
Influence of Dregs Waste on the Alkali–Silica Reaction: A Comparative Analysis among Different Types of Cement


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials Characterization
2.1.1. Dregs
2.1.2. Silica Fume
2.1.3. Cements
2.1.4. Aggregates
2.1.5. Water
2.2. Alkali–Silica Reaction
2.3. Compressive Strength
2.4. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Expansion by Alkali–Silica Reaction
3.1.1. Evaluation of the Different Cements Used
3.1.2. Comparison between Ages 30 and 63 Days
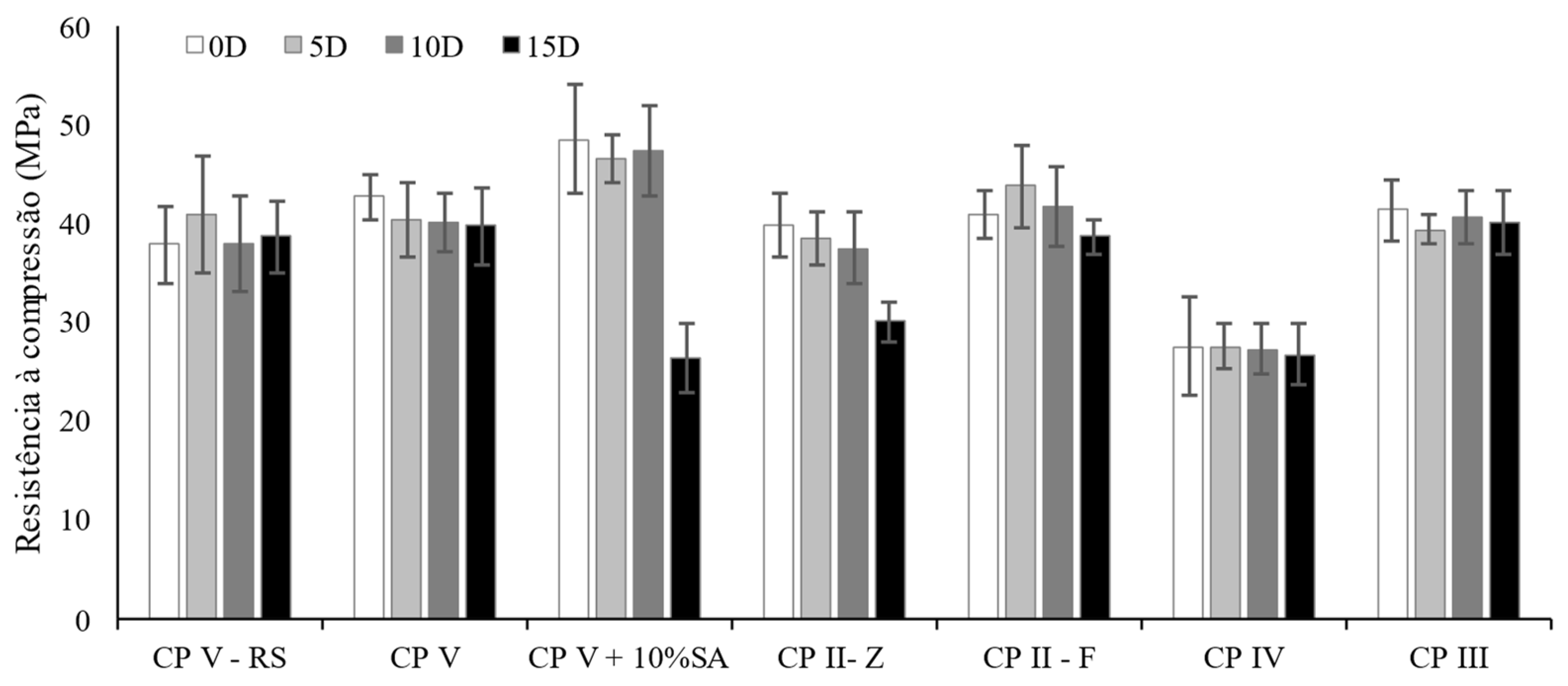
3.2. Compressive Strength
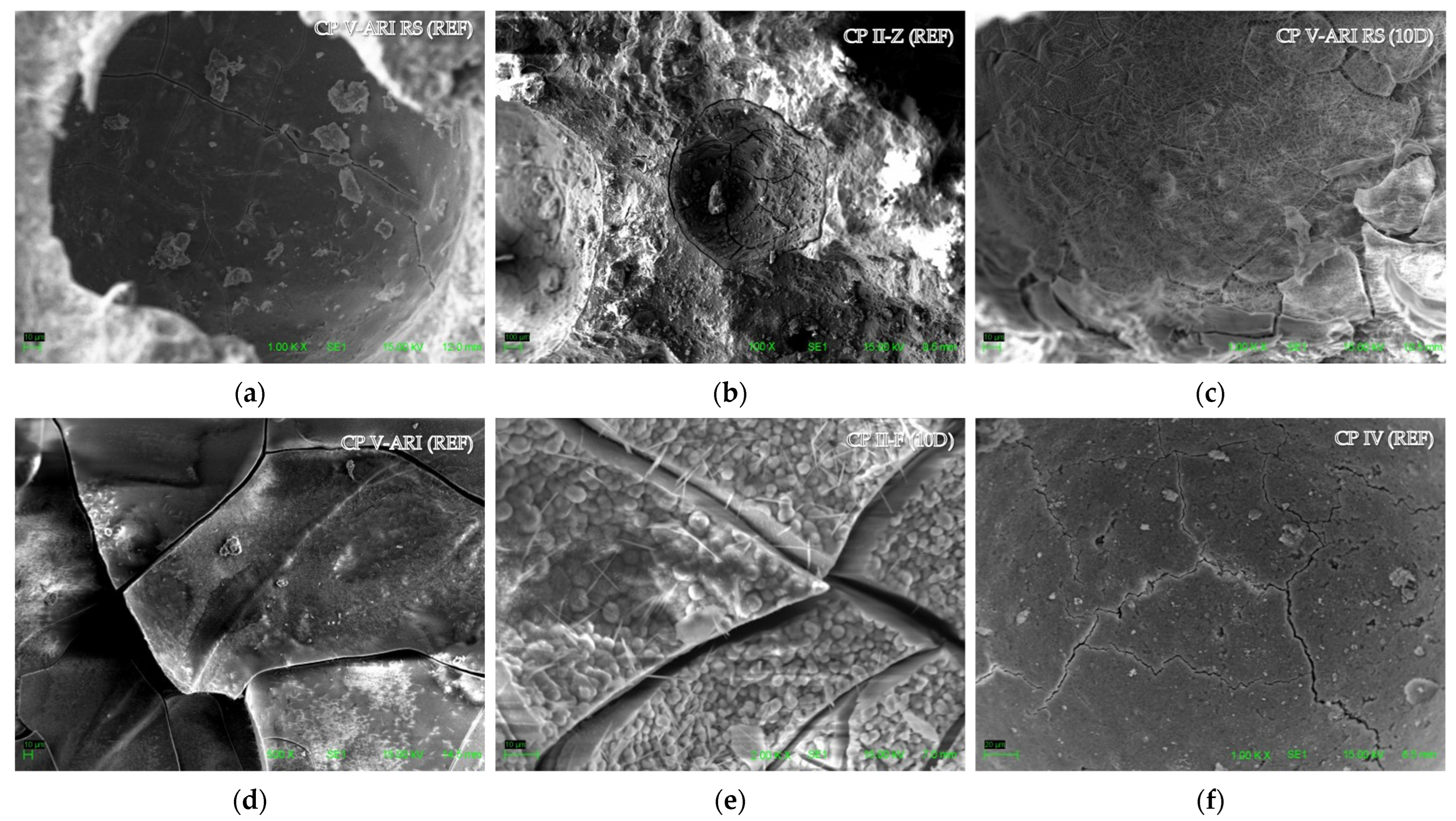
3.3. Scanning Electron Microscopy
4. Conclusions
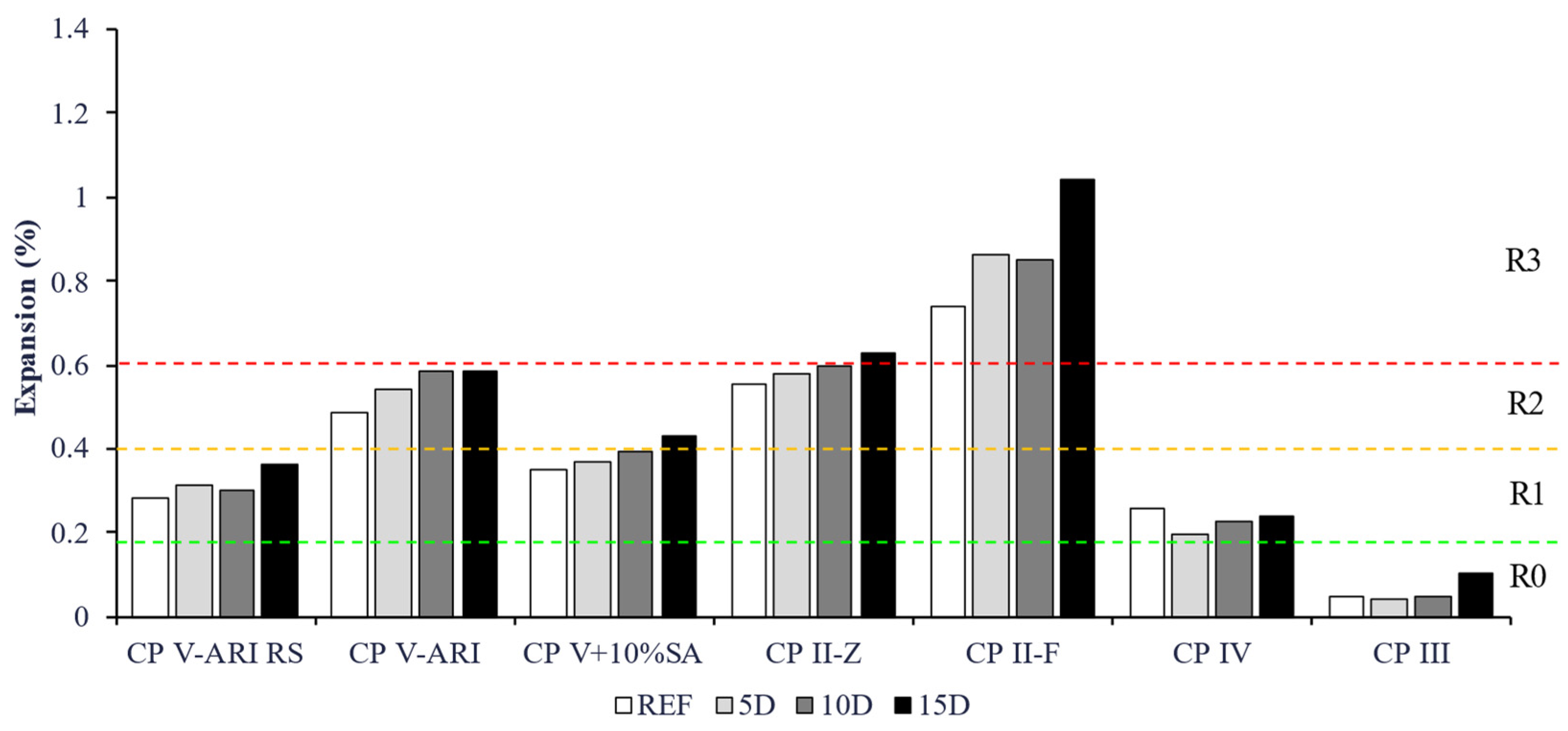
- Depending on the cement used, in reference mortars (without the addition of dregs), there are expansions larger than the limit established by Brazilian standards. These expansions are related to the concomitant action of cement and aggregate, indicating the use of a reactive aggregate in the mixtures.
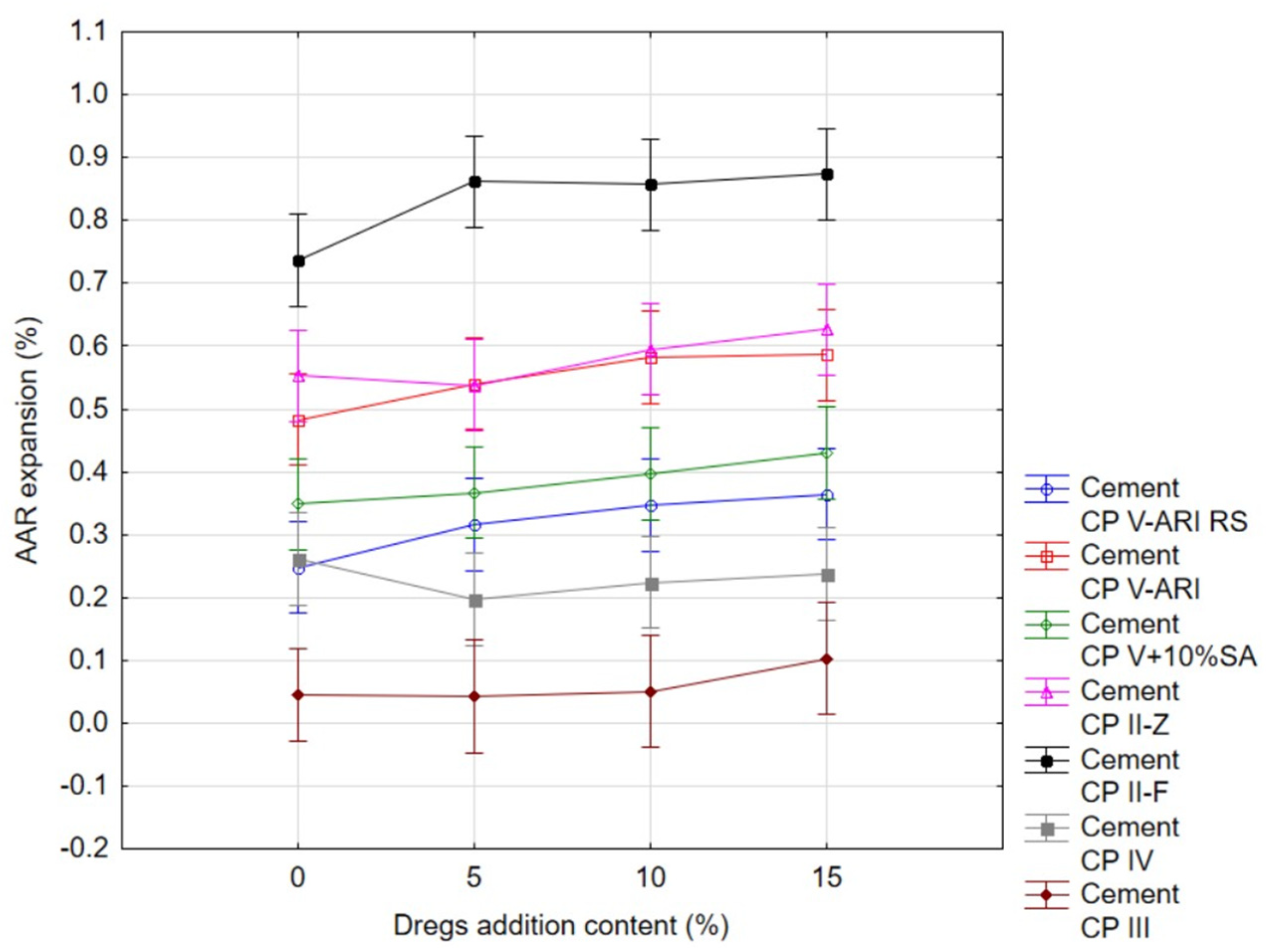
- In most cases, the addition of dregs promoted greater expansions, which was directly proportional to the increase in residue content.
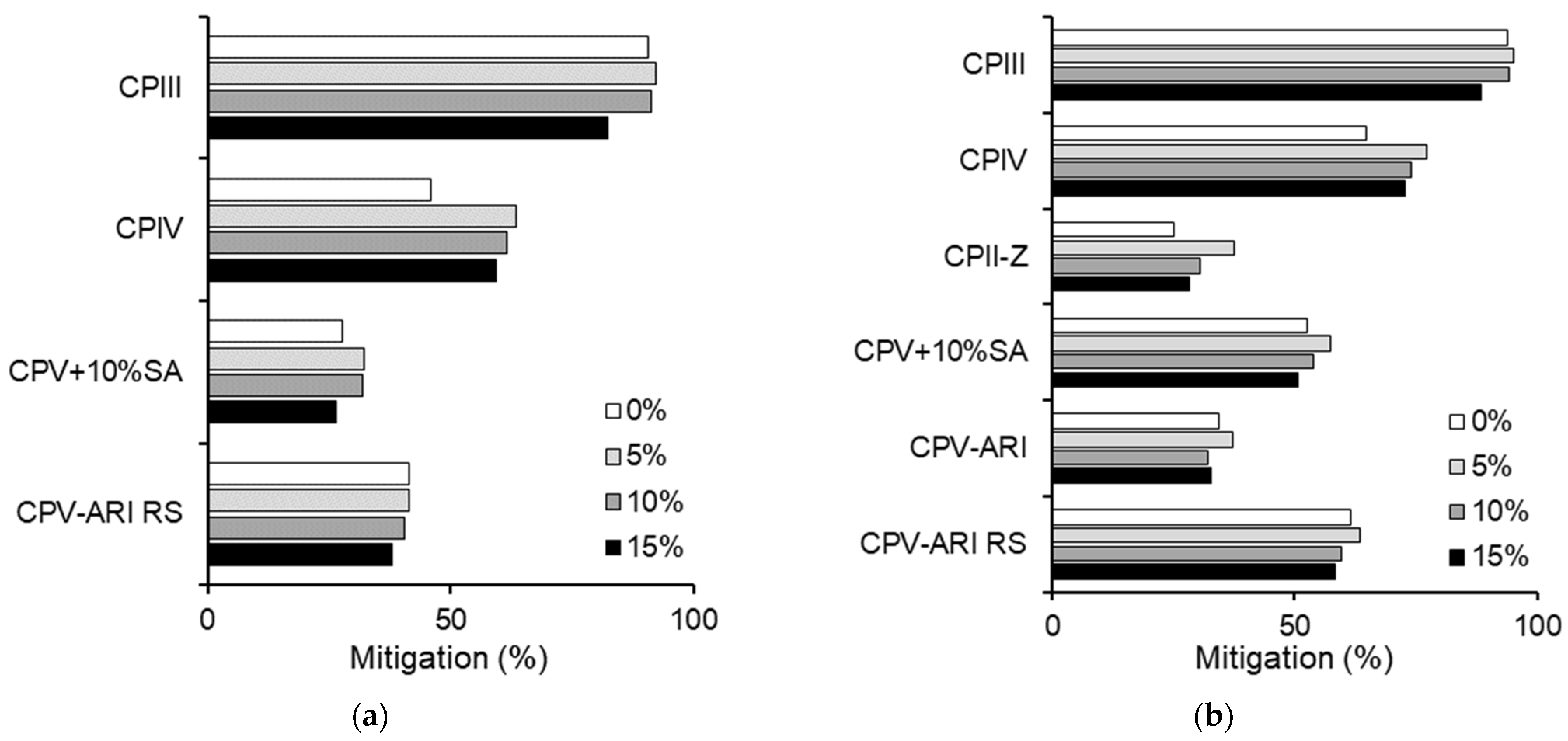
- Cements with high addition levels demonstrate an excellent ability to inhibit the expansion promoted by ASR; this is the case of CP IV and CP III cements.
- The use of a cement composition with 10% silica fume did not demonstrate positive effects in mitigating ASR. This result is possibly related to the agglomeration of silica fume particles during mixing, especially considering the absence of additives or changes in the water/cement ratio.
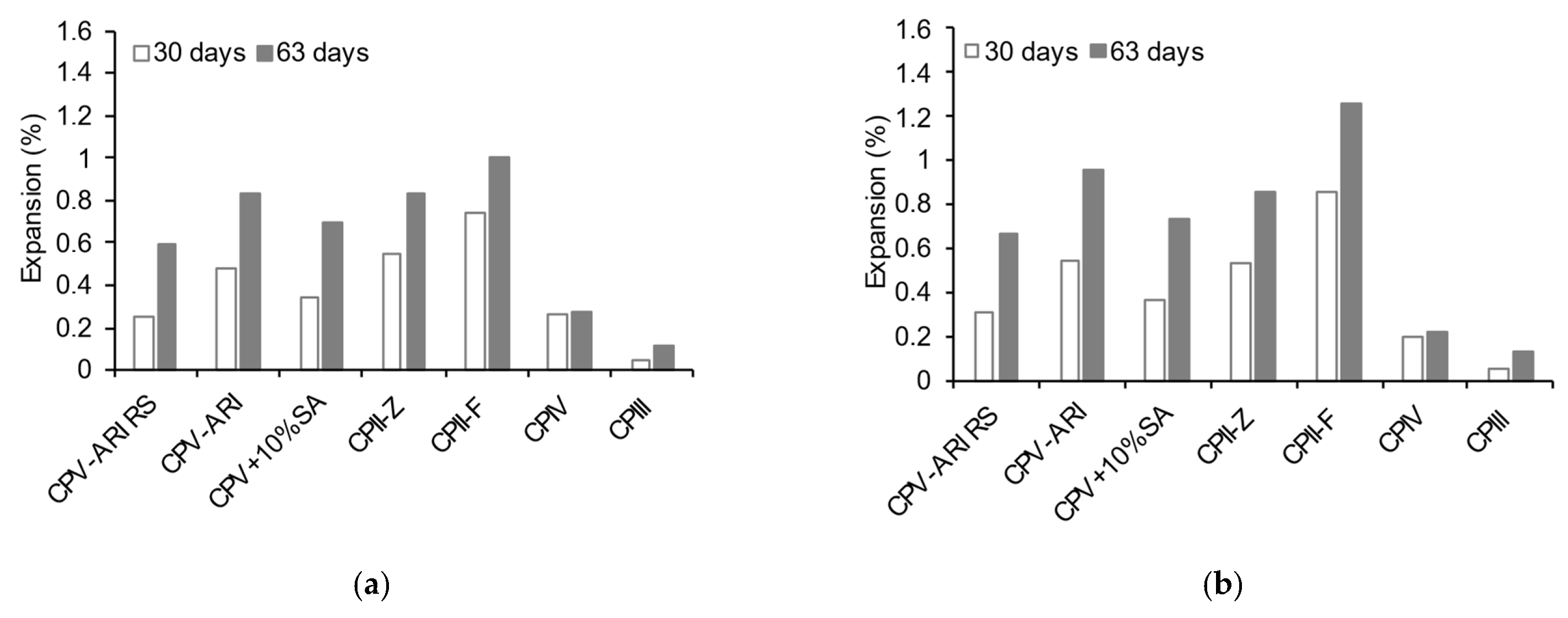
- The extension of the experiment to 63 days highlighted a significant increase in expansion, demonstrating the continuity of the ASR.
- Contrary to what was obtained at 30 days, CP II-Z demonstrated lower expansion rates than CP V-ARI cement at 63 days. As a result, the pozzolanic addition continues to react with the cement constituents over time, contributing to dimensional stability, which does not occur for CP V-ARI due to the absence of additions.
- The addition of 5% dregs promoted improvements in the compressive strength of some mortars, such as CP V-ARI RS, CP II-F, and CP IV.
- With 15% dregs, there is a significant performance loss in compressive strength, especially in the CP V composition with 10% silica fume.
- Using Scanning Electron Microscopy (SEM)), it is possible to corroborate the presence of alkali–silica gel in a large part of the samples. This gel is predominantly manifested in a massively cracked form but is still identifiable in a sample under the rosette form.
5. Recommendations for Future Research
- Future research should focus on long-term studies that evaluate the performance of cementitious mixtures containing dregs under real environmental conditions. This includes exposure to different climates and moisture cycles to assess the durability and behavior of these materials over time, particularly regarding their resistance to alkali–silica reaction (ASR) and mechanical degradation.
- Further studies are recommended to optimize the proportion of dregs in cementitious mixtures, aiming to find the ideal balance between sustainability and mechanical performance. This research should explore the threshold at which dregs provide environmental benefits without significantly compromising the compressive strength and durability of the concrete, while also investigating the potential of other industrial byproducts in ASR mitigation.
- Advanced microstructural analysis techniques, such as X-ray tomography, should be employed in future studies to provide a deeper understanding of the interactions between dregs and the cement matrix at various proportions. This would allow for a more precise characterization of the mechanisms by which dregs influence ASR mitigation and the overall performance of the concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maddalena, R.; Roberts, J.J.; Hamilton, A. Can Portland Cement Be Replaced by Low-Carbon Alternative Materials? A Study on the Thermal Properties and Carbon Emissions of Innovative Cements. J. Clean. Prod. 2018, 186, 933–942. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Mikulčić, H.; Klemeš, J.J.; Vujanović, M.; Urbaniec, K.; Duić, N. Reducing Greenhouse Gasses Emissions by Fostering the Deployment of Alternative Raw Materials and Energy Sources in the Cleaner Cement Manufacturing Process. J. Clean. Prod. 2016, 136, 119–132. [Google Scholar] [CrossRef]
- Lehne, J.; Preston, F. Chatham House Report Making Concrete Change Innovation in Low-Carbon Cement and Concrete; Chatham House: London, UK, 2018; ISBN 9781784132729. [Google Scholar]
- Habert, G.; Miller, S.A.; John, V.M.; Provis, J.L.; Favier, A.; Horvath, A.; Scrivener, K.L. Environmental Impacts and Decarbonization Strategies in the Cement and Concrete Industries. Nat. Rev. Earth Environ. 2020, 1, 559–573. [Google Scholar] [CrossRef]
- IBÁ. Brazilian Tree Industry Annual Report; IBÁ: São Paulo, Brazil, 2022. [Google Scholar]
- Bandarra, B.S.; Gomes, L.A.; Pereira, J.L.; Gonçalves, F.J.M.; Martins, R.C.; Quina, M.J. Characterization of Ecotoxicological Effects of Green Liquor Dregs from the Pulp and Paper Industry. ACS Sustain. Chem. Eng. 2019, 7, 14707–14715. [Google Scholar] [CrossRef]
- Santos, V.; Cabrelon, M.; de Sousa Trichês, E.; Quinteiro, E. Green Liquor Dregs and Slaker Grits Residues Characterization of a Pulp and Paper Mill for Future Application on Ceramic Products. J. Clean. Prod. 2019, 240, 118220. [Google Scholar] [CrossRef]
- Vilarinho, I.S.; Gameiro, T.; Capela, M.N.; Carvalheiras, J.; Caetano, A.P.F.; Novo, C.; Novais, R.M.; Seabra, M.P.; Labrincha, J.A. Review of Recycling Alternatives for Paper Pulp Wastes. Front. Mater. 2022, 9, 1006861. [Google Scholar] [CrossRef]
- Mathew, A.K.; Abraham, A.; Mallapureddy, K.K.; Sukumaran, R.K. Lignocellulosic Biorefinery Wastes, or Resources? In Waste Biorefinery; Elsevier: Amsterdam, The Netherlands, 2018; pp. 267–297. [Google Scholar]
- Martínez-Lage, I.; Velay-Lizancos, M.; Vázquez-Burgo, P.; Rivas-Fernández, M.; Vázquez-Herrero, C.; Ramírez-Rodríguez, A.; Martín-Cano, M. Concretes and Mortars with Waste Paper Industry: Biomass Ash and Dregs. J. Environ. Manag. 2016, 181, 863–873. [Google Scholar] [CrossRef] [PubMed]
- Santos, R.F.; Alvarenga, R.d.C.S.S.; Mendes, B.C.; De Carvalho, J.M.F.; Pedroti, L.G. Evaluation of Incorporation of Dregs in Mortar Production in Replacement of Hydrated Lime. In Proceedings of the Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2017; Volume 881, pp. 351–356. [Google Scholar]
- Torres, C.; Pedroti, L.G.; Silva, C.M.; Fernandes, W.E.H.; Viana, N.G.; Martins, R.O.G.; Lima, G.E.S.; Sathler, L.M.; Andrade, I.K.R.; Caetano, M.A. Use of Alkaline Solid Wastes from Kraft Pulp and Paper Mills, Dregs and Grits in Cement Production. In Characterization of Minerals, Metals, and Materials 2017; Springer: Berlin/Heidelberg, Germany, 2017; pp. 843–852. [Google Scholar] [CrossRef]
- ABNT NBR 16697; Cimento Portland—Requisitos; ABNT: Rio de Janeiro, Brazil, 2018.
- de Oliveira, Y.S.; Costa, E.B.C.; Motta, L.A.d.C. Uso de Dregs e Grits Em Substituição Parcial Ao Cimento: Caracterização e Resistência Mecânica. Ambiente Construído 2024, 24, 1–17. [Google Scholar] [CrossRef]
- Farage, R.M.P.; Silva, C.M.; Passos Rezende, A.A.; Lelis Leal de Souza, J.J.; Teixeira de Matos, A.; Vinha Zanuncio, A.J. Intermediate Covering of Municipal Solid Waste Landfills with Alkaline Grits, Dregs and Lime Mud by-Products of Kraft Pulp Production. J. Clean. Prod. 2019, 239, 117985. [Google Scholar] [CrossRef]
- Mymrin, V.; Pedroso, C.L.; Pedroso, D.E.; Avanci, M.A.; Meyer, S.A.S.; Rolim, P.H.B.; Argenta, M.A.; Ponte, M.J.J.; Gonçalves, A.J. Efficient Application of Cellulose Pulp and Paper Production Wastes to Produce Sustainable Construction Materials. Constr. Build. Mater. 2020, 263, 120604. [Google Scholar] [CrossRef]
- Hasparyk, N. Investigação Dos Mecanismos Da Reação Álcali-Agregado—Efeito Da Cinza de Casca de Arroz e Da Sílica Ativa. Master’s Thesis, Universidade Federal de Goiás, Goiânia, Brazil, 1999. [Google Scholar]
- Kihara, Y. Reação Álcali-Agregado: Aspectos Mineralógicos. In Proceedings of the Simpósio Nacional de Agregados; Epusp: Sao Paulo, Brazil, 1988; pp. 127–141. [Google Scholar]
- Tiecher, F. Reação Álcali-Agregado: Avaliação Do Comportamento de Agregados Do Sul Do Brasil Quando Se Altera o Cimento Utilizado. Master’s Thesis, Universidade Federal do Rio Grande do Sul, Porto Alegre, Brazil, 2006. [Google Scholar]
- Hasparyk, N. Investigação de Concretos Afetados Pela Reação Álcali-Agregado e Caracterização Avançada Do Gel Exsudado. Ph.D. Thesis, Universidade Federal do Rio Grande do Sul, Porto Alegre, Brazil, 2005. [Google Scholar]
- Kihara, Y.; Scandiuzzi, L. Reação Álcali-Agregado: Mecanismo, Diagnose e Casos Brasileiros. In Proceedings of the 3° Congresso Brasileiro de Cimento, São Paulo, Brazil, 8–12 November 1993; pp. 319–338. [Google Scholar]
- ABNT NBT 10005; Procedimento Para Obtenção de Extrato Lixiviado de Resíduos Sólidos. ABNT: Rio de Janeiro, Brazil, 2018.
- ABNT NBR 10006; Procedimento Para Obtenção de Extrato Solubilizado de Resíduos Sólidos. ABNT: Rio de Janeiro, Brazil, 2004.
- ABNT NBR 10004; Resíduos Sólidos—Classificação. ABNT: Rio de Janeiro, Brazil, 2004.
- Scrivener, K.; Snellings, R.; Lothencach, B. A Practical Guide to Microstructural Analysis of Cementitious Materials; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- ASTM C150; Standard Specification for Portland Cement. ASTM: West Con-shohocken, PA, USA, 2021.
- ASTM C595; Standard Specification for Blended Hydraulic Cements. ASTM: West Conshohocken, PA, USA, 2022.
- ABNT NBR 15577-4; Determinação Da Expansão Em Barras de Argamassa Pelo Método Acelerado. ABNT: Rio de Janeiro, Brazil, 2018.
- ASTM C1260-23; Standard Test Method for Potential Alkali Reactivity of Aggregates (Mortar-Bar Method). American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- Dal Molin, D. Adições Minerais. In Concreto: Ciência e Tecnologia; Tutikian, B., Pacheco, F., Isaía, G., Battagin, I., Eds.; IBRACON: São Paulo, Brazil, 2022; Volume 1, pp. 317–370. [Google Scholar]
- ABNT NBR 7215; Cimento Portland—Determinação Da Resistência à Compressão de Corpos de Prova Cilíndricos. ABNT: Rio de Janeiro, Brazil, 2019.
- ASTM C39/C39M-18; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2018.
- ABNT NBR 15577-1; Agregados—Reatividade Álcali-Agregado. Parte 1: Guia Para a Avaliação Da Reatividade Potencial e Medidas Preventivas Para Uso de Agregados Em Concreto. ABNT: Rio de Janeiro, Brazil, 2018.
- Angulo-Ramírez, D.E.; Mejía de Gutiérrez, R.; Medeiros, M. Alkali-Activated Portland Blast Furnace Slag Cement Mortars: Performance to Alkali-Aggregate Reaction. Constr. Build. Mater. 2018, 179, 49–56. [Google Scholar] [CrossRef]
- Tapas, M.J.; Thomas, P.; Vessalas, K.; Nsiah-Baafi, E.; Martin, L.; Sirivivatnanon, V. Comparative Study of the Efficacy of Fly Ash and Reactive Aggregate Powders in Mitigating Alkali-Silica Reaction. J. Build. Eng. 2023, 63, 105571. [Google Scholar] [CrossRef]
- Thomas, M. The Effect of Supplementary Cementing Materials on Alkali-Silica Reaction: A Review. Cem. Concr. Res. 2011, 41, 1224–1231. [Google Scholar] [CrossRef]
- Schovanz, D.; Costa, L.C.; Bonsembiante, F.T. Mapeamento Do Potencial Álcali Reativo Das Areias No Rio Grande Do Sul. Rev. Arquitetura IMED 2019, 8, 3. [Google Scholar] [CrossRef]
- Menéndez, E.; Sanjuán, M.Á.; García-Roves, R.; Argiz, C.; Recino, H. Durability of Blended Cements Made with Reactive Aggregates. Materials 2021, 14, 2948. [Google Scholar] [CrossRef] [PubMed]
- Owsiak, Z.; Czapik, P.; Zapała-Sławeta, J. Methods of Mitigating Alkali Reactivity of Gravel Aggregate. Struct. Environ. 2022, 14, 102–109. [Google Scholar] [CrossRef]
- Saha, A.K.; Khan, M.N.N.; Sarker, P.K.; Shaikh, F.A.; Pramanik, A. The ASR Mechanism of Reactive Aggregates in Concrete and Its Mitigation by Fly Ash: A Critical Review. Constr. Build. Mater. 2018, 171, 743–758. [Google Scholar] [CrossRef]
- Maas, A.J.; Ideker, J.H.; Juenger, M.C.G. Alkali Silica Reactivity of Agglomerated Silica Fume. Cem. Concr. Res. 2007, 37, 166–174. [Google Scholar] [CrossRef]
- Romano, R.C.O.; Schreurs, H.; John, V.M.; Pileggi, R.G. Influência Da Técnica de Dispersão Nas Propriedades de Sílica Ativa. Cerâmica 2008, 54, 456–461. [Google Scholar] [CrossRef]
- Bonen, D.; Diamond, S. Occurrence of Large Silica Fume-Derived Particles in Hydrated Cement Paste; Springer: Berlin/Heidelberg, Germany, 1992; Volume 22. [Google Scholar]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H.; Ou, Z. A Review on Use of Limestone Powder in Cement-Based Materials: Mechanism, Hydration and Microstructures. Constr. Build. Mater. 2018, 181, 659–672. [Google Scholar] [CrossRef]
- Couto, T. Reação Álcali-Agregado: Estudo Do Fenômeno Em Rochas Silicosas. Master’s Thesis, Universidade Federal de Goiás, Goiânia, Brazil, 2008. [Google Scholar]
- Dutra, A. Reação Álcali-Agregado: Investigação Do Comportamento de Agregados Da Região Sudoeste Do Rio Grande Do Sul Frente a Utilização de Diferentes Tipos de Cimento Portland. Bachelor’s Thesis, Universidade Federal do Pampa, Alegrete, Brazil, 2018. [Google Scholar]
- Santana, R.; Brasileiro, F.; Cabral, A. Análise Da Mitigação Da Reação Álcali-Agregado Com o Tipo de Cimento. In Proceedings of the Congresso Brasileiro de Patologia das Construções; CBPAT: Fortaleza, Brazil, 2020; pp. 1789–1799. [Google Scholar]
- Guillante, P.; de Abreu, A.G.; Kulakowski, M.P.; Mancio, M.; de Kazmierczak, C.S. Synergistic Effect of RHA and FCW in Alkali-Aggregate Reaction Mitigation. Ambiente Construído 2019, 19, 7–20. [Google Scholar] [CrossRef]
- Ma, Z.; Huang, H.; Hu, X.; Yang, H. Experiment Study on the Mechanical Properties and Alkali Silica Reaction (ASR) of Mortar Blended Rice Husk Ash (RHA). Case Stud. Constr. Mater. 2023, 18, e02028. [Google Scholar] [CrossRef]
- Wang, Z.; Li, B.; Othman, A.; Zhang, Z. Endogenous Alkali Silica Reaction Evaluation of Rice Husk Ash in Mortar. J. Build. Eng. 2023, 75, 106970. [Google Scholar] [CrossRef]
- Hasparyk, N. Reação Álcali-Agregado No Concreto. In Concreto: Ciência e Tecnologia; Tutikian, B., Pacheco, F., Isaía, G., Battagin, I., Eds.; Ibracon: São Paulo, Brazil, 2022; Volume 2, pp. 1067–1166. [Google Scholar]
- Santos, R.F.; de Cássia Silva Sant’ana Alvarenga, R.; Mendes, B.; Carvalho, J.M.; Pedroti, L.; Azevedo, A. Addition of Dregs in Mixed Mortar: Evaluation of Physical and Mechanical Properties. In Proceedings of the Minerals, Metals and Materials Series; Springer International Publishing: Berlin/Heidelberg, Germany, 2018; Volume 8, pp. 419–427. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Company | Cellulose Production (ton/year) | Dregs (kg/ton) | Grits (kg/ton) |
|---|---|---|---|
| A (2021) | 1,250,000 | 11.34 | 2.15 |
| B (2022) | 1,700,000 | 10.08 | 1.63 |
| C (2023) | 2,063,093 | 54.32 | 3.60 |
| Component (%) | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 | Sample 6 |
|---|---|---|---|---|---|---|
| TiO2 | 0.138 | 0.303 | 0.044 | 0.104 | 0.109 | 0.124 |
| Fe2O3 | 1.919 | 1.849 | 2.894 | 2.268 | 1.467 | 0.117 |
| MnO | 0.246 | 0.223 | 0.349 | 0.279 | 0.195 | 0.143 |
| CaO | 49.127 | 47.356 | 43.791 | 41.836 | 48.846 | 51.804 |
| MgO | 4.052 | 3.689 | 5.392 | 5.168 | 3.499 | 2.526 |
| K2O | 0.050 | 0.113 | 0.135 | 0.142 | 0.087 | 0.066 |
| Na2O | 4.187 | 6.122 | 6.922 | 9.870 | 5.438 | 3.697 |
| P2O5 | 0.281 | 0.345 | 0.400 | 0.333 | 0.360 | 0.522 |
| Alkaline equivalent (Na2Oeq) | 4.219 | 6.196 | 7.010 | 9.963 | 5.495 | 3.740 |
| Element | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 | Sample 6 | Limits | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 15× | 150× | 15× | 150× | 15× | 150× | 15× | 150× | 15× | 150× | 15× | 150× | NBR 10004 | |
| Ca | 121.62 | 128.44 | 1.89 | 4.29 | 1.52 | 4.36 | 2.88 | 3.66 | 3.18 | 7.59 | 122.3 | 163.8 | - |
| Mg | 115.19 | 116.12 | 38 | 39.74 | 18.02 | 17.58 | 17.01 | 10.59 | 54.38 | 57.47 | 189.2 | 232 | - |
| Al | 0 | 0 | 0.2 | 0 | 0 | 0 | 0.06 | 0 | 0.03 | 0 | 0 | 0 | - |
| Na | 2100 | 2231 | 3313 | 3655 | 4471 | 4878 | 6137 | 5849 | 3411 | 3656 | 1613 | 1948 | - |
| Cu | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | - |
| Mn | 0.03 | 0.08 | 0.01 | 0 | 0 | 0 | 0 | 0.02 | 0 | 0 | 0.02 | 0.08 | - |
| Cr | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 5 |
| Ba | 0.21 | 1.52 | 0.15 | 1.98 | 0.18 | 1.77 | 0.17 | 1.67 | 0.18 | 1.9 | 0.32 | 2.02 | 70 |
| Pb | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| Element | Sample 1 | Sample 2 | Sample 3 | Sample 4 | Sample 5 | Sample 6 | Limits | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 15× | 150× | 15× | 150× | 15× | 150× | 15× | 150× | 15× | 150× | 15× | 150× | ||
| Ca | 0.87 | 1.82 | 0.69 | 1.47 | 3.44 | 4.5 | 1.44 | 4.4 | 1.01 | 1.55 | 0.9 | 1.37 | - |
| Mg | 0.17 | 0 | 0.08 | 0 | 0.93 | 0.36 | 0.3 | 0.13 | 0.1 | 0 | 0.86 | 0.32 | - |
| Al | 0.87 | 0 | 1.21 | 0 | 0.57 | 0 | 0.15 | 0 | 0.71 | 0 | 0.05 | 0 | 0.2 |
| Na | 3807.8 | 4288 | 8321 | 10,376 | 12,487 | 17,261 | 11,460 | 16,040 | 8668 | 10,657 | 2073 | 2102 | 200 |
| Cu | 0.05 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | |
| Mn | 0 | 0 | 0 | 0 | 0 | 0.01 | 0 | 0.04 | 0.01 | 0.03 | 0.01 | 0.01 | 0.1 |
| Cr | 0.08 | 0 | 0.04 | 0 | 0.1 | 0 | 0 | 0 | 0.05 | 0 | 0 | 0.05 | |
| Ba | 0.17 | 1.73 | 0.16 | 1.66 | 0.16 | 1.58 | 0.15 | 1.81 | 0.16 | 1.53 | 0.17 | 1.71 | 0.7 |
| Pb | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0.01 |
| Compound | Sample | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| CaCO3 | 85.56 | 82.44 | 75.64 | 74.60 | 86.99 | 86.77 |
| Component | SiO2 | Al2O3 | TiO2 | Fe2O3 | MnO | CaO | MgO | K2O | Na2O | P2O5 | L.O.I. 1 | A.E. 2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Silica fume | 89.49 | - | 0.04 | 2.36 | 0.1 | 0.51 | 0.79 | 2.53 | 1.19 | 0.08 | 2.93 | 2.85 |
| Component | CP V-ARI RS | CP V-ARI | CP II-Z | CP II-F | CP IV | CP III |
|---|---|---|---|---|---|---|
| SiO2 | 13.35 | 18.43 | 7.54 | 14.21 | 35.81 | 14.79 |
| Al2O3 | 10.38 | 3.53 | 8.09 | 3.75 | 10.17 | 11.15 |
| TiO2 | 0.52 | 0.24 | 0.56 | 0.26 | 0.54 | 0.77 |
| Fe2O3 | 4.73 | 2.76 | 4.05 | 2.63 | 3.59 | 4.67 |
| MnO | 0.16 | 0.04 | 0.11 | 0.06 | 0.05 | 0.32 |
| MgO | 11.28 | 2.80 | 10.78 | 4.62 | 4.39 | 10.51 |
| CaO | 54.66 | 63.18 | 49.23 | 63.12 | 36.16 | 50.66 |
| Na2O | - | n.a. | 0.10 | - | 0.15 | 0.11 |
| K2O | 1.23 | 0.86 | 0.87 | 1.11 | 1.33 | 0.40 |
| P2O5 | 0.20 | 0.12 | 0.17 | - | 0.06 | 0.132 |
| L.O.I. 2 | n.a.1 | 3.60 | n.a. 1 | 5.68 | 3.4 | n.a. 1 |
| A.E. 3 (Na2Oeq) | 0.80 | 1.52 | 0.66 | 0.73 | 1.02 | 0.47 |
| Cement | Weight Loss (%) | ||
|---|---|---|---|
| Ca(OH)2 | CaCO3 | Total | |
| CP V-ARI | 1.73 | 12.25 | 13.98 |
| CP V-ARI RS | 1.23 | 4.23 | 5.47 |
| CP II-Z | 1.19 | 11.35 | 12.54 |
| CP II-F | 1.73 | 11.06 | 12.79 |
| CP IV | 0.58 | 11.06 | 11.63 |
| CPIII | 1.23 | 7.40 | 8.63 |
| Parameter | CP V-ARI RS | CP V-ARI | CP II-Z | CP II-F | CP IV | CPIII | |
|---|---|---|---|---|---|---|---|
| Specific mass (g/cm3) | 3.02 | 3.01 | 3.07 | 3.07 | 2.67 | 2.96 | |
| Laser granulometry | D10 (μm) | 2.53 | 2.50 | 1.99 | 2.02 | 3.48 | 2.022 |
| D50 (μm) | 12.37 | 11.31 | 11.54 | 10.63 | 15.95 | 11.99 | |
| D90 (μm) | 30.11 | 20.84 | 28.52 | 27.70 | 43.86 | 29.01 | |
| Dmedium (μm) | 15.48 | 12.00 | 14.16 | 14.89 | 21.13 | 14.50 | |
| Mesh Opening (mm) | Percentage of Material Retained (%) |
|---|---|
| 2.36 | 10 |
| 1.18 | 25 |
| 0.6 | 25 |
| 0.3 | 25 |
| 0.15 | 15 |
| Composition | Addition Content | Cement (g) | Aggregate (g) | Active Fume (g) | Dregs (g) | Water (g) |
|---|---|---|---|---|---|---|
| CP V-ARI, CP V-ARI RS, CP II-Z, CP II-F, CP IV and CP III | 0% | 440 | 990 | 0 | 0 | 206.8 |
| 5% | 440 | 990 | 0 | 22 | 206.8 | |
| 10% | 440 | 990 | 0 | 44 | 206.8 | |
| 15% | 440 | 990 | 0 | 66 | 206.8 | |
| CP V + 10%SA | 0% | 440 | 990 | 44 | 0 | 206.8 |
| 5% | 440 | 990 | 44 | 22 | 206.8 | |
| 10% | 440 | 990 | 44 | 44 | 206.8 | |
| 15% | 440 | 990 | 44 | 66 | 206.8 |
| Source of Variation | Degree of Freedom | Sum of Squares | F | P | |
|---|---|---|---|---|---|
| Type of cement | 4.21446 | 6 | 0.70241 | 176.547 | 0.000000 |
| Addition | 0.06898 | 3 | 0.02299 | 5.779 | 0.001703 |
| Type of cement × addition | 0.04880 | 18 | 0.00271 | 0.681 | 0.813372 |
| Error | 0.21087 | 53 | 0.00398 |
| Source of Variation | Degree of Freedom | Sum of Squares | F | P | |
| Type of cement | 4641.4 | 6 | 773.6 | 368.2 | 0.000000 |
| Addition | 69.7 | 3 | 23.2 | 11.1 | 0.000002 |
| Type of cement × addition | 123.1 | 18 | 6.8 | 3.3 | 0.000060 |
| Error | 247.9 | 118 | 2.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Falcão, J.; Melo, R.; Masuero, A.; Dal Molin, D. Influence of Dregs Waste on the Alkali–Silica Reaction: A Comparative Analysis among Different Types of Cement. Sustainability 2024, 16, 8610. https://doi.org/10.3390/su16198610
Falcão J, Melo R, Masuero A, Dal Molin D. Influence of Dregs Waste on the Alkali–Silica Reaction: A Comparative Analysis among Different Types of Cement. Sustainability. 2024; 16(19):8610. https://doi.org/10.3390/su16198610
Chicago/Turabian StyleFalcão, Juliane, Rodrigo Melo, Angela Masuero, and Denise Dal Molin. 2024. "Influence of Dregs Waste on the Alkali–Silica Reaction: A Comparative Analysis among Different Types of Cement" Sustainability 16, no. 19: 8610. https://doi.org/10.3390/su16198610