
Economic and Environmental Aspects of Applying the Regeneration of Spent Moulding Sand


Abstract
:1. Introduction
- ⎯
- a reduction in the consumption of fresh moulding sands, very important in view of the depletion of deposits of these raw materials,
- ⎯
- a reduction in the devastation of the area by sand mines, which are growing in size,
- ⎯
- a reduction in the area of landfill sites occupied by spent moulding sand dumps,
- ⎯
- reducing the transfer of dust and toxic substances from landfills into the environment,
- ⎯
- protection of landscape values of the environment.
- ⎯
- reduction of transport—reduction of operating costs (fuel or energy needed for the transportation of fresh sand and the removal of used sand to the dumps, labour costs, etc.),
- ⎯
- reduction in the costs of purchasing fresh sand and eliminating its drying,
- ⎯
- reduction of landfill fees,
- ⎯
- reduction in the energy intensity of the process and availability of energy sources.
- ⎯
- wet method (for bonding materials dispersed in an aqueous environment),
- ⎯
- dry method (pneumatic or mechanical at ambient temperature or thermal at elevated temperature).
2. Materials and Methods
2.1. Devices to Be Compared
- ⎯
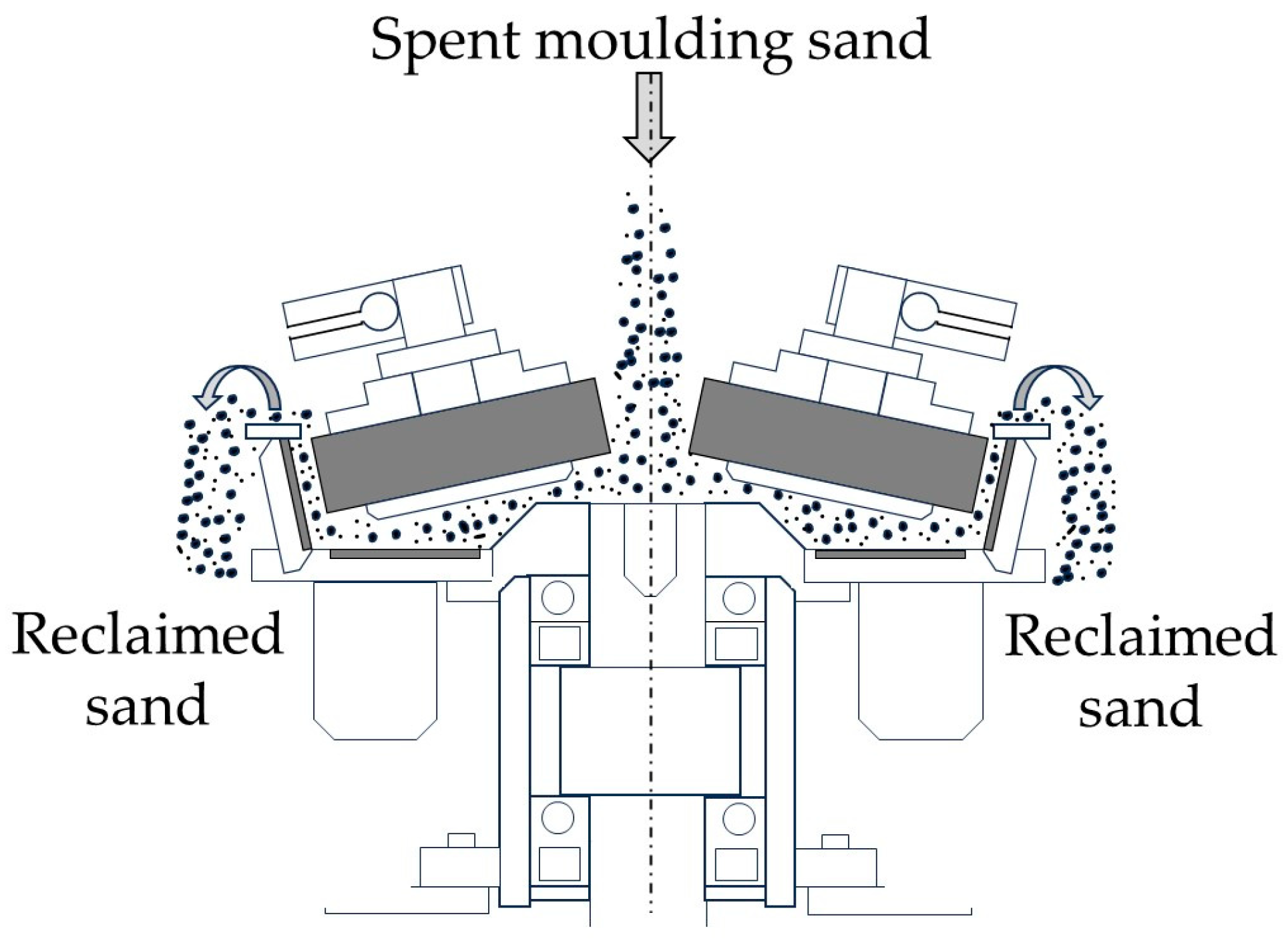
- mechanical—regenerator (USR 5-1 or USR 5-2),
- ⎯
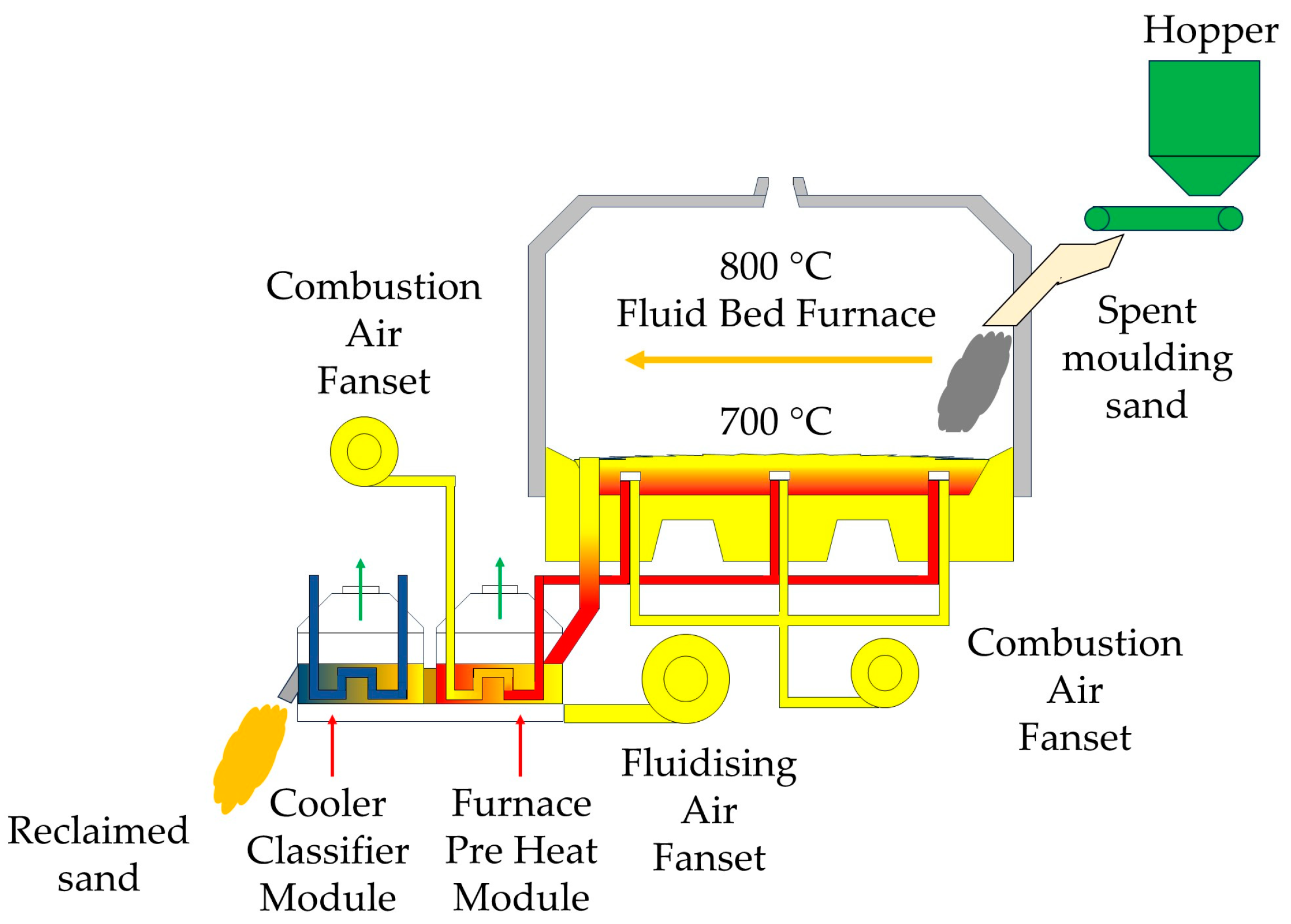
- thermal—thermal regeneration system with fluidized bed furnace.
- ⎯
- aeration of the bed with oxygen enables the combustion of organic compounds on the surface of the matrix grains, and fluidisation mixing promotes uniform burning of the layer of thermally treated material,
- ⎯
- reducing the process of lifting fine particles from the regenerator chamber into the chimney,
- ⎯
- post-combustion of gases generated after the decomposition process of organic binders.
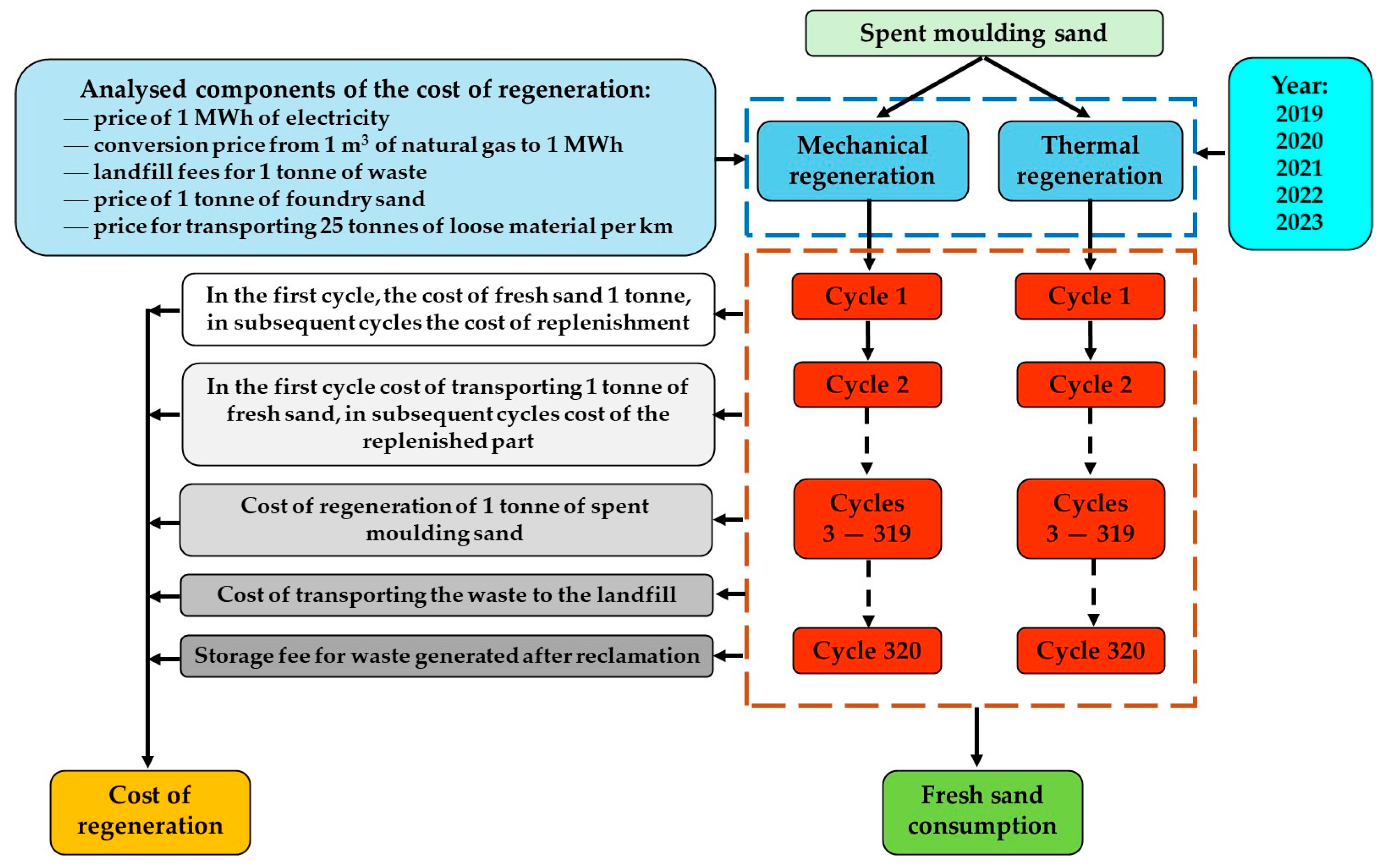
2.2. Data Adopted for the Analysis
3. Results
- ⎯
- mechanical—after reclamation of 1 tonne of spent moulding sand, the loss of grain matrix is 35% on average, that is, this is the amount of fresh sand to be added and the same amount of waste to be transported to the landfill,
- ⎯
- thermal—after reclamation of 1 tonne of spent moulding sand, the loss of matrix is 7.5% on average, that is, less fresh sand must be added and less waste needs to be deposited in a landfill in relation to mechanical reclamation.
4. Discussion
- ⎯
- physical and chemical parameters of the mass to be remanufactured (crystalline structure of the matrix, quality and quantity of the binder),
- ⎯
- impurities arising during the pouring of metal into moulds,
- ⎯
- manner of further use of regenerated sand,
- ⎯
- maximum allowed amount of impurities in the mould sand.
- ⎯
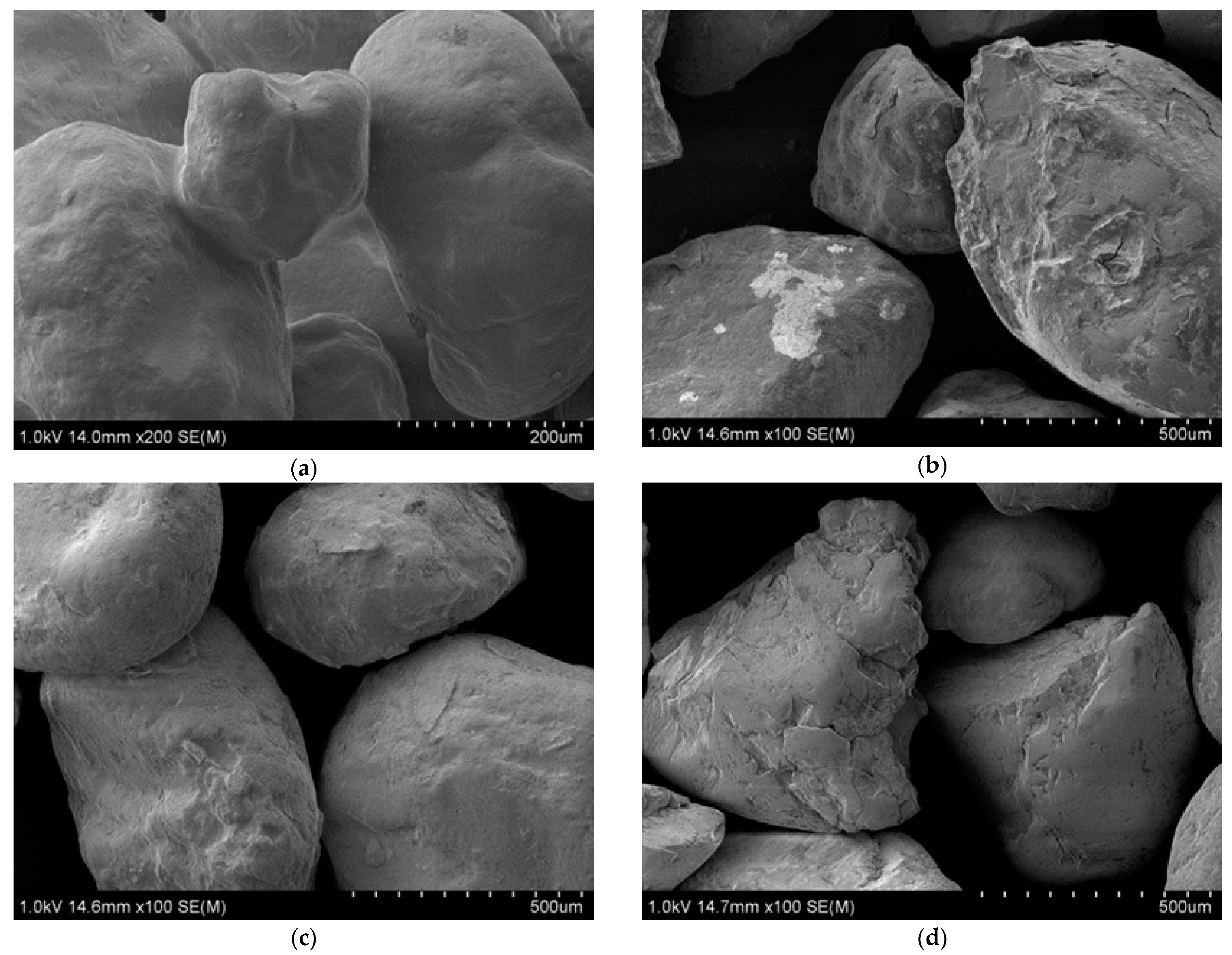
- sand consisting of round grains has a small specific surface area and requires relatively less binder, and it is easier and less energy consuming to clean,
- ⎯
- the specific surface area of nonspherical, cracked, and sharp-edged grains is greater, which increases the consumption of binder materials for the same strength and increases the time for cleaning and regeneration of the matrix, in which case cleaning is associated with abrasion of the sharp edges of the grains, leading to a significant reduction in regeneration yield,
- ⎯
- it is not advisable to regenerate multicrystalline sand, because it is very difficult and often impossible to remove impurities from the cracks located at the contact surfaces of the crystals.
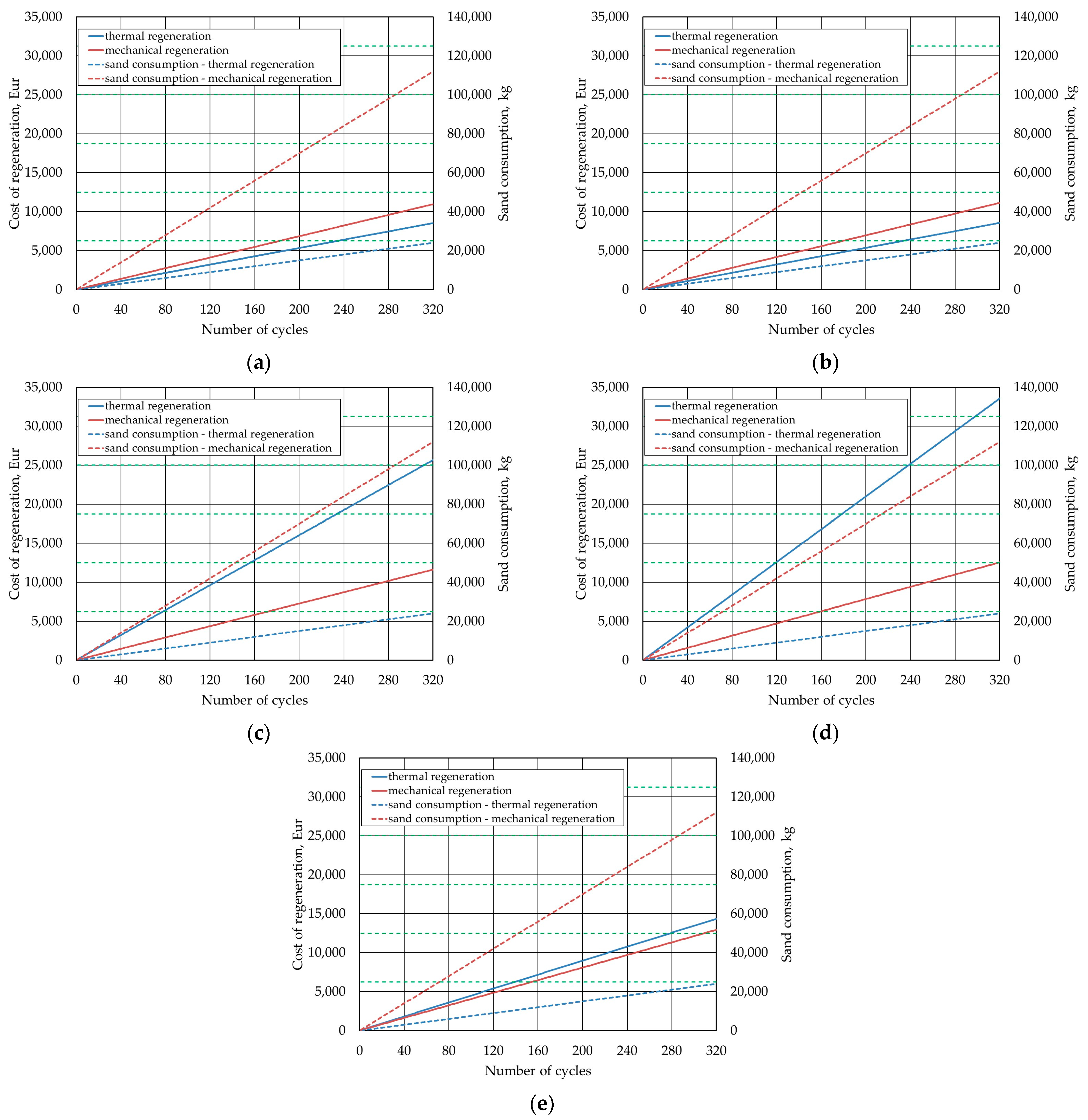
5. Conclusions
- ⎯
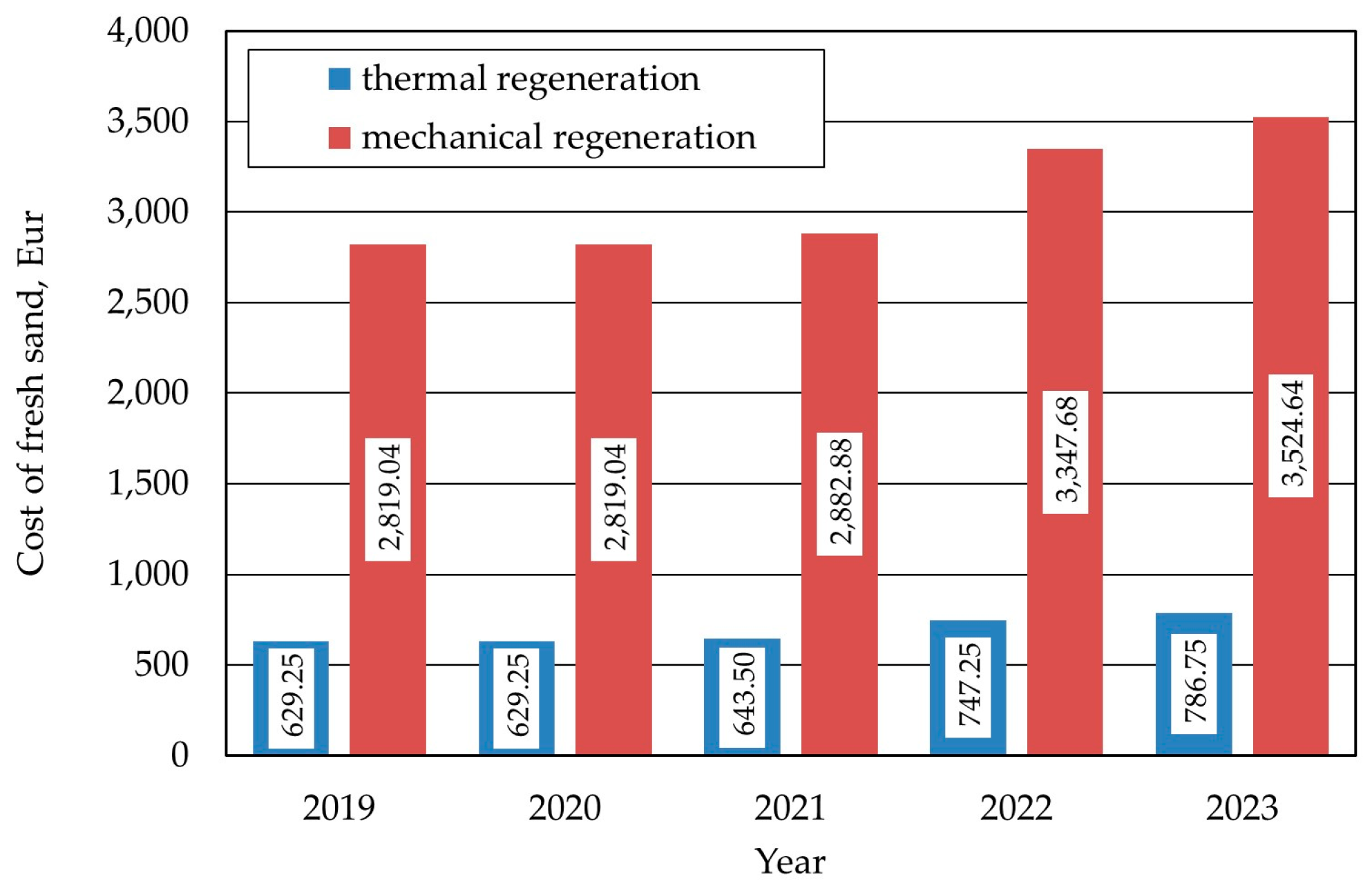
- the costs of purchasing fresh sand are lower in the case of thermal reclamation, due to the lower loss of grain matrix during the process;
- ⎯
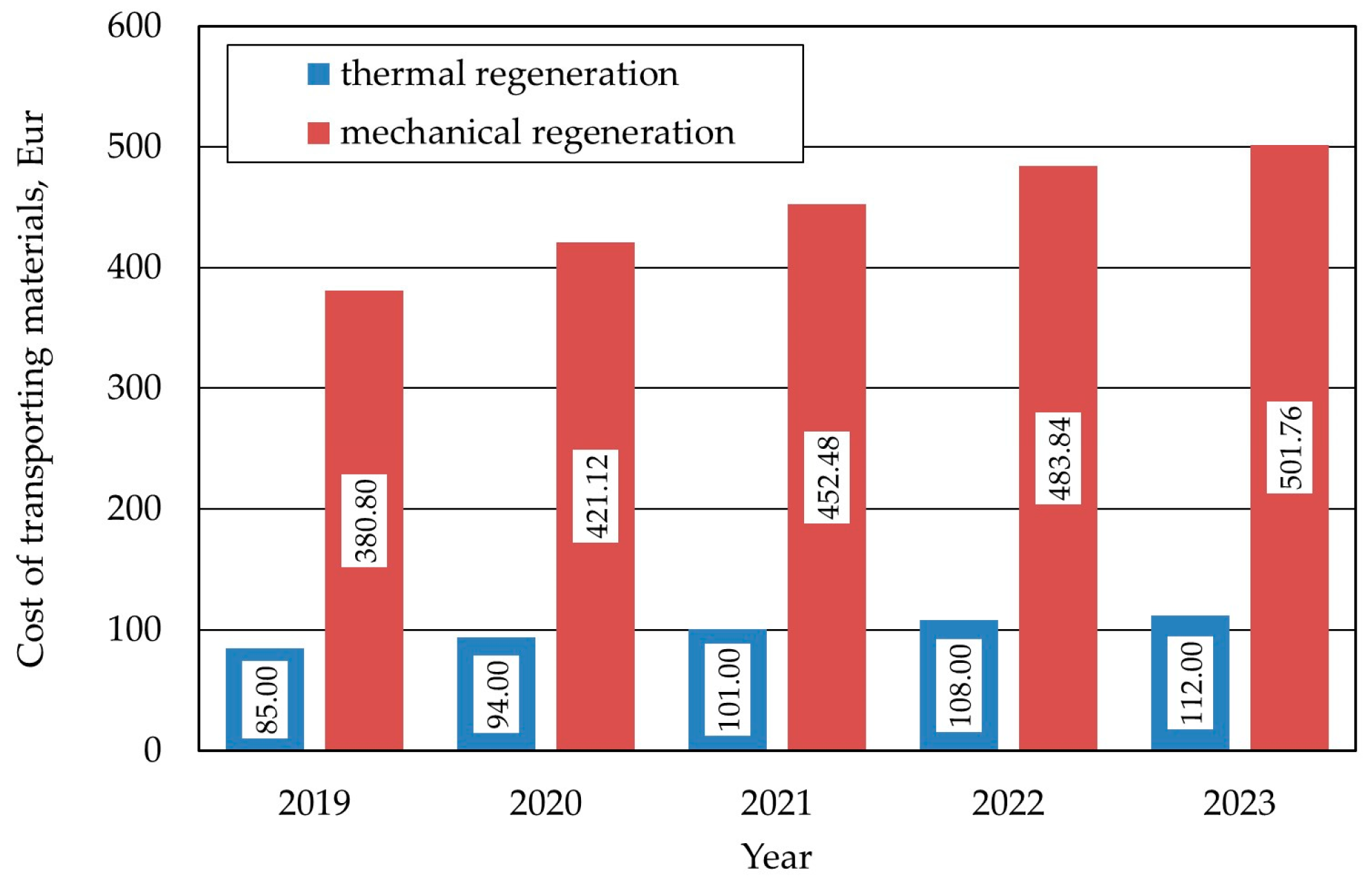
- the costs of transporting fresh sand to the foundry and waste to the landfill are lower when the foundry uses thermal reclamation;
- ⎯
- costs associated with landfill waste are lower when thermal reclamation is used;
- ⎯
- the unit cost of the thermal reclamation process is higher than mechanical reclamation, but the total cost of thermal reclamation may be lower than mechanical reclamation if other process cost components are taken into account,
- ⎯
- the consumption of quartz sand is many times lower when using thermal regeneration, which is the main factor in favour of this method of grain matrix recovery from a sustainability point of view,
- ⎯
- the quality of the grain matrix after thermal reclamation is better for technological reasons than after mechanical reclamation.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lewandowski, J.L. Casting Mould Materials; Akapit Publishing House: Krakow, Poland, 1997. (In Polish) [Google Scholar]
- Major-Gabryś, K.; Hosadyna-Kondracka, M. Organic Moulding Sands for Production of Large-Size Castings. Arch. Foundry Eng. 2019, 19, 99–105. [Google Scholar] [CrossRef]
- Major-Gabryś, K. Environmentally friendly foundry molding and core sands. In Archives of Foundry Engineering; Publishing House: Katowice-Gliwice, Poland, 2016. (In Polish) [Google Scholar]
- Kaczmarska, K.; Grabowska, B.; Grabowski, G.; Bobrowski, A.; Kurleto-Koziol, Z. Thermal decomposition of binder based on etherified starch to use in foundry industry. J. Therm. Anal. Calorim. 2017, 130, 285–290. [Google Scholar] [CrossRef]
- Łucarz, M.; Grabowska, B.; Grabowski, G. Determination of Parameters of the Moulding Sand Reclamation Process, on the Thermal Analysis Bases. Arch. Metall. Mater. 2014, 59, 1023–1027. [Google Scholar] [CrossRef]
- Łucarz, M. Theoretical Conditions of the Selection of the Thermal Reclamation Temperature of Moulding Sands with Organic Binders; Monography; Akapit Publishing House: Krakow, Poland, 2018. (In Polish) [Google Scholar]
- Paul, P.; Belhaj, E.; Diliberto, C.; Apedo, K.L.; Feugeas, F. Comprehensive Characterization of Spent Chemical Foundry Sand for Use in Concrete. Sustainability 2021, 13, 12881. [Google Scholar] [CrossRef]
- Kępniak, M.; Łukowski, P. Multicriteria Analysis of Cement Mortar with Recycled Sand. Sustainability 2024, 16, 1773. [Google Scholar] [CrossRef]
- Guney, Y.; Sari, Y.D.; Yalcin, M.; Tuncan, A.; Donmez, S. Re-usage of waste foundry sand in high-strength concrete. Waste Manag. 2010, 30, 1705–1713. [Google Scholar] [CrossRef]
- Javed, S.; Lovell, C.W.; Wood, L.E. Waste Foundry Sand in Asphalt Concrete; Transportation Research Board: Washington, DC, USA, 1994; No. 1437; pp. 27–34. [Google Scholar]
- Mavroulidou, M.; Lawrence, D. Can waste foundry sand fully replace structural concrete sand? J. Mater. Cycles Waste Manag. 2018, 21, 594–605. [Google Scholar] [CrossRef]
- Gurumoorthy, N.; Arunachalam, K. Micro and mechanical behaviour of Treated Used Foundry Sand concrete. Constr. Build. Mater. 2016, 123, 184–190. [Google Scholar] [CrossRef]
- Feng, J.; Hou, H. Review of Research on Urban Social Space and Sustainable Development. Sustainability 2023, 15, 16130. [Google Scholar] [CrossRef]
- Pozzoli, M.; Nastari, R.; Pisano, S.; Venuti, M. How Circular Economy Disclosure Responds to Institutional Determinants Empirical Evidences in Non-Financial European Firms. Sustainability 2023, 15, 16069. [Google Scholar] [CrossRef]
- Korhonen, J.; Honkasalo, A.; Seppälä, J. Circular Economy: The Concept and its Limitations. Ecol. Econ. 2018, 143, 37–46. [Google Scholar] [CrossRef]
- Zdeb, M.; Papciak, D. Disinfection of Rainwater for Economic Purposes. Sustainability 2023, 15, 16121. [Google Scholar] [CrossRef]
- Cope, M.R.; Kernan, A.R.; Sanders, S.R.; Ward, C. Social sustainability?: Exploring the relationship between community experience and perceptions of the environment. Sustainability 2022, 14, 1935. [Google Scholar] [CrossRef]
- Chen, J.; Peng, D.; Liu, Z.; Wu, L.; Jiang, M. A Sustainable Model for Forecasting Carbon Emission Trading Prices. Sustainability 2024, 16, 8324. [Google Scholar] [CrossRef]
- Guo, Q.; Ma, X. How Does the Digital Economy Affect Sustainable Urban Development? Empirical Evidence from Chinese Cities. Sustainability 2023, 15, 4098. [Google Scholar] [CrossRef]
- Lou, Z.; Gao, N.; Lu, M. The Impact of Enterprise Digital Transformation on Low-Carbon Supply Chains: Empirical Evidence from China. Sustainability 2024, 16, 8242. [Google Scholar] [CrossRef]
- Liu, L.; Ding, T.; Wang, H. Digital Economy, Technological Innovation and Green High-Quality Development of Industry: A Study Case of China. Sustainability 2022, 14, 11078. [Google Scholar] [CrossRef]
- Huang, D.; Yang, F.; Wang, D.; Yin, K.; Gong, B.; Cui, L. Exploring the Impacts of the Digital Economy on Carbon Emissions: Lessons from 268 Cities in China. Sustainability 2024, 16, 7974. [Google Scholar] [CrossRef]
- Available online: https://www.un.org/sustainabledevelopment/sustainable-consumption-production/ (accessed on 8 July 2024).
- Ghormley, S.; Williams, R.; Dvorak, B. Foundry Sand Source Reduction Options: Life Cycle Assessment Evaluation. Environments 2020, 7, 66. [Google Scholar] [CrossRef]
- Delestrac, D. Sand Wars; Movie; Rappi Productions, La Compagnie des Taxi-Brousse, InfomAction, Arte France, with the Support of the Santa Aguila Foundation: Santa Barbara, CA, USA, 2013. [Google Scholar]
- Khan, M.M.; Singh, M.; Mahajani, S.M.; Jadhav, G.N.; Mandre, S. Reclamation of used green sand in small scale foundries. J. Mater. Process. Tech. 2018, 255, 559–569. [Google Scholar] [CrossRef]
- Anwar, N.; Jalava, K.; Orkas, J. Experimental study of inorganic foundry sand binders for mold and cast quality. Int. J. Met. 2022, 17, 1697–1717. [Google Scholar] [CrossRef]
- Khan, M.M.; Singh, M.; Jadhav, G.N.; Mahajani, S.M.; Mandre, S. Characterization of Waste and Reclaimed Green Sand Used in Foundry Processing. Silicon 2020, 12, 677–691. [Google Scholar] [CrossRef]
- Zanetti, M.C.; Fiore, S. Foundry processes: The recovery of green moulding sands for core operations. Resour. Conserv. Recycl. 2003, 38, 243–254. [Google Scholar] [CrossRef]
- Zanetti, M.C.; Fiore, S. Industrial treatment processes for recycling of green foundry sands. Int. J. Cast Met. Res. 2008, 21, 435–438. [Google Scholar]
- Dańko, J.; Dańko, R.; Holtzer, M. Reclamation of used sands in foundry production. Metalurgija 2003, 42, 173–177. [Google Scholar]
- Saripalli, N.J.; Sonawane, D.R. Assessment of Reclaiming Process of Sand as Foundry Waste for Industrial Usage. Int. J. Sci. Manag. Stud. 2018, 1, 7–13. [Google Scholar]
- Nyembwe, K.D.; Kabasele, J.K. Sustainability assessment of thermal and mechanical reclamation of foundry chromite sand. S. Afr. J. Ind. Eng. 2022, 33, 29–39. [Google Scholar] [CrossRef]
- Cruz, N.; Briens, C.; Berruti, F. Green sand reclamation using a fluidized bed with an attrition nozzle. Resour. Conserv. Recycl. 2009, 54, 45–52. [Google Scholar] [CrossRef]
- Dańko, R.; Dańko, J.; Skrzyński, M. Assessment of the possibility of using reclaimed materials for making cores by the blowing method. Arch. Found. Eng. 2017, 17, 21–26. [Google Scholar] [CrossRef]
- Skrzyński, M. Influence of the process treatment on the amount and grain structure of after reclamation dusts. Arch. Found. Eng. 2020, 20, 71–78. [Google Scholar] [CrossRef]
- Łucarz, M. The effect of mechanical reclamation on the wear of silica sand grains. Metalurgija 2008, 47, 43–45. [Google Scholar]
- Wan, P.; Zhou, J.; Li, Y.; Yin, Y.; Peng, X.; Ji, X.; Shen, X. Kinetic analysis of resin binder for casting in combustion decomposition process. J. Therm. Anal. Calorim. 2022, 147, 6323–6336. [Google Scholar] [CrossRef]
- Svidró, J.T.; Diószegi, A.; Svidró, J.; Ferenczi, T. Thermophysical aspects of reclaimed moulding sand addition to the epoxy-SO2 coremaking system studied by Fourier thermal analysis. J. Therm. Anal. Calorim. 2017, 130, 1779–1789. [Google Scholar] [CrossRef]
- Monish, A.; Krishna, B.S.V.S.R. Optimization of time and temperature for thermal reclamation of furan resin based sand. Int. J. Recent Technol. Eng. 2019, 8, 120–124. [Google Scholar]
- Severo, J.A.; Modolo, R.C.E.; Moraes, C.A.M.; Zinani, F.S.F. Thermal regeneration of waste foundry phenolic sand in a lab scale fluidized bed. Matéria 2018, 23, e-11983. [Google Scholar] [CrossRef]
- Wang, L.L.; Liu, Y.; Pan, L.; Fang, Y. Study on Regeneration Processing Technology of Used Pearl Coated Sand. Zhuzao/Foundry 2018, 67, 339–343. [Google Scholar]
- Rayjadhav, S.B.; Mhamane, D.A.; Shinde, V.D. Assessment of sand reclamation techniques and sand quality in thermal reclamation. Int. J. Product. Qual. Manag. 2020, 30, 343–353. [Google Scholar] [CrossRef]
- Li, Y.L.; Wu, G.H.; Liu, W.C.; Chen, A.T.; Zhang, L.; Wang, Y.X. Effect of reclaimed sand additions on mechanical properties and fracture behavior of furan no-bake resin sand. China Foundry 2017, 14, 128–137. [Google Scholar] [CrossRef]
- Saboura, M.R.; Akbaria, M.; Dezvareha, G. Utilization of color change and image processing to evaluate the Waste Foundry Sand reclamation level. J. Mater. Res. Technol. 2020, 9, 1025–1031. [Google Scholar] [CrossRef]
- Andrade, R.M.; Cava, S.; Silva, S.N.; Soledade, L.E.B.; Rossi, C.C.; Leite, E.R.; Paskocimas, C.A.; Varela, J.A.; Longo, E. Foundry sand recycling in the troughs of blast furnaces: A technical note. J. Mater. Process. Technol. 2005, 159, 125–134. [Google Scholar] [CrossRef]
- Khan, M.M.; Mahajani, S.M.; Jadhav, G.N.; Vishwakarma, R.; Malgaonkar, V.; Mandre, S. A multistakeholder approach and techno-economic analysis of a mechanical reclamation process for waste foundry sand in the Indian context. Resour. Conserv. Recycl. 2021, 167, 105437. [Google Scholar] [CrossRef]
- Łucarz, M.; Dereń, M. Thermal Regeneration of Spent Sand with Furfuryl Binder from an Ecological and Economic Point of View. Materials 2023, 16, 7102. [Google Scholar] [CrossRef] [PubMed]
- Dańko, J.; Dańko, R.; Łucarz, M. Processes and Cevices for Reclamation of Used Moulding Sands; Akapit Publishing House: Krakow, Poland, 2007. (In Polish) [Google Scholar]
- Łucarz, M.; Garbacz-Klempka, A.; Drożyński, D.; Skrzyński, M.; Kostrzewa, K. Mechanical Reclamation of Spent Moulding Sand on Chromite Sand Matrix; Removal of Alkali-Phenolic Binder. Materials 2023, 16, 2919. [Google Scholar] [CrossRef] [PubMed]
- Łatas, W.; Dańko, R.; Czapla, P. Application of 3-D Drucker–Prager Material Model to Determine Optimal Operating Parameters of Centrifugal Regeneration Device. Materials 2020, 13, 2134. [Google Scholar] [CrossRef] [PubMed]
- Krogulec, N.J. Industrial waste incineration. Ochr. Powietrza I Probl. Odpad. 1994, 28, 22–25. (In Polish) [Google Scholar]
- Mokrosz, W. Ecological aspects of flue gas cleaning from municipal and industrial waste incineration plants. In Proceedings of the Materiały z X konferencji “POL-EMIS 2010”, Polanica Zdrój, Poland, 16–19 June 2010. [Google Scholar]
- Available online: https://wysokienapiecie.pl/77866-zegnamy-rynek-energii-jeszcze-zatesknimy/ (accessed on 20 July 2024).
- Rozporządzenie Ministra Klimatu z Dnia 2 Stycznia 2020 r. w Sprawie Katalogu Odpadów. Dziennik Ustaw Rzeczypospolitej Warszawa, Dnia 3 Stycznia 2020 r. Available online: https://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=WDU20200000010 (accessed on 20 July 2024).
- Available online: https://sip.lex.pl/akty-prawne/mp-monitor-polski/wysokosc-stawek-oplat-za-korzystanie-ze-srodowiska-na-rok-2019-18770802 (accessed on 20 July 2024).
- Available online: https://sip.lex.pl/akty-prawne/mp-monitor-polski/wysokosc-stawek-oplat-za-korzystanie-ze-srodowiska-na-rok-2020-18894406 (accessed on 20 July 2024).
- Available online: https://sip.lex.pl/akty-prawne/mp-monitor-polski/wysokosc-stawek-oplat-za-korzystanie-ze-srodowiska-na-rok-2021-19034829 (accessed on 20 July 2024).
- Available online: https://sip.lex.pl/akty-prawne/mp-monitor-polski/wysokosc-stawek-oplat-za-korzystanie-ze-srodowiska-na-rok-2022-19157087 (accessed on 20 July 2024).
- Available online: https://www.prawo.pl/akty/m-p-2022-1009,21733564.html (accessed on 20 July 2024).
- Available online: www.wiekpary.org.pl/ceny-transportu-ciezarowego (accessed on 20 July 2024).
- Available online: https://edu.trans.eu//kursy/transport-drogowy/ceny-w-transporcie-2024 (accessed on 20 July 2024).
- Available online: http://tinkeromega.com/category/usr-secondary-attrition (accessed on 20 July 2024).
- Available online: http://tinkeromega.com/category/thermal-reclamation-1 (accessed on 20 July 2024).
- Łucarz, M. Selection of Effective Temperature for Thermal Regeneration of Spent Alkali-Phenolic Binder Moulding Sand. Materials 2023, 16, 7629. [Google Scholar] [CrossRef]
- Łucarz, M.; Dereń, M. Conditions of Thermal Reclamation Process Realization on a Sample of Spent Moulding Sand from an Aluminum Alloy Foundry Plant. Arch. Found. Eng. 2017, 17, 197–201. [Google Scholar] [CrossRef]
- Available online: https://polenergia-sprzedaz.pl/blog/nieodnawialne-zrodla-energii-zbior-wiedzy/ (accessed on 20 July 2024).
- Available online: https://www.europarl.europa.eu/topics/pl/article/20190313STO31218/emisje-co2-z-samochodow-fakty-i-liczby-infografiki (accessed on 20 July 2024).
- Łucarz, M.; Drożyński, D. Influence of the reclamation method of spent moulding sands on the possibility of creating favourable conditions for gases flow in a mould. Arch. Metall. Mater. 2017, 62, 359–364. [Google Scholar] [CrossRef]
- Available online: https://www.teraz-srodowisko.pl/aktualnosci/skladowiska-odpadow-komunalnych-ios-pib-14382.html (accessed on 20 July 2024).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | 2019 | 2020 | 2021 | 2022 | 2023 |
|---|---|---|---|---|---|
| Price per MWh (Eur) | 48.83 | 53.49 | 166.28 | 161.79 | 97.67 |
| Year | 2019 | 2020 | 2021 | 2022 | 2023 |
|---|---|---|---|---|---|
| Price per MWh (Eur) | 18.60 | 18.60 | 69.77 | 93.02 | 34.88 |
| Year | 2019 | 2020 | 2021 | 2022 | 2023 |
|---|---|---|---|---|---|
| Price per tonne (Eur) | 67.53 | 68.62 | 70.20 | 72.58 | 76.28 |
| Year | 2019 | 2020 | 2021 | 2022 | 2023 |
|---|---|---|---|---|---|
| Price per tonne (Eur) | 25.17 | 25.17 | 25.74 | 29.89 | 31.47 |
| Year | 2019 | 2020 | 2021 | 2022 | 2023 |
|---|---|---|---|---|---|
| Price per 1 km (Eur) | 0.85 | 0.94 | 1.01 | 1.08 | 1.12 |
| Indicator | Value 2019 (Eur) | Value 2020 (Eur) | Value 2021 (Eur) | Value 2022 (Eur) | Value 2023 (Eur) |
|---|---|---|---|---|---|
| Average cost of mechanical regeneration of 1 tonne of spent sand for an energy consumption of 11 kWh/t | 0.54 | 0.59 | 1.28 | 1.79 | 1.07 |
| Average cost of thermal regeneration of 1 tonne of spent sand for an energy consumption of 242 kWh/t | 19.36 | 19.36 | 72.60 | 96.80 | 36.30 |
| Transport price per tonne (transport by 25 tonne semi-trailer for an assumed distance of 50 km) | 1.70 | 1.88 | 2.02 | 2.16 | 2.24 |
| Cost of the Component of the Regeneration Process | Regeneration Price of 1 Tonne of Spent Moulding Sand with Organic Binder (Eur) | |||
|---|---|---|---|---|
| Thermal | Mechanical | |||
| First Cycle | Cycle 2 (and Next) | First Cycle | Cycle 2 (and Next) | |
| In the first cycle, the cost of 1 tonne of fresh sand, in subsequent cycles the cost of replenishment | 25.17 | 1.89 | 25.17 | 8.81 |
| In the first cycle cost of transporting 1 tonne of fresh sand, in subsequent cycles cost of the replenished part | 1.70 | 0.13 | 1.70 | 0.60 |
| Cost of regeneration of 1 tonne of spent moulding sand | 19.36 | 19.36 | 0.54 | 0.54 |
| Cost of transporting the waste to the landfill | 0.13 | 0.13 | 0.60 | 0.60 |
| Storage fee for waste generated after reclamation | 5.06 | 5.06 | 23.64 | 23.64 |
| Total | 51.42 | 26.57 | 51.65 | 34.19 |
| Cost of the Component of the Regeneration Process | Regeneration Price of 1 Tonne of Spent Moulding Sand with Organic Binder (Eur) | |||
|---|---|---|---|---|
| Thermal | Mechanical | |||
| First Cycle | Cycle 2 (and Next) | First Cycle | Cycle 2 (and Next) | |
| In the first cycle, the cost of 1 tonne of fresh sand, in subsequent cycles the cost of replenishment | 25.17 | 1.89 | 25.17 | 8.81 |
| In the first cycle cost of transporting 1 tonne of fresh sand, in subsequent cycles cost of the replenished part | 1.88 | 0.14 | 1.70 | 0.60 |
| Cost of regeneration of 1 tonne of spent moulding sand | 19.36 | 19.36 | 0.59 | 0.59 |
| Cost of transporting the waste to the landfill | 0.14 | 0.14 | 0.66 | 0.66 |
| Storage fee for waste generated after reclamation | 5.15 | 5.15 | 24.02 | 24.02 |
| Total | 51.70 | 26.68 | 52.32 | 34.74 |
| Cost of the Component of the Regeneration Process | Regeneration Price of 1 Tonne of Spent Moulding Sand with Organic Binder (Eur) | |||
|---|---|---|---|---|
| Thermal | Mechanical | |||
| First Cycle | Cycle 2 (and Next) | First Cycle | Cycle 2 (and Next) | |
| In the first cycle, the cost of 1 tonne of fresh sand, in subsequent cycles the cost of replenishment | 25.74 | 1.93 | 25.74 | 9.01 |
| In the first cycle cost of transporting 1 tonne of fresh sand, in subsequent cycles cost of the replenished part | 2.02 | 0.15 | 2.02 | 0.71 |
| Cost of regeneration of 1 tonne of spent moulding sand | 72.60 | 72.60 | 1.28 | 1.28 |
| Cost of transporting the waste to the landfill | 0.15 | 0.15 | 0.71 | 0.71 |
| Storage fee for waste generated after reclamation | 5.27 | 5.27 | 24.57 | 24.57 |
| Total | 105.78 | 80.10 | 54.32 | 36.28 |
| Cost of the Component of the Regeneration Process | Regeneration Price of 1 Tonne of Spent Moulding Sand with Organic Binder (Eur) | |||
|---|---|---|---|---|
| Thermal | Mechanical | |||
| First Cycle | Cycle 2 (and Next) | First Cycle | Cycle 2 (and Next) | |
| In the first cycle, the cost of 1 tonne of fresh sand, in subsequent cycles the cost of replenishment | 29.89 | 2.24 | 29.89 | 10.46 |
| In the first cycle cost of transporting 1 tonne of fresh sand, in subsequent cycles cost of the replenished part | 2.16 | 0.16 | 2.16 | 0.76 |
| Cost of regeneration of 1 tonne of spent moulding sand | 96.80 | 96.80 | 1.79 | 1.79 |
| Cost of transporting the waste to the landfill | 0.16 | 0.16 | 0.76 | 0.76 |
| Storage fee for waste generated after reclamation | 5.44 | 5.44 | 25.40 | 25.40 |
| Total | 134.45 | 104.80 | 60.00 | 39.17 |
| Cost of the Component of the Regeneration Process | Regeneration Price of 1 Tonne of Spent Moulding Sand with Organic Binder (Eur) | |||
|---|---|---|---|---|
| Thermal | Mechanical | |||
| First Cycle | Cycle 2 (and Next) | First Cycle | Cycle 2 (and Next) | |
| In the first cycle, the cost of 1 tonne of fresh sand, in subsequent cycles the cost of replenishment | 31.47 | 2.36 | 31.47 | 11.01 |
| In the first cycle cost of transporting 1 tonne of fresh sand, in subsequent cycles cost of the replenished part | 2.24 | 0.17 | 2.24 | 0.78 |
| Cost of regeneration of 1 tonne of spent moulding sand | 36.30 | 36.30 | 1.07 | 1.07 |
| Cost of transporting the waste to the landfill | 0.17 | 0.17 | 0.78 | 0.78 |
| Storage fee for waste generated after reclamation | 5.72 | 5.72 | 26.70 | 26.70 |
| Total | 75.90 | 44.72 | 62.26 | 40.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łucarz, M. Economic and Environmental Aspects of Applying the Regeneration of Spent Moulding Sand. Sustainability 2024, 16, 8462. https://doi.org/10.3390/su16198462
Łucarz M. Economic and Environmental Aspects of Applying the Regeneration of Spent Moulding Sand. Sustainability. 2024; 16(19):8462. https://doi.org/10.3390/su16198462
Chicago/Turabian StyleŁucarz, Mariusz. 2024. "Economic and Environmental Aspects of Applying the Regeneration of Spent Moulding Sand" Sustainability 16, no. 19: 8462. https://doi.org/10.3390/su16198462
APA StyleŁucarz, M. (2024). Economic and Environmental Aspects of Applying the Regeneration of Spent Moulding Sand. Sustainability, 16(19), 8462. https://doi.org/10.3390/su16198462