
Implementing Zero Impact Factories in Volkswagen’s Global Automotive Manufacturing System: A Discussion of Opportunities and Challenges from Integrating Current Science into Strategic Management

Abstract
1. Introduction
1.1. Sustainable Development in Industry
1.2. Problem Statement
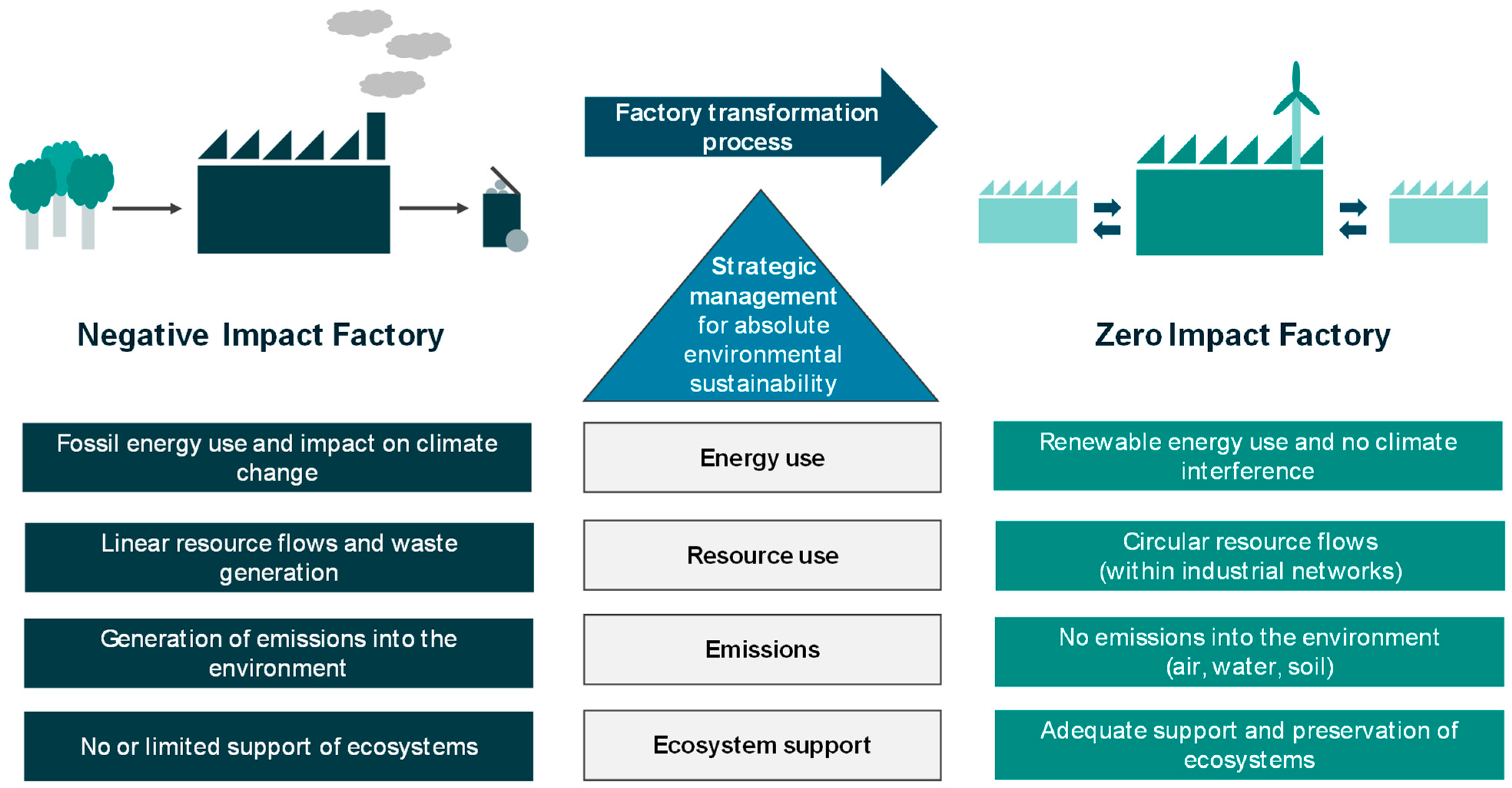
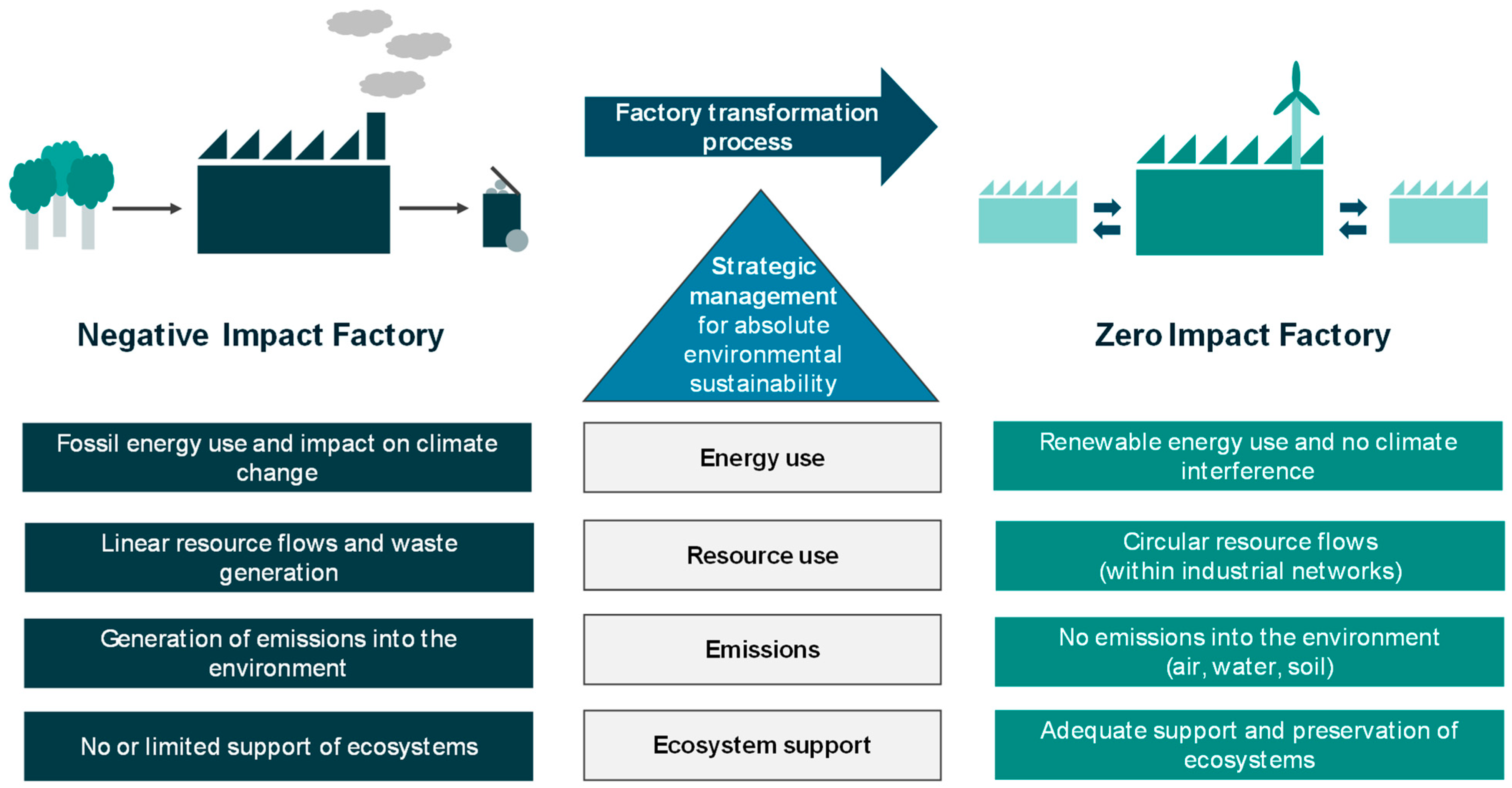
- Negative impact factory: a factory system that generates emissions with influence on absolute sustainability along its value chain and causes detrimental effects on the resilience of ecosystems and/or human health.
- Zero impact factory: a factory system that avoids emissions with influence on absolute sustainability along its value chain into the environment and does not cause detrimental effects on the resilience of ecosystems and/or human health.
1.3. Motivations to Develop and Implement Zero Impact Factories in the Global Automotive Industry
2. Strategic Management of Environmental Sustainability in Manufacturing Organizations
2.1. Identification of Strategic Elements for Sustainability Transformations in Manufacturing
2.2. Strategic Environmental Management at Volkswagen Group Production
3. Procedural Steps for the “Zero Impact Factory” Strategy Development and Operationalization
4. Results
4.1. Vision of a Zero Impact Factory
- Climate protection: a high degree of energy efficiency in combination with a complete purchase of green electricity until 2030 was decided by top management to enable complete decarbonization until 2050 of all production sites in accordance with the 1.5 °C SBTI pathway of Group Production [78].
- Resource conservation: waste prevention measures are currently under development to enable complete recycling. A plastic-free factory is envisioned to abandon single-use plastics on site. The minimal use of fresh water marks a further characteristic to enable the efficient use of water and a circular water system, including the on-site treatment of pollutants [79].
- Ecosystem preservation: the strategy aims to minimize air pollution to avoid local pollution. Water and soil protection measures beyond local legislative requirements have been developed through adequate technical measures in the field of environmental engineering. Furthermore, biodiversity is promoted through the facilitation of projects, management and cooperation as laid out in the Volkswagen Group biodiversity commitment [80].
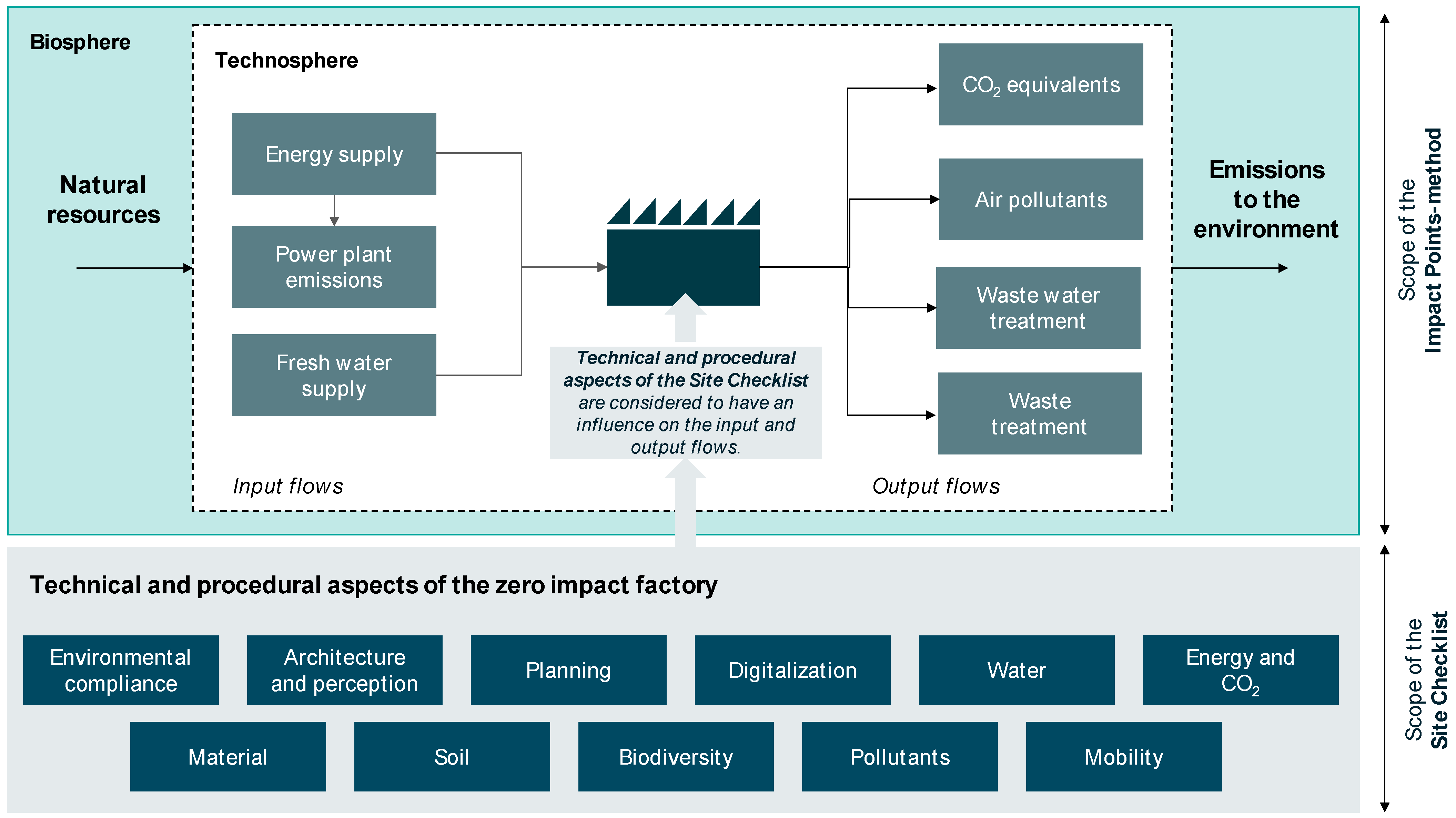
4.2. System Model of a Zero Impact Factory
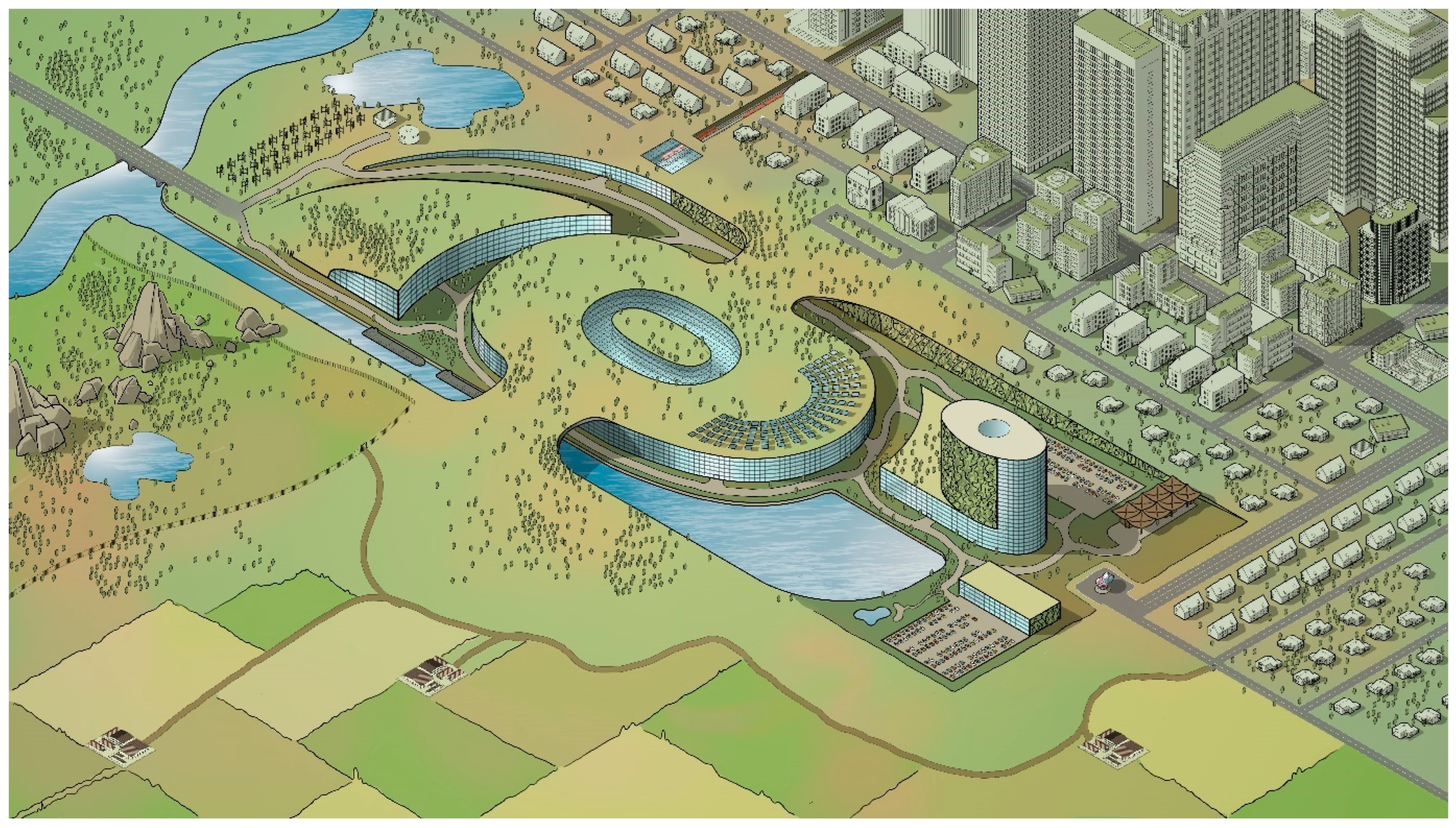
4.3. Prototype of a Zero Impact Factory
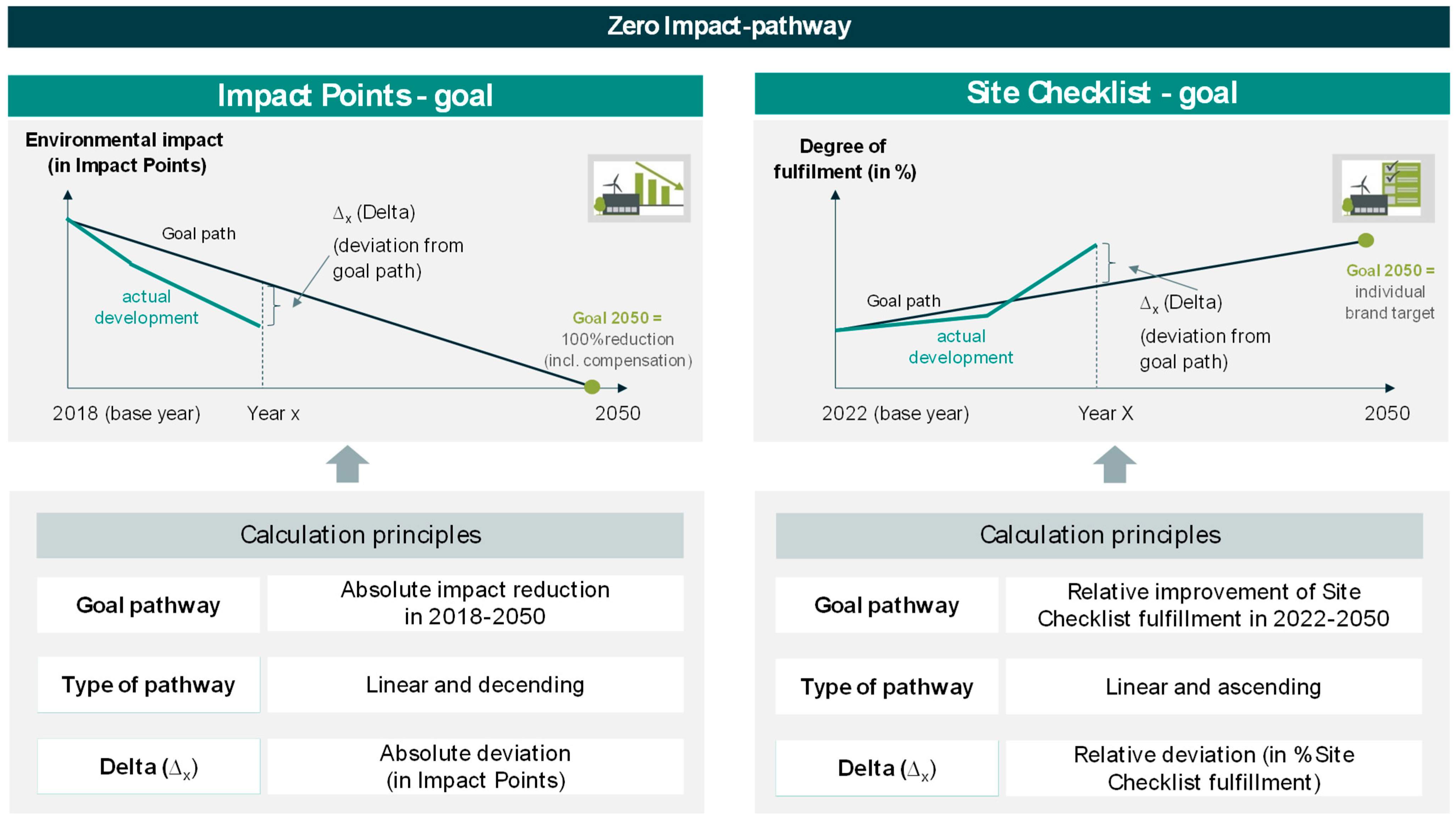
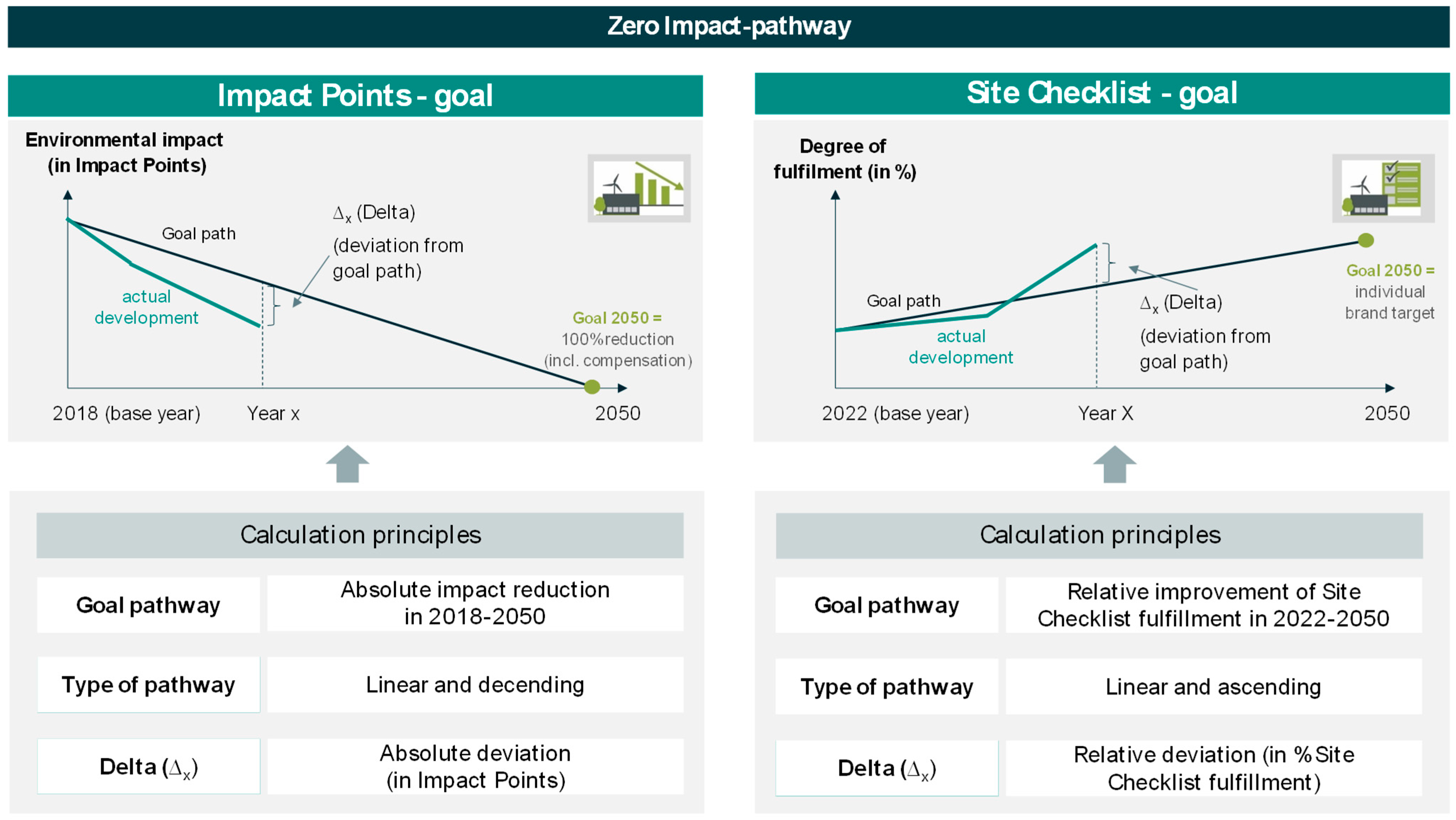
4.4. Methods to Measure and Steer the Transitional Progress
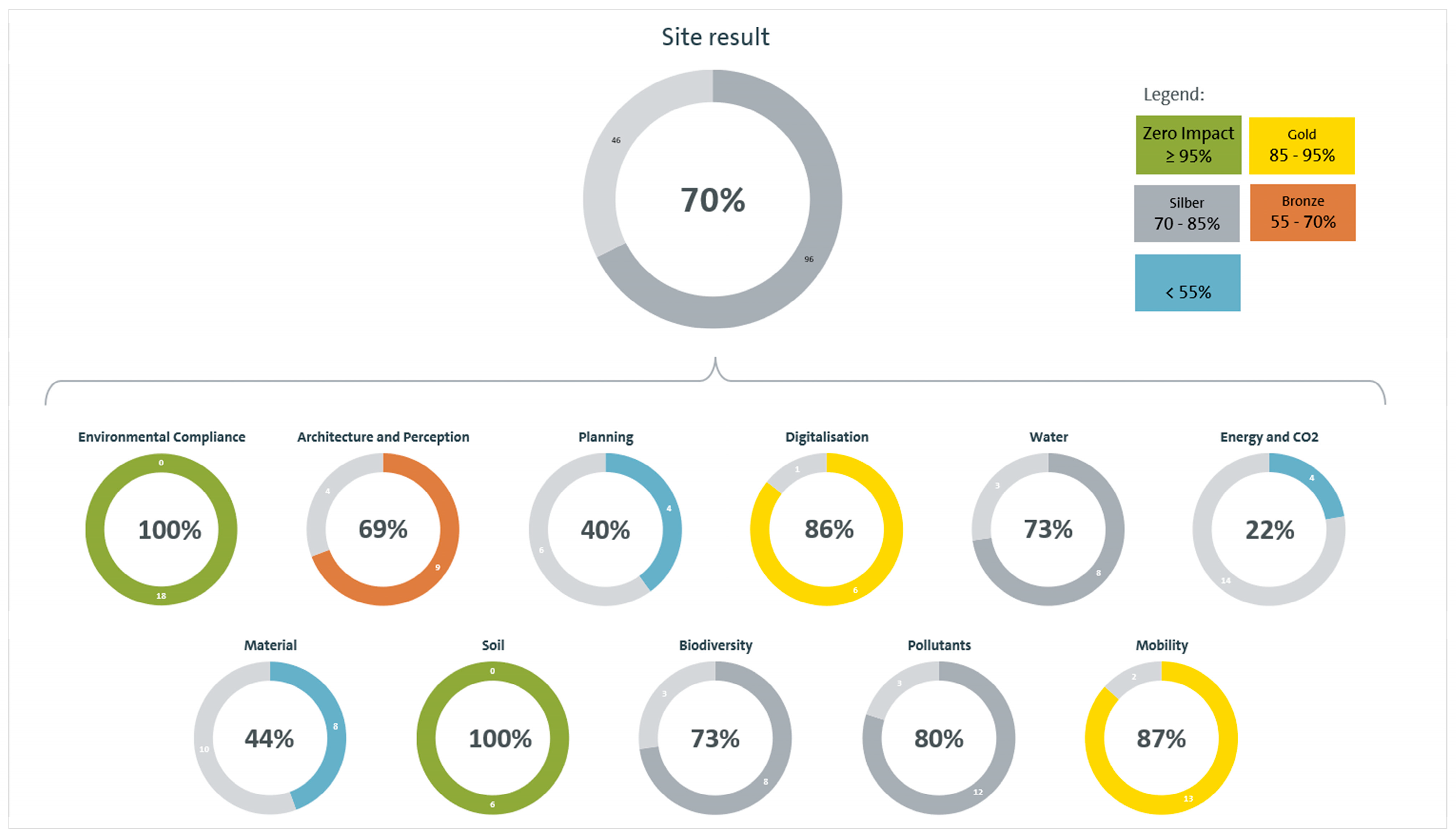
4.4.1. Site Checklist
- Basis criteria refer to legal and organizational requirements with regard to factory technologies, management and processes (e.g., emission standards).
- Performance criteria define benchmarks and qualities for optimal factory operation (e.g., energy efficiency values for the energy infrastructure).
- Vision criteria determine factory characteristics that ultimately reflect the goals and prototypical properties of the zero impact factory (e.g., carbon neutrality).
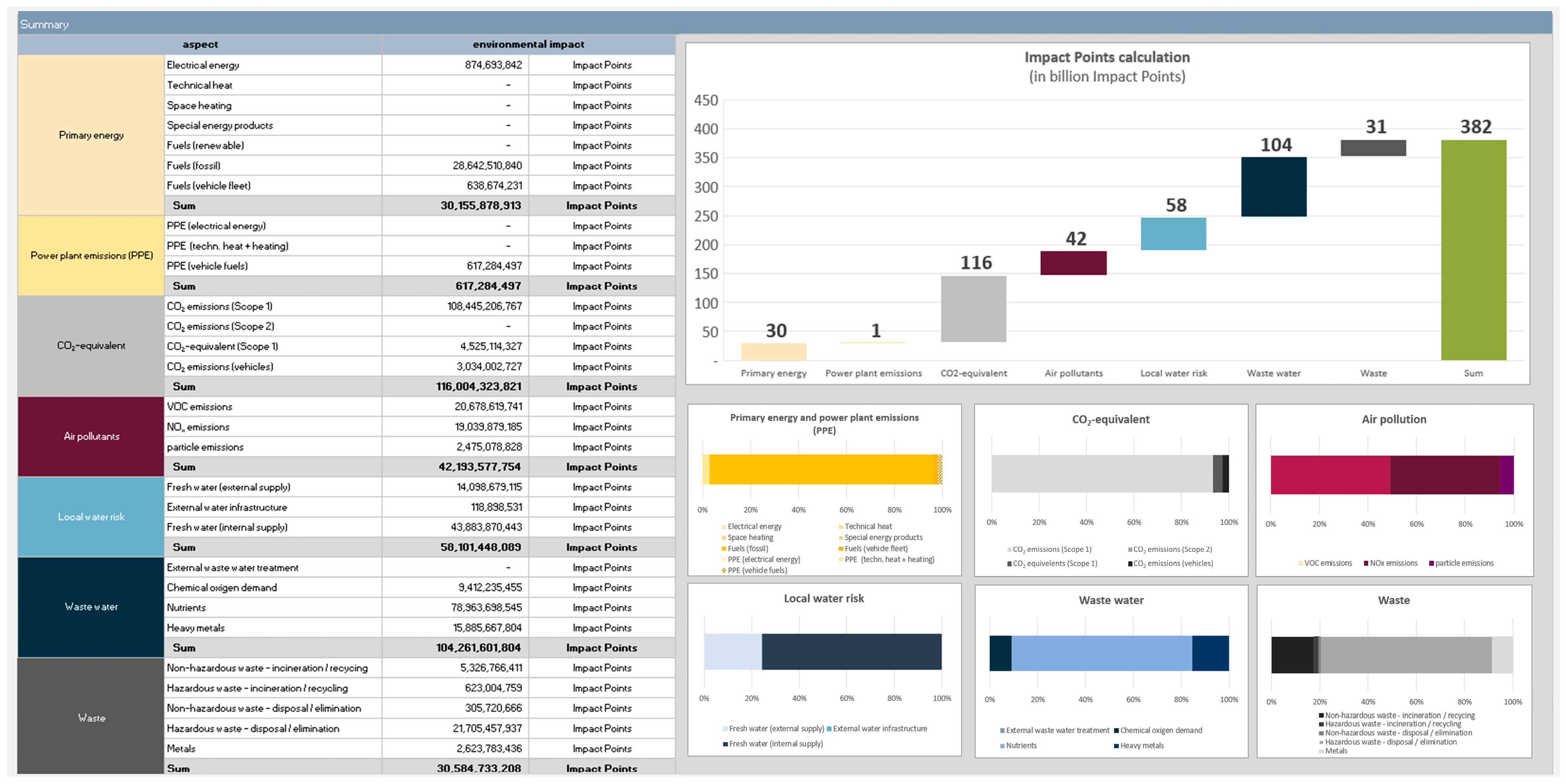
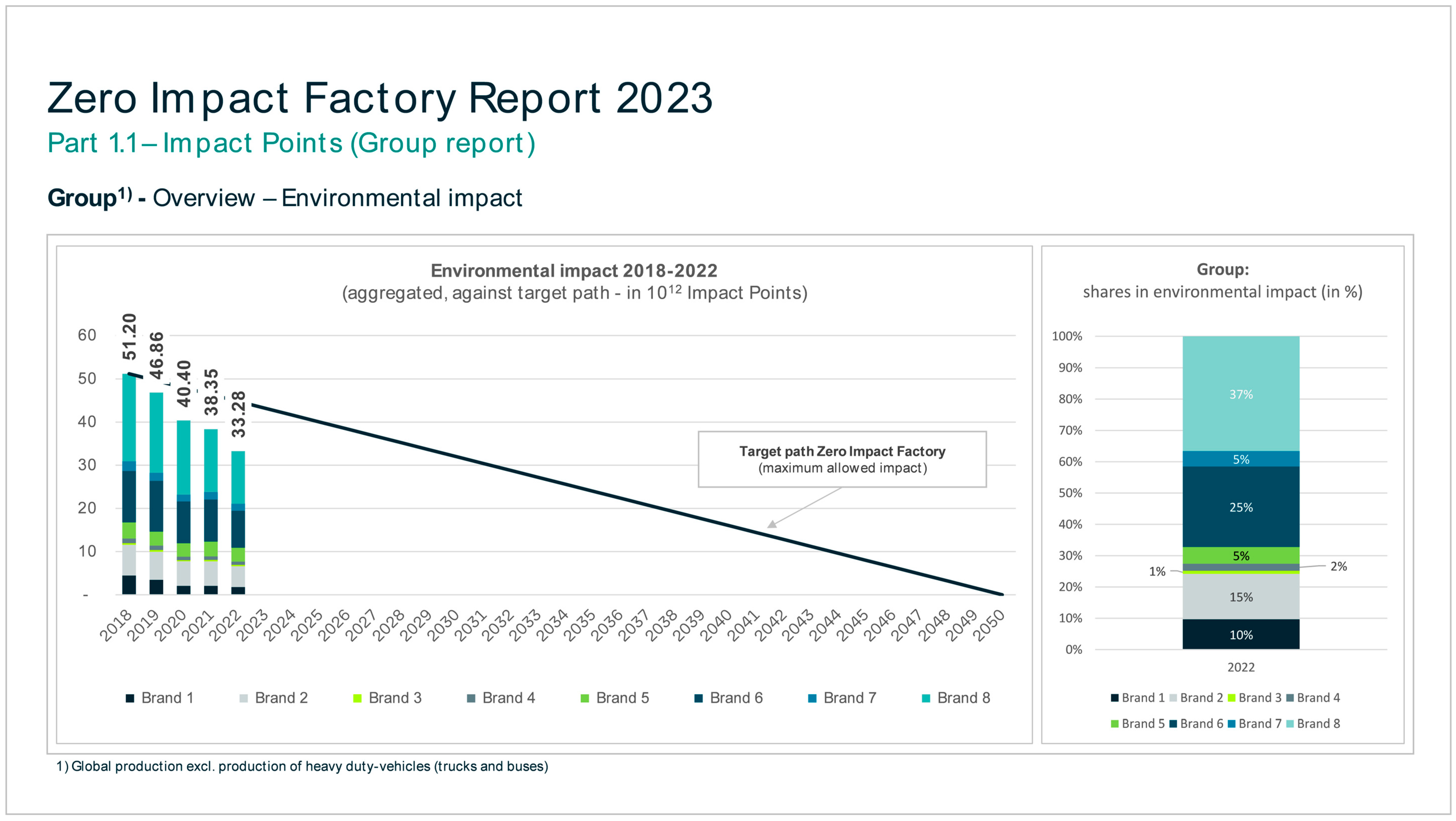
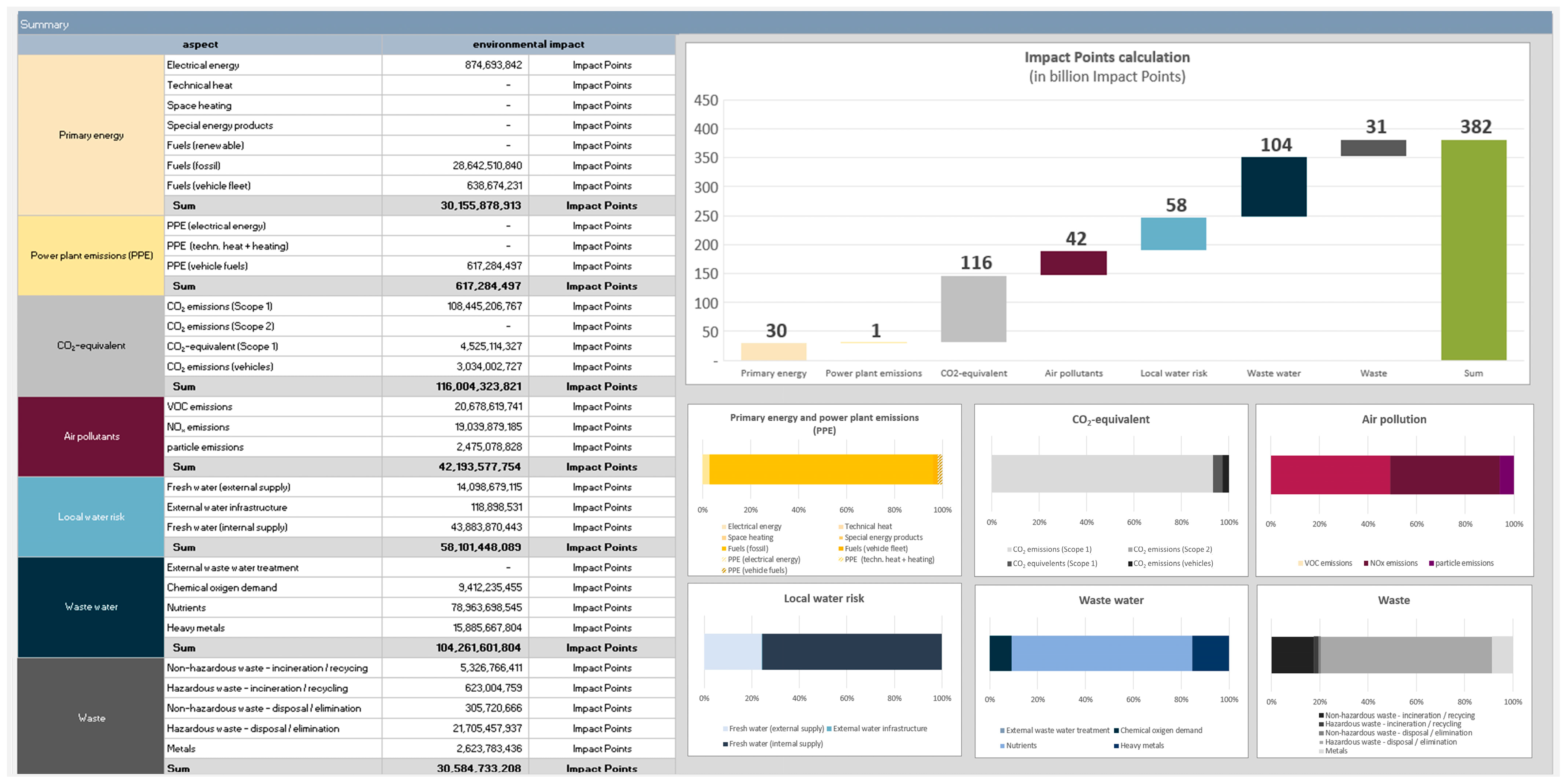
4.4.2. Impact Points System
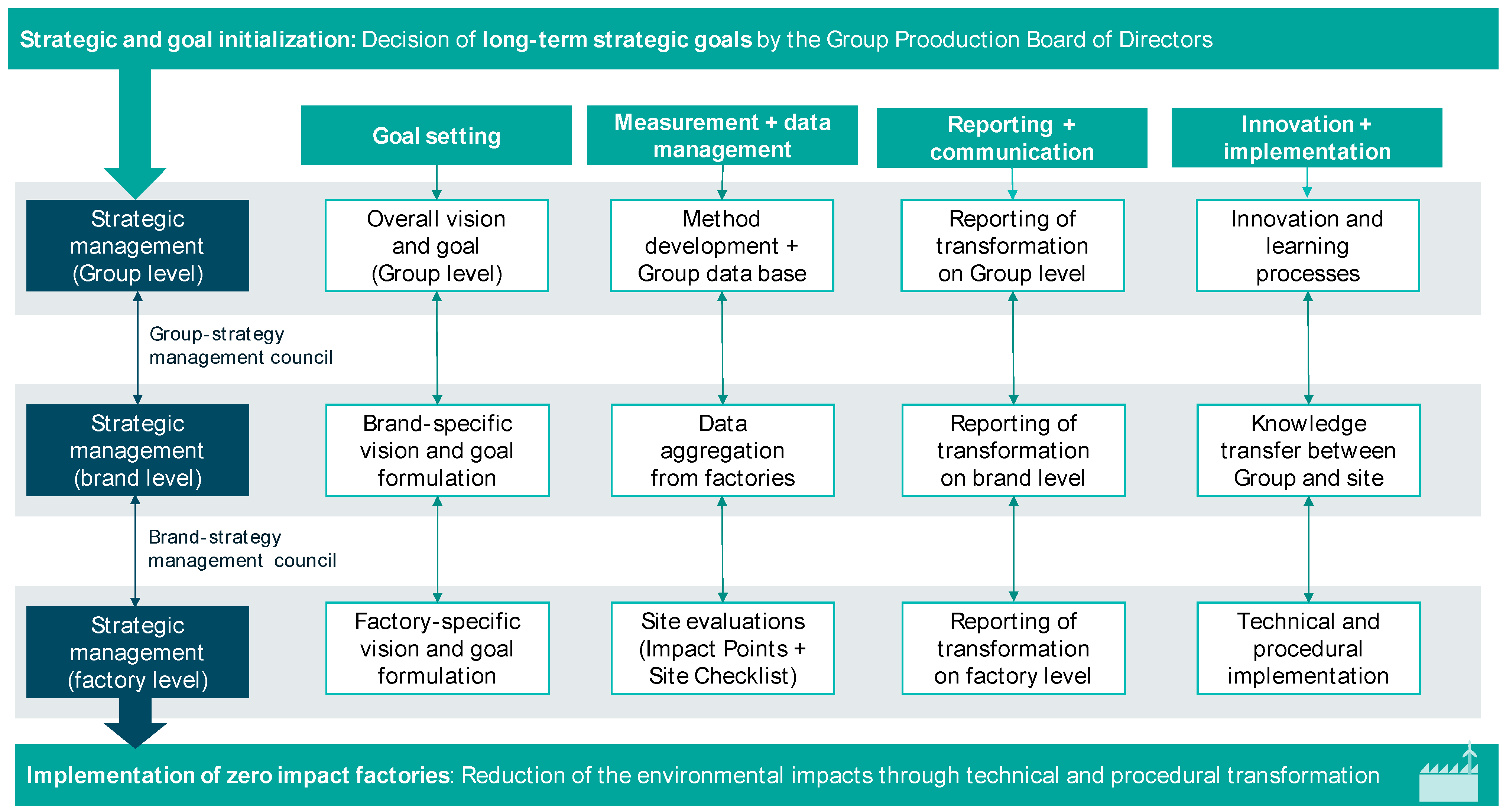
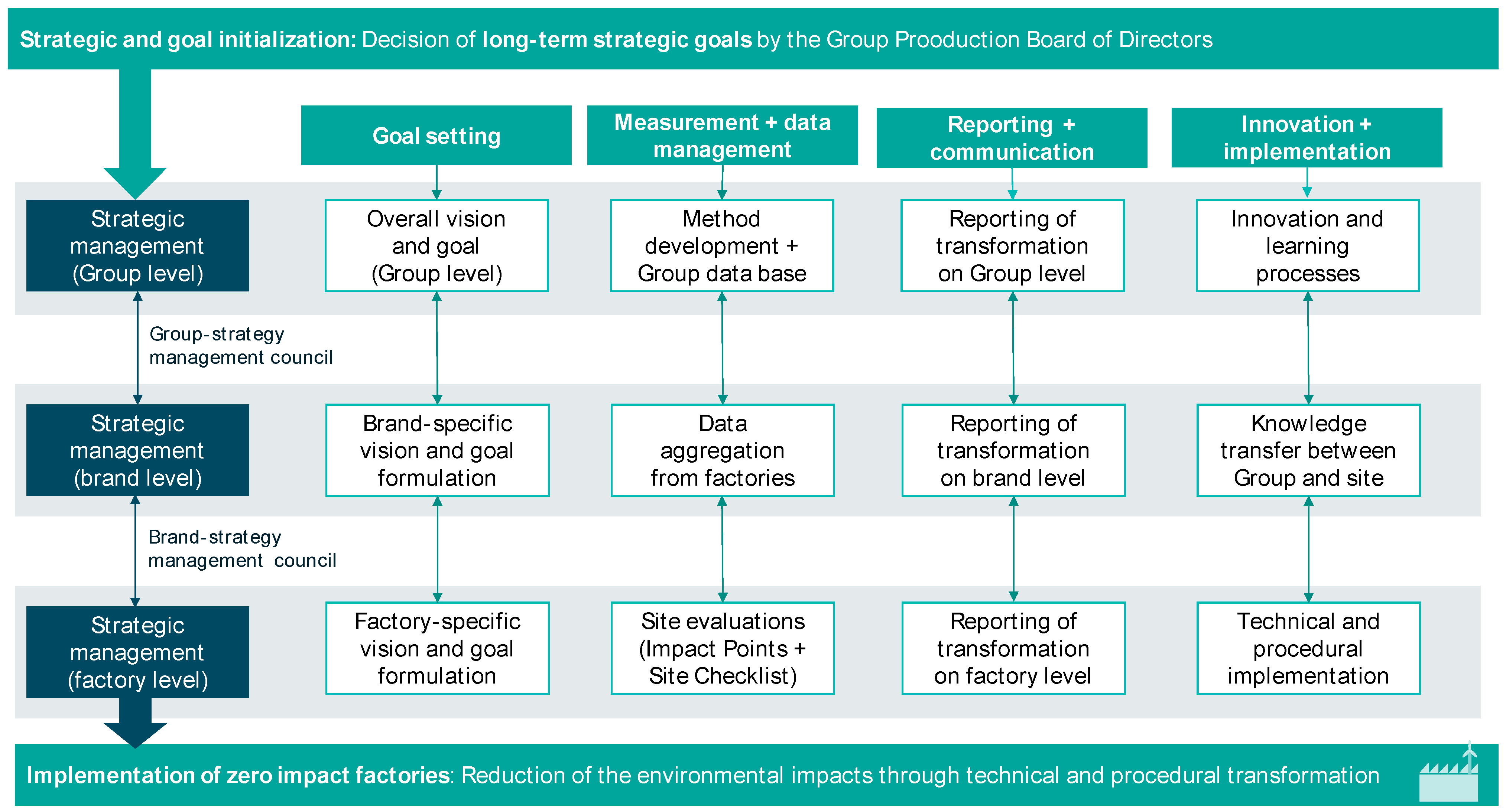
4.5. Strategic Management of the Zero Impact Factory Strategy
- Energy efficiency measures often show a high economic potential due to currently high energy costs with a short return of investment with an ROI factor in between 1 and 3 years.
- Renewable electricity transitions can generate higher costs, especially in factories that are supplied with electricity of their own generation.
- Renewable heat transitions are highly dependent on the natural gas price, which has a strong influence on the cost effectiveness of electrification measures with industrial heat pumps and on the availability of substitutional energy carriers, such as biogas from local infrastructures or national markets.
- Material-related measures depend on case-specific circumstances, such as the availability of less-harmful substances (e.g., tensid-based alternatives compared to oil-based solvents in paint shops), the costs of purchasing eco-friendly materials in packaging (such as mycelium-based materials instead of polymers) and the local availability of measures, especially in waste management (e.g., advanced recycling technologies).
- Water measures often show a high return of investment, as water prices are relatively low despite fluctuations in availability, especially in regions at risk of drought. Despite this, valid arguments for the implementation of this measure are supply security and consumption restrictions from local authorities.
- Biodiversity investments do not show a direct return of investment but become more relevant for finance and reporting requirements. Despite this, societal stakeholders become more aware of a company’s activity in the local context, whereas biodiversity projects with regional partners provide a good platform for ecological corporations regarding learning, networking and exchange.
5. Discussion of Challenges and Opportunities of the “Zero Impact Factory” Strategy
5.1. Preparing the Top Management Decision for the “Zero Impact Factory Strategy”
5.2. Developing the Content of the “Zero Impact Factory Strategy”
5.3. Prototype of a “Zero Impact Factory”
5.4. Method Development (Impact Points Method and Site Checklist)
5.5. Management of the Strategy
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Richardson, K.; Steffen, W.; Lucht, W.; Bendtsen, J.; Cornell, S.E.; Donges, J.F.; Drüke, M.; Fetzer, I.; Bala, G.; von Bloh, W.; et al. Earth beyond six of nine planetary boundaries. Sci. Adv. 2023, 9, eadh2458. [Google Scholar] [CrossRef] [PubMed]
- Rockström, J.; Steffen, W.; Noone, K.; Persson, Å.; Chapin, F.S., III; Lambin, E.F.; Lenton, T.M.; Scheffer, M.; Folke, C.; Schellnhuber, H.J.; et al. A safe operating space for humanity. Nature 2009, 461, 472–475. [Google Scholar] [CrossRef] [PubMed]
- Hauschild, M.Z.; Kara, S.; Røpke, I. Absolute sustainability: Challenges to life cycle engineering. CIRP Ann. 2020, 69, 533–553. [Google Scholar] [CrossRef]
- Rockström, J.; Sachs, J.D.; Öhman, M.C.; Schmidt-Taub, G. (Eds.) Sustainable Development and Planetray Boundaries: Submitted to the High Level Panel on the Post—2015 Development Agenda—Draft for Discussion. 2013. Available online: https://www.post2020hlp.org/ (accessed on 28 March 2024).
- UN. Transforming Our World: The 2030 Agenda for Sustainable Development. Available online: https://sustainabledevelopment.un.org/post2015/transformingourworld (accessed on 6 May 2020).
- Chen, W.-Q.; Hauschild, M.Z.; Huang, B.-J.; Kara, S.; Sutherland, J.W.; Umeda, Y. Life cycle engineering and sustainable manufacturing for net-zero targets and environmental sustainability. Resour. Conserv. Recycl. 2022, 186, 106480. [Google Scholar] [CrossRef]
- Bonnvoisin, J.; Stark, R.; Seliger, G. (Eds.) Field of Research in Sustainable Manufacturing. In Sustainable Manufacturing: Challenges, Solutions and Implementation Perspectives; Springer International Publishing: Cham, Switzerland, 2017; pp. 3–20. ISBN 978-3-319-48514-0. [Google Scholar]
- Rahimifard, S.; Stone, J.; Lumsakul, P.; Trollman, H. Net Positive Manufacturing: A Restoring, Self-healing and Regenerative Approach to Future Industrial Development. Procedia Manuf. 2018, 21, 2–9. [Google Scholar] [CrossRef]
- UN. Sustainable Development Goal 12: Ensure Sustainable Consumption and Production Patterns. Available online: https://sustainabledevelopment.un.org/sdg12 (accessed on 28 May 2020).
- World Business Council for Sustainable Development. Vision 2050—The New Agenda for Business; WBCSD: Geneva, Switzerland, 2009. [Google Scholar]
- Hauschild, M.Z. Better—But is it Good Enough? On the Need to Consider Both Eco-efficiency and Eco-effectiveness to Gauge Industrial Sustainability. Procedia CIRP 2015, 29, 1–7. [Google Scholar] [CrossRef]
- Bjørn, A.; Diamond, M.; Owsianiak, M.; Verzat, B.; Hauschild, M.Z. Strengthening the Link between Life Cycle Assessment and Indicators for Absolute Sustainability to Support Development within Planetary Boundaries. Environ. Sci. Technol. 2015, 49, 6370–6371. [Google Scholar] [CrossRef] [PubMed]
- Sachs, J.D.; Schmidt-Traub, G.; Mazzucato, M.; Messner, D.; Nakicenovic, N.; Rockström, J. Six Transformations to achieve the Sustainable Development Goals. Nat. Sustain. 2019, 2, 805–814. [Google Scholar] [CrossRef]
- Waltersmann, L.; Kiemel, S.; Amann, Y.; Sauer, A. Defining sector-specific guiding principles for initiating sustainability within companies. In Proceedings of the 52nd CIRP Conference on Manufacturing Systems (CMS), Ljubljana, Slovenia, 12–14 June 2019; Volume 81, pp. 1142–1147. [Google Scholar] [CrossRef]
- Baumgartner, R.J.; Rauter, R. Strategic perspectives of corporate sustainability management to develop a sustainable organization. J. Clean. Prod. 2017, 140, 81–92. [Google Scholar] [CrossRef]
- Despeisse, M.; Ball, P.D.; Evans, S.; Levers, A. Industrial ecology at factory level—A conceptual model. J. Clean. Prod. 2012, 31, 30–39. [Google Scholar] [CrossRef]
- Despeisse, M.; Oates, M.R.; Ball, P.D. Sustainable manufacturing tactics and cross-functional factory modelling. J. Clean. Prod. 2013, 42, 31–41. [Google Scholar] [CrossRef]
- Bjørn, A.; Sim, S.; King, H.; Patouillard, L.; Margni, M.; Hauschild, M.Z.; Ryberg, M. Life cycle assessment applying planetary and regional boundaries to the process level: A model case study. Int. J. Life Cycle Assess. 2020, 25, 2241–2254. [Google Scholar] [CrossRef]
- Gebler, M.; Juraschek, M.; Thiede, S.; Cerdas, F.; Herrmann, C. Defining the “Positive Impact” of socio-technical systems for absolute sustainability: A literature review based on the identification of system design principles and management functions. Sustain. Sci. 2022, 18, 180. [Google Scholar] [CrossRef]
- Herrmann, C.; Schmidt, C.; Kurle, D.; Blume, S.; Thiede, S. Sustainability in manufacturing and factories of the future. Int. J. Precis. Eng. Manuf.-Green Tech. 2014, 1, 283–292. [Google Scholar] [CrossRef]
- Herrmann, C. Ganzheitliches Life Cycle Management: Nachhaltigkeit und Lebenszyklusorientierung in Unternehmen; Springer: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-642-01420-8. [Google Scholar]
- Clift, R.; Sim, S.; King, H.; Chenoweth, L.J.; Christie, I.; Clavreul, J.; Mueller, C.; Posthuma, L.; Boulay, A.-M.; Chaplin-Kramer, R.; et al. The Challenges of Applying Planetary Boundaries as a Basis for Strategic Decision-Making in Companies with Global Supply Chains. Sustainability 2017, 9, 279. [Google Scholar] [CrossRef]
- Moldavska, A.; Welo, T. Development of Manufacturing Sustainability Assessment Using Systems Thinking. Sustainability 2016, 8, 5. [Google Scholar] [CrossRef]
- Okada, T.; Tamaki, T.; Managi, S. Effect of environmental awareness on purchase intention and satisfaction pertaining to electric vehicles in Japan. Transp. Res. Part D Transp. Environ. 2019, 67, 503–513. [Google Scholar] [CrossRef]
- Bhutta, U.S.; Tariq, A.; Farrukh, M.; Raza, A.; Iqbal, M.K. Green bonds for sustainable development: Review of literature on development and impact of green bonds. Technol. Forecast. Soc. Chang. 2022, 175, 121378. [Google Scholar] [CrossRef]
- Chen, H.-M.; Kuo, T.-C.; Chen, J.-L. Impacts on the ESG and financial performances of companies in the manufacturing industry based on the climate change related risks. J. Clean. Prod. 2022, 380, 134951. [Google Scholar] [CrossRef]
- CNN. Spanish Region of Catalonia Declares Drought Emergency. Available online: https://edition.cnn.com/2024/02/01/climate/spanish-region-catalonia-drought-emergency-intl/index.html#:~:text=The%20current%20drought%2C%20the%20%E2%80%9Cworst,the%20regions%20continued%20to%20drop (accessed on 4 March 2024).
- Bell, J.E.; Mollenkopf, D.A.; Stolze, H.J.; Autry, C.W.; Whipple, J.M. Natural resource scarcity and the closed-loop supply chain: A resource-advantage view. Int. J. Phys. Distrib. Logist. Manag. 2013, 43, 351–379. [Google Scholar] [CrossRef]
- Simon, S.; Xiao, M.; Harpprecht, C.; Sasanpour, S.; Gardian, H.; Pregger, T. A Pathway for the German Energy Sector Compatible with a 1.5 °C Carbon Budget. Sustainability 2022, 14, 1025. [Google Scholar] [CrossRef]
- Gebler, M.; Cerdas, J.F.; Thiede, S.; Herrmann, C. Life cycle assessment of an automotive factory: Identifying challenges for the decarbonization of automotive production—A case study. J. Clean. Prod. 2020, 270, 122330. [Google Scholar] [CrossRef]
- European Commission. Zero Pollution Action Plan. Available online: https://ec.europa.eu/environment/strategy/zero-pollution-action-plan_en (accessed on 20 April 2022).
- EPA. Net Zero Resources. Available online: https://www.epa.gov/water-research/net-zero-resources (accessed on 20 April 2022).
- Zero Waste Europe. About Zero Waste. Available online: https://zerowasteeurope.eu/about/about-zero-waste/ (accessed on 20 April 2022).
- Singh, S.; Ramakrishna, S.; Gupta, M.K. Towards zero waste manufacturing: A multidisciplinary review. J. Clean. Prod. 2017, 168, 1230–1243. [Google Scholar] [CrossRef]
- Malik, F. Systemisches Management, Evolution, Selbstorganisation: Grundprobleme, Funktionsmechanismen und Lösungsansätze für komplexe Systeme; Haupt Verlag: Bern, Switzerland, 2009. [Google Scholar]
- Galpin, T.; Lee Whittington, J. Sustainability leadership: From strategy to results. J. Bus. Strategy 2012, 33, 40–48. [Google Scholar] [CrossRef]
- Rockström, J. Bounding the Planetary Future: Why We Need a Great Transition; The Great Transition Initiative: Quincy, MA, USA, 2015. [Google Scholar]
- Song, J.; Sun, Y.; Jin, L. PESTEL analysis of the development of the waste-to-energy incineration industry in China. Renew. Sustain. Energy Rev. 2017, 80, 276–289. [Google Scholar] [CrossRef]
- EU. 2030 Climate & Energy Framework. Available online: https://ec.europa.eu/clima/policies/strategies/2030_en (accessed on 6 May 2020).
- European Commission. Circular Economy Action Plan: The EU’s New Circular Action Plan Paves the Way for a Cleaner and More Competitive Europe. Available online: https://ec.europa.eu/environment/strategy/circular-economy-action-plan_en (accessed on 27 May 2022).
- European Commission. EU Taxonomy for Sustainable Activities: What the EU Is Doing to Create an EU-Wide Classification System for Sustainable Activities. Available online: https://finance.ec.europa.eu/sustainable-finance/tools-and-standards/eu-taxonomy-sustainable-activities_en (accessed on 28 March 2024).
- Laurin, F.; Fantazy, K. Sustainable supply chain management: A case study at IKEA. Transnatl. Corp. Rev. 2017, 9, 309–318. [Google Scholar] [CrossRef]
- Goedkoop, M.; de Beer, I.; Indrane, D. Product Social Impact Assessment: Handbook 2018; PRé Sustainability: Amersfort, The Netherlands, 2018; Available online: https://www.social-value-initiative.org/wp-content/uploads/2021/04/20-01-Handbook2020.pdf (accessed on 22 March 2024).
- Svensson, G.; Padin, C.; Eriksson, D. Glocal business sustainability—Performance beyond zero! IJPM 2016, 9, 15. [Google Scholar] [CrossRef]
- Moldavska, A.; Welo, T. The concept of sustainable manufacturing and its definitions: A content-analysis based literature review. J. Clean. Prod. 2017, 166, 744–755. [Google Scholar] [CrossRef]
- Lentes, J.; Mandel, J.; Schliessmann, U.; Blach, R.; Hertwig, M.; Kuhlmann, T. Competitive and sustainable manufacturing by means of ultra-efficient factories in urban surroundings. Int. J. Prod. Res. 2017, 55, 480–491. [Google Scholar] [CrossRef]
- Bocken, N.M.P.; Short, S.W.; Rana, P.; Evans, S. A literature and practice review to develop sustainable business model archetypes. J. Clean. Prod. 2014, 65, 42–56. [Google Scholar] [CrossRef]
- World Economic Forum; Ellen MacArthur Foundation; McKinsey & Company. Towards the Circular Economy: Accelerating the Scale-up across Global Supply Chains; World Economic Forum, Ellen MacArthur Foundation & McKinsey & Company: Geneva, Switzerland, 2014. [Google Scholar]
- Steffen, W.; Richardson, K.; Rockström, J.; Cornell, S.E.; Fetzer, I.; Bennett, E.M.; Biggs, R.; Carpenter, S.R.; de Vries, W.; de Wit, C.A.; et al. Planetary boundaries: Guiding human development on a changing planet. Science 2015, 347, 1259855. [Google Scholar] [CrossRef] [PubMed]
- Science Based Targets Initiative. About the Science Based Targets Initiative: Science Based Targets Initiative. Available online: https://sciencebasedtargets.org/about-the-science-based-targets-initiative/ (accessed on 6 May 2020).
- Englehardt, J.D.; Wu, T.; Bloetscher, F.; Deng, Y.; Du Pisani, P.; Eilert, S.; Elmir, S.; Guo, T.; Jacangelo, J.; LeChevallier, M.; et al. Net-zero water management: Achieving energy-positive municipal water supply. Environ. Sci. Water Res. Technol. 2016, 2, 250–260. [Google Scholar] [CrossRef]
- Wang, Z.; Hellweg, S. First Steps Toward Sustainable Circular Uses of Chemicals: Advancing the Assessment and Management Paradigm. ACS Sustain. Chem. Eng. 2021, 9, 6939–6951. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The Circular Economy—A new sustainability paradigm? J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef]
- Bjørn, A.; Margni, M.; Roy, P.-O.; Bulle, C.; Hauschild, M.Z. A proposal to measure absolute environmental sustainability in life cycle assessment. Ecol. Indic. 2016, 63, 1–13. [Google Scholar] [CrossRef]
- Gernuks, M.; Buchgeister, J.; Schebek, L. Assessment of environmental aspects and determination of environmental targets within environmental management systems (EMS)—Development of a procedure for Volkswagen. Automob. Ind. Sustain. 2007, 15, 1063–1075. [Google Scholar] [CrossRef]
- Adams, R.; Jeanrenaud, S.; Bessant, J.; Denyer, D.; Overy, P. Sustainability-oriented Innovation: A Systematic Review. Int. J. Manag. Rev. 2016, 18, 180–205. [Google Scholar] [CrossRef]
- Thimm, H. A continuous risk estimation approach for corporate environmental compliance management. In Proceedings of the 2015 IEEE 15th International Conference on Environment and Electrical Engineering (EEEIC), Rome, Italy, 10–13 June 2015. [Google Scholar]
- Welford, R. Corporate Environmental Management 1; Routledge: Abington, UK, 2016; ISBN 9781315825120. [Google Scholar]
- Dér, A.; Hingst, L.; Nyhuis, P.; Herrmann, C. A review of frameworks, methods and models for the evaluation and engineering of factory life cycles. Adv. Ind. Manuf. Eng. 2022, 4, 100083. [Google Scholar] [CrossRef]
- Thiede, S. Cyber Physical Production Systems and Their Role for Decarbonization of Industry. In Intelligent Decarbonisation: Can Artificial Intelligence and Cyber-Physical Systems Help Achieve Climate Mitigation Targets? Inderwildi, O., Kraft, M., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 75–86. ISBN 978-3-030-86215-2. [Google Scholar]
- Birkeland, J.; Knight-Lenihan, S. Biodiversity offsetting and net positive design. J. Urban Des. 2016, 21, 50–66. [Google Scholar] [CrossRef]
- Aiama, D.; Edwards, S.; Bos, G.; Ekstrom, J.; Krueger, L.; Quétier, F.; Savy, C.; Semroc, B.; Sneary, M. No Net Loss and Net Positive Impact Approaches for Biodiversity: Exploring the Potential Application of These Approaches in the Commercial Agriculture and Forestry Sectors; International Union for Conservation of Nature (IUCN): Gland, Switzerland, 2015. [Google Scholar]
- UBA. Current State and Future Prospects of Remedial Soil Protection: German Federal Environmental Agency. Available online: https://www.umweltbundesamt.de/publikationen/current-state-future-prospects-of-remedial-soil (accessed on 17 January 2023).
- Stiel, F.; Michel, T.; Teuteberg, F. Enhancing manufacturing and transportation decision support systems with LCA add-ins. J. Clean. Prod. 2016, 110, 85–98. [Google Scholar] [CrossRef]
- Volkwagen Group. Group Management Report 2022. Available online: https://annualreport2022.volkswagenag.com/group-management-report/sustainable-value-enhancement/production.html (accessed on 4 March 2024).
- Volkwagen Group. Sustainability Report 2021. Available online: https://www.volkswagenag.com/presence/nachhaltigkeit/documents/sustainability-report/2021/Nonfinancial_Report_2021_e.pdf (accessed on 16 September 2022).
- Wellge, S.; Schebek, L.; Ahbe, S.; Jansky, N.; Weihofen, S. Methode der ökologischen Knappheit für Deutschland: Eine Initiative der Volkswagen AG; LOGOS Verlag: Berlin, Germany, 2014; ISBN 3832538453. [Google Scholar]
- Ahbe, S.; Weihofen, S.; Wellge, S. The Ecological Scarcity Method for the European Union; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2018; ISBN 978-3-658-19505-2. [Google Scholar]
- Muhl, M.; Berger, M.; Finkbeiner, M. Development of Eco-factors for the European Union based on the Ecological Scarcity Method. Int. J. Life Cycle Assess. 2019, 24, 1701–1714. [Google Scholar] [CrossRef]
- Schebek, L.; Gassmann, A.; Nunweiler, E.; Wellge, S.; Werthen, M. Eco-Factors for International Company Environmental Management Systems. Sustainability 2021, 13, 13897. [Google Scholar] [CrossRef]
- Gebler, M.; Witte, S.; Blume, S.A.; Muhl, M.; Finkbeiner, M. The “Impact Points”-method: A distance-to-target weighted approach to measure the absolute environmental impact of Volkswagen’s global manufacturing system. J. Clean. Prod. 2023, 386, 135646. [Google Scholar] [CrossRef]
- Volkwagen Group. Group Environmental Mission Statement “goTOzero”. Available online: https://www.volkswagenag.com/presence/nachhaltigkeit/documents/Leitbild_Umwelt_2022_ENG_final.pdf (accessed on 28 January 2023).
- Volkwagen Group. Zero Impact Factory. Available online: https://www.volkswagen-newsroom.com/de/bilder/detail/zero-impact-factory-36455 (accessed on 26 August 2022).
- Gaziulusoy, A.I. A critical review of approaches available for design and innovation teams through the perspective of sustainability science and system innovation theories. J. Clean. Prod. 2015, 107, 366–377. [Google Scholar] [CrossRef]
- Despeisse, M.; Mbaye, F.; Ball, P.D.; Levers, A. The emergence of sustainable manufacturing practices. Prod. Plan. Control 2012, 23, 354–376. [Google Scholar] [CrossRef]
- Stark, R.; Seliger, G.; Bonvoisin , J. (Eds.) Sustainable Manufacturing: Challenges, Solutions and Implementation Perspectives; Springer International Publishing: Cham, Switzerland, 2017; ISBN 978-3-319-48514-0. [Google Scholar]
- Volkwagen Group. Zero Impact Factory. Available online: https://www.volkswagen-group.com/en/zero-impact-factory-17307 (accessed on 4 March 2024).
- Volkwagen Group. 1,5 Grad als Ziel: Science Based Targets Initiative (SBTi) Bestätigt Volkswagens Verschärfte Klimaziele in der Produktion. Available online: https://www.volkswagenag.com/de/news/2022/04/targeting-1-5-degrees--science-based-targets-initiative--sbti--c.html (accessed on 16 May 2022).
- AUDI. Audi México Erinnert Anlässlich des Weltwassertags an die Maßnahmen im Werk. Available online: https://www.audi-mediacenter.com/de/pressemitteilungen/audi-mexico-erinnert-anlaesslich-des-weltwassertags-an-die-massnahmen-im-werk-13877 (accessed on 4 March 2024).
- Volkwagen Group. Biodiversity Commitment of the Volkswagen Group. Available online: https://www.volkswagenag.com/presence/nachhaltigkeit/documents/policy-intern/20220127_Biodiversity-Commitment-of-the-Volkswagen-Group.pdf (accessed on 20 July 2022).
- Frischknecht, R.; Steiner, R.; Arthur, B.; Norbert, E.; Gabi, H. Swiss Ecological Scarcity Method: The New Version 2006. Available online: https://esu-services.ch/fileadmin/download/Frischknecht-2006-EcologicalScarcity-Paper.pdf (accessed on 18 November 2022).
- Gebler, M.; Cerdas, F.; Kaluza, A.; Meininghaus, R.; Herrmann, C. Integrating Life-Cycle Assessment into Automotive Manufacturing—A Review-Based Framework to Measure the Ecological Performance of Production Technologies. In Progress in Life Cycle Assessment; Schebek, L., Herrmann, C., Cerdas, F., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 45–55. ISBN 978-3-319-92237-9. [Google Scholar]
- European Commission. BAT Reference Documents. Available online: https://eippcb.jrc.ec.europa.eu/reference (accessed on 4 March 2024).
- Moore, D.; Bach, V.; Finkbeiner, M.; Honkomp, T.; Ahn, H.; Sprenger, M.; Froese, L.; Gratzel, D. Offsetting environmental impacts beyond climate change: The Circular Ecosystem Compensation approach. J. Environ. Manag. 2023, 329, 117068. [Google Scholar] [CrossRef]
- Dornfeld, D.A. Moving towards green and sustainable manufacturing. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 63–66. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| INPUT: Identified Sustainability Requirements for Strategic Management to Achieve “Zero Impact” in Manufacturing Companies (Adapted from Section 2) | PROCESS: Adapted Steps for Developing the Zero Impact Factory Strategy Based on the “Design for System Innovation and Transition” [74] | |||||
|---|---|---|---|---|---|---|
| (1) Vision of a Zero Impact Factory | (2) Factory System Model | (3) Prototype of a Zero Impact Factory | (4) Methods to Measure the Transition | (5) Strategic Management Processes | ||
| Strategy context | Alignment with planetary boundaries | x | x | |||
| Alignment with UN SDGs | x | x | ||||
| Alignment with future legislation | x | |||||
| Establishment of data management | x | x | ||||
| Stakeholder management | x | |||||
| Provision of technical/financial resources | x | |||||
| Strategy process | Definition of absolute goals | x | ||||
| Development of impact-based methods | x | |||||
| Establishment of reporting | x | |||||
| Strategy content | Conceptual development of a zero impact factory system | x | x | |||
| Defining zero impact factory elements | x | x | ||||
| Defining zero impact factory processes | x | x | x | |||
| OUTPUT: Defined elements of a zero impact factory as the result of the strategic process | Formulated vision | Defined system model | Detailed prototype | Impact-based methods | Process descriptions | |
| Assessment Method | Base Year Value ) | Base Year | Goal Value ) | Unit | Goal Reached by |
|---|---|---|---|---|---|
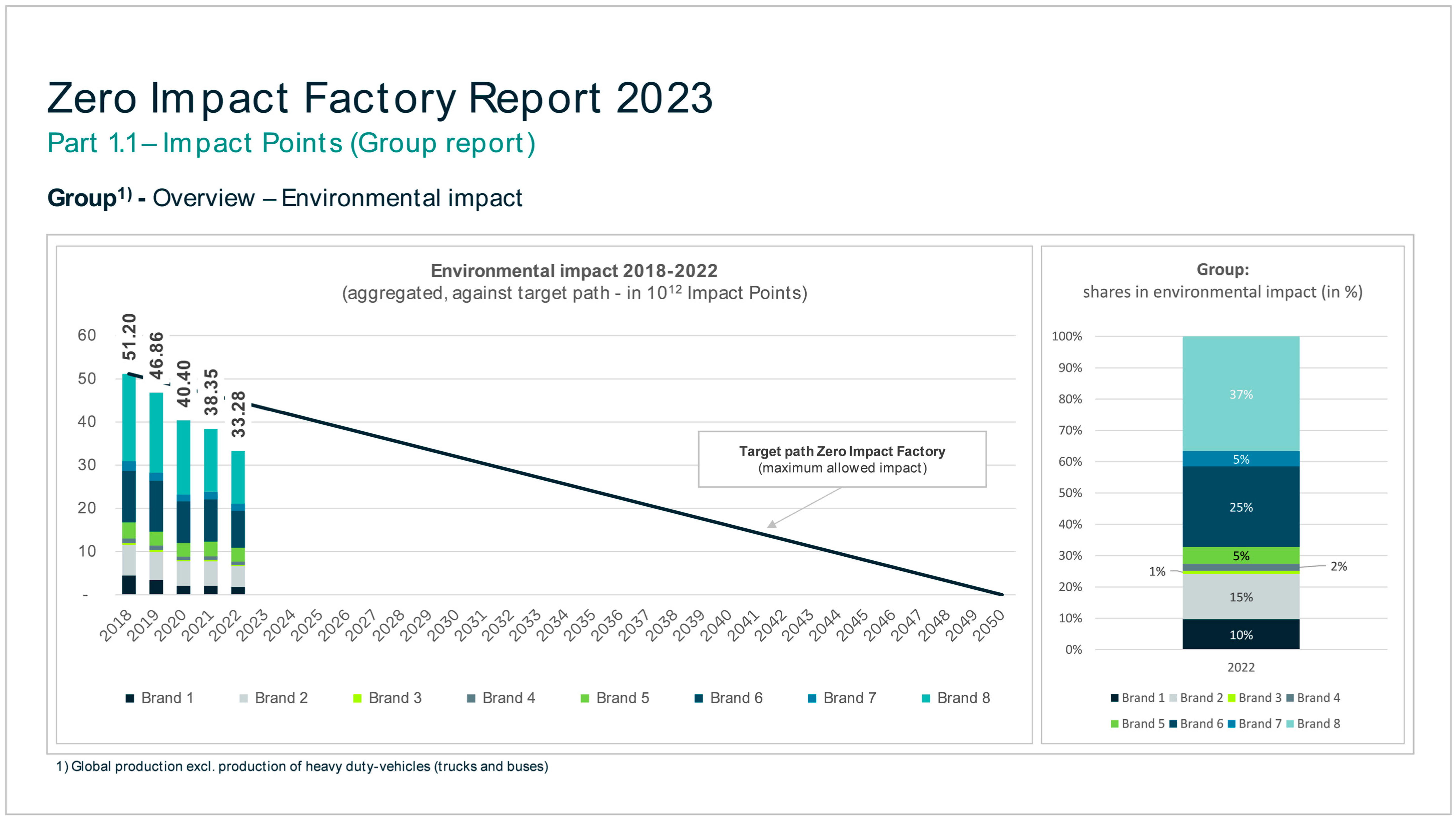
| Impact Points | 51.2 × 1012 (Group level) | 2018 | 0 (incl. compensation) | Impact Points | 2050 |
| Site Checklist | 45% (Group level) | 2022 | 85–95% | Degree of fulfillment (in %) | 2050 |
| Input Flows | Types of Resource Flows | Number of Defined Indicators | Description |
|---|---|---|---|
| Energy (internal and external generation) | Electricity, methane gas, heat, cooling energy and fuels | 28 | All energy flows relevant for factory operations |
| Power plant emissions (external energy generation) | Nitrous oxides, particles and NMVOC | 18 | All identified emissions during energy generation and transmission |
| Water (internal and external supply) | Fresh water (surface and ground water and rainwater) | 6 | All relevant water supply flows |
| Output Flows | Types of Resource Flows/Emissions | Number of Indicators | Description |
|---|---|---|---|
| CO2 equivalents | CO2 (Scope 1 and 2) and CO2 equivalents (Scope 1) | 38 | All carbon emissions from energy use, cooling equipment and emission treatment |
| Air pollution (Scope 1) | NOx, particles and NMVOC | 3 | All on-site airborne emissions from production processes |
| Waste water (internal and external treatment) | Waste water and pollutants (COD, N, P, Ni and Zn) | 19 | All waste water flows and pollutants, which are treated in waste water treatment plants |
| Waste (internal and external treatment) | Non-hazardous and hazardous waste for treatment | 21 | All waste flows for disposal, incineration, recycling and re-use |
| Aspect of a Zero Impact Factory | Number of Site Checklist Criteria | Formulation of the “Zero Impact” Properties | Covered Aspects |
|---|---|---|---|
| Environmental compliance | 18 | Reinforcement of the environmental compliance management system (ECMS) | ECMS implementation, auditing/certification and environmentally relevant incidents |
| Architecture and perception | 13 | Positive external image of the factories and positive appearance to employees and neighbors | Employees and neighbors and building and site properties (light, noise, vibrations and air exchange) |
| Planning | 10 | Holistic and integrative planning processes that are based on total cost of ownership (TCO) evaluations | Planning processes and site planning |
| Digitalization | 7 | Optimal resource use through connected and transparent digital processes | Transparent and predictive factory |
| Water | 11 | No negative impact on the local water system | Requirements for water extraction and waste water |
| Energy and CO2 | 18 | Climate neutrality and maximum energy efficiency of the sites | Energy-efficient infrastructure, energy-efficient production and decarbonization |
| Material | 18 | Efficient and sustainable use of materials plus minimization of waste and maximum recycling | Material efficiency, waste, packaging and disposal products |
| Soil | 6 | No negative impact on soil through restoration of the natural soil function | Soil and area management |
| Biodiversity | 11 | Preservation and protection of biological diversity | Continuous management and voluntary projects, measures and partnerships |
| Pollutants | 15 | Avoidance of harmful emissions to the environment | Pollutant emissions and use of pollutants |
| Mobility | 15 | CO2 neutral mobility and transportation | Employee mobility and freight transport |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gebler, M.; Warsen, J.; Meininghaus, R.; Baudis, M.; Cerdas, F.; Herrmann, C. Implementing Zero Impact Factories in Volkswagen’s Global Automotive Manufacturing System: A Discussion of Opportunities and Challenges from Integrating Current Science into Strategic Management. Sustainability 2024, 16, 3011. https://doi.org/10.3390/su16073011
Gebler M, Warsen J, Meininghaus R, Baudis M, Cerdas F, Herrmann C. Implementing Zero Impact Factories in Volkswagen’s Global Automotive Manufacturing System: A Discussion of Opportunities and Challenges from Integrating Current Science into Strategic Management. Sustainability. 2024; 16(7):3011. https://doi.org/10.3390/su16073011
Chicago/Turabian StyleGebler, Malte, Jens Warsen, Roman Meininghaus, Meike Baudis, Felipe Cerdas, and Christoph Herrmann. 2024. "Implementing Zero Impact Factories in Volkswagen’s Global Automotive Manufacturing System: A Discussion of Opportunities and Challenges from Integrating Current Science into Strategic Management" Sustainability 16, no. 7: 3011. https://doi.org/10.3390/su16073011
APA StyleGebler, M., Warsen, J., Meininghaus, R., Baudis, M., Cerdas, F., & Herrmann, C. (2024). Implementing Zero Impact Factories in Volkswagen’s Global Automotive Manufacturing System: A Discussion of Opportunities and Challenges from Integrating Current Science into Strategic Management. Sustainability, 16(7), 3011. https://doi.org/10.3390/su16073011