3 | |
| Taisch et al. [9] | 10 | |
| Taisch et al. [14] | 10 | |
| Taisch et al. [15] | 10 | |
| Bhatai and Kumar [24] | 9 | 26 |
| Nurbossynava et al. [25] | 3 | 22 |
| Suleiman et al. [38] | 24 | |
| Leyh et al. [44] | 6 | 25 |
| Kumar et al. [45] | 14 |
| No | Factor |
|---|---|
| 1 | Commitment of top management and transformational leadership styles |
| 2 | Teamwork to achieve common objectives |
| 3 | Organizational transformations (breaking silos, talent management, and integrations) |
| 4 | Human centricity (diversity and wellbeing of employees with all aspects) |
| 5 | Availability of financial resources and investment strategies |
| 6 | Public education transformations and collaborations with universities/education |
| 7 | IT transformations and roadmaps (cybersecurity, IoT, cloud, legacy migration, data science, AI, etc.) |
| 8 | People transformations (skilling, upskilling, and re-skilling); empowerment; and citizen development |
| 9 | External support (incentives and regulations) |
| 10 | External support (consultations) |
| 11 | Manufacturing/R&D transformations (circular manufacturing/designs, virtualizations, and vertical and horizontal integrations) |
| Model | Institute/ Author | Year | Number of Main Dimensions | Number of Sub Dimensions |
|---|---|---|---|---|
| LESAT-1 | MIT [49] | 2001 | 14 | 54 |
| LESAT-2 | MIT [50] | 2012 | 15 | 68 |
| Shingo Model | Miller [51] | 2012 | 4 | 30 |
| LAT | Pakdil [52] | 2012 | 8 | 62 |
| LMM | Maasouman [53] | 2014 | 7 | 35 |
| No | Factor |
|---|---|
| 1 | Keep Genchi Genbutsu (go and see) |
| 2 | Never compromise jidoka (stop in time) to keep problems on the surface |
| 3 | Keep and enforce JKK (build in quality with ownership), which will be more critical with digitalization |
| 4 | Keep/watch autonomation (automation with the human touch), with people and ownership being a core element of Lean |
| 5 | Transformation in nature is a challenge, and visual control will be more important than ever for JKK and jidoka |
| 6 | Keep standardization and strictly watch, which is the base for kaizen and employee empowerment |
| 7 | Keep an additional focus on supplier development, pace, resiliency, and sustainability, which need to transform as well |
| 8 | Trust the data, but do not lose nemawashi (consensus building), and utilize it meaningfully to be agile |
| 9 | Trust the data, but keep problem solving and the PDCA culture, as Dx needs a learning organization with innovation |
| Experts | Experience | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Quality | Engineering and R&D | IT and I4.0 Technologies | Manufacturing | Supply Chain and Logistics | People (HR) | Transformation and Reform | Sales and Value Chain | Other Regions (Japan and USA) | |
| E-1 | ✓ | ✓ | ✓ | ||||||
| E-2 | ✓ | ✓ | |||||||
| E-3 | ✓ | ✓ | ✓ | ✓ | |||||
| E-4 | ✓ | ✓ | ✓ | ✓ | |||||
| E-5 | ✓ | ✓ | ✓ | ||||||
| E-6 | ✓ | ✓ | ✓ | ||||||
| E-7 | ✓ | ✓ | ✓ | ||||||
| E-8 | ✓ | ✓ | ✓ | ||||||
| E-9 | ✓ | ✓ | ✓ | ✓ | ✓ | ||||
| E-10 | ✓ | ✓ | ✓ | ✓ | |||||
| E-11 | ✓ | ✓ | |||||||
| E-12 | ✓ | ✓ | |||||||
| E-13 | ✓ | ✓ | |||||||
| E-14 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| SUM | 3 | 4 | 8 | 7 | 6 | 2 | 8 | 2 | 6 |
| Results | ||||||||
|---|---|---|---|---|---|---|---|---|
| Link | Dx | Lean | Q1 | Q3 | IQR | Likert | Mean/Cα | Likert Statement |
| L 1 | Innovation | Kaizen | 4 | 5 | 1 | 4.5 | High/strong positive impact | |
| L 2 | Innovation | Stakeholder S/Hitozukuri/Customer First | 4 | 5 | 1 | 4.5 | High/strong positive impact | |
| L-3 | Human Centricity | Kaizen/Jidoka/Monozukuri | 4 | 4.75 | 0.75 | 4.4 | High positive impact | |
| L 4 | Human Centricity | Customer F/Stakeholder S/Hitozukuri/Safety | 4 | 4.75 | 0.75 | 4.4 | High positive impact | |
| L 5 | Resiliency | Just in Time/Monozukuri | 4 | 4.75 | 0.75 | 4.4 | High positive impact | |
| L 6 | (Cyber)Security | Stakeholder Satisfaction/Safety | 4 | 5 | 1 | 4.5 | 4.3 | High/strong positive impact |
| L 7 | Dig.Man/Dig.Eng | Customer F/Stakeholder S/Hitozukuri/Safety | 4 | 4 | 0 | 4 | / | Medium positive impact |
| L 8 | Dig.Man/Dig.Eng | Monozukuri/Jidoka | 4 | 5 | 1 | 4.5 | 0.90 | High/strong positive impact |
| L 9 | Knowledge Mgmt | Kaizen/Mieruka | 4 | 5 | 1 | 4.5 | High/strong positive impact | |
| L 10 | Knowledge Mgmt | Jidoka/Just in Time | 4 | 5 | 1 | 4.5 | High/strong positive impact | |
| L 11 | Vert and Hori Integ. | Hitozukuri/Just in Time | 3 | 4 | 1 | 3.5 | Medium positive impact | |
| L 12 | Sustainability | Stakeholder Satisfaction/Just in Time | 4 | 4 | 0 | 4 | Medium positive impact | |
| Likert Value Q1/Q3/IQR | Mm/Mc/MM Cα | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No | Link 1 | Link 2 | Link 3 | Link 4 | Link 5 | Link 6 | Link 7 | Link 8 | Link 9 | Link 10 | Link 11 | Link 12 | |
| 1 | 4.6 4.25/5/0.75 | 4.5 4/5/1 | 4.5 4/5/1 | nc 3.5/5/1.5 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/1 | nc 3.25/5/1.75 | 4.5 4/5/1 | 4.5 4/5/1 | 4.2/4.4/4.5 0.93 |
| 2 | 4.5 4/5/1 | 4.0 4/4/0 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/1 | 4.5 4/5/1 | 4.0 4/4/0 | 4.0 4/4/0 | 4.0 4/4/0 | 4.5 4/5/1 | 4.0 4/4/0 | 4.2 0.86 |
| 3 | 4.0 4/4/0 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.4 4/4.75/0.75 | 4.5 4/5/1 | nc 3/5/2 | 4.2/4.4/4.4 0.91 |
| 4 | 4.4 4/4.75/0.75 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.4 3/3.75/0.75 | 4.5 4/5/1 | 4.4 4/4.75/0.75 | 3.5 3/4/1 | 3.6 3.25/4/0.75 | 4.4 4/4.75/0.75 | 4.0 4/4/0 | 4.2 0.89 |
| 5 | 3.5 3/4/1 | 4.5 4/5/1 | 3.0 3/3/0 | 3.0 3/3/0 | 3.0 3/3/0 | nc 3.25/4.75/1.5 | 4.6 4.25/5/0.75 | nc 3/5/2 | 3.5 3/4/1 | 2.6 2.25/3/0.75 | 2.5 2/3/1 | nc 3.25/5/1.75 | 3.3/3.4/3.8 0.90 |
| 6 | 3.5 3/4/1 | nc 2/4/2 | 3.5 3/4/1 | 3.0 3/3/0 | 2.6 2.25/3/0.75 | 3.5 3/4/1 | 3.6 3.25/4/0.75 | 3.5 3/4/1 | 3.4 3/3.75/0.75 | 3.0 3/3/0 | 2.5 2/3/1 | 3.5 3/4/1 | 3.0/3.2/3.0 0.91 |
| 7 | 4.4 4/4.75/0.75 | 3.5 3/4/1 | 2.5 2/3/1 | 3.4 3/3.75/0.75 | 3.4 3/3.75/0.75 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/11 | 4.5 4/5/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.7 0.85 |
| 8 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/1 | 3.5 3/4/1 | 4.4 4/4.75/0.75 | 3.6 3.35/4/0.75 | 4.0 4/4/0 | 4.4 4/4.75/0.75 | 4.5 4/5/1 | 3.6 3.25/4/0.75 | 4.1 0.84 |
| 9 | 2.5 2/3/1 | 2.5 2/3/1 | 3.5 3/4/1 | 3.0 3/3/0 | 3.0 3/3/0 | 3.5 3/4/1 | nc 2/4/2 | 2.5 2/3/1 | 2.5 2/3/1 | 2.5 2/3/1 | 2.5 2/3/1 | 3.5 3/4/1 | 2.8/2.9/3.0 0.90 |
| 10 | 2.6 2.25/3/0.75 | 2.5 2/3/1 | 3.0 3/3/0 | 2.5 2/3/1 | 2.5 2/3/1 | 3.6 3.25/4/0.75 | 3.5 3/4/1 | 3.4 3/3.75/0.75 | 3.6 3.25/4/0.75 | 2.5 2/3/1 | 2.5 2/3/1 | 3.5 3/4/1 | 3.0 0.89 |
| 11 | 3.5 3/4/1 | 3.4 3/3.75/0.75 | 2.6 2.25/3/0.75 | 2.6 2.25/3/0.75 | 3.5 3/4/1 | 3.4 3/3.75/0.75 | nc 3/5/2 | nc 3/5/2 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 1 | 3.3/3.3/3.6 0.90 |
| Likert Value Q1/Q3/IQR | Mm/Mc/MM Cα | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No | Link 1 | Link 2 | Link 3 | Link 4 | Link 5 | Link 6 | Link 7 | Link 8 | Link 9 | Link 10 | Link 11 | Link 12 | |
| 1 | 5.0 5/5/0 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 0.85 |
| 2 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.6 3.25/4/0.75 | 4.5 4/5/1 | 4.4 4/4.75/0.75 | 4.5 4/5/1 | 4.4 0.88 |
| 3 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.6 3.25/4/0.75 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.3 0.91 |
| 4 | 4.5 4/5/1 | nc 3.25/5/1.75 | 4.5 4/5/1 | 3.5 3/4/1 | 4.5 4/5/1 | 3.5 3/4/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.5 4/5/1 | 4.4 4/4.75/0.75 | 4.5 4/5/1 | 3.5 3/4/1 | 4.1/4.2/4.3 0.90 |
| 5 | 3.6 3.25/4/0.75 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 4.4 4/4.75/0.75 | 4.0 4/4/0 | 3.6 3.25/4/0.75 | 4.5 4/5/1 | 3.5 3/4/1 | 3.6 3.25/4/0.75 | 4.5 4/5/1 | 3.5 3/4/1 | 3.8 0.90 |
| 6 | 4.4 4/4.75/0.75 | 3.5 3/4/1 | 4.5 4/5/1 | 3.5 3/4/1 | 3.6 3.25/4/0.75 | 4.0 4/4/0 | 4.4 4/4.75/0.75 | 4.4 4/4.75/0.75 | 3.5 3/4/1 | 4.5 4/5/1 | 4.5 4/5/1 | 3.5 3/4/1 | 4.0 0.91 |
| 7 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | nc 3.25/5/1.75 | 3.5 3/4/1 | nc 3/5/2 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.6 3.25/4/0.75 | 3.4/3.5/3.8 0.93 |
| 8 | 4.0 4/4/0 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.6 3.25/4/0.75 | nc 3/5/2 | 3.5 3/4/1 | 4.5 4/5/1 | 4.0 4/4/0 | 3.5 3/4/1 | 3.5 3/4/1 | 3.6/3.7/3.8 0.84 |
| 9 | 4.5 4/5/1 | 3.5 3/4/1 | 4.5 4/5/1 | 4.4 4/4.75/0.75 | 3.5 3/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 4.4 4/4.75/0.75 | 4.5 4/5/1 | 3.6 3.25/4/1 | 3.5 3/4/1 | 3.5 3/4/1 | 3.9 0.89 |
| │CV(R2)│ (No of Hs = 183) | │CV(R3)–CV(R2)│ (No of Hs = 69) | │CV(R4)–CV(R3)│ (No of Hs = 31) | |
|---|---|---|---|
| Min | 0.11 | 0.08 | 0 |
| Max | 0.41 | 0.14 | 0.08 |
| No of Hs | Rounds | % of c | ||||||
|---|---|---|---|---|---|---|---|---|
| Round 2 | Round 3 | Round 4 | ||||||
| c | nc | c | nc | c | ncfinal | |||
| H1 | 12 | 9 | 3 | 2 | 1 | 1 | 0 | 100 |
| H2 | 132 | 88 | 44 | 23 | 21 | 11 | 10 | 92.4 |
| H3 | 108 | 86 | 22 | 13 | 9 | 5 | 4 | 96.3 |
| H2 nc Hypo. | Likert Value Distribution | Mean | CV | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| H2.4.1 | 0 | 5 | 1 | 7 | 1 | 3.3 | 0.31 |
| H2.10.1 | 0 | 0 | 4 | 0 | 10 | 4.4 | 0.20 |
| H2.12.3 | 0 | 3 | 1 | 6 | 4 | 3.8 | 0.29 |
| H2.6.5 | 2 | 3 | 2 | 7 | 0 | 3.0 | 0.38 |
| H2.8.5 | 0 | 1 | 7 | 0 | 6 | 3.8 | 0.29 |
| H2.12.5 | 0 | 0 | 6 | 1 | 7 | 4.1 | 0.24 |
| H2.2.6 | 0 | 0 | 6 | 0 | 8 | 4.1 | 0.24 |
| H2.7.9 | 0 | 0 | 4 | 1 | 9 | 4.4 | 0.21 |
| H2.7.11 | 0 | 0 | 5 | 0 | 9 | 4.3 | 0.22 |
| H2.8.11 | 0 | 0 | 4 | 4 | 6 | 4.1 | 0.20 |
| H3 nc Hypo | Likert Value Distribution | Mean | CV | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| H3.2.4 | 0 | 0 | 4 | 1 | 9 | 4.4 | 0.21 |
| H3.5.7 | 1 | 1 | 2 | 2 | 8 | 3.9 | 0.33 |
| H3.7.7 | 0 | 0 | 6 | 1 | 7 | 3.9 | 0.24 |
| H3.7.8 | 0 | 0 | 5 | 1 | 8 | 4.1 | 0.24 |
| Order | Factor | Value | Importance |
|---|---|---|---|
| 1 | Commitment of top management and transformational leadership style | 4.4 | Very important |
| 2 | Organizational transformation (breaking silos, talent management, and integrations) | 4.4 | Very important |
| 3 | Teamwork to achieve common objectives | 4.2 | Very important |
| 4 | Human Centricity (diversity and wellbeing of employees with all aspects) | 4.2 | Very important |
| 5 | People TF (skilling, upskilling, and re-skilling); empowerment; and citizen development | 4.1 | Very important |
| 6 | IT transformations and roadmaps | 3.7 | Moderately/very important |
| 7 | Availability of financial resources and investment strategies | 3.3 | Moderately important |
| 8 | Mfg./R&D TF (circular mfg./design virtualizations, and vertical and horizontal integrations) | 3.3 | Moderately important |
| 9 | Public education transformations, collaborations with universities/education | 3.2 | Moderately important |
| 10 | External support (consultations) | 3.0 | Moderately important |
| 11 | External support (incentives/regulations) | 2.9 | Slightly/moderately important |
| Order | Factor | Value | Importance |
|---|---|---|---|
| 1 | Keep Genchi Genbutsu (go and see) | 4.5 | Extremely important |
| 2 | Never compromise jidoka (stop in time) to keep problems on the surface | 4.4 | Very important |
| 3 | Keep and enforce JKK (build in quality w/ownership), which will be more critical with Dx | 4.3 | Very important |
| 4 | Keep/watch automation with the human touch, with people and ownership being core elements of Lean | 4.2 | Very important |
| 5 | Keep standardization and strictly watch, which is base for kaizen and employee empowerment | 4.0 | Very important |
| 6 | Trust the data, but keep problem solving and the PDCA culture, as Dx needs a learning organization with innovation | 3.9 | Moderately/very important |
| 7 | TF is a challenge, and visual control will be more important than ever for JKK and jidoka | 3.8 | Moderately/very important |
| 8 | Trust the data, generative AI, etc., but do not lose nemawashi, and utilize it meaningfully to be agile | 3.7 | Moderately/very important |
| 9 | Keep an additional focus on supplier development, pace, resiliency, and sustainability, which need to transform as well | 3.5 | Moderately/very important |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Goktas, H.O.; Yumusak, N. Applying the Delphi Method to Assess Critical Success Factors of Digitalization While Sustaining Lean at a Lean Automaker. Sustainability 2024, 16, 8424. https://doi.org/10.3390/su16198424
Goktas HO, Yumusak N. Applying the Delphi Method to Assess Critical Success Factors of Digitalization While Sustaining Lean at a Lean Automaker. Sustainability. 2024; 16(19):8424. https://doi.org/10.3390/su16198424
Chicago/Turabian StyleGoktas, Hasan Oktay, and Nejat Yumusak. 2024. "Applying the Delphi Method to Assess Critical Success Factors of Digitalization While Sustaining Lean at a Lean Automaker" Sustainability 16, no. 19: 8424. https://doi.org/10.3390/su16198424
APA StyleGoktas, H. O., & Yumusak, N. (2024). Applying the Delphi Method to Assess Critical Success Factors of Digitalization While Sustaining Lean at a Lean Automaker. Sustainability, 16(19), 8424. https://doi.org/10.3390/su16198424