

Experimental Investigation into Lightweight High Strength Concrete with Shale and Clay Ceramsite for Offshore Structures

 and
and
Abstract
:1. Introduction
2. Raw Material
2.1. Cement
2.2. Supplementary Cementitious Materials
2.3. Aggregates
2.4. Water Reducer
3. Mix Proportions and Specimen Preparation
3.1. Mix Proportions
3.2. Specimen Preparation
4. Experimental Methodology and Process
5. Results and Discussions
5.1. Compressive Strength and Densities
5.2. Freeze–Thaw Resistance
5.3. Water Penetration Resistance
5.4. Carbonization Resistance
5.5. Chloride Penetration Resistance
5.6. Discussions
- i.
- Attempting to address the current domestic and international applications of lightweight aggregate concrete, where breakthroughs in strength grade have been elusive, with the highest strength grade remaining LC60. Achieving lightweight aggregate concrete with a dry apparent density below 1950 kg/m3 at 28 days and a standardized strength exceeding 50 MPa remains an arduous endeavor.
- ii.
- Employing a novel approach—combining clay and shale ceramic particles as coarse aggregate—unprecedented in the literature (Table 7). This innovation not only reduces concrete’s self-weight but also optimizes aggregate gradation and diminishes voids, ensuring concrete strength.
- iii.
- Distinguishing itself by systematically investigating the durability aspects of lightweight aggregate concrete in marine environments, encompassing freeze–thaw resistance, water infiltration resistance, carbonation, and chloride ion infiltration resistance, which have received limited attention in existing research. These comprehensive durability tests are meticulously conducted in Section 5.2, Section 5.3, Section 5.4 and Section 5.5.
6. Conclusions
- (1)
- Substituting clay ceramsite for shale ceramsite leads to a decrease in compressive strength and oven dry density by 2.3–14.2 Mpa and 50–110 kg/m3, respectively. Conversely, an increase in cement content results in an enhancement of 3.2–12.7 Mpa and 40 kg/m3.
- (2)
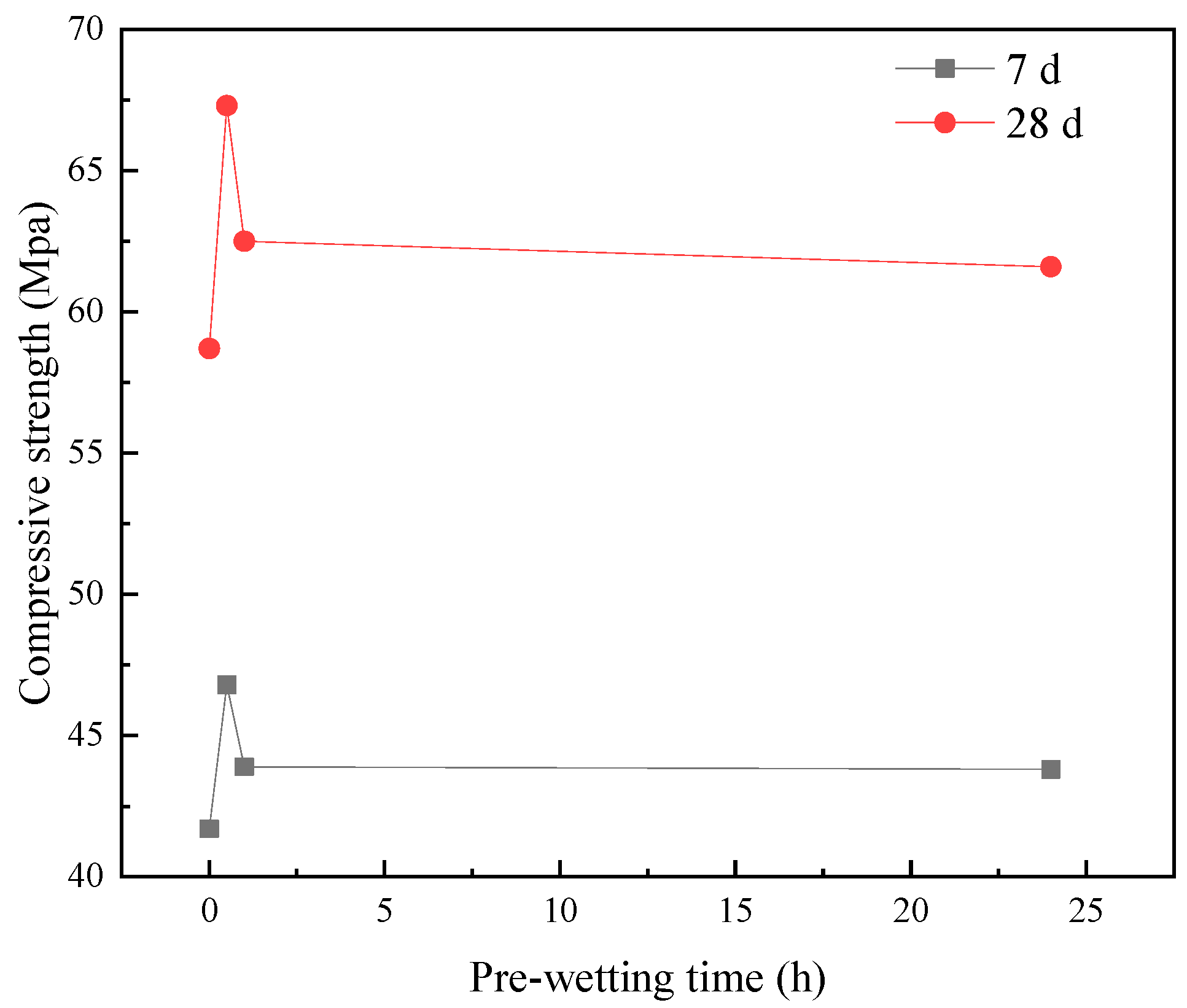
- The compressive strength of LWHSC increases first and then decreases with an increase in pre-wetting time. The optional pre-wetting time of approximately 0.5 hours is determined for shale ceramsite by clay ceramsite.
- (3)
- LWHSC exhibits a higher brittleness compared to conventional concrete.
- (4)
- Decreasing the proportions of shale and clay ceramsite light aggregates leads to an increased resistance against freeze–thaw, carbonation, water penetration, and chloride penetration.
- (5)
- The LWHSC prepared herein is suitable for the harsh seawater environment of offshore oil platforms, although its applicability is constrained to regions with minimal freeze–thaw resistance requirements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nodehi, M. A comparative review on foam-based versus lightweight aggregate-based alkali-activated materials and geopolymer. Innov. Infrastruct. Solut. 2021, 6, 231. [Google Scholar]
- Hong, S.-H.; Choi, J.-S.; Yuan, T.-F.; Yoon, Y.-S. A review on concrete creep characteristics and its evaluation on high-strength lightweight concrete. J. Mater. Res. Technol. 2023, 22, 230–251. [Google Scholar]
- Sifan, M.; Nagaratnam, B.; Thamboo, J.; Poologanathan, K.; Corradi, M. Development and prospectives of lightweight high strength concrete using lightweight aggregates. Constr. Build. Mater. 2023, 362, 129628. [Google Scholar]
- Iqbal, S.; Ali, A.; Holschemacher, K.; Ribakov, Y.; Bier, T. Effect of Fly Ash on Properties of Self-Compacting High Strength Lightweight Concrete. Period. Polytech. Civ. Eng. 2016, 61, 81–87. [Google Scholar]
- Bao, J.; Zheng, R.; Zhang, P.; Cui, Y.; Xue, S.; Song, Q.; Ma, Y. Thermal resistance, water absorption and microstructure of high-strength self-compacting lightweight aggregate concrete (HSSC-LWAC) after exposure to elevated temperatures. Constr. Build. Mater. 2023, 365, 130071. [Google Scholar]
- Inozemtcev, A.; Korolev, E.; Smirnov, V. Nanoscale Modifier as an Adhesive for Hollow Microspheres to Increase the Strength of High-Strength Lightweight Concrete. Struct. Concr. 2017, 18, 67–74. [Google Scholar]
- Atmaca, N.; Abbas, M.L.; Atmaca, A. Effects of nano-silica on the gas permeability, durability and mechanical properties of high-strength lightweight concrete. Constr. Build. Mater. 2017, 147, 17–26. [Google Scholar]
- Liu, H.; Elchalakani, D.M.; Sadakkathulla, M.; Yehia, S.; Pham, T.; Yang, B. Effects of aggregate type, aggregate pretreatment method, supplementary cementitious materials, and macro fibers on fresh and hardened properties of high-strength all-lightweight self-compacting concrete. Struct. Concr. 2022, 23, 4023–4037. [Google Scholar]
- Liu, Y.; Tafsirojjaman, T.; Dogar, A.U.R.; Hückler, A. Bond behaviour improvement between infra-lightweight and high strength concretes using FRP grid reinforcements and development of bond strength prediction models. Constr. Build. Mater. 2021, 270, 121426. [Google Scholar]
- Zhang, B.; Feng, Y.; Xie, J.; He, J.; Zhang, Y.; Cai, C.; Huang, D.; Li, L. Effects of fibres on ultra-lightweight high strength concrete: Dynamic behaviour and microstructures. Cem. Concr. Compos. 2022, 128, 104417. [Google Scholar]
- Hong, X.; Lee, J.; Qian, B. Mechanical Properties and Microstructure of High-Strength Lightweight Concrete Incorporating Graphene Oxide. Nanomaterials 2022, 12, 833. [Google Scholar] [PubMed]
- Xiong, G.; Wang, C.; Zhou, S.; Jia, X.; Luo, W.; Liu, J.; Peng, X. Preparation of high strength lightweight aggregate concrete with the vibration mixing process. Constr. Build. Mater. 2019, 229, 116936. [Google Scholar]
- Zhang, L.N.; He, D.P.; Xu, W.Y.; Zhao, Q.Q.; Teng, S.B. Compressive strength prediction model of lightweight high-strength concrete. Mag. Civ. Eng. 2022, 115, 11512. [Google Scholar]
- Bingöl, A.F.; Tortum, A.; Gül, R. Neural networks analysis of compressive strength of lightweight concrete after high temperatures. Mater. Des. 2013, 52, 258–264. [Google Scholar]
- Kumar, A.; Arora, H.C.; Kapoor, N.R.; Mohammed, M.A.; Kumar, K.; Majumdar, A.; Thinnukool, O. Compressive Strength Prediction of Lightweight Concrete: Machine Learning Models. Sustainability 2022, 14, 2404. [Google Scholar]
- Hossain, K.M.A.; Ahmed, S.; Lachemi, M. Lightweight concrete incorporating pumice based blended cement and aggregate: Mechanical and durability characteristics. Constr. Build. Mater. 2011, 25, 1186–1195. [Google Scholar]
- Sadek, M.; Ismail, M.; Hassan, A. Stability of Lightweight Self-Consolidating Concrete Containing Coarse and Fine Expanded Slate Aggregates. ACI Mater. J. 2020, 117, 51722407. [Google Scholar]
- Azimi, S.A.; Allahverdi, A.; Alibabaie, M. Properties of Green, Lightweight, and High-Strength Reactive Powder Concrete Incorporating Modified Expanded Polystyrene Beads. J. Mater. Civ. Eng. 2021, 33, 04021368. [Google Scholar]
- Demirboğa, R.; Gül, R. The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem. Concr. Res. 2003, 33, 723–727. [Google Scholar]
- Tian, Y.; Shi, S.; Jia, K.; Hu, S. Mechanical and dynamic properties of high strength concrete modified with lightweight aggregates presaturated polymer emulsion. Constr. Build. Mater. 2015, 93, 1151–1156. [Google Scholar]
- Souza, F.; Montedo, O.; Grassi, R.; Guglielmi Pavei Antunes, E. Lightweight high-strength concrete with the use of waste cenosphere as fine aggregate. Matéria 2019, 24, e12509. [Google Scholar]
- Kammoun, Z.; Trabelsi, A. A high-strength lightweight concrete made by the use of straws. Mag. Concr. Res. 2019, 72, 1–32. [Google Scholar]
- Yew, M.K.; Beh, J.H.; Yew, M.C.; Lee, F.W.; Saw, L.H.; Lim, S.K. Performance of surface modification on bio-based aggregate for high strength lightweight concrete. Case Stud. Constr. Mater. 2022, 16, e00910. [Google Scholar]
- Norden, G.; Thienel, C. Pumping of Lightweight Aggregate Concrete Based on Expanded Clay in Europe; The European Union: Brussels, Belgium, 2000. [Google Scholar]
- Evangelista, A.C.J.; Tam, V.W.Y. Properties of high-strength lightweight concrete using manufactured aggregate. Proc. Inst. Civ. Eng. Constr. Mater. 2020, 173, 157–169. [Google Scholar]
- Zheng, X.; Zhang, B.; Jie, Y.; Chi, X.; Guo, Y.; Kong, L. Microstructure and Mechanical Properties of Shale Ceramsite Concrete. Key Eng. Mater. 2006, 302–303, 371–375. [Google Scholar]
- Wu, X.; Wang, S.; Yang, J.; Zhu, S.; Kodama, J.-I. Mechanical properties and dynamic constitutive relation of lightweight shale ceramsite concrete. Eur. J. Environ. Civ. Eng. 2022, 26, 2898–2912. [Google Scholar]
- Zhuang, Y.-Z.; Chen, C.-Y.; Ji, T. Effect of shale ceramsite type on the tensile creep of lightweight aggregate concrete. Constr. Build. Mater. 2013, 46, 13–18. [Google Scholar]
- Li, B.; Zhang, G.; Li, J.; Cui, G.; Gao, H. Effect of pre-wetted shale ceramsite with low water absorption on performances of high-strength lightweight aggregate concrete. Port Waterw. Eng. 2009, 4, 64–68. [Google Scholar]
- Zhang, D.; Yang, W. Experimental Research on Bond Behaviors between Shale Ceramsite Lightweight Aggregate Concrete and Bars through Pullout Tests. J. Mater. Civ. Eng. 2015, 27, 06014030. [Google Scholar]
- Ding, W.; Zhu, L.; Li, H.; Hou, B.; Yang, F. Mechanical and Thermal Properties of Shale Ceramsite Concrete: Experimental Study on the Influence Law due to Microencapsulated Phase-Change Material Content and Phase-Change Cycle Numbers. Adv. Civ. Eng. 2022, 2022, 2720956. [Google Scholar]
- GB 175-2007/XG3-2018; Common Portland Cement. China Standard Press: Beijing, China, 2019.
- ASTM C-618; Standard Specification for Fly Ash and Raw Calcined Natural Pozzolan for Use as a Mineral Admixture in Portland Cement Concrete. ASTM: West Conshohocken, PN, USA, 1991.
- GB/T 14684-2022; Sand for Construction. China Standard Press: Beijing, China, 2022.
- GB/T 17431.2-2010; Lightweight Aggregates and Its Test Methods—Part 2: Test Methods for Lightweight Aggregates. China Standard Press: Beijing, China, 2010.
- JGJ/T 12-2019; Technical Standard for Application of Lightweight Aggregate Concrete. China Standard Press: Beijing, China, 2019.
- GB/T50080-2002; Standard for Test Method of Performance on Ordinary Fresh Concrete. China Standard Press: Beijing, China, 2002.
- GB/T 50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Standard Press: Beijing, China, 2019.
- GB/T 50082-2009; Standard for Test Methods of Long-Term Performance and Durability of Ordinary Concrete. China Standard Press: Beijing, China, 2009.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Mass (%) | ||
|---|---|---|---|
| Cement | Fly Ash | Slag Powder | |
| CaO | 65.12 | 2.98 | 39.58 |
| SiO2 | 22.41 | 50.17 | 36.85 |
| Al2O3 | 4.75 | 37.78 | 9.33 |
| Fe2O3 | 3.41 | 4.79 | - |
| SO3 | 0.95 | 1.0 | 0.25 |
| K2O | - | - | - |
| MgO | 2.40 | 1.08 | 7.75 |
| Loss on ignition (LOI) | - | 1.52 | 0.41 |
| Insoluble | - | 0.95 | - |
| Composite | C2S | C3S | C3A | C4AF | Fineness | Specific Gravity |
|---|---|---|---|---|---|---|
| Mass (%) | 12.10% | 59% | 10.60% | 10.4% | 4100 cm2/g | 3.15 |
| Nominal Grain Size/mm | Cumulative Sieve Residue of Each Sieve Number (by Mass)/% | |||||||
|---|---|---|---|---|---|---|---|---|
| Square Hole Sieve Aperture | ||||||||
| 37.5 mm | 31.5 mm | 26.5 mm | 19.0 mm | 16.0 mm | 9.50 mm | 4.75 mm | 2.36 mm | |
| 5~25 | 0 | 3 | 5 | — | 70 | — | 97 | 100 |
| Nominal Grain Size/mm | Cumulative Sieve Residue of Each Sieve Number (by Mass)/% | |||||||
|---|---|---|---|---|---|---|---|---|
| Square Hole Sieve Aperture | ||||||||
| 37.5 mm | 31.5 mm | 26.5 mm | 19.0 mm | 16.0 mm | 9.50 mm | 4.75 mm | 2.36 mm | |
| 5~20 | 0 | 3 | — | 9 | — | 76 | 95 | 100 |
| Light Aggregates | Gradation (mm) | Bulk Density (kg/m3) | Oven Dry Density (kg/m3) | Water Absorption (%) | Cylinder Compressive Strength (MPa) | Note | |
|---|---|---|---|---|---|---|---|
| 1 h | 24 h | ||||||
| Clay ceramsite | 5~25 | 700 | 1230 | 2.7 | 3.8 | 9.8 | Made from clay, sub-clay, and other main raw materials after processing, granulating, and sintering |
| Shale ceramsite | 5~20 | 862 | 1340 | 3.0 | 4.3 | 10.9 | Refined from shale as raw material through high temperature and roasting. |
| Properties | Appearance | Density | pH Value | Solid Content | Chloride Content |
|---|---|---|---|---|---|
| Value | liquid | 1.05 kg/Lit | 7.0 | 26% by weight | ≤0.6% |
| Mixture | Cement kg/m3 | Fly Ash kg/m3 | Slag Powder kg/m3 | Sand kg/m3 | Shale Ceramsite kg/m3 | Clay Ceramsite kg/m3 | Total Water Consumption kg/m3 | Volume Rate of Sand |
|---|---|---|---|---|---|---|---|---|
| NC | 350 | 75 | 75 | 632 | 603 * | 0 | 158.1 | |
| BM | 350 | 75 | 75 | 632 | 603 | 0 | 158.1 | 0.35 |
| SY1 | 350 | 75 | 75 | 632 | 543 | 55 | 158.4 | 0.35 |
| SY2 | 371 | 80 | 80 | 614 | 528 | 54 | 166.3 | 0.35 |
| SY3 | 371 | 80 | 80 | 702 | 513 | 75 | 166.6 | 0.40 |
| SY4 | 371 | 80 | 80 | 702 | 380 | 149 | 165.5 | 0.40 |
| SY5 | 451 | 80 | 80 | 702 | 380 | 149 | 162.8 | 0.38 |
| Concrete | Oven Dry Density (kg/m3) | Compressive Strength (MPa) | |
|---|---|---|---|
| 7 Day | 28 Day | ||
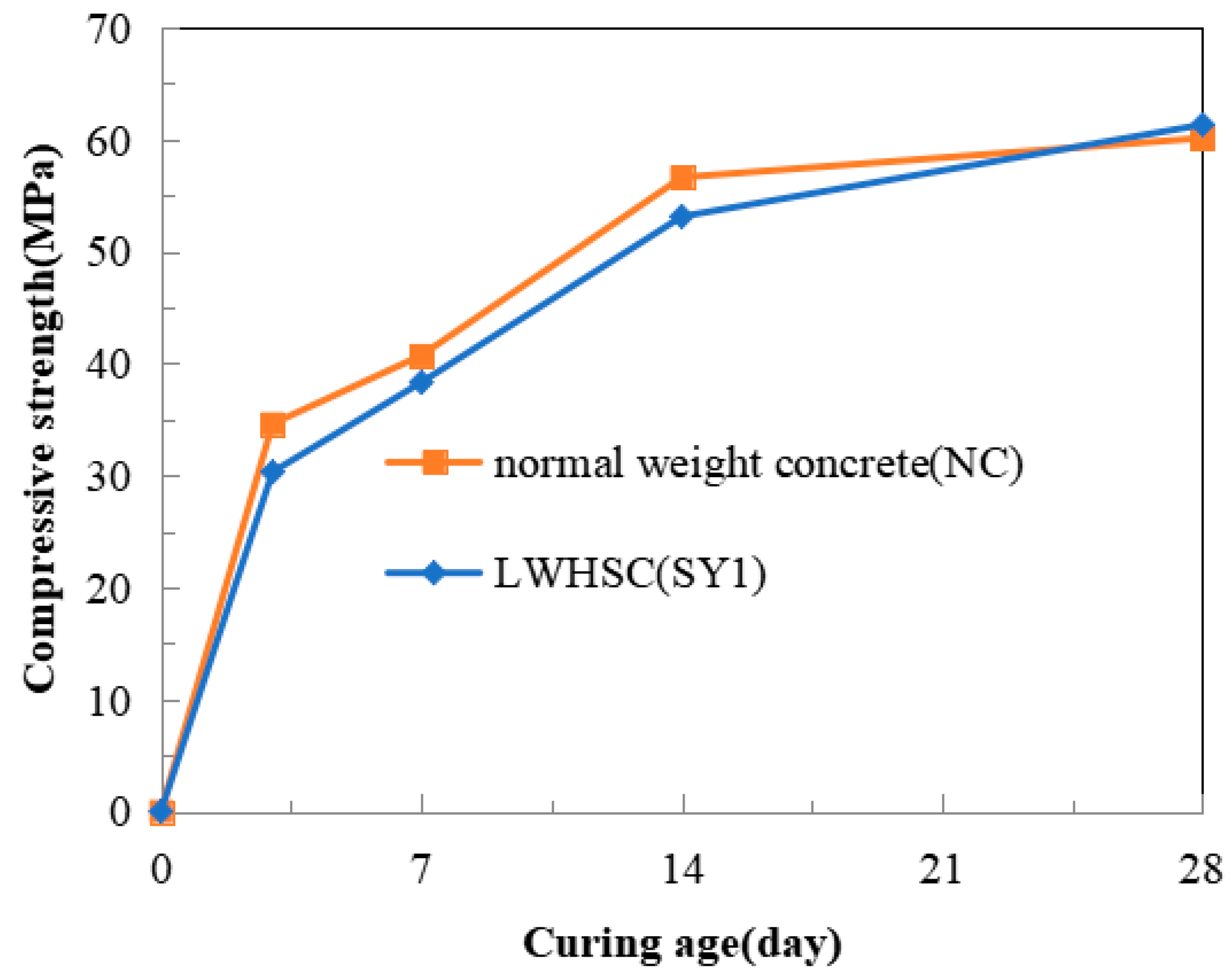
| NC | 2310 | 38.3 | 61.3 |
| BM | 2040 | 52.7 | 73.3 |
| SY1 | 1930 | 40.7 | 60.1 |
| SY2 | 1970 | 43.9 | 72.8 |
| SY3 | 2000 | 49.0 | 75.2 |
| SY4 | 1950 | 46.7 | 60.6 |
| SY5 | 1956 | 46.8 | 67.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, P.; Li, J.; Fan, L.; Mi, S.; Li, J.; Liu, H.; Peng, S.; Huang, W. Experimental Investigation into Lightweight High Strength Concrete with Shale and Clay Ceramsite for Offshore Structures. Sustainability 2024, 16, 1148. https://doi.org/10.3390/su16031148
Li P, Li J, Fan L, Mi S, Li J, Liu H, Peng S, Huang W. Experimental Investigation into Lightweight High Strength Concrete with Shale and Clay Ceramsite for Offshore Structures. Sustainability. 2024; 16(3):1148. https://doi.org/10.3390/su16031148
Chicago/Turabian StyleLi, Pei, Jie Li, Ling Fan, Shendong Mi, Junyi Li, Haoqi Liu, Shuquan Peng, and Wanqi Huang. 2024. "Experimental Investigation into Lightweight High Strength Concrete with Shale and Clay Ceramsite for Offshore Structures" Sustainability 16, no. 3: 1148. https://doi.org/10.3390/su16031148