
Environmental Impact of an Innovative Aeronautic Carbon Composite Manufactured via Heated Vacuum-Assisted Resin Transfer Molding



Abstract
:1. Introduction
2. Methodology
2.1. Goal and Scope
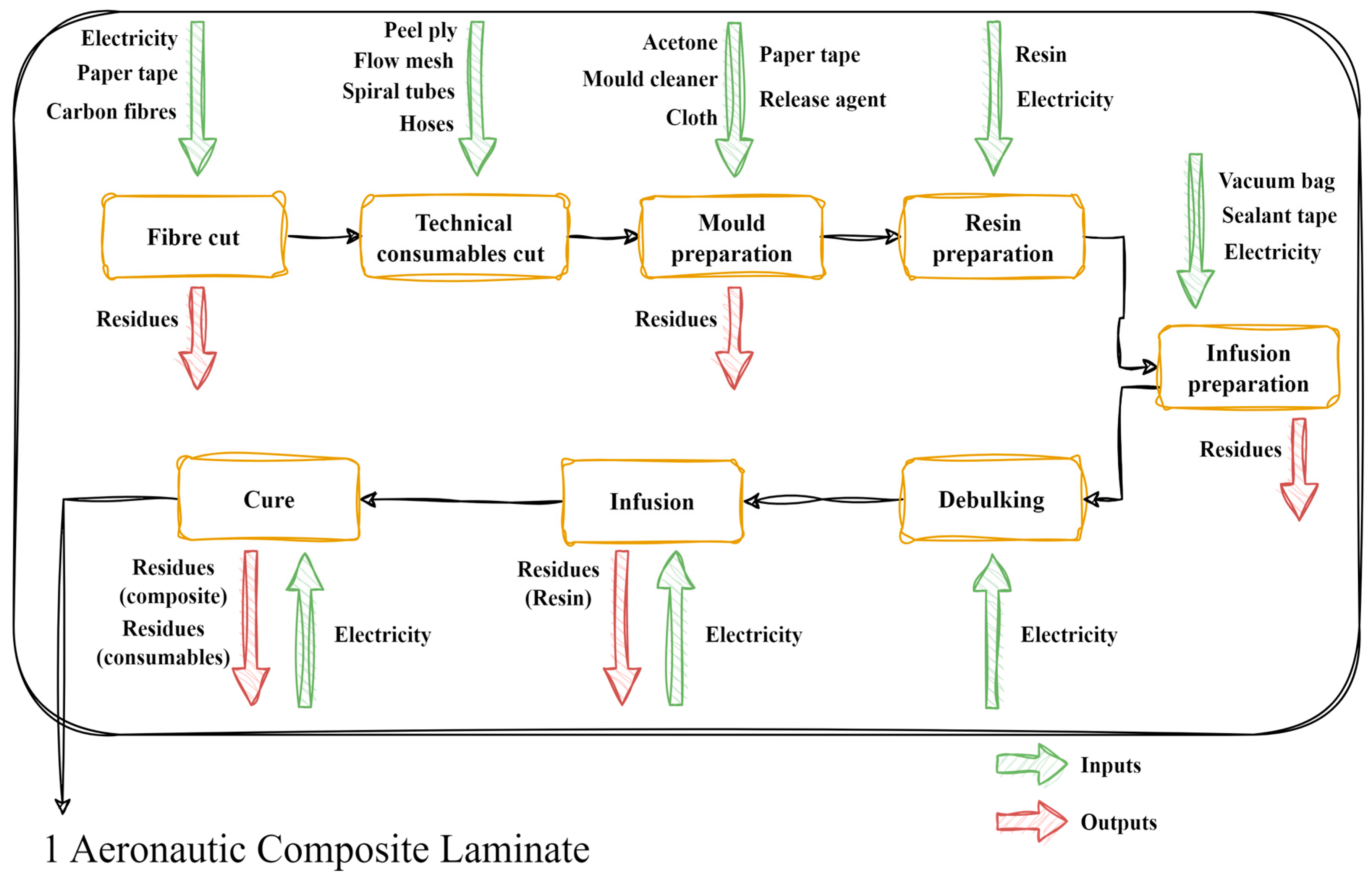
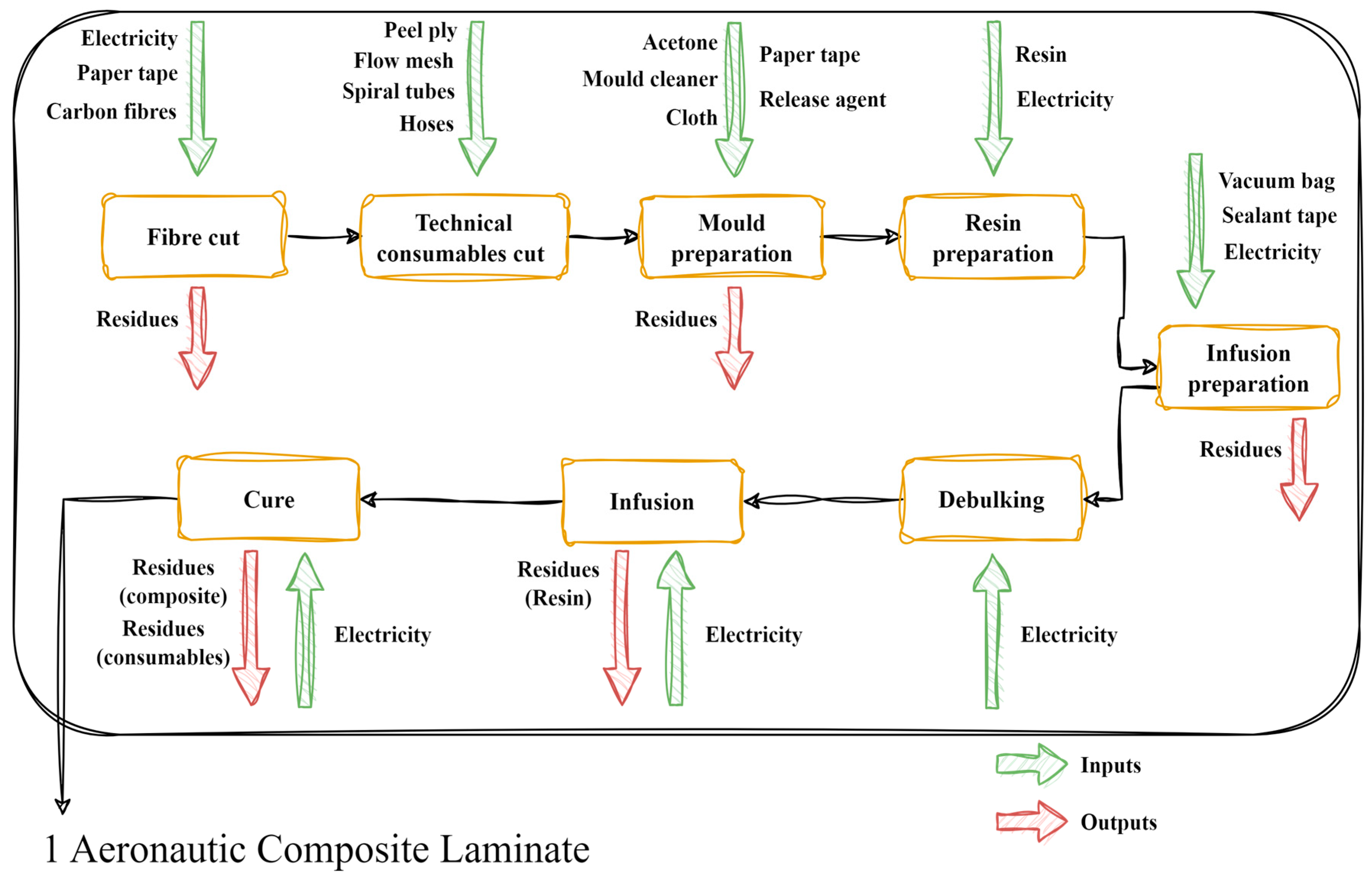
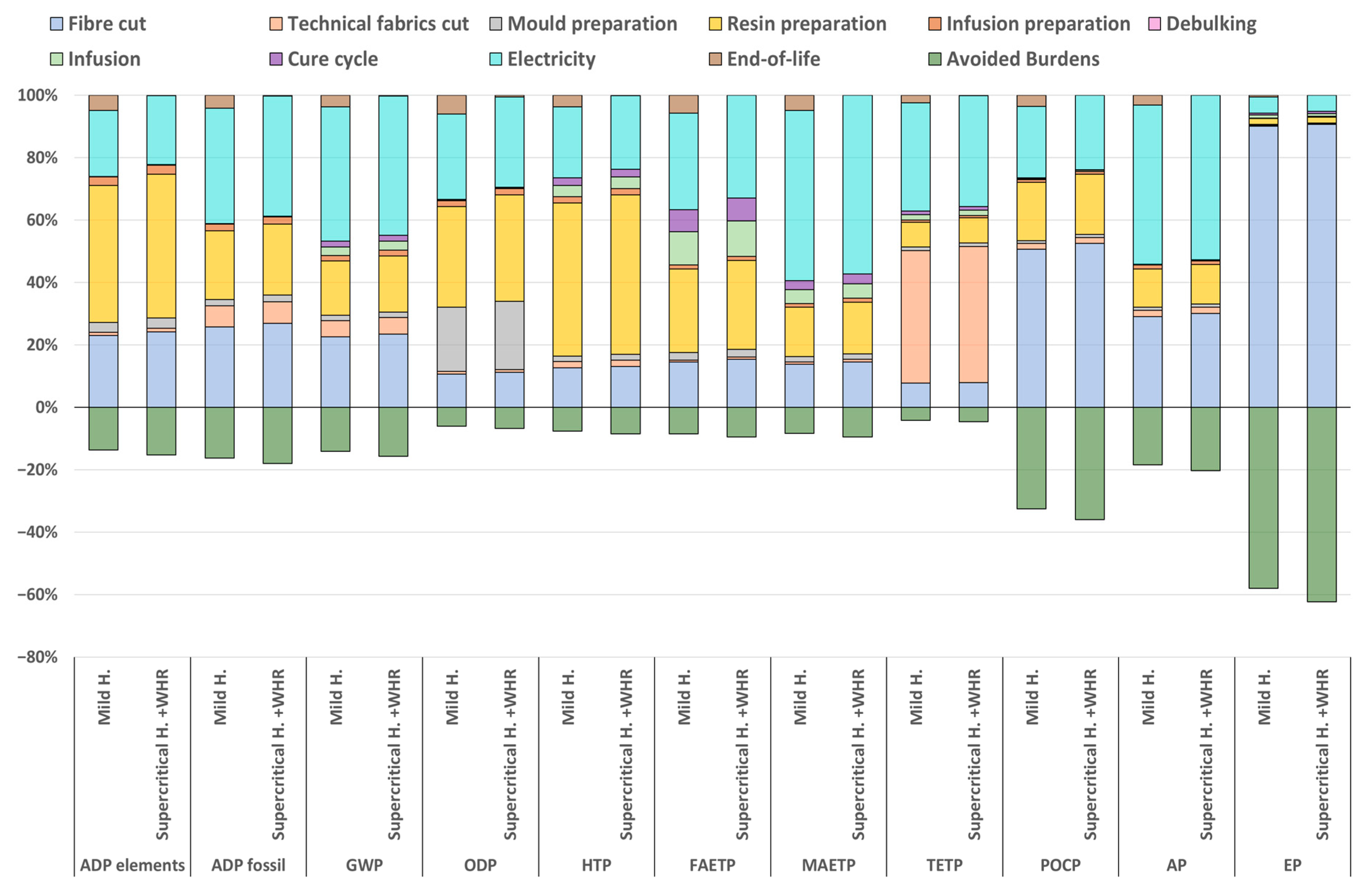
- Fiber and technical fabrics cut—the first step is to cut the carbon fibers (20 layers) and the technical consumables (peel ply, flow mesh, spiral tubes, hoses, and vacuum bag).
- Mold, resin, and infusion preparation—the next phase begins with the removal of any impurities from the mold to ensure it is clean. Then the fibers and technical consumables are arranged in a predetermined orientation within the mold. Simultaneously, the resin is retrieved from the freezer and heated to 80 °C, the required temperature for degassing and removing all volatiles.
- Infusion—the infusion process starts with the fibers being impregnated with the resin. Prior to the infusion, the mold is heated, and a leak test and debulking process are conducted.
- Final steps—the resin undergoes curing at a temperature of 180 °C post-infusion. Subsequently, the resulting laminate is cut to yield a final product with dimensions of 460 × 260 mm.
2.2. Life Cycle Inventory
2.2.1. VARTM Scenario
2.2.2. Autoclave Scenario
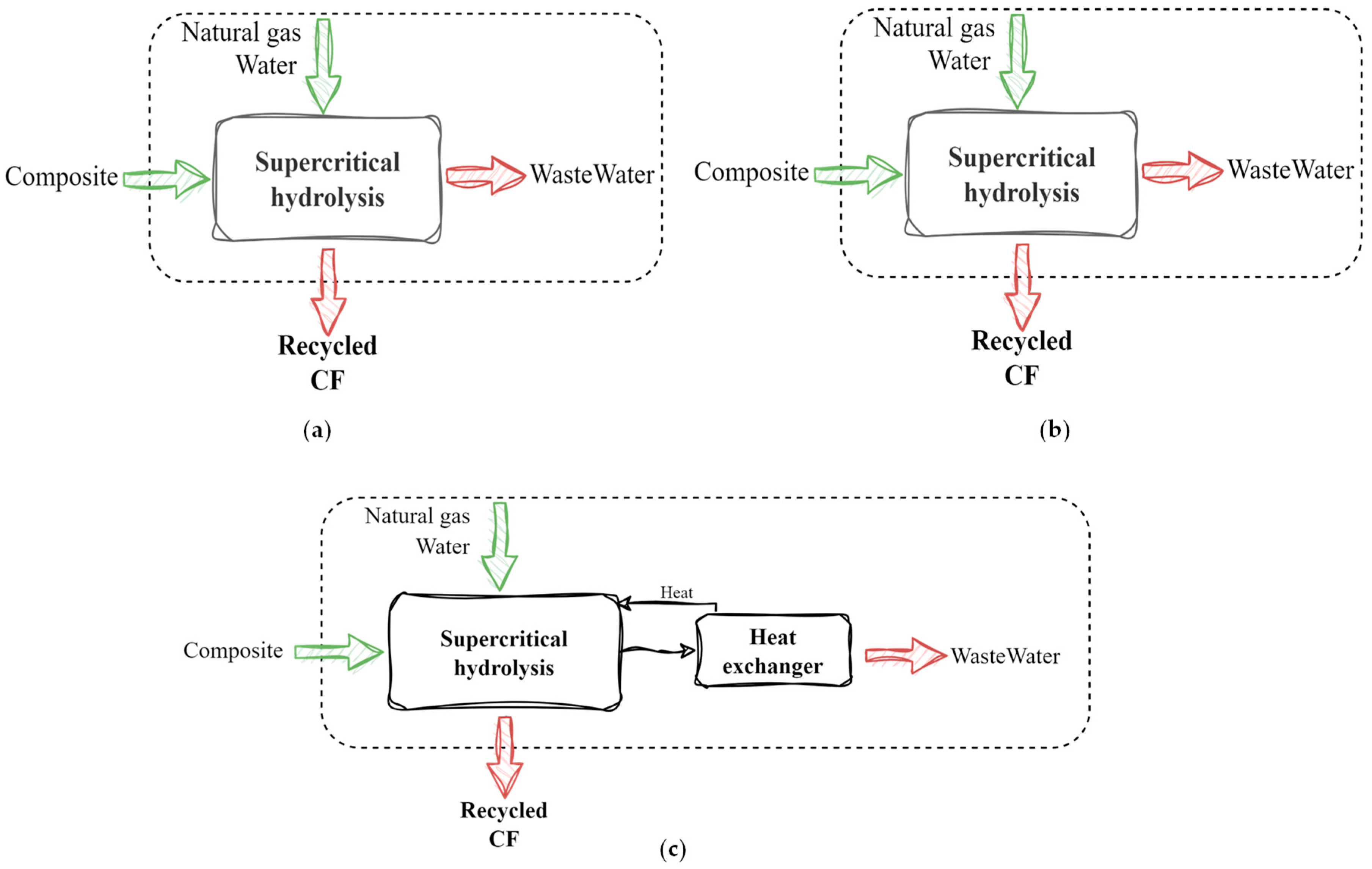
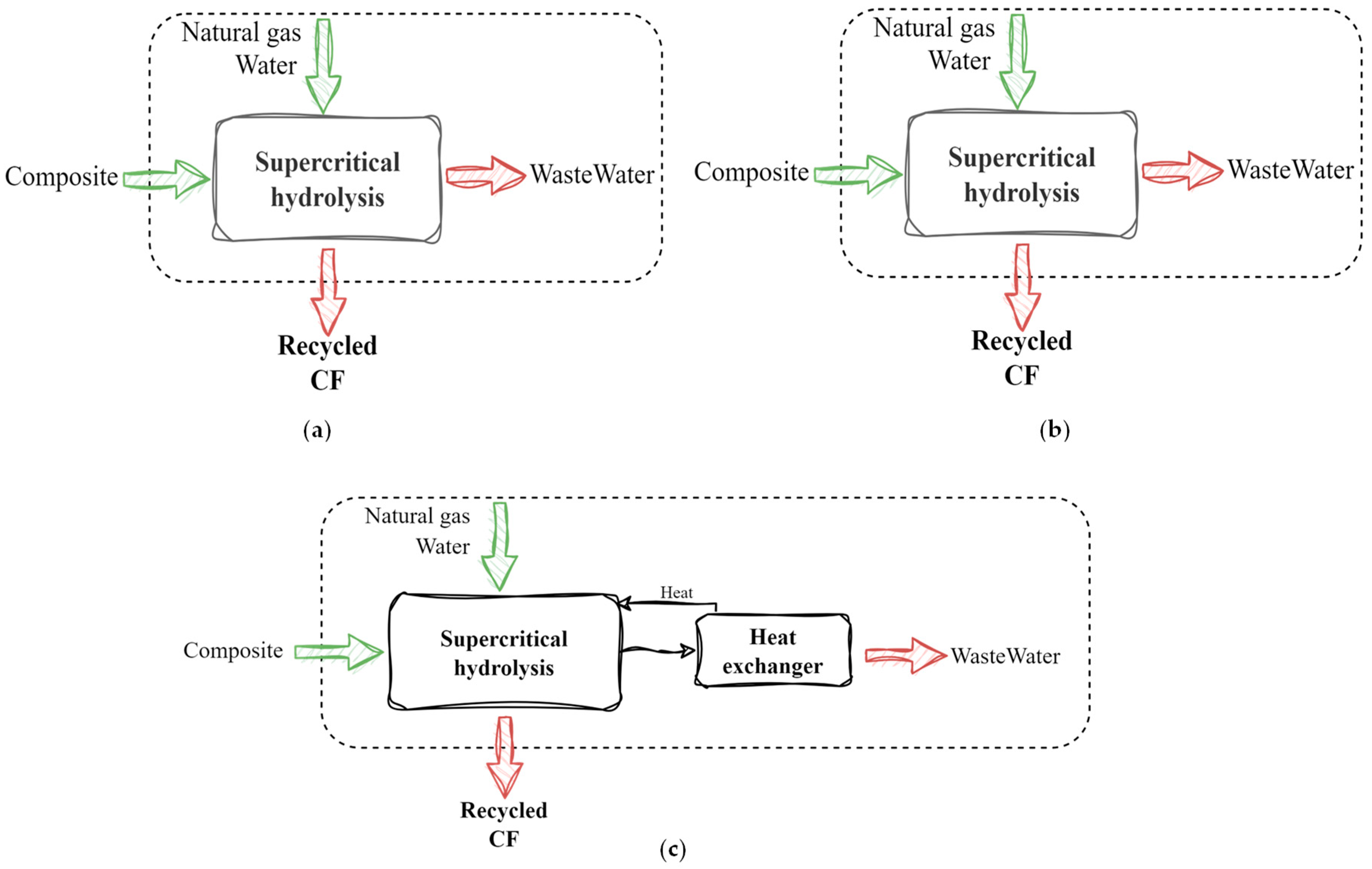
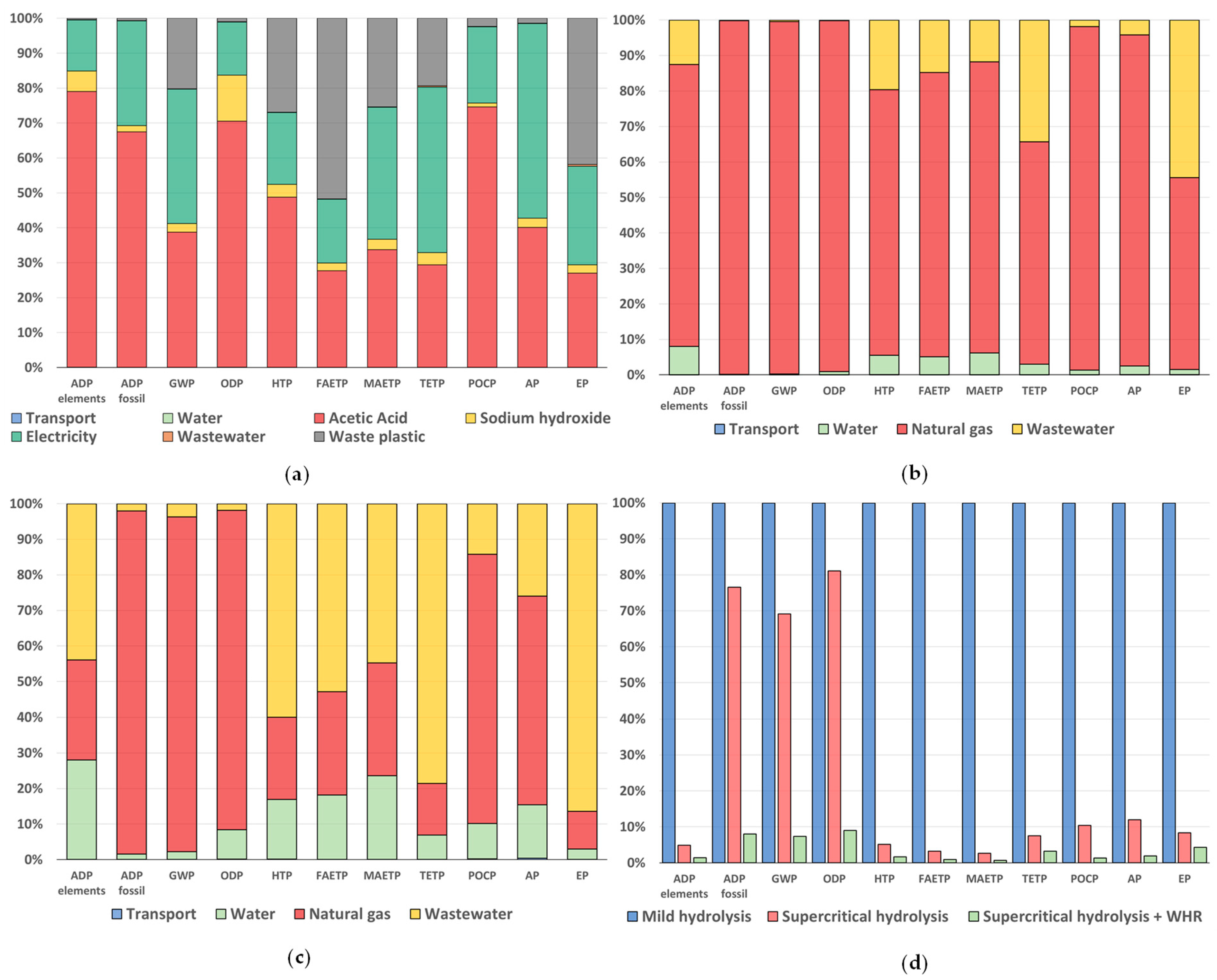
2.2.3. EoL Scenarios
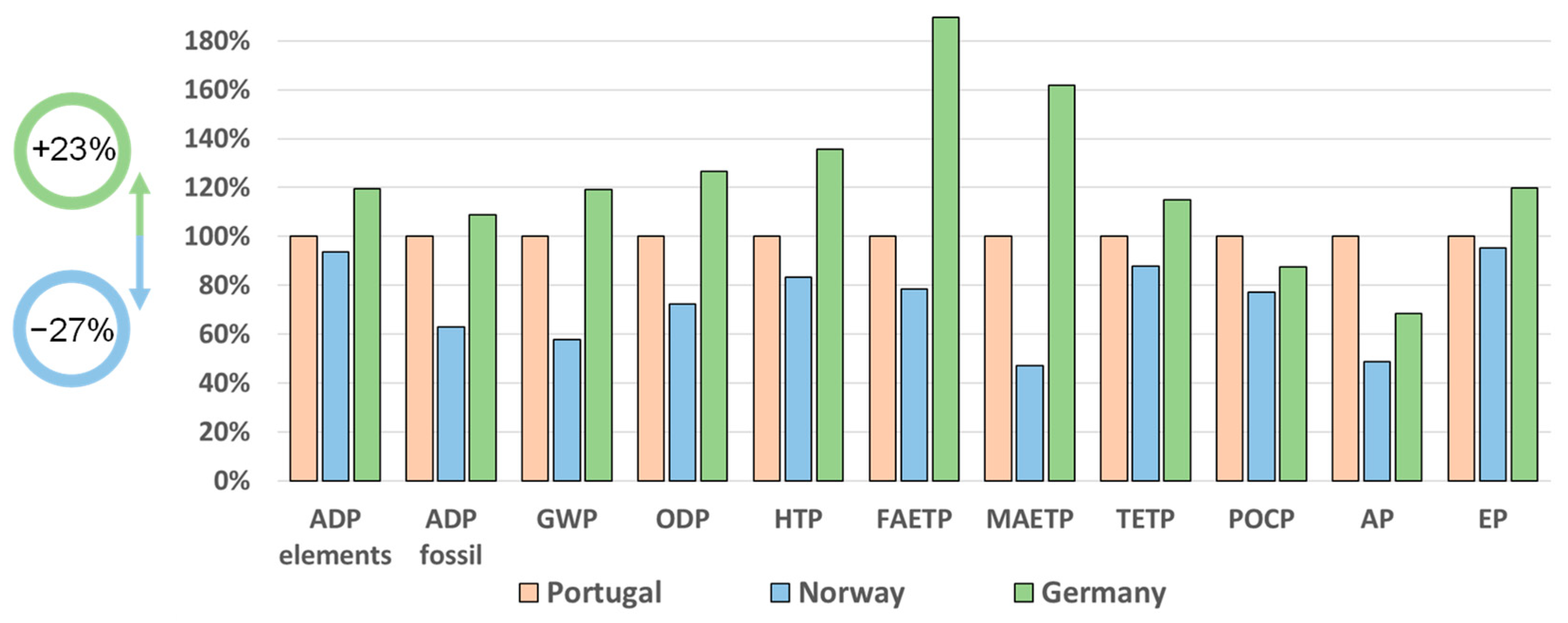
2.2.4. Sensitivity Analysis
2.3. Life Cycle Impact Assessment
3. Results
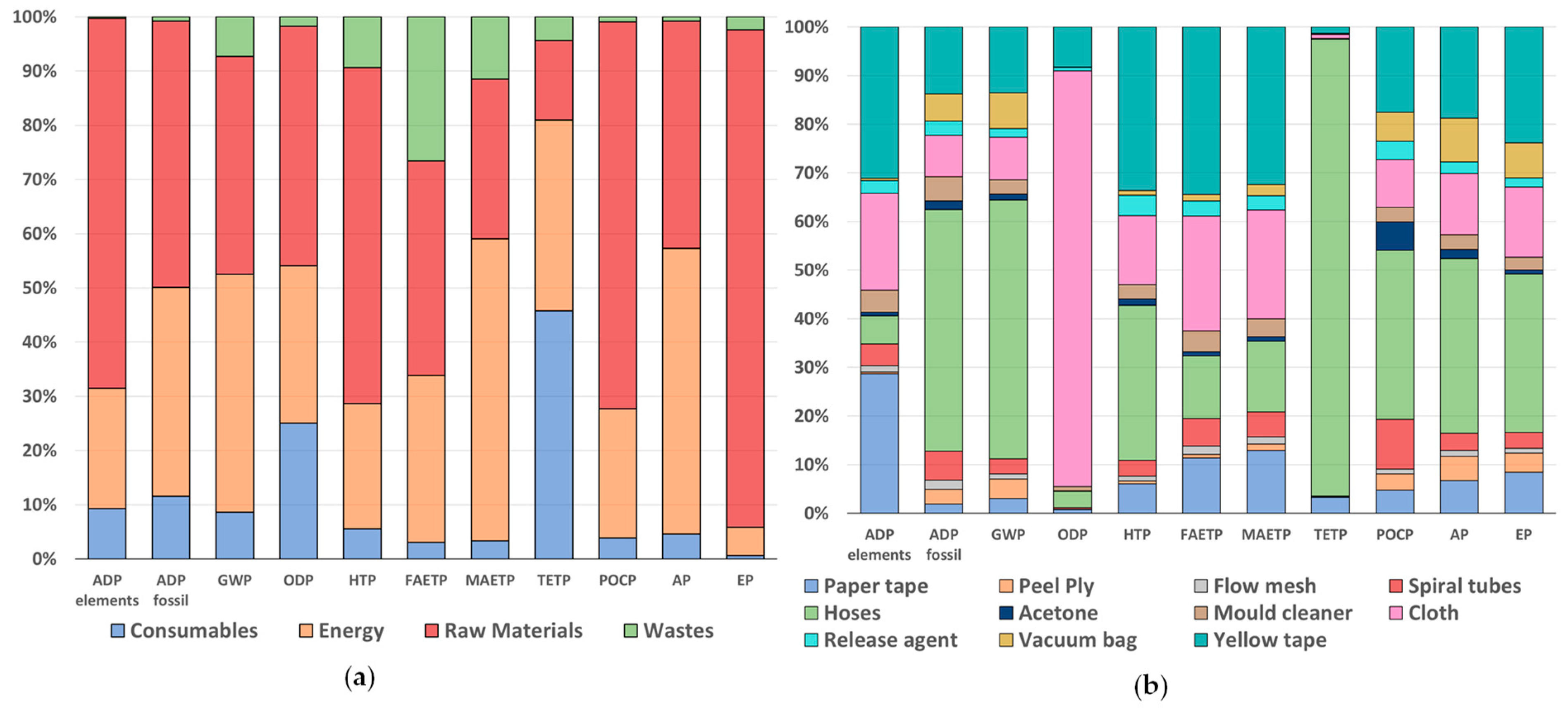
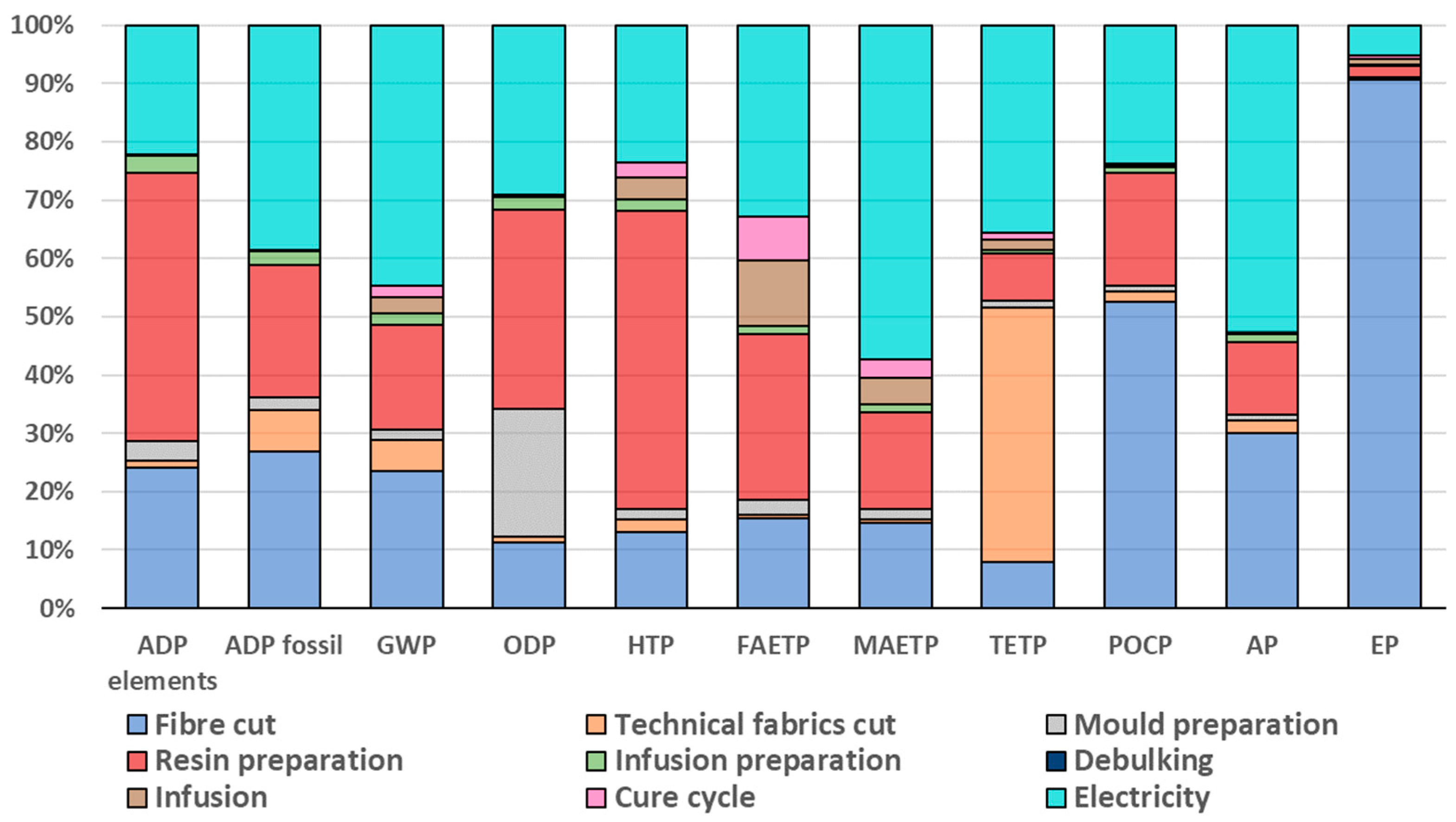
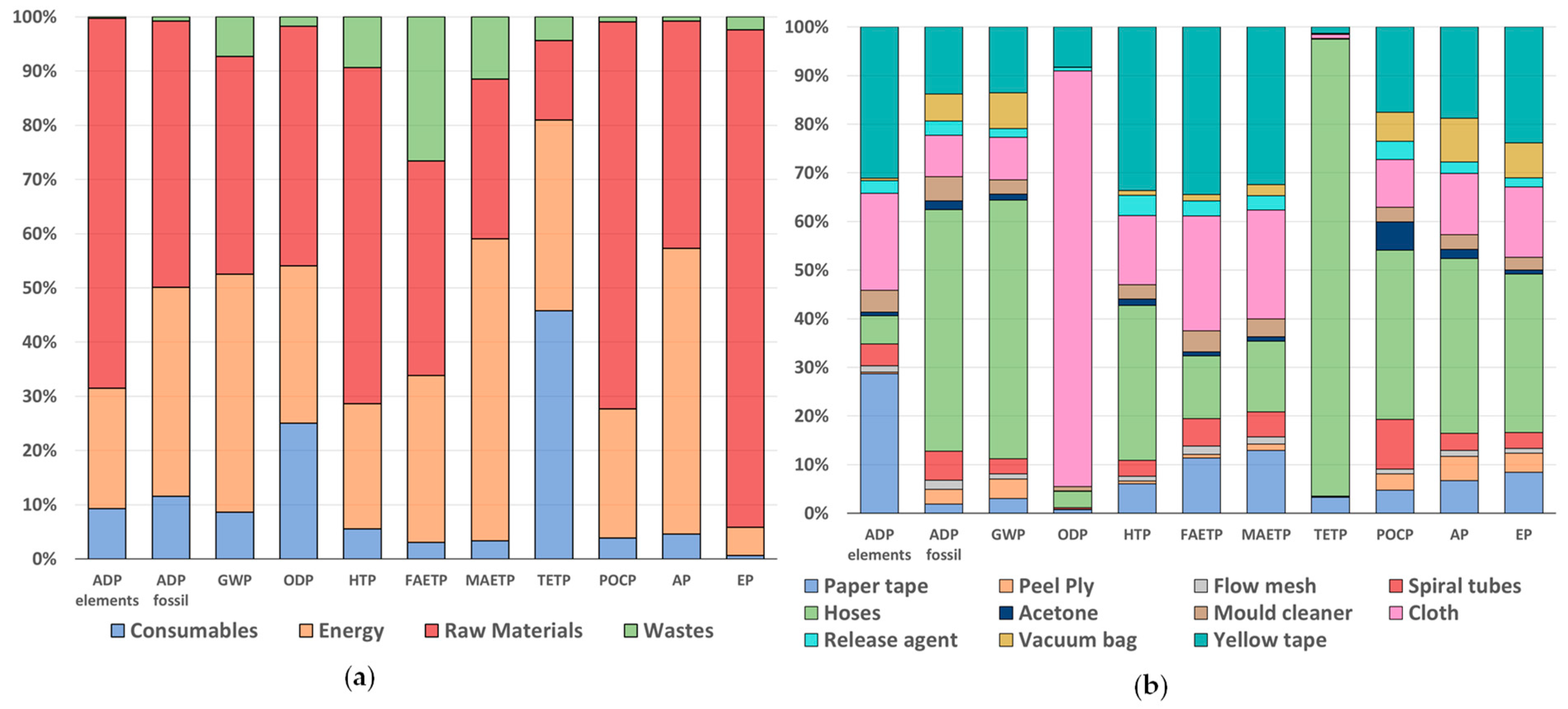
3.1. VARTM Scenario
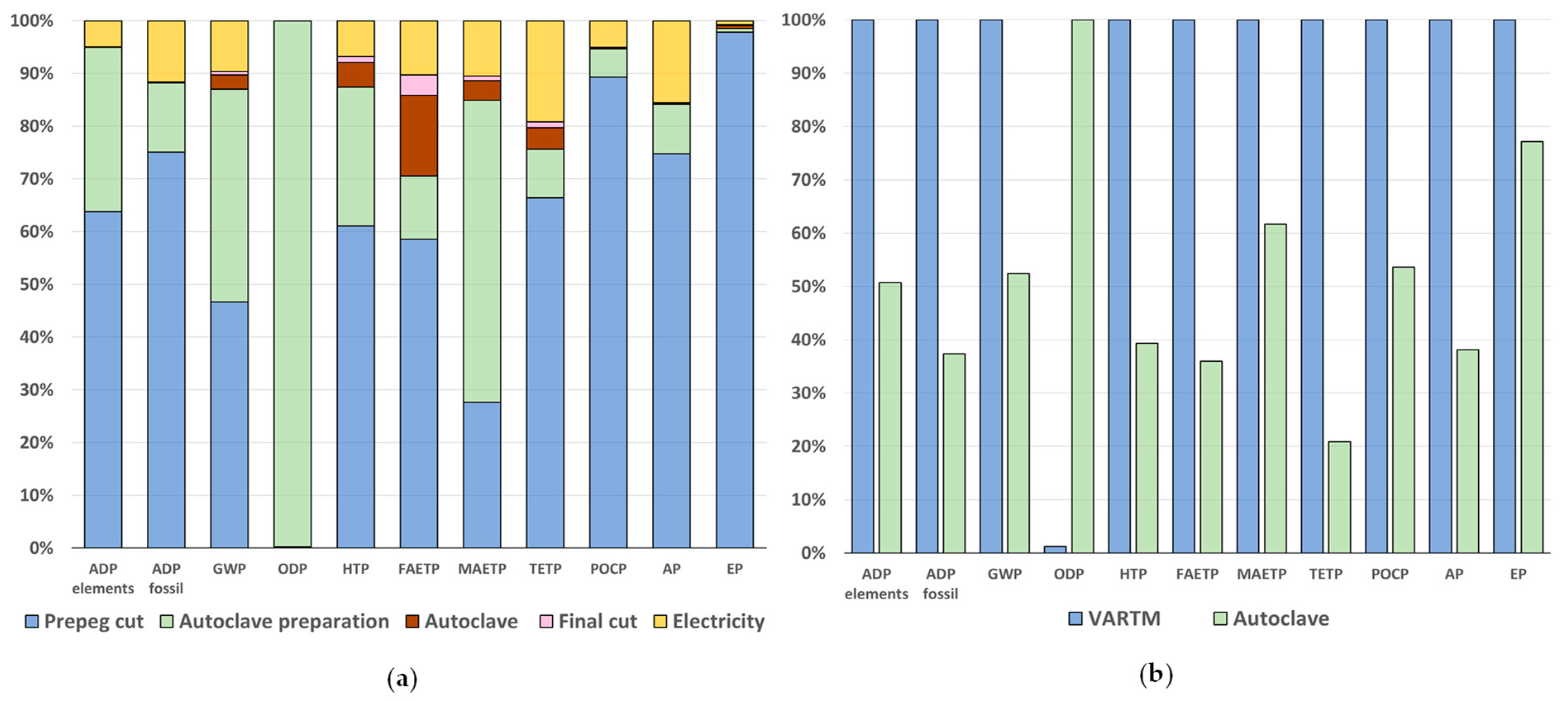
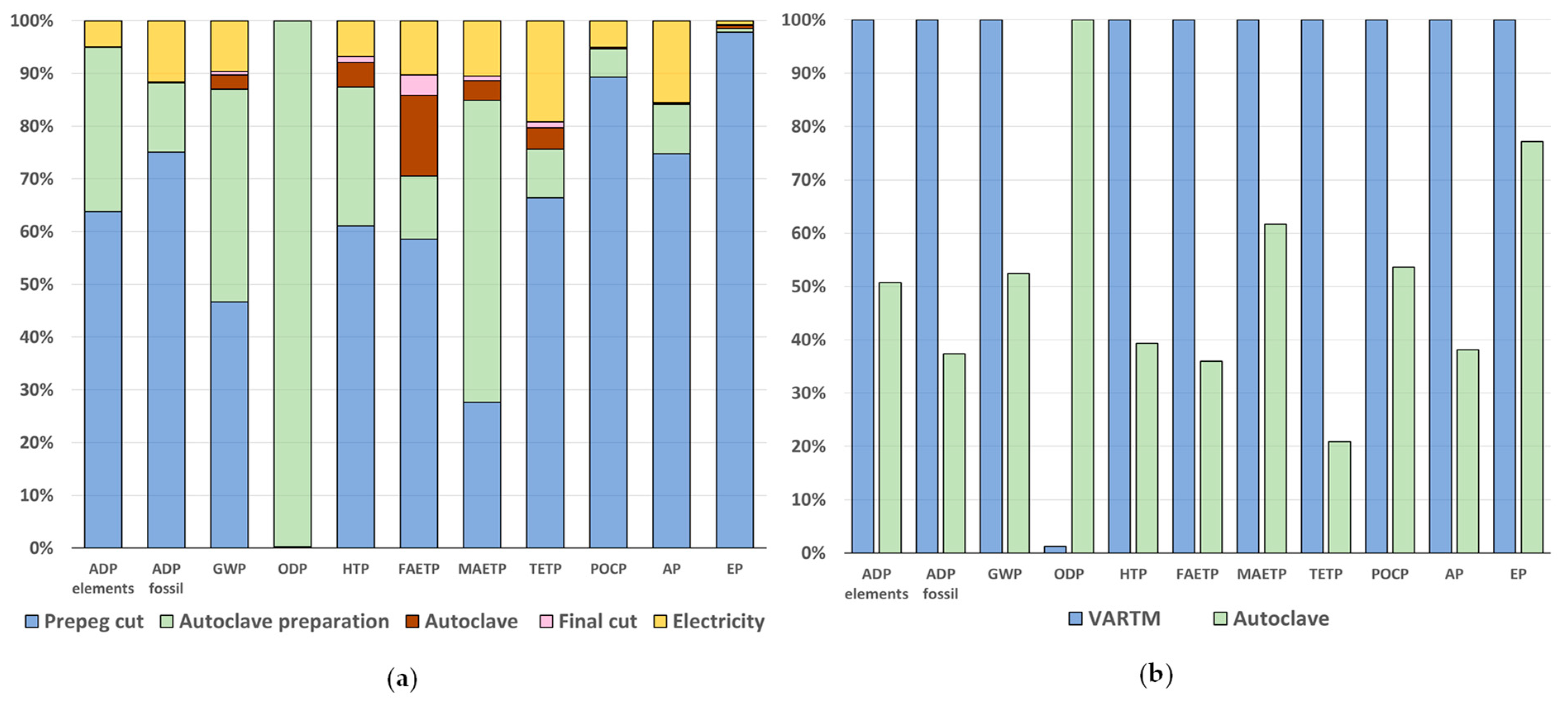
3.2. Autoclave Scenario
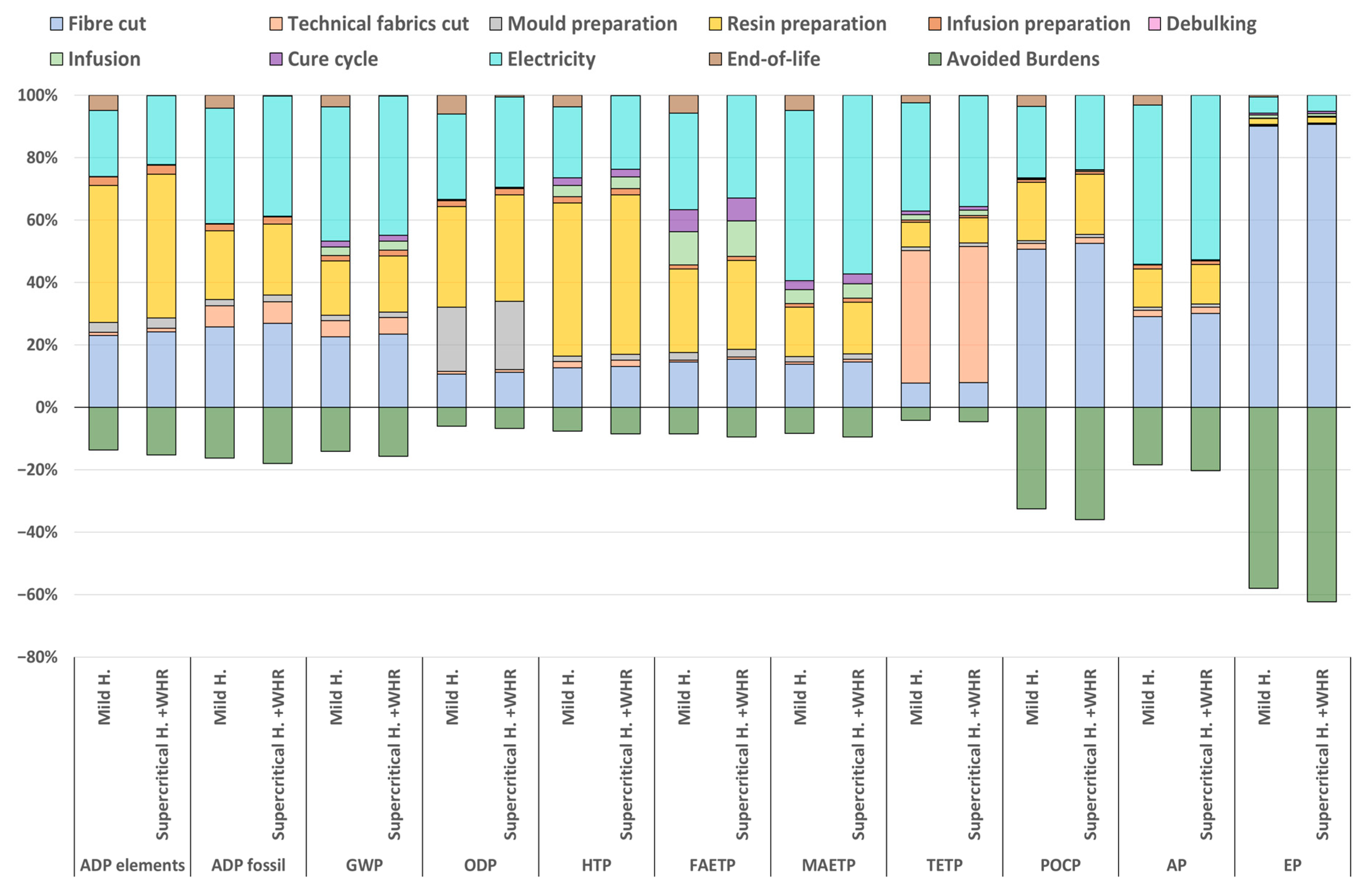
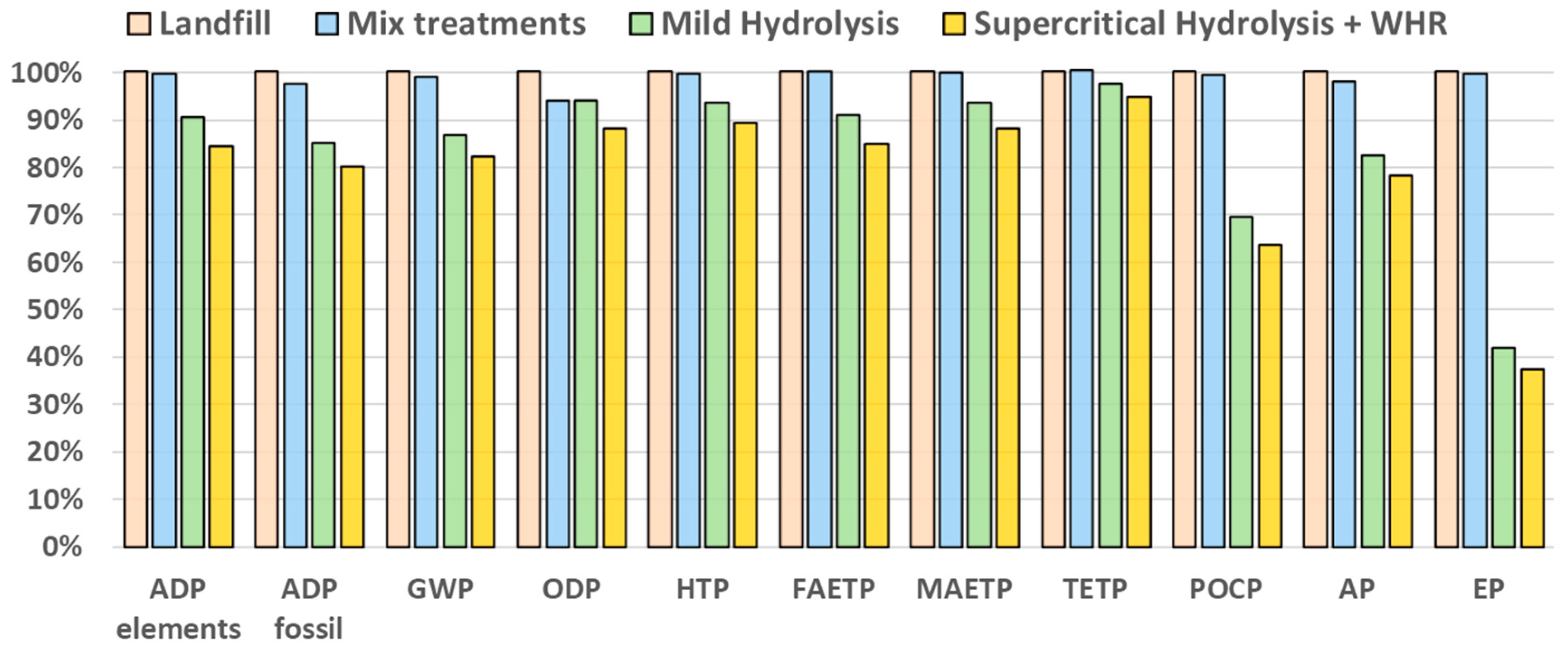
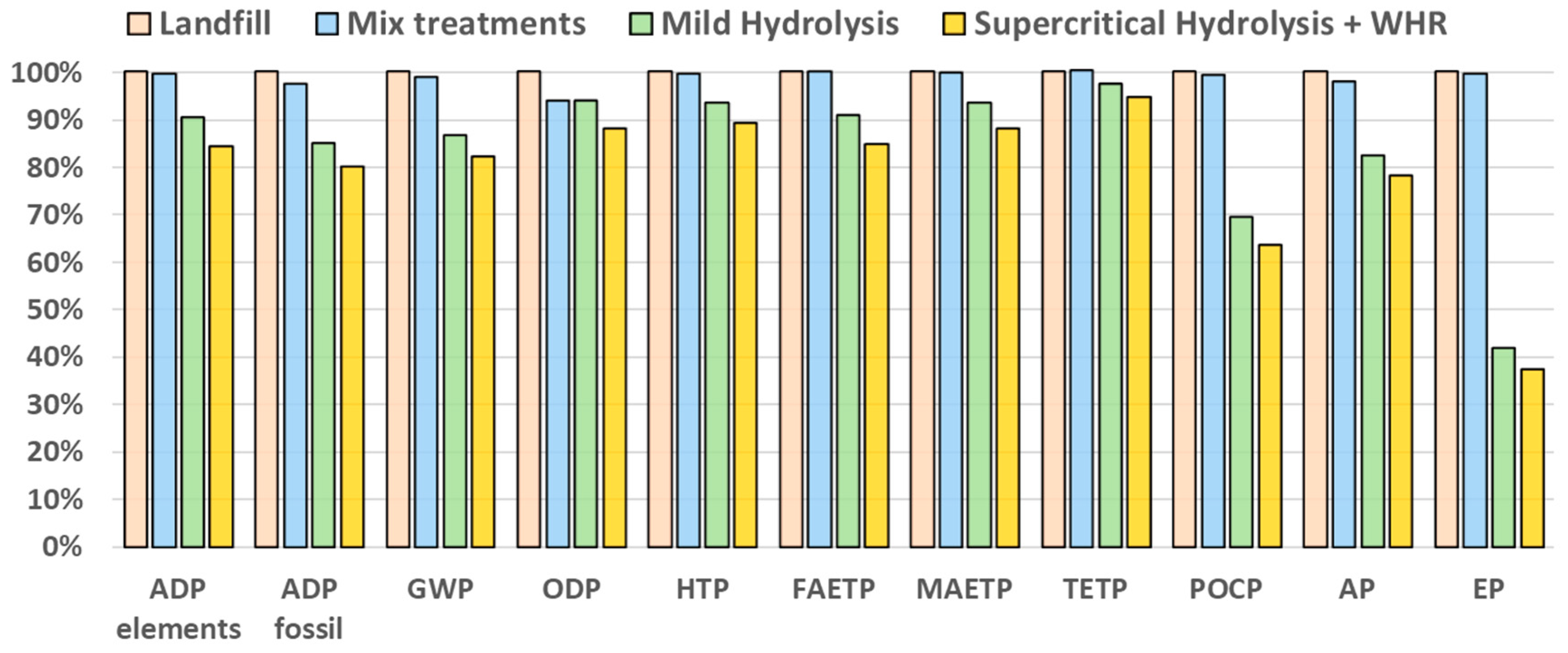
3.3. EoL Scenarios
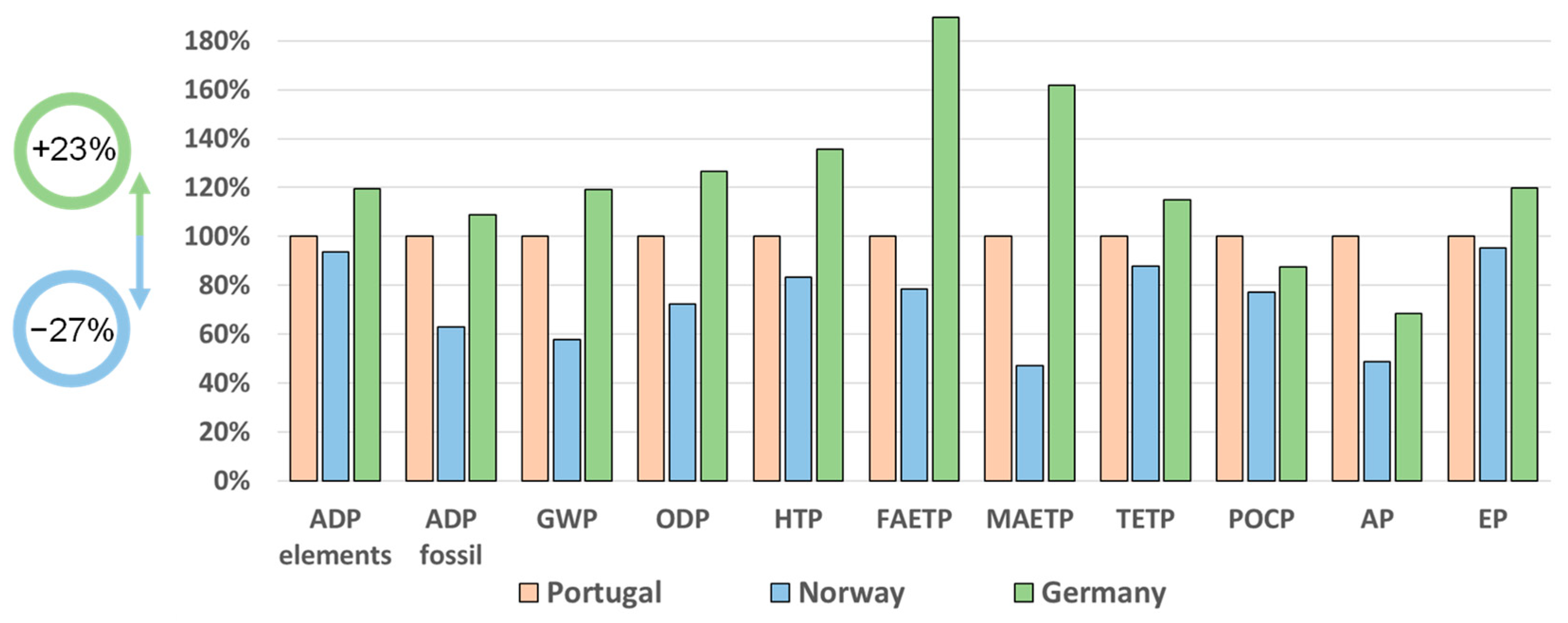
3.4. Sensitivity Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thomas, G.P. Composites Used in the Aerospace Industry. Available online: https://www.azom.com/article.aspx?ArticleID=8152 (accessed on 13 July 2023).
- Witik, R.A.; Gaille, F.; Teuscher, R.; Ringwald, H.; Michaud, V.; Månson, J.A.E. Economic and Environmental Assessment of Alternative Production Methods for Composite Aircraft Components. J. Clean. Prod. 2012, 29–30, 91–102. [Google Scholar] [CrossRef]
- Hubert, P.; Centea, T.; Grunefelder, L.; Nutt, S.; Kratz, J.; Lévy, A. Out-of-autoclave prepreg processing. In Comprehensive Composite Materials II; Elsevier: Amsterdam, The Netherlands, 2018; Volume 2, pp. 63–94. [Google Scholar] [CrossRef]
- Centea, T.; Grunenfelder, L.K.; Nutt, S.R. A Review of Out-of-Autoclave Prepregs–Material Properties, Process Phenomena, and Manufacturing Considerations. Compos. Part A Appl. Sci. Manuf. 2015, 70, 132–154. [Google Scholar] [CrossRef]
- Ekuase, O.A.; Anjum, N.; Eze, V.O.; Okoli, O.I. A Review on the Out-of-Autoclave Process for Composite Manufacturing. J. Compos. Sci. 2022, 6, 172. [Google Scholar] [CrossRef]
- Park, D.C.; Yu, T.; Park, S.J.; Shin, D.H.; Kim, Y.H. Improvement of Impregnation Quality on Out-of-Autoclave Processed CFRP Aircraft Wing Spar through Resin Flow Simulation. Funct. Compos. Struct. 2021, 3, 025001. [Google Scholar] [CrossRef]
- Hsiao, K.-T.; Heider, D. Vacuum Assisted Resin Transfer Molding (VARTM) in Polymer Matrix Composites; Woodhead Publishing: Sawston, UK, 2012. [Google Scholar]
- Shah, S.Z.H.; Megat-Yusoff, P.S.M.; Karuppanan, S.; Choudhry, R.S.; Ahmad, F.; Sajid, Z.; Gerard, P.; Sharp, K. Performance Comparison of Resin-Infused Thermoplastic and Thermoset 3D Fabric Composites under Impact Loading. Int. J. Mech. Sci. 2021, 189, 105984. [Google Scholar] [CrossRef]
- Shevtsov, S.; Zhilyaev, I.; Chang, S.H.; Wu, J.K.; Huang, J.P.; Snezhina, N. Experimental and Numerical Study of Vacuum Resin Infusion for Thin-Walled Composite Parts. Appl. Sci. 2020, 10, 1485. [Google Scholar] [CrossRef]
- Shah, M.; Chaudhary, V. Flow Modeling and Simulation Study of Vacuum Assisted Resin Transfer Molding (VARTM) Process: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 872, 012087. [Google Scholar] [CrossRef]
- Tamakuwala, V.R. Manufacturing of Fiber Reinforced Polymer by Using VARTM Process: A Review. Mater. Today Proc. 2021, 44, 987–993. [Google Scholar] [CrossRef]
- Yalcinkaya, M.A.; Sozer, E.M.; Altan, M.C. Effect of External Pressure and Resin Flushing on Reduction of Process-Induced Voids and Enhancement of Laminate Quality in Heated-VARTM. Compos. Part A Appl. Sci. Manuf. 2019, 121, 353–364. [Google Scholar] [CrossRef]
- Wang, T.; Huang, K.; Guo, L.; Zheng, T.; Zeng, F. An Automated Vacuum Infusion Process for Manufacturing High-Quality Fiber-Reinforced Composites. Compos. Struct. 2023, 309, 116717. [Google Scholar] [CrossRef]
- Zhao, X.; Long, Y.; Xu, S.; Liu, X.; Chen, L.; Wang, Y.Z. Recovery of Epoxy Thermosets and Their Composites. Mater. Today 2023, 64, 72–97. [Google Scholar] [CrossRef]
- Post, W.; Susa, A.; Blaauw, R.; Molenveld, K.; Knoop, R.J.I. A Review on the Potential and Limitations of Recyclable Thermosets for Structural Applications. Polym. Rev. 2020, 60, 359–388. [Google Scholar] [CrossRef]
- Witik, R.A.; Teuscher, R.; Michaud, V.; Ludwig, C.; Månson, J.A.E. Carbon Fibre Reinforced Composite Waste: An Environmental Assessment of Recycling, Energy Recovery and Landfilling. Compos. Part A Appl. Sci. Manuf. 2013, 49, 89–99. [Google Scholar] [CrossRef]
- Wang, B.; Wang, Y.; Du, S.; Zhu, J.; Ma, S. Upcycling of Thermosetting Polymers into High-Value Materials. Mater. Horiz. 2023, 10, 41–51. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.J.; Kuiper, P.; de Wit, H. Recycling of Composite Materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Li, J.; Xu, P.L.; Zhu, Y.K.; Ding, J.P.; Xue, L.X.; Wang, Y.Z. A Promising Strategy for Chemical Recycling of Carbon Fiber/Thermoset Composites: Self-Accelerating Decomposition in a Mild Oxidative System. Green Chem. 2012, 14, 3260–3263. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.; Liu, C.; Liu, T.; Xin, J.; Zhang, J. Mild Chemical Recycling of Aerospace Fiber/Epoxy Composite Wastes and Utilization of the Decomposed Resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 14 November 2022).
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/38498.html (accessed on 14 November 2022).
- Ecoinvent. Data with Purpose. Available online: https://ecoinvent.org/ (accessed on 26 March 2024).
- Forcellese, A.; Marconi, M.; Simoncini, M.; Vita, A. Life Cycle Impact Assessment of Different Manufacturing Technologies for Automotive CFRP Components. J. Clean. Prod. 2020, 271, 122677. [Google Scholar] [CrossRef]
- Hill, C.; Norton, A. LCA Database of Environmental Impact to Inform Material Selection Process. Available online: https://ec.europa.eu/research/participants/documents/downloadPublic?documentIds=080166e5c240650f&appId=PPGMS (accessed on 22 February 2023).
- Gkoloni, N.; Kostopoulos, V. Life Cycle Assessment of Bio-Composite Laminates. A Comparative Study. IOP Conf. Ser. Earth Environ. Sci. 2021, 899, 012041. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Greco, S.; Tosto, C.; Cicala, G. LCA and LCC of a Chemical Recycling Process of Waste CF-Thermoset Composites for the Production of Novel CF-Thermoplastic Composites. Open Loop and Closed Loop Scenarios. J. Clean. Prod. 2021, 304, 127158. [Google Scholar] [CrossRef]
- EUROCEL MSK 6127. Available online: https://www.eurocel.it/site/assets/files/2121/mk027en_rev02_msk6127.pdf (accessed on 22 February 2023).
- Airtech International Inc. PE TUBE & SPIRAL TUBE, Low Temperature Tubing for Resin Infusion. Available online: https://catalogue.airtech-amg.co.uk/product_pdf.php?product_id=1992&lang=EN&location=2&print=1 (accessed on 22 February 2023).
- Airtech International Inc. STRETCHLON 800, Soft, Flexible Nylon Bagging Film. Available online: https://compositeenvisions.com/wp-content/uploads/2018/03/Model-1610-strtchlon-800-tds.pdf (accessed on 22 February 2023).
- Katsiropoulos, C.V.; Loukopoulos, A.; Pantelakis, S.G. Comparative Environmental and Cost Analysis of Alternative Production Scenarios Associated with a Helicopter’s Canopy. Aerospace 2019, 6, 3. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Banatao, D.R.; Pastine, S.J.; Latteri, A.; Cicala, G. Recycling Treatment of Carbon Fibre/Epoxy Composites: Materials Recovery and Characterization and Environmental Impacts through Life Cycle Assessment. Compos. Part B Eng. 2016, 104, 17–25. [Google Scholar] [CrossRef]
- Pillain, B.; Loubet, P.; Pestalozzi, F.; Woidasky, J.; Erriguible, A.; Aymonier, C.; Sonnemann, G. Positioning Supercritical Solvolysis among Innovative Recycling and Current Waste Management Scenarios for Carbon Fiber Reinforced Plastics Thanks to Comparative Life Cycle Assessment. J. Supercrit. Fluids 2019, 154, 104607. [Google Scholar] [CrossRef]
- Forcellese, A.; Mancia, T.; Simoncini, M.; Gentili, S.; Marconi, M.; Vita, A. Comparative Life Cycle Assessment of Carbon Fiber Reinforced Composite Components for Automotive Industry. In Proceedings of the 24th International Conference on Material Forming, Liège, Belgium, 14–16 April 2021; Volume 6, pp. 1–12. [Google Scholar]
- Khayyam, H.; Naebe, M.; Milani, A.S.; Fakhrhoseini, S.M.; Date, A.; Shabani, B.; Atkiss, S.; Ramakrishna, S.; Fox, B.; Jazar, R.N. Improving Energy Efficiency of Carbon Fiber Manufacturing through Waste Heat Recovery: A Circular Economy Approach with Machine Learning. Energy 2021, 225, 120113. [Google Scholar] [CrossRef]
- Tan, X.; Mao, J.; Ren, G.; Chang, Y.; Jia, L.; Liu, T. The Hydrolyzation and Hydrolysis Rates of Chlorodifluoromethane during Catalytic Hydrolysis over Solid Acid (Base) MoO3(MgO)/ZrO2 Catalyst. Crystals 2022, 12, 935. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Steps | Input | Quantity | Unit | Output | Quantity | Unit |
|---|---|---|---|---|---|---|
| Fiber cut | Carbon fibers | 0.70 | kg | Carbon fiber residues | 0.12 | kg |
| Paper tape | 0.02 | kg | - | - | - | |
| Technical consumables cut | Peel ply | 0.014 | kg | - | - | - |
| Flow mesh | 0.013 | kg | - | - | - | |
| Spiral tubes | 0.044 | kg | - | - | - | |
| Hoses | 0.23 | kg | - | - | - | |
| Mold preparation | Acetone | 0.015 | kg | Consumables residues | 0.14 | kg |
| Mold cleaner | 0.047 | kg | - | - | - | |
| Release agent | 0.026 | kg | - | - | - | |
| Cloth | 0.045 | kg | - | - | - | |
| Paper tape | 0.010 | kg | - | - | - | |
| Resin preparation | Resin | 1.3 | kg | - | - | - |
| Infusion preparation | Vacuum bag | 0.025 | kg | Consumables residues | 0.021 | kg |
| Sealant tape | 0.28 | kg | - | - | - | |
| Debulking | - | - | - | - | - | - |
| Infusion | - | - | - | Resin residues | 1.1 | kg |
| Cure cycle | - | - | - | Laminate residues | 0.14 | kg |
| - | - | - | Consumables residues | 0.60 | kg | |
| Energy consumption | Electricity | 36 | kWh | - | - | - |
| Process Steps | Input | Quantity | Unit | Output | Quantity | Unit |
|---|---|---|---|---|---|---|
| Cut and stack prepreg | Thermoset prepreg | 0.81 | kg | - | - | - |
| Autoclave preparation | Peel ply | 0.015 | kg | - | - | - |
| Release film | 0.047 | kg | - | - | - | |
| Breather | 0.045 | kg | - | - | - | |
| Blue tape | 9.0 × 10−3 | kg | - | - | - | |
| Sealant tape | 0.58 | kg | - | - | - | |
| Vacuum bag | 0.026 | kg | - | - | - | |
| Autoclave | - | - | kWh | Consumables residues | 0.13 | kg |
| Final cut | - | - | kWh | Laminate residues | 0.14 | kg |
| Energy consumption | Electricity | 4.0 | kWh | - | - | - |
| Renewable | Fossil | Nuclear | Cogeneration | Others | |
|---|---|---|---|---|---|
| Portugal | 47.4% | 40.7% | - | 1.6% | 10.3% |
| Norway | 94.4% | 0.02% | - | 0.1% | 5.4% |
| Germany | 25% | 39.4% | 13.5% | 16.3% | 5.7% |
| Categories | Abbreviation | Unit |
|---|---|---|
| Abiotic Depletion Potential (elements) | ADP elements | kg Sb eq |
| Abiotic Depletion Potential (fossil) | ADP fossil | MJ |
| Global Warming Potential | GWP | kg CO2 eq |
| Ozone-Layer Depletion Potential | ODP | kg CFC-11 eq |
| Human Toxicity Potential | HTP | kg 1,4-DB eq |
| Freshwater Aquatic Ecotoxicity Potential | FAETP | kg 1,4-DB eq |
| Marine Aquatic Ecotoxicity Potential | MAETP | kg 1,4-DB eq |
| Terrestrial Ecotoxicity Potential | TETP | kg 1,4-DB eq |
| Photochemical Ozone Creation Potential | POCP | kg C2H4 eq |
| Acidification Potential | AP | kg SO2 eq |
| Eutrophication Potential | EP | kg PO43− eq |
| Categories | Unit | Impacts |
|---|---|---|
| ADP elements | kg Sb eq | 1.40 × 10−4 |
| ADP fossil | MJ | 434 |
| GWP | kg CO2 eq | 31.3 |
| ODP | kg CFC-11 eq | 2.25 × 10−6 |
| HTP | kg 1,4-DB eq | 19.5 |
| FAETP | kg 1,4-DB eq | 15.0 |
| MAETP | kg 1,4-DB eq | 3.45 × 104 |
| TETP | kg 1,4-DB eq | 0.109 |
| POCP | kg C2H4 eq | 1.46 × 10−2 |
| AP | kg SO2 eq | 0.176 |
| EP | kg PO43− eq | 0.406 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, D.; Rocha, R.; Ribeiro, F.; Monteiro, H. Environmental Impact of an Innovative Aeronautic Carbon Composite Manufactured via Heated Vacuum-Assisted Resin Transfer Molding. Sustainability 2024, 16, 3253. https://doi.org/10.3390/su16083253
Silva D, Rocha R, Ribeiro F, Monteiro H. Environmental Impact of an Innovative Aeronautic Carbon Composite Manufactured via Heated Vacuum-Assisted Resin Transfer Molding. Sustainability. 2024; 16(8):3253. https://doi.org/10.3390/su16083253
Chicago/Turabian StyleSilva, Daniel, Ricardo Rocha, Filipe Ribeiro, and Helena Monteiro. 2024. "Environmental Impact of an Innovative Aeronautic Carbon Composite Manufactured via Heated Vacuum-Assisted Resin Transfer Molding" Sustainability 16, no. 8: 3253. https://doi.org/10.3390/su16083253
APA StyleSilva, D., Rocha, R., Ribeiro, F., & Monteiro, H. (2024). Environmental Impact of an Innovative Aeronautic Carbon Composite Manufactured via Heated Vacuum-Assisted Resin Transfer Molding. Sustainability, 16(8), 3253. https://doi.org/10.3390/su16083253