

Efficiency Assessment of the Production of Alternative Fuels of High Usable Quality within the Circular Economy: An Example from the Cement Sector

Abstract
:1. Introduction
2. Literature Review of the Problem
3. Materials and Methods
- Determining the size of the waste management market in Poland;
- Determining the possibilities of using various alternative fuels in the cement sector;
- Identifying problems that need to be solved to organize an effective production system while taking into account environmental regulations and currently applicable standards;
- Identifying ways to support the development of alternative fuels in the cement industry so that the waste management system in Poland becomes a closed-circuit economy by EU regulations.
- The use of a mineralizer (fluorite) in the production of clinker to reduce the sintering temperature;
- Maximizing the consumption of the so-called neutral biomass, mainly in the form of meat and bone meal and dry sewage sludge, as a substitute for hard coal;
- The use of rubber dust (used, finely cut tires);
- The use of alternative raw materials for the production of Portland clinker that contain significant amounts of non-carbonate lime, such as lime fly ash from the combustion of brown coal, post-carbide lime produced during the production of acetylene, granulated blast furnace slag, or the so-called soda lime;
- The impact of alternative fuel dryers for drying using waste heat generated during clinker cooling;
- Oxygen dosing to the clinker kiln burner to improve combustion efficiency.
- Data analysis based on data obtained from the cement plant;
- Expert interviews with production technologists;
- Analytical work (qualitative and quantitative analyses);
- An analysis of the current scientific literature.
4. Results and Discussion
4.1. Qualitative Analysis of Alternative Fuels
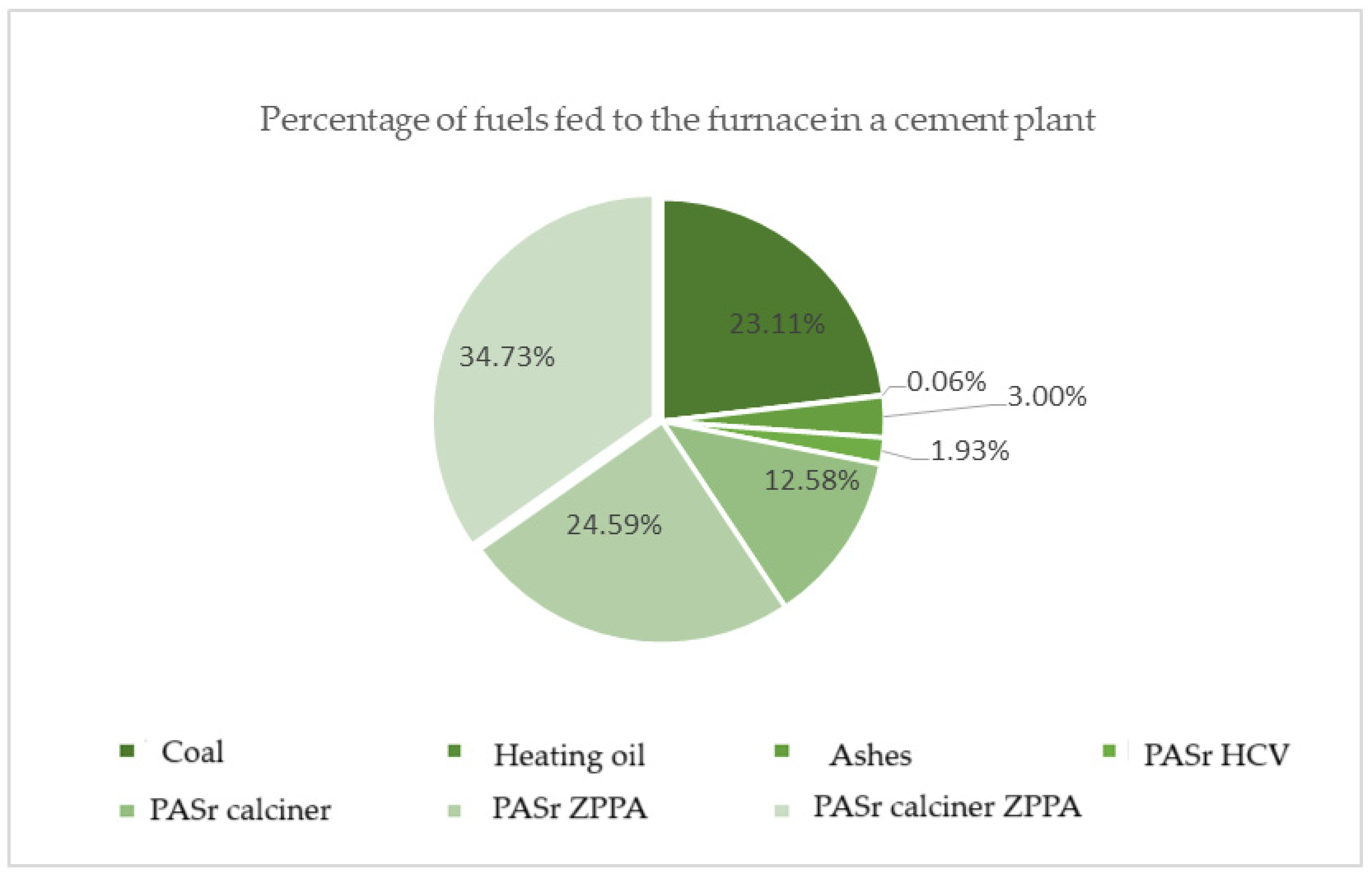
4.2. Consumption of Alternative Fuels in a Cement Plant
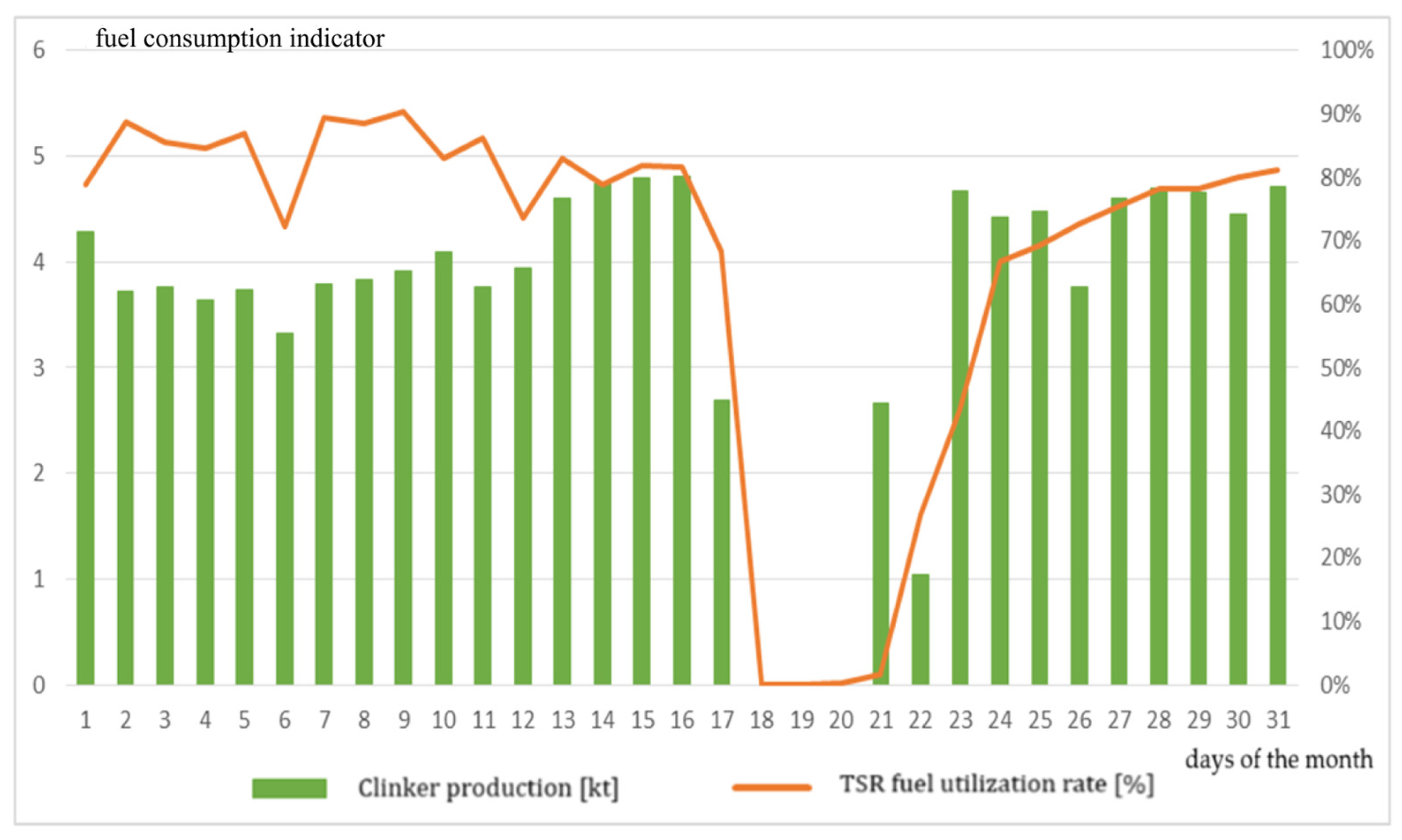
4.3. Percent Change in the Alternative Fuel Use Rate
4.4. CO2 Capture and Storage or Use (CCSU–Carbon Capture and Storage/Use)
4.5. CO2 Emission Cost Analysis and Trend
- Improving production processes;
- Improving the efficiency of cement kilns;
- Replacing the energy-intensive wet method with dry and semi-dry methods;
- Modernizing the cement plant to reduce electricity consumption and, consequently, reduce CO2 emissions from power plants:
- Concentrating on greater production in more efficient plants through the valorization of waste in production processes;
- Using waste as alternative fuels and thus eliminating disposal by storage and combustion in incineration plants, resulting in reduced gas emissions in greenhouses;
- Using waste as a raw material in the production of clinker;
- Optimizing the cement composition;
- Reducing the amount of clinker per ton of cement by using, for example, granulated slags blast furnace, fly ash, natural pozzolana, etc., as cement ingredients, thus reducing CO2 emissions;
- Improving the quality of products, which increases durability, thus improving the efficiency of cement use;
- Recovering thermal energy from production processes and using it to produce energy electricity that is then used in technological processes, thus reducing electricity production and related CO2 emissions.
5. Conclusions
- An increase in revenues due to the lower price of fuels from waste in comparison with fossil fuels;
- A reduction in reported CO2 emissions (saving CO2 emission limits granted for a given production sector);
- An increase in the level of waste recovery.
- The need to ensure the possibility of obtaining appropriate amounts of ashes for technological purposes from volatile and blast furnace slags. According to estimates, the annual demand for blast furnace slag may range from approx. 2.2 million Mg/year to approx. 3.1 million Mg/year and fly ash from 1.1 to 1.5 million tons (depending on the volume of clinker and cement production).
- When using a 62% heat equivalent from the combustion of solid secondary fuels in 2023, the average content of a biogenic component at the level of a 40% indicator reduction in CO2 emissions due to the combustion of a mixture of coal dust and secondary fuel was approx. 87 kg CO2/Mg clinker, which constitutes approx. 10% of the total emissions for firing Portland clinker. In a plant with the most advanced technology of the linearization process using solid secondary fuels in Poland, the use of these fuels is 88.5% equivalent heat and an emission reduction of 124 kg CO2/Mg clinker is documented, i.e., approx. 14% of the total emissions resulting from the burning of Portland clinker.
- The possibility of obtaining alternative fuels for the needs related to clinker production (RDF) must be ensured in the amount of approx. 1.8 million Mg/year in 2021 to approx. 3.1 million Mg/year in 2050 (the demand for alternative fuels will depend on the volume of clinker production and the share of alternative fuels in the energy balance of the clinker burning process).
- Removal of carbon dioxide from the system (CCS) through the use of post-combustion techniques (removal of CO2 after the combustion process—this method is the most popular and often used in industry, especially in power plants powered by fossil fuels);
- Hydrogen technologies;
- Low-temperature heat recovery, e.g., for electricity production;
- Other technologies that are currently being researched (under the “New Energy” program of the National Center for Research and Development).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AWDF | solid fuel produced from animal waste, mainly from slaughterhouses |
| CCS/U | carbon capture and storage/usage |
| PASr | solid fuel produced by grinding waste such as paper, cardboard, foil, plastic packaging, etc., to a granulation of 0–40 mm or 0–70 mm |
| PASi | solid fuel produced by mixing sawdust or tobacco dust sorbent with waste paints, varnishes, etc. |
| RDF | solid fuel produced from a flammable fraction of municipal waste, which is briquetting (briquette size: 32 × 32 cm) |
| BRAM | solid fuel produced from household waste and industrial waste with similar characteristics to those mentioned earlier; this fuel is used in combination with conventional fuel and constitutes approximately 10% of the mixture |
| INBRE | solid fuel produced from flammable fractions of municipal waste |
| PAP | liquid fuel produced as a result of the homogenization process of liquid flammable waste, e.g., fuel oils, solvents, paints, etc. |
| Ppm | parts per million, a unit expressing the concentration of the components of a given substance in a solution |
| PASr HCV | a high-calorie fraction of alternative fuel used in the Kujawy cement plant from external suppliers (calorific value above 20 MJ/kg) |
| ZPPA | alternative fuel production plant |
| TSR | alternative fuel use rate |
| TSR bio | biomass heat consumption rate |
References
- El-Salamony, A.-H.R.; Mahmoud, H.M.; Shehata, N. Enhancing the efficiency of a cement plant kiln using modified alternative fuel, Environmental Nanotechnology. Monit. Manag. 2020, 14, 100310. [Google Scholar]
- Grosso, M.; Motta, A.; Rigamonti, L. Efficiency of energy recovery from waste incineration, in the light of the new Waste Framework Directive. Waste Manag. 2010, 30, 1238–1243. [Google Scholar] [CrossRef] [PubMed]
- Niekurzak, M.; Kubińska-Jabcoń, E. Production line modelling by the Industry 4.0 concept as an element of process management in the iron and steel industry. Manag. Prod. Eng. Rev. 2021, 12, 3–12. [Google Scholar] [CrossRef]
- Verma, K.A. Technique for Monitoring the PC-Based Overhead Crane with RF Controller System. Int. Res. J. Eng. Technol. 2019, 4, 77–83. [Google Scholar]
- Tscheng, S.H.; Watkinson, A.P. Decrease of high-carbon-ash landfilling by its Co-firing inside a cement calciner. J. Clean. Prod. 2021, 293, 126090. [Google Scholar]
- Albin, A. Diagnoza Problemów Zakresie Gospodarowania Odpadami Komunalnymi w Polsce z Jednoczesnym Wskazaniem Kierunków Działań i Zmian Regulacji Prawnych w Analizowanym Obszarze, Przegląd Prawa i Administracji, tom CXXVII; Wydawnictwo Uniwersytetu Wrocławskiego: Wrocław, Poland, 2021; pp. 245–259. [Google Scholar]
- Aufderheide, D.; Di Matteo, I.L. Towards a best-practice approach for co-processing of alternative fuels within the cement industry. In Chez Cement and Building Materials Review; No.73 September; DI MATTEO Group: Beckum, Germany, 2018. [Google Scholar]
- Benhelal, E.; Shamsaei, E.; Imran Rashid, M. Challenges against CO2 abatement strategies in cement industry: A review. J. Environ. Sci. 2021, 104, 84–101. [Google Scholar] [CrossRef]
- Kubińska-Jabcoń, E.; Niekurzak, M.; Sroka, B. Evaluation of service quality measurement using the modified servqual method—A case study based on Motorol company. Int. J. Qual. Res. 2022, 16, 1179–1196. [Google Scholar] [CrossRef]
- Bień, J. Paliwo z Odpadów i Potencjalne Możliwości Jego Zagospodarowania w Postaci Paliwa Alternatywnego, ”Odnawialne Źródła Energii”; rozdział 5; Wydawnictwo Politechniki Częstochowskiej: Częstochowa, Poland, 2021. [Google Scholar]
- Ghosh, S.K.; Miller, C.; Choudhury, D.; Goss, J.A.; Zou, M. The effects of PTFE thickness on the tribological behaviour of thick PDA/PTFE coatings. Tribol. Trans. 2020, 63, 575–584. [Google Scholar] [CrossRef]
- Cheng, H.; Hu, Y. Energy recovery from waste in India: An evidence-based analysis. Sustain. Energy Technol. Assess. 2017, 21, 23–32. [Google Scholar]
- Niekurzak, M. Determining the Unit Values of the Allocation of Greenhouse Gas Emissions for the Production of Biofuels in the Life Cycle. Energies 2021, 14, 8394. [Google Scholar] [CrossRef]
- Jaworski, T.; Wajda, A. Wykorzystanie paliw z odpadów, biomasy oraz osadów ściekowych w ciepłownictwie. Nowa Energ. 2022, 4, 42–51. [Google Scholar]
- Nhuchhen, D.R.; Sit, S.P.; Layzell, D.B. Alternative fuels co-fired with natural gas in the pre-calciner of a cement plant: Energy and material flows. Fuel 2021, 295, 120544. [Google Scholar] [CrossRef]
- Lewicki, W.; Niekurzak, M.; Wróbel, J. Development of a simulation model to improve the functioning of the production process using the FlexSim tool. Appl. Sci. Ind. Technol. 2024, 14, 6957. [Google Scholar]
- EU Emissions Trading System (EU ETS). 92024. Available online: https://climate.ec.europa.eu/eu-action/eu-emissions-trading-system-eu-ets/what-eu-ets_en?prefLang=pl&etrans=pl (accessed on 10 September 2024).
- Polska, G. Gospodarka Odpadami. Available online: https://www.geocycle.com/pl/polska?address=Poland#toc-autogenerated-4 (accessed on 10 September 2024).
- Dumrose, M.; Rink, S.; Eckert, J. Disaggregating confusion? The EU Taxonomy and its relation to ESG rating. Financ. Res. Lett. 2022, 48, 102928. [Google Scholar] [CrossRef]
- Głodek-Bucyk, E.; Kalinowski, W.; Gawlicki, M.; Kanak, A. Wpływ paliw alternatywnych na poziom Cr/Cr (VI) w klinkierze, Prace ICiMB. Warszawa-Opole 2018, 34, 30–38. [Google Scholar]
- Lanzerstorfer, C. Potential of industrial de-dusting residues as a source of potassium for fertilizer production—A mini-review. Resour. Conserv. Recycl. 2018, 143, 68–76. [Google Scholar] [CrossRef]
- Holmblad, L.P.; Østergaard, J.J. Space-Borne Monitoring of NOx Emissions from Cement Kilns in South Korea. Atmosphere 2020, 11, 881. [Google Scholar] [CrossRef]
- Yamashita, M.; Tanaka, H.; Sakai, E.; Tsuchiya, K. Mineralogical study of high SO3 clinker produced using waste gypsum board in a cement kiln. Constr. Build. Mater. 2019, 217, 507–517. [Google Scholar] [CrossRef]
- Kurdowski, W.; Zajd, P. Znaczenie cynku w produkcji cementu portlandzkiego. Cem. Wapno Beton 2022, 27, 45–58. [Google Scholar] [CrossRef]
- Niekurzak, M. The use of quantitative methods as measures for forecasting electricity demand on the local market in a short time horizon. Electr. Rev. R 2023, 99, 86–93. [Google Scholar]
- Collins, R.J.; Emery, J. Recent Progress in Refuse Derived Fuel (RDF) Co-processing in Cement Production: Direct Firing in Kiln/Calciner vs. Process Integration of RDF Gasification. Waste Biomass Valorization 2022, 13, 4347–4374. [Google Scholar]
- Chatterjee, A.; Sui, T. Alternative fuels–effects on clinker process and properties. Cem. Concr. Res. 2019, 123, 105777. [Google Scholar] [CrossRef]
- Mohamad, N.; Muthusamy, K.; Embong, R.; Kusbiantoro, A.; Hanafi Hashim, M. Environmental impact of cement production and Solutions: A review. Mater. Today Proc. 2022, 4, 741–746. [Google Scholar] [CrossRef]
- Chandrasekhar, K.; Pandey, S. Co-processing of RDF in cement plants. In book: Energy Recovery Processes from Wastes; Springer: Singapore, 2019; pp. 225–236. [Google Scholar]
- Niekurzak, M.; Lewicki, W.; Coban, H.H.; Brelik, A. Conceptual Design of a Semi-Automatic Process Line for Recycling Photovoltaic Panels as a Way to Ecological Sustainable Production. Sustainability 2023, 15, 2822. [Google Scholar] [CrossRef]
- Knight, A.K.; Scherbarth, N.L.; Cremers, D.A.; Ferris, M.J. Washed waste incineration bottom ash as a raw ingredient in cement production: Implications for lab-scale clinker behaviour. Resour. Conserv. Recycle. 2021, 169, 105513. [Google Scholar]
- Hadidi, L.; Hadidi, M. A financial feasibility model of gasification and anaerobic digestion waste-to-energy (WTE) plants in Saudi Arabia. Waste Manag. 2017, 59, 90–101. [Google Scholar] [CrossRef]
- Busch, P.; Kendall, A.; Murphy, C.W.; Miller, S.A. Literature review on policies to mitigate GHG emissions for cement and concrete, Resources. Conserv. Recycl. 2022, 182, 106278. [Google Scholar] [CrossRef]
- Srisurin, P.; Pimpanit, P.; Jarumaneeroj, P. Evaluating the long-term operational performance of a large-scale inland terminal: A discrete event simulation-based modelling approach. PLoS ONE 2022, 17, e0278649. [Google Scholar] [CrossRef]
- Gosala, D.B.; Shaver, G.M.; McCarthy, J.E., Jr.; Lutz, T.P. Fuel-efficient thermal management in diesel engines via valvetrain-enabled cylinder ventilation strategies. Int. J. Engine Res. 2021, 22, 430–442. [Google Scholar] [CrossRef]
- Fennell, P.S.; Davis, S.J.; Mohammed, A. Decarbonizing cement production. Joule 2021, 5, 1301–1311. [Google Scholar] [CrossRef]
- Niekurzak, M. Forecasting wind capacity using Gauss regression models based on nuclear functions. Energy Mark. 2022, 4, 61–71. [Google Scholar]
- Rahman, A.; Rasul, M.G.; Khan, M.M.K.; Sharma, S. Recent development on the uses of alternative fuels in cement manufacturing process. Fuel 2015, 145, 84–99. [Google Scholar] [CrossRef]
- Popiół, E. Gospodarowanie odpadami komunalnymi jako zadanie gminy. In Wybrane Zagadnienia, Młody Jurysta; Wydawnictwo Naukowe UKSW: Warszawa, Poland, 2022; Volume 22, pp. 19–35. [Google Scholar]
- Aufderheide, D.; Di Matteo, I.L. Heat balance analysis in cement rotary kiln. Adv. Appl. Sci. 2019, 4, 26. [Google Scholar]
- Ehrenhuber, W. Improved accuracy in quantitative laser-induced breakdown spectroscopy using sub-models. Spectrochim. Acta Part B At. Spectrosc. 2017, 129, 49–57. [Google Scholar]
- Poranek, N.; Łaźniewska-Piekarczyk, B.; Oleksza, N.; Kutypa, B.; Jakimowicz, P. Analiza Wysokokalorycznych Odpadów Komunalnych Oraz Możliwość Wpływu Pandemii Wirusa SARS CoV-2 na Branżę Odpadowo-Cementową, Współczesne Problemy Ochrony Środowiska i Energetyki; Katedra Technologii i Urządzeń Zagospodarowania Odpadów, Politechnika Śląska: Gliwice, Poland, 2021; pp. 271–280. ISBN 978-83-950087-8-8. [Google Scholar]
- Niekurzak, M.; Lewicki, W.; Coban, H.H.; Bera, M. A model to reduce machine changeover time and improve production efficiency in an automotive manufacturing organization. Sustainability 2023, 15, 10558. [Google Scholar] [CrossRef]
- Sahoo, N.; Kumar, A. Review on energy conservation and emission reduction approaches for cement industry. Environ. Dev. 2022, 44, 100767. [Google Scholar] [CrossRef]
- Ebuy Teka, A. Utilization of Alternative Fuels in Cement Pyroprocessing: The Messebo Factory Case Study in Ethiopia. 2015. Available online: https://www.semanticscholar.org/paper/Utilization-of-Alternative-Fuels-in-Cement-%3A-the-in-Teka/1390b22ac22b02d2e9a2067fd29ba52758b173cb (accessed on 14 September 2024).
- Schneider, M. The cement industry on the way to a low-carbon future. Cem. Concr. Res. 2019, 124, 105792. [Google Scholar] [CrossRef]
- Smol, M.; Kulczycka, J.; Czaplicka-Kotas, A.; Włóka, D. Zarządzanie i Monitorowanie Gospodarki Odpadami Komunalnymi w Polsce w Kontekście Realizacji Gospodarki o Obiegu Zamkniętym (GOZ), Zeszyty Naukowe; Instytutu Gospodarki Surowcami Mineralnymi i Energią Polskiej Akademii Nauk: Kraków, Poland, 2019; pp. 165–184. [Google Scholar]
- Sakri, A.; Aouabed, A.; Nassour, A.; Nelles, M. Refuse-derived fuel potential production for co-combustion in the cement industry in Algeria. Waste Manag. Res. 2021, 39, 1174–1184. [Google Scholar] [CrossRef]
- Styś, T.; Foks, R. Rynek Gospodarowania Odpadami Komunalnymi w Polsce. Perspektywa 2030; wydawnictwo Instytut Sobieskiego: Warszawa, Poland, 2014. [Google Scholar]
- Wróblewski, P.; Niekurzak, M.; Kachel, S. Experimental studies of welded joints in structures subject to high-impact vibrations using destructive and non-destructive methods. Materials 2023, 16, 1886. [Google Scholar] [CrossRef]
- Lovcha, Y.; Perez-Laborda, A.; Sikora, I. The determinants of CO2 prices in the EU emission trading system. Appl. Energy 2022, 305, 117903. [Google Scholar] [CrossRef]
- System KZR INiG. Kryteria Zrównoważonego Rozwoju dla Paliw Biomasowych. 2024. Available online: https://www.kzr.inig.eu/pl/menu1/paliwa-stale/ (accessed on 4 September 2024).
- Wasilewski, R.; Nowak, M. Problem zagospodarowania krajowego potencjału wytwórczego paliw alternatywnych, Inżynieria i Ochrona Środowiska. Wydaw. Politech. Częstochowskiej 2019, 22, 5–14. [Google Scholar]
- Szykowska, K.; Walewska, A. Potencjał i Perspektywy Rozwoju Produkcji Paliw Alternatywnych, Współczesne Problemy Ochrony Środowiska i Energetyki; Katedra Technologii i Urządzeń Zagospodarowania Odpadów, Politechnika Śląska: Gliwice, Poland, 2021; pp. 177–181. ISBN 978-83-950087-8-8. [Google Scholar]
- Niekurzak, M.; Kubińska-Jabcoń, E. Analysis of the return on investment in solar collectors on the example of a household: The case of Poland. Front. Energy Res. 2021, 9, 660140. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PASr Fuel Parameters | |
|---|---|
| State of Matter | Constant |
| Ash content, % | <15 |
| Grain size (max), mm | 30 |
| Moisture content, % | <15 |
| Bulk density, kg/m3 | 200–600 |
| Flash point, °C | >65 |
| Calorific value, MJ/kg | >19 |
| Auto-ignition temperature, °C | >120 |
| Estimated quantity of main ingredients, % | Plastics 35 |
| Paper | |
| Fabrics 20 | |
| Rubber 10 | |
| Wood 5 | |
| Sulfur (S), % | <0.50 |
| Chlorine (Cl), % | <1.00 |
| Mercury (Hg), ppm | <2 |
| Chromium (Cr), ppm | <100 |
| Nickel (Ni), lead (Pb), copper (Cu), cobalt (Co), manganese (Mn), ppm | <2000 |
| Cadmium (Cd), thallium (Tl), ppm | <10 |
| July 2023 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Material | Wear [t] | Calorific Value [GJ/t] | The Amount of Energy Used [GJ)] | Emission Factor [kgCO2/GJ] | Biomass Content [%] | Energy from Biomass [GJ] | Biomass Emission Rate [kgCO2/GJ] | CO2 Savings [t] | Fuel Utilization Rate [%] | Biomass Heat Consumption Rate [%] | |
| Traditional fuels | Coal | 4113.55 | 25.9 | 106,537 | 93.8 | 0,00 | 0.00 | 93.80 | 0.00 | 23.11 | 0.00 |
| Heating oil | 6.37 | 43.01 | 274 | 74.1 | 0,00 | 0.00 | 74.10 | 0.00 | 0.06 | 0.00 | |
| Sum | 4119.92 | 68.91 | 106,811 | 167.90 | 29.7 | 0.00 | 167.90 | 0.00 | 23.17 | 0.00 | |
| Alternative fuels | Ash * | 881.90 | 15.67 | 13 816 | 110.73 | 0.00 | 0.00 | 110.73 | −234.36 | 3.00 | 0.00 |
| PASr HCV | 319.18 | 27.86 | 8 891 | 86.39 | 28.20 | 2507.46 | 62.03 | 282.21 | 1.93 | 0.54 | |
| PASr calciner | 2970.74 | 19.52 | 57 994 | 82.98 | 42.90 | 24,879.74 | 47.38 | 2690.16 | 12.58 | 5.40 | |
| PASr ZPPA | 5912.18 | 19.17 | 113,354 | 56.52 | 36.10 | 40,920.87 | 36.12 | 6534.50 | 24.59 | 8.88 | |
| PASr calciner ZPPA | 8200.46 | 19.52 | 160,089 | 82.98 | 42.90 | 68,678.34 | 47.38 | 7425.95 | 34.73 | 14.90 | |
| Sum | 18,284.46 | 101.74 | 354,144 | 419.60 | 136,986.42 | 303.63 | 16,698.45 | 76.83 | 29.72 | ||
| Total | 22,404.38 | 170.65 | 460,955.00 | 587.50 | 136,986.42 | 471.53 | 16,698.45 | 29.72 | |||
| July | Clinker Production | Main Burner | Calciner | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Time | Furnace Operating hours, h | Clinker Production, t | Coal, t | Starting Oil, l | PaSr ZPPA, t | Coal, t | PaSr HCV, t | PaSr Kalcynator ZPPA, t | Sludge Sewage, t | Ash, t | Heat Consumption, MJ/t | TSR Fuel Gauge, % | |
| 44,013 | 24 | 4824 | 201 | 99.60 | 20,866 | 4.90 | 40,674 | 1.60 | 0.00 | 30.30 | 335,700 | 81.90 | |
| 44,014 | 24 | 4803 | 200 | 70.90 | 21,723 | 7.40 | 32,417 | 0.00 | 28.00 | 291,100 | 84.30 | ||
| 44,015 | 24 | 4825 | 201 | 121,90 | 20,609 | 14.10 | 34,970 | 0.90 | 0.00 | 22.50 | 326,700 | 75.80 | |
| 44,016 | 24 | 4826 | 201 | 13,890 | 16,972 | 20.00 | 34,400 | 14.90 | 0.00 | 23.40 | 326,200 | 71.80 | |
| 44,017 | 24 | 4816 | 201 | 18,410 | 34.63 | 1.70 | 39,113 | 75.50 | 0.00 | 30.8 | 323,900 | 66.60 | |
| 44,018 | 24 | 4762 | 198 | 17,250 | 19.00 | 40,456 | 94.10 | 28.56 | 14.20 | 338,400 | 66.70 | ||
| 44,019 | 24 | 4744 | 198 | 14,930 | 92.76 | 4.30 | 41,793 | 42.30 | 29.51 | 23.50 | 350,300 | 74.10 | |
| 44,020 | 24 | 4753 | 198 | 15,270 | 15,119 | 3.70 | 39,338 | 0.40 | 27.78 | 22.30 | 351,000 | 73.70 | |
| 44,021 | 24 | 4833 | 201 | 12,530 | 17,329 | 0.80 | 36,365 | 0.60 | 25.68 | 32.40 | 328,300 | 77.80 | |
| 44,022 | 24 | 4840 | 202 | 97.60 | 15,688 | 8.00 | 39,573 | 10.70 | 27.94 | 28.90 | 325,300 | 81.20 | |
| 44,023 | 24 | 4843 | 202 | 96.30 | 17,585 | 5.20 | 38,254 | 2.60 | 27.01 | 32.00 | 323,800 | 81.90 | |
| 44,024 | 24 | 4879 | 203 | 11,190 | 18,328 | 0.90 | 43,088 | 30.42 | 23.50 | 348,900 | 81.40 | ||
| 44,025 | 13 | 2591 | 202 | 64.10 | 10,056 | 6.70 | 21,769 | 0.10 | 15.37 | 12.50 | 354,400 | 78.40 | |
| 44,026 | 0 | 0 | 0.10 | 412,400 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | ||||
| 44,027 | 15 | 2416 | 168 | 11,750 | 350,500 | 71.95 | 53.10 | 12,044 | 0.10 | 8.50 | 16.00 | 389,300 | 47.90 |
| 44,028 | 24 | 4888 | 204 | 11,820 | 17,990 | 19.70 | 35,571 | 1.70 | 25.12 | 22.20 | 328,200 | 75.90 | |
| 44,029 | 24 | 4897 | 204 | 14,310 | 16,892 | 4.60 | 36,874 | 1.80 | 26.04 | 21.60 | 333,600 | 74.70 | |
| 44,030 | 24 | 4894 | 204 | 15,000 | 13,409 | 40.80 | 28,934 | 1.40 | 20.43 | 30.10 | 309,700 | 64.70 | |
| 44,031 | 24 | 4915 | 205 | 12,030 | 18,193 | 2.40 | 37,997 | 0.60 | 26.83 | 35.20 | 333,000 | 79.00 | |
| 44,032 | 24 | 4787 | 199 | 12,730 | 16,157 | 16.20 | 32,570 | 0.20 | 0.00 | 24.90 | 303,000 | 72.30 | |
| 44,033 | 24 | 4918 | 205 | 10,880 | 19,420 | 1.20 | 40,076 | 0.50 | 0.00 | 23.40 | 320,600 | 80.50 | |
| 44,034 | 24 | 4905 | 204 | 10,440 | 19,639 | 5.80 | 41,029 | 0.00 | 23.50 | 326,200 | 80.70 | ||
| 44,035 | 24 | 4914 | 205 | 11,540 | 19,565 | 1.60 | 40,332 | 0.60 | 0.00 | 28.80 | 328,300 | 79.70 | |
| 44,036 | 24 | 4935 | 206 | 10,440 | 19,953 | 0.30 | 43,327 | 0.00 | 26.40 | 332,600 | 82.10 | ||
| 44,037 | 24 | 4943 | 206 | 10,920 | 19,650 | 0.10 | 43,647 | 0.50 | 0.00 | 27.40 | 335,000 | 81.50 | |
| 44,038 | 24 | 4944 | 206 | 11,910 | 20,163 | 1.20 | 40,595 | 0.00 | 37.70 | 334,600 | 79.60 | ||
| 44,039 | 24 | 4870 | 203 | 12,590 | 18,398 | 9.10 | 36,074 | 7.30 | 0.00 | 50.70 | 32,870 | 76.40 | |
| 44,040 | 24 | 4918 | 205 | 10,820 | 17,792 | 9.90 | 33,808 | 1.90 | 0.00 | 54.90 | 303,300 | 77.80 | |
| 44,041 | 24 | 4918 | 205 | 93.10 | 19,897 | 0.30 | 31,627 | 0.50 | 0.00 | 46.90 | 287,300 | 81.50 | |
| 44,042 | 24 | 4918 | 205 | 93.10 | 19,416 | 10.40 | 36,047 | 0.30 | 0.00 | 34.10 | 302,500 | 81.10 | |
| 44,043 | 24 | 4852 | 202 | 89.80 | 19,787 | 1.80 | 38,246 | 0.10 | 0.00 | 53.60 | 318,300 | 83.40 | |
| Sum | 700 | 4852 | 353,000 | 762,900 | 490,530 | 27,520 | 109,1008 | 26,120 | 88,190 | ||||
| Mean | 22.55 | 470,570 | 194,97 | 11,387 | 381,450 | 16,915 | 9.17 | 35,194 | 1005 | 10.30 | 28.44 | 327,940 | 76.83 |
| Type Emissions | Emission Measurement Pollution with No Use of Alternative Fuels | Emission Measurement Pollution When Using PASr Fuel |
|---|---|---|
| Dust | 8.005 | 2.245 |
| NOx | 172.436 | 144.298 |
| SO2 | 2.686 | 0.528 |
| CO | 88.865 | 87.949 |
| HCl | 3.39 | 1.430 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niekurzak, M.; Lewicki, W.; Wróbel, J. Efficiency Assessment of the Production of Alternative Fuels of High Usable Quality within the Circular Economy: An Example from the Cement Sector. Sustainability 2024, 16, 8762. https://doi.org/10.3390/su16208762
Niekurzak M, Lewicki W, Wróbel J. Efficiency Assessment of the Production of Alternative Fuels of High Usable Quality within the Circular Economy: An Example from the Cement Sector. Sustainability. 2024; 16(20):8762. https://doi.org/10.3390/su16208762
Chicago/Turabian StyleNiekurzak, Mariusz, Wojciech Lewicki, and Jacek Wróbel. 2024. "Efficiency Assessment of the Production of Alternative Fuels of High Usable Quality within the Circular Economy: An Example from the Cement Sector" Sustainability 16, no. 20: 8762. https://doi.org/10.3390/su16208762