1. Introduction
As the ecological footprint of modern society increases, the construction industry is actively seeking environmentally friendly materials to overhaul construction methods, maintenance processes, and waste management [
1,
2,
3]. Recycling, particularly repurposing industrial wastes as construction materials, emerges as a fundamental strategy, hence reducing waste to landfills and providing a promising avenue for sustainable construction practices [
4,
5]. In addition to reducing the carbon footprint, recycling also prevents depletion of natural resources. Ahmad et al. [
6] recently highlighted that the building industry contributes approximately 30% of total natural resource depletion. Consequently, recycling end-of-service and industrial waste materials, such as wood, rubber, and fly ash, could prove pivotal in sustainable development. Not only does this practice diminish the economic and financial burdens associated with landfill disposal, but it also alleviates the strain on natural resources, providing a dual advantage.
The use of bio-sourced products presents another avenue for mitigating the construction industry’s reliance on non-renewable resource extraction. These products provide a versatile and sustainable range of advantages. For example, wood sourced from end-of-service pallets or wood shavings from the woodworking process can be successfully repurposed and integrated into innovative construction materials [
7,
8,
9]. Within the construction industry, these materials have proven to be an advantageous choice with a versatile range of attributes. Not only do these products regulate sound and heat effectively, creating a conducive indoor environment, but they also play a crucial role in carbon sequestration, contributing to environmental sustainability [
9,
10]. Wood-based materials exhibit excellent energy-dissipating properties, enhancing safety and resilience in various applications [
10,
11,
12]. Their lightweight nature and feasibility for modular construction provide flexibility and efficiency in building processes [
12]. This underscores the manifold attributes of wood-based products and positions them as a favourable and eco-friendly alternative, effectively addressing structural and ecological considerations within the construction industry.
In a similar context, exploring alternative uses for end-of-service material, such as scrap tyres, can produce innovative solutions for sustainable construction practices. Recycling scrap tyres into masonry units emerges as an environmentally friendly solution, offering a dual advantage. By repurposing this waste material, it is possible to simultaneously eliminate shelters for pests and reduce the risk of fires that could result in the release of hazardous substances [
13,
14]. Furthermore, integrating recycled tyres into masonry units enhances their physical and mechanical properties [
14,
15]. Rubberized concrete exhibits a lower density and higher energy absorption capacity than traditional concrete, making it a valuable construction material. In addition to these structural benefits, rubberized concrete also offers advantages in acoustic and thermal properties, exhibiting a higher noise reduction coefficient and lower heat transfer properties [
16]. The utilization of recycled rubber in masonry units thus presents a comprehensive and sustainable approach to addressing both environmental concerns and enhancing the performance of construction materials.
Cenospheres, a by-product material derived from fly ash, presents a valuable opportunity for efficient repurposing. They constitute about 15% of the total waste generated from coal power generation, totalling around 90 million tons annually [
17]. Landfill disposal of cenospheres can contaminate underground water and consume land [
17,
18], necessitating careful management and exploration of sustainable alternatives. With their low density and high strength-to-weight ratio, these hollow microspheres can be successfully incorporated into cementitious materials to produce lightweight materials with enhanced thermal and acoustic insulating properties [
17,
19,
20]. The inclusion of cenospheres is also known to improve the workability of mixes. This is mainly attributed to the spherical shape of cenospheres creating the lowest surface area to volume ratio, thereby requiring less water to wet out the surface [
21].
By combining these materials with geopolymer cement, a sustainable alternative to conventional cement, the overall sustainability of the end product can be further enhanced. The use of geopolymer fosters rapid strength development, improved durability, and enhanced resistance against fire and weathering [
22]. This study focuses on the use of end-of-service wood, crumb rubber, and cenospheres with geopolymer cement to develop environmentally friendly masonry units. Specifically, the study investigates the feasibility of producing different types of masonry units: wood geopolymer masonry units (WGMUs), wood-rubber-geopolymer masonry units (WRGMUs), and wood-cenosphere geopolymer masonry units (WCGMUs). Additionally, the study investigates the viability of manufacturing these masonry units using conventional block-making techniques. It is anticipated that this exploration of recycling and sustainable alternatives will contribute to a substantial transformation towards a construction sector that is more environmentally aware and resilient.
2. Materials
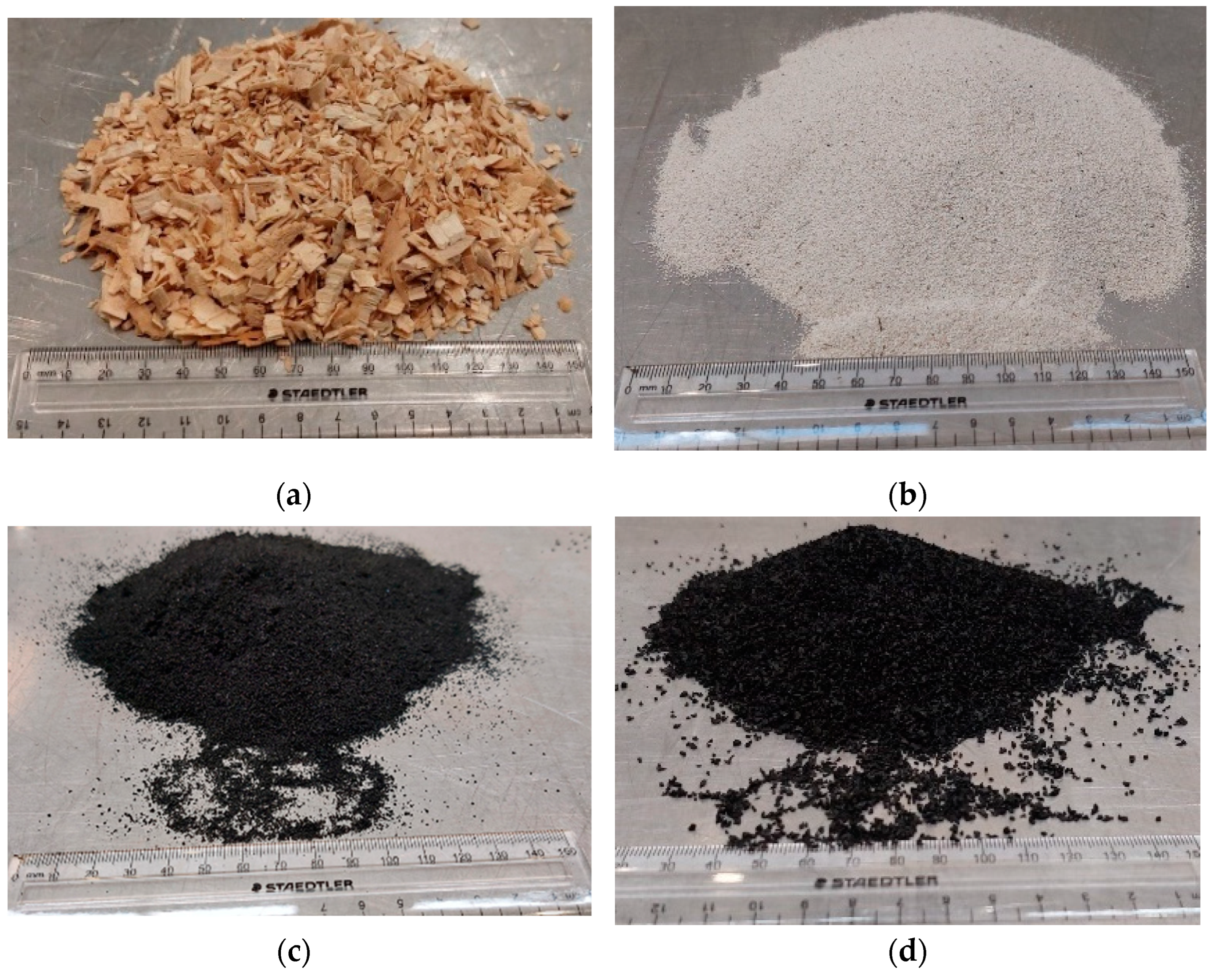
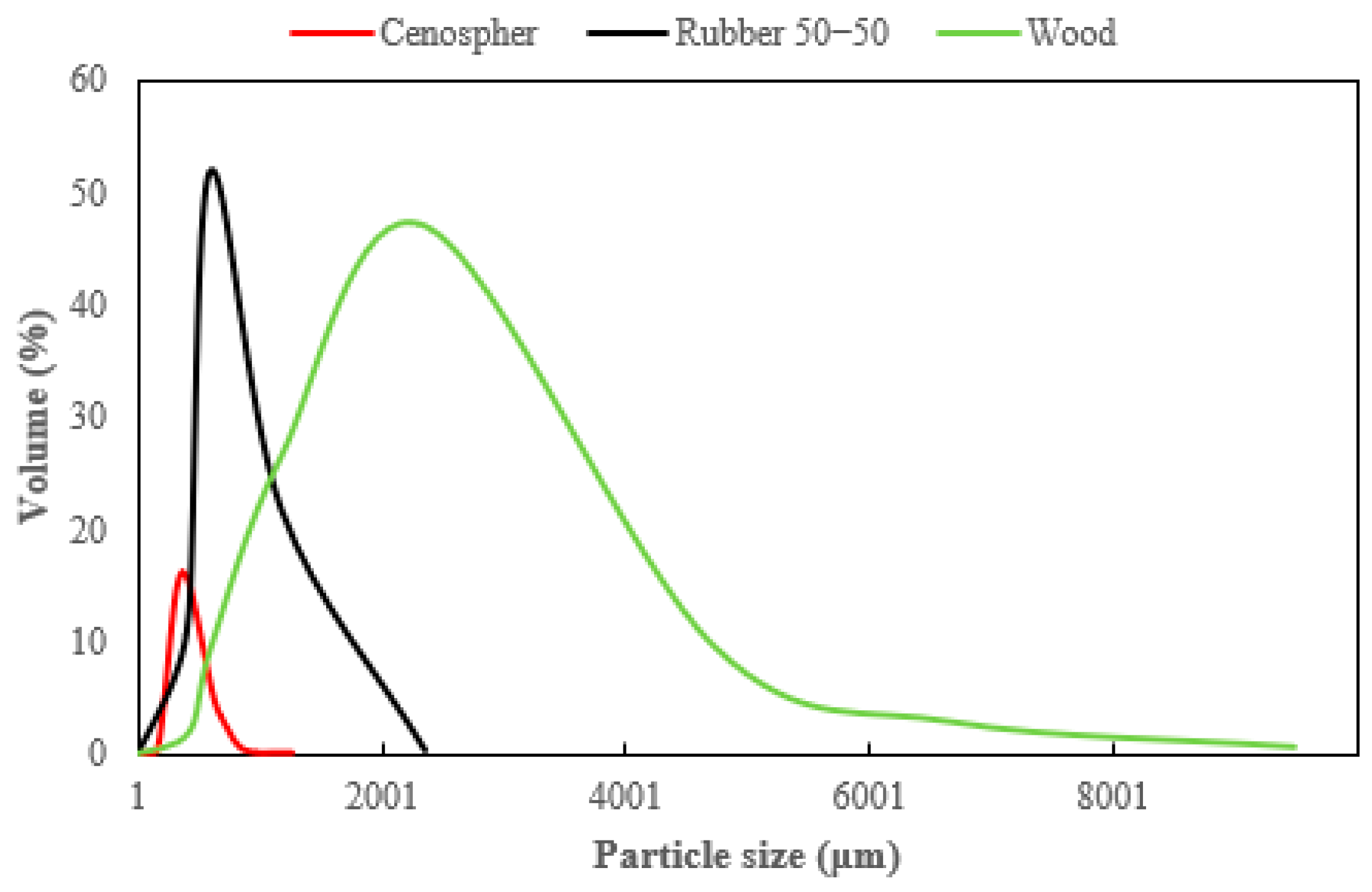
In this study, wood chips, crumb rubber, and cenospheres sourced from industrial waste served as the primary materials. Moreover, to enhance sustainability, they were combined with fly ash and ground granulated blast furnace slag (GGBS), also industrial by-products, used as the foundation materials for the geopolymer cement binder. The chemical compositions of the fly ash and GGBS were assessed through XRF, and the results are presented in
Table 1. The overall appearance and particle size distribution of the wood chips, crumb rubber, and cenospheres are depicted in
Figure 1 and
Figure 2, respectively.
A combination of sodium hydroxide and sodium silicate was used as an alkaline solution to activate the base materials. The concentration of the sodium hydroxide was 12 M and was prepared from 98% pure flakes. A laboratory grade D sodium silicate solution with a solid ratio in weight % of 44.6 was used. The sodium silicate solution had a SiO2: Na2O ratio of 2.05. To account for the exothermic properties of the alkaline solution, it was prepared a minimum of 24 h before the actual mixing process.
The wood chips were obtained by chipping recycled pine pallets. They have an apparent density of 443 kg/m
3 and a moisture content of 11%. According to the method described in [
11,
23,
24,
25], the water absorption was determined to be approximately 154%. The rubber was provided by Tyrecycle (Somerton, VIC, Australia), an Australian tyre recycler. It consisted of a blend of two different grades, as depicted in
Figure 1c,d. All mixes used a combination of powdered rubber and 1–3 mm crumb rubber granules in equal proportions.
Since the cenospheres are rich in silica and alumina, which are essential contents for the geopolymerisation reaction, they are also activated with an alkaline solution to contribute to the geopolymerisation process. This strategic use of materials, which combines wood chips, rubber, and activated cenospheres, aims to optimize both structural integrity and sustainability aspects in the development of the masonry units.
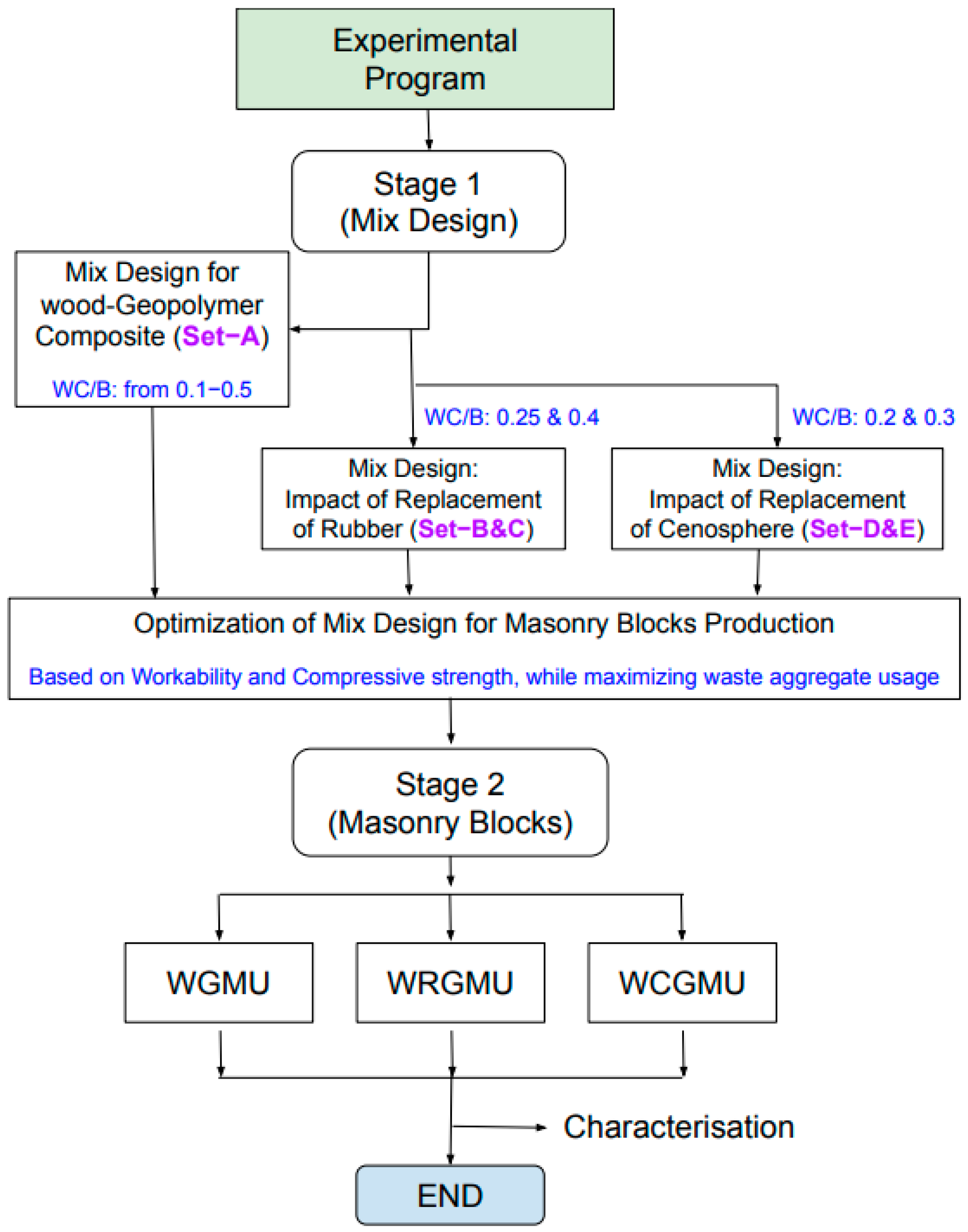
3. Experimental Program
The study was conducted in two stages. A flowchart illustrating the experimental design is presented in
Figure 3. During the first stage, the aim was to develop a wood-rubber-cenosphere-geopolymer composite mix design that not only delivered the required workability and compressive strength but also maximized the use of waste aggregates (wood, crumb rubber, and cenospheres). This phase involved testing various mix designs by using 50 mm × 50 mm × 50 mm cubes to identify the most suitable composition for constructing masonry units. While structural requirements took precedence, factors such as material workability and appearance were also integral considerations.
To achieve this goal, the mix design proposed by Gigar et al. [
11,
26] for wood-geopolymer composite served as the basis, with adjustments made to enhance workability and incorporate rubber and cenospheres. The overarching objective was to develop a mix design for wood-geopolymer composite, wood-rubber-geopolymer composite, and wood-cenosphere-geopolymer composite that could potentially be utilized in masonry unit production, with a focus on achieving optimal compressive strength and maximizing the utilization of waste aggregates (wood, rubber, and cenospheres).
The optimal mix for the wood-geopolymer composite was first established through the examination of seven distinct wood-to-binder ratios (0.1, 0.15, 0.2, 0.25, 0.3, 0.4, and 0.5), designated as Set-A. From these seven mixes, four Wood-to-binder ratios (0.2, 0.25, 0.3, and 0.4) were identified as potential combinations demonstrating the desired compressive strength. Following this, the impact of partially replacing wood with rubber was explored for wood chips-to-binder (WC/B) ratios of 0.25 and 0.4, labelled as Set-B and Set-C, respectively. Concurrently, the effects of partially substituting fly ash with cenospheres were investigated at WC/B ratios of 0.2 and 0.3, marked as Set-D and Set-E, respectively. To assess the effect of partially replacing wood chips with rubber, a 5 × 2 factorial design was implemented, creating ten different mixes with varying WC/B ratios (two levels) and partial replacement (five levels). Similarly, another 5 × 2 factorial design was employed to study the impact of partially replacing fly ash with cenospheres. The partial replacements of the wood with rubber and the fly ash with cenospheres were examined at replacement levels of 0%, 25%, 50%, 75%, and 100% by volume. The complete experimental design, encompassing Sets A to E, is listed in
Table 2.
The slag-to-binder ratio and alkaline solid-to-binder ratio were maintained at 0.4 and 0.18, respectively, across all mixes. The water utilized in this investigation was classified into geopolymer water (GW) and compensating water, following the methodology proposed by [
11,
23,
26]. The total water quantity, designated as TW, was calculated using the formula TW = 0.29 GPS + 0.5 WC, where geopolymer solid (GPS) represents the combined weight of the binder and the solid portion of the alkaline solution, and WC corresponds to the weight of the wood chips. This formulation generally ensured uniform workability for mixtures with varying wood content.
To find out if the factors had any statistically significant effects on the sample attributes, analysis of variance (ANOVA) was used. All the samples were created in a laboratory setting using a pan-type concrete mixer. The mixing process involved two steps to produce a consistent mix. Solid components such as binders, dry wood chips, rubber, and cenospheres were mixed for the first three minutes. The alkaline solution and water were then added and mixed well for another 5 min.
Following the mixing process, the freshly mixed material was placed into the mould and subjected to vibration for 30 s to ensure adequate compaction. A commercially purchased standard vibro-compacting machine was used for masonry units. This machine can vibrate the green sample within the mould while simultaneously applying pressure from the top, a crucial aspect due to the low workability of the composites. Following compaction, the samples were kept in an environmental control room, with a 50% relative humidity and a constant temperature of 23 ± 3 °C prior to testing to ensure uniform conditions for precise evaluation while samples continued to cure. In the second stage, which is dedicated to manufacturing masonry blocks, the use of zero-slump concrete is imperative to ensure the production of high-quality masonry units. This requirement arises from the need to swiftly remove the freshly cast concrete from the mould without compromising its shape. Consequently, in this phase, the formulation of a low workable mix was fine-tuned based on stage 1 and selecting [
11,
26] the mix that attains satisfactory compressive strength while maximizing wood content. Given that the composite is intended for masonry unit production, the formulation targeted two specific compressive strength levels in accordance with AS 4773.2 [
27] recommendations. Load-bearing units are required to achieve a minimum compressive strength of 10 MPa, while non-load-bearing units should aim for 5 MPa. These targeted strengths were selected to ensure compliance with industry standards and regulatory requirements.
4. Results and Discussion
The compressive strength of the cube samples was tested according to the ASTM D3501 standard [
28]. The average compressive strength for the 7th, 14th, and 28th days, along with standard deviations, are presented in
Table 3. The density measured according to EN 323 is also reported [
29].
4.1. Wood-Geopolymer Composites
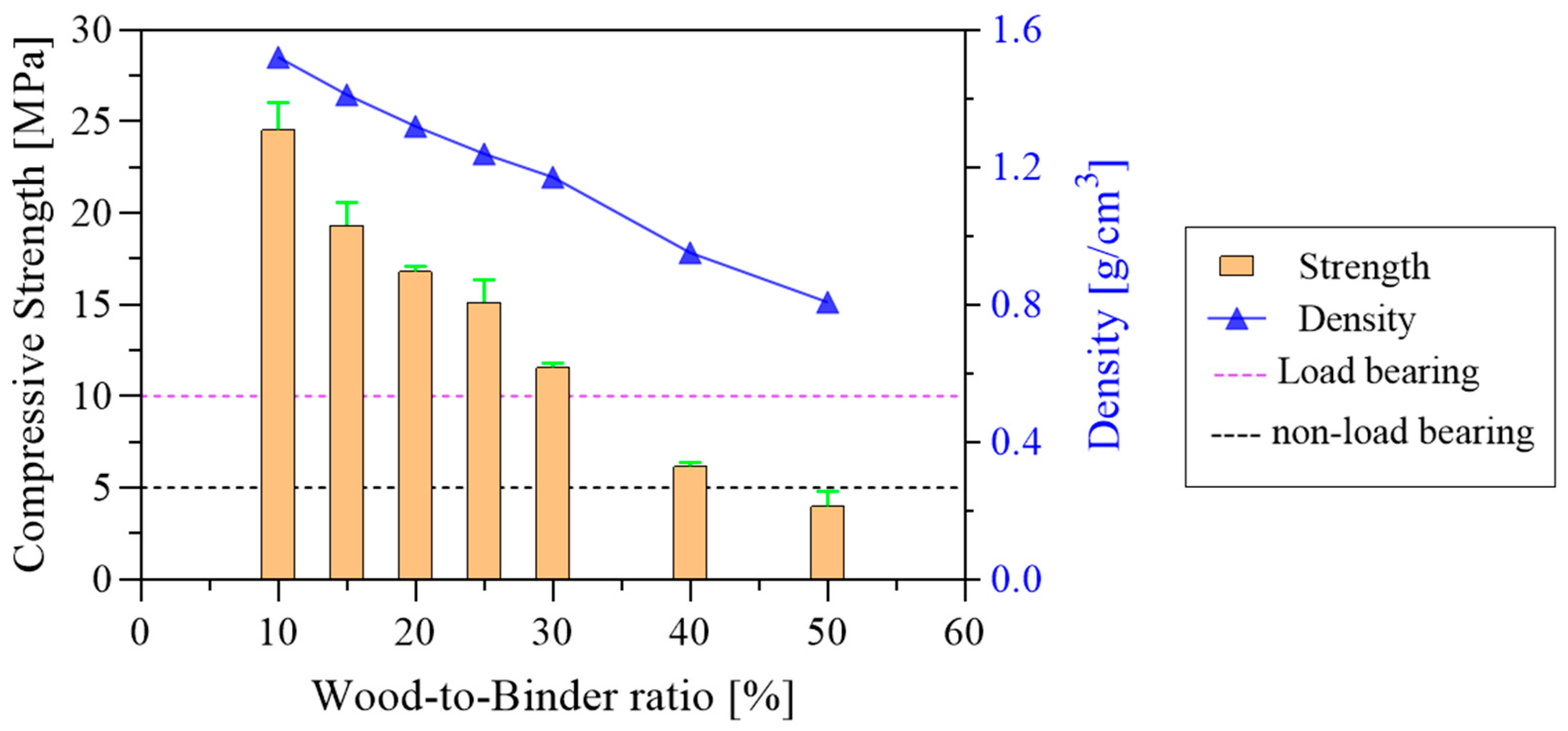
The results of the cube tests for the wood-geopolymer composites (WGC) are given in
Table 3 and plotted in
Figure 4 for comparison. The graph also shows the targeted 5 MPa and 10 MPa strengths. The compressive strength of the WGC was in the range of 4 MPa to 25 MPa, while the corresponding density was in the range of 0.807 g/cm
3 to 1.52 g/cm
3. As expected, the graph shows that the compressive strength of the WGC decreased significantly (
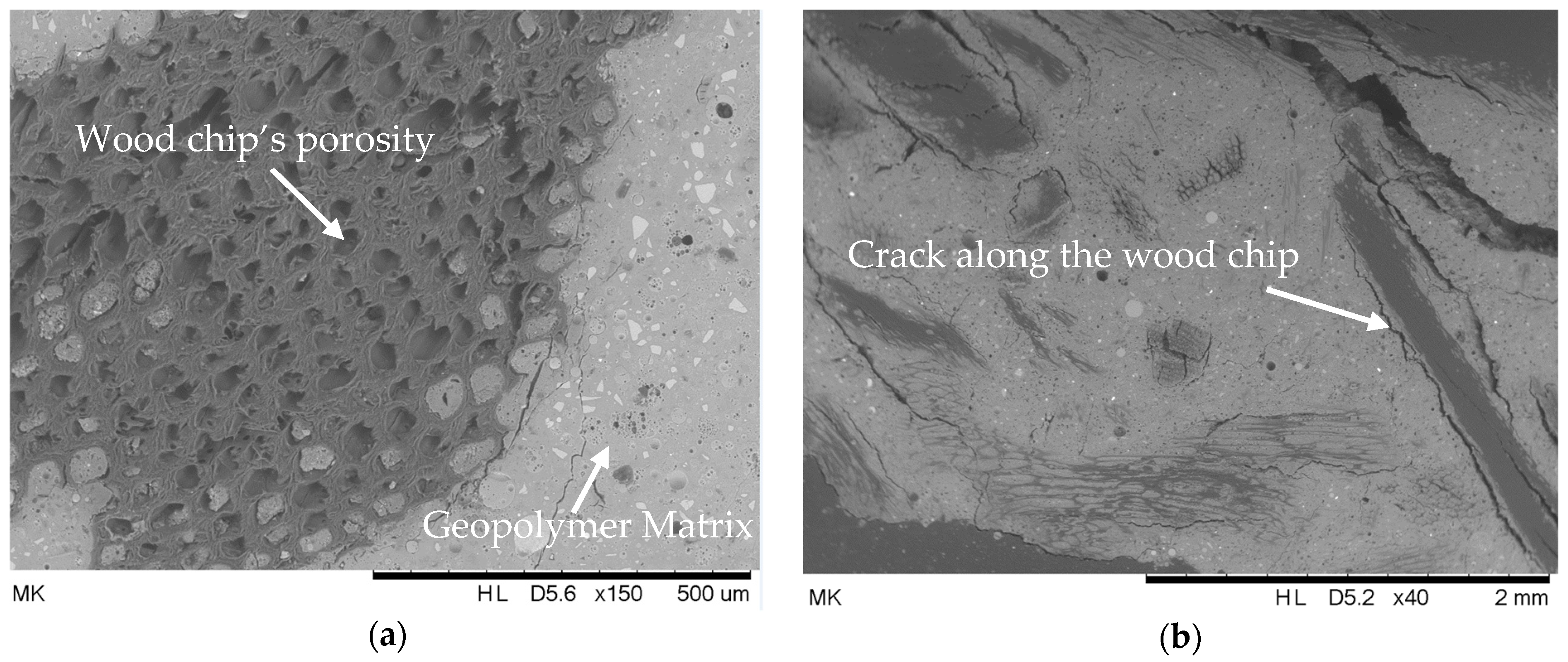
p < 0.5) as the wood content increased. This is mainly attributed to the increase in porosity and weak interface between the wood aggregates and the geopolymer matrix (see
Figure 5). Further explanation on this can be found in the literature [
11,
30,
31]. A similar trend was also observed for the density. The drop in strength is particularly noticeable for higher wood contents (WC/B 0.4 and 0.5). This decrease can be attributed to the substantial increase in wood content. At a wood-to-binder (WC/B) ratio of 0.4, the wood content constitutes approximately 55% of the total volume, while at a WC/B ratio of 0.5, it rises to about 68%. This heightened wood content introduces significant porosity to the mix, consequently diminishing its strength. Furthermore, the elevated wood content leads to inadequate coating of the wood chips by the binder [
32], affecting the bond development and further contributing to the decrease in strength.
The WGC with WC/B ratios of 0.1 to 0.3, with compressive strength higher than 10 MPa [
27], can potentially be used to produce load-bearing masonry units, while WGC with WC/B ratio of 0.4, with compressive strength just above 5 MPa [
33], could potentially be used for the manufacturing of non-load-bearing masonry units. WGC with the maximum wood content of WC/B ratio of 0.5 falls just short of the minimum compressive strength requirement for masonry units.
The following stages explored the effect of partial replacement of the wood and fly ash with rubber and cenospheres, respectively. WC/B ratios of 0.2, 0.25, 0.3, and 0.4 were selected for this.
4.2. Wood-Rubber-Geopolymer Composite
The effect of incorporating rubber in the wood-geopolymer mix can be seen in
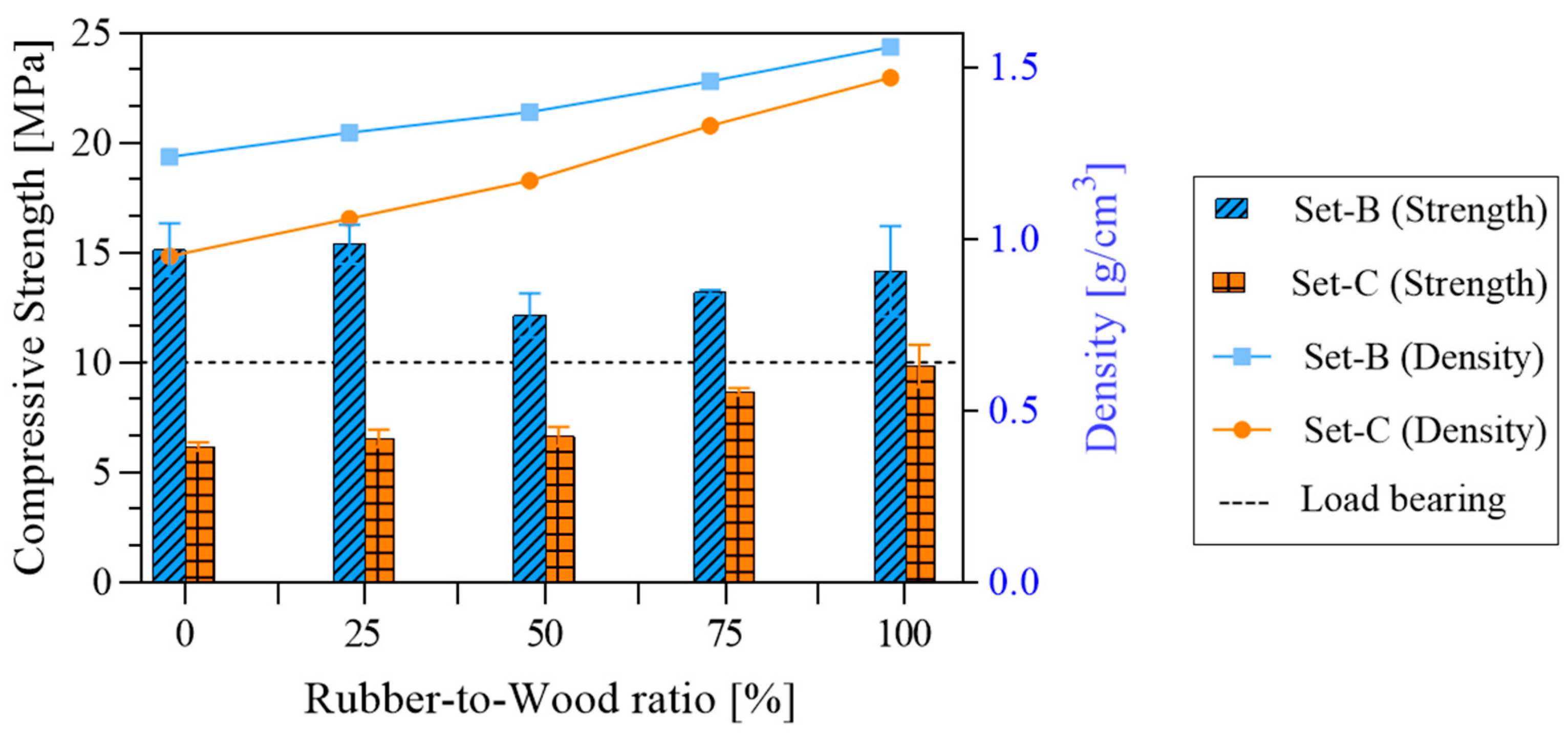
Table 3 and
Figure 6. As can be observed, the strength of the composites was inversely proportional to the total volume of waste aggregate. The 25% (Set-B) waste aggregate cubes achieved between 12 and 15 MPa, while the 40% (Set-C) cubes achieved between 6 and 10 MPa strength.
The graph also shows that, for Set-C, the compressive strength of the wood-rubber-geopolymer composite (WRGC) increased with the relative rubber content. However, for Set-B, no clear pattern in compressive strength with respect to rubber content was observed. Similarly, the density of the WRGC increased with an increase in the relative rubber content. The relationship between wood and rubber also impacts the workability of the mix, with an increase in wood causing a drier and stiffer mix, while an increased proportion of rubber caused a much wetter mix. This is mainly attributed to the relatively smaller water absorption capacity of the crumb rubber.
The goal is to create a sustainable material with at least 10 MPa compressive strength, prioritizing the recycling of wood and rubber aggregates. To achieve this, a 50–50 ratio of wood to crumb rubber was chosen to optimize the recycling of both materials in manufacturing masonry units. Given that the 25% samples (set B) exceeded the desired 10 MPa by an average of 4 MPa and the 40% samples (set C) were 3.5 MPa lower on average, it was hypothesized that the ideal waste aggregate content would be approximately 30% to provide the required strength and consumption of high waste materials. Hence, a 30% aggregate mix with half rubber and half wood was selected for the masonry units.
4.3. Wood-Cenospheres-Geopolymer Composite
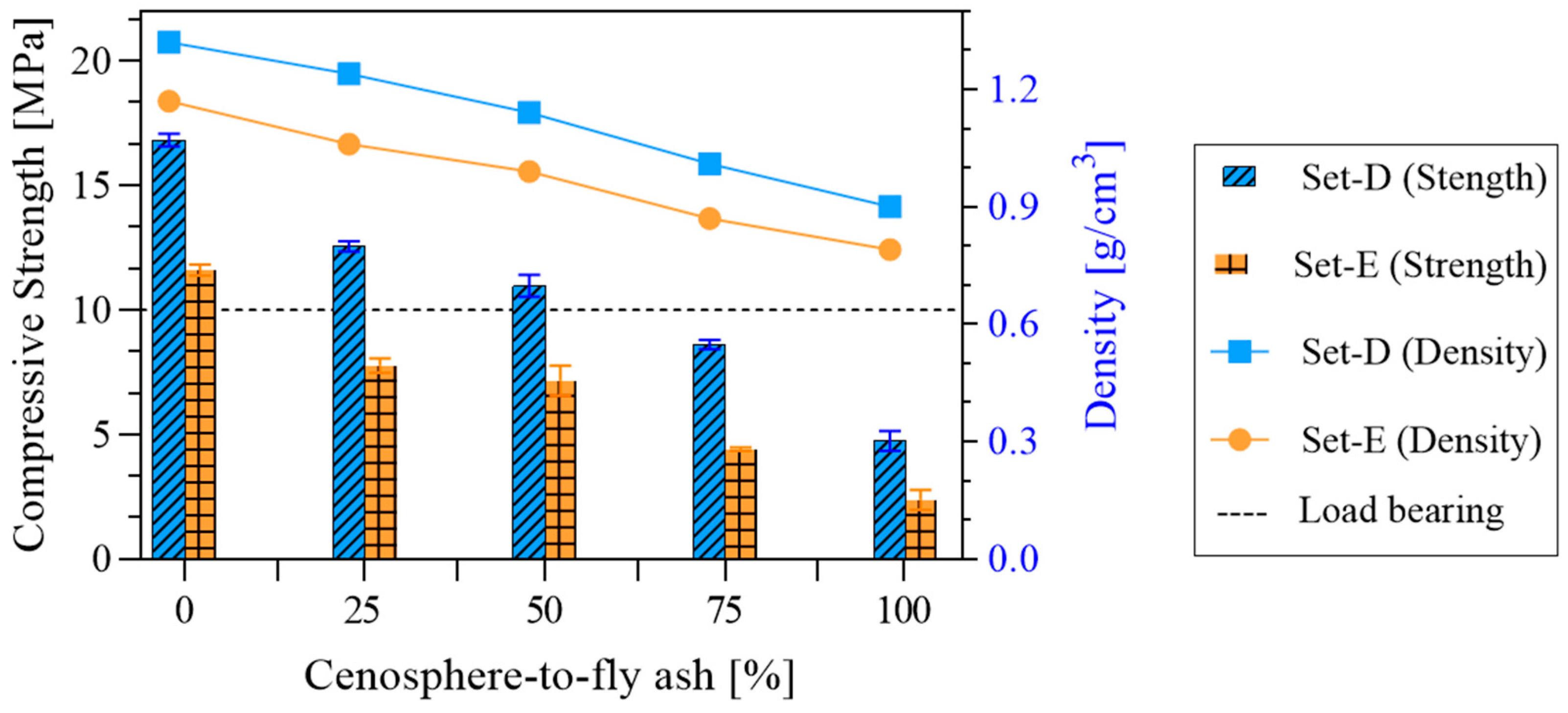
The effect of replacing fly ash with lighter cenospheres, with WC/B ratios of 0.2 (Set-D) and 0.3 (Set-E), can be seen in
Table 3 and
Figure 7. The compressive strength was in the range of about 5 to 17 MPa and 2 to 12 MPa for WC/B ratios of 0.2 and 0.3, respectively. The compressive strength of the wood-cenosphere-geopolymer composite (WCGC) decreased with an increase in the relative ratio of cenospheres for both 0.2 and 0.3 WC/B ratios. Only three mixes from the 20% WC/B ratio (Set-D) achieved the targeted 10 MPa compressive strength, each containing 0%, 25%, and 50% replacement levels of cenospheres. However, the increased concentration of woodchip for the 30% (Set-E) mix design meant the reduction in strength was already too severe; therefore, the only batch that reached the target strength contained no cenospheres. The densities for the cube samples were, relatively, what was expected, decreasing in value as the relative portion of cenospheres was increased, with around a 30% reduction.
Thus, for the second stage, the WC/B ratio of 0.2 with 25% of the fly ash replaced with cenospheres was selected to produce masonry units. A higher replacement of fly ash by cenospheres would likely result in a significant decrease in strength. With this mix, the development of WCGMUs with at least 10 MPa compressive strength was targeted.
4.4. Masonry Units
For the second stage, three types of masonry units were manufactured based on the optimal designs and tested. These included wood-geopolymer masonry units (WGMUs), wood-rubber-geopolymer masonry units (WRGMUs), and wood-cenosphere-geopolymer masonry units (WCGMUs). Additionally, a conventional or traditional masonry unit (CMU) was purchased from a local supplier and was used for comparison.
Given that these masonry units are constructed from non-traditional materials, their behaviour may differ from conventional masonry units. This necessitates testing to comprehend their various properties. As such, the geometrical, physical, and mechanical properties of these masonry units were tested according to AS/NZS 4456 and AS 3700 [
34,
35] standards, and the results are presented here. The test results are also compared against international building code standards, when possible, to assess their overall performance and potential applicability in the construction sector. Furthermore, testing will also help with improving the performance of these non-traditional masonry units. However, it is important to note that direct comparisons between block types are not feasible due to variations in the types and proportions of waste materials used. Nevertheless, some general observations and trends can still be identified.
4.4.1. Geometrical Property
It is customary for masonry unit standards to offer guidance on geometrical requirements due to their significant impact on the aesthetics and constructability of walls. Therefore, any investigation into non-traditional masonry units should consider these factors. Hence, the geometrical properties and general appearance of the three types of blocks are discussed here.
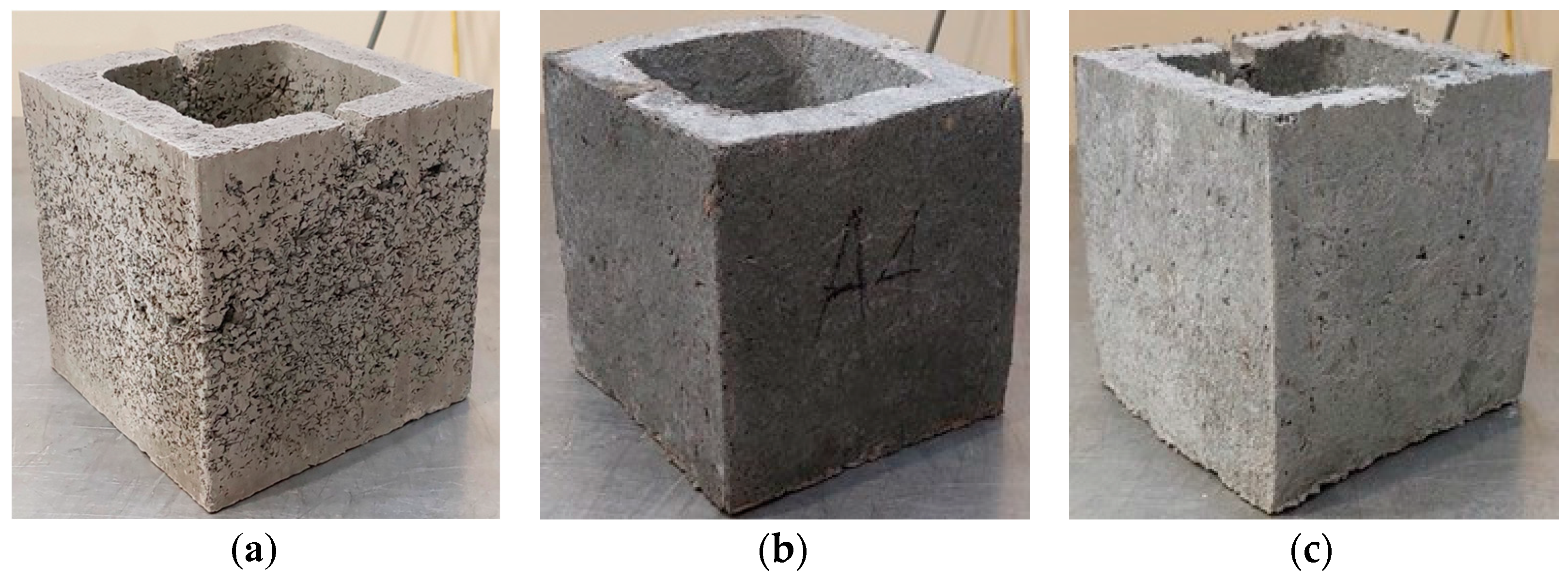
Two sizes of blocks, measuring 390 mm × 190 mm × 190 mm and 190 mm × 190 mm × 190 mm, were manufactured for all three block types. To facilitate easy removal from the formwork, a slight taper was introduced, with the average thickness of the web and flange at the top measuring 30 mm, while the average thickness at the base was 34 mm. The general appearance of the blocks is shown in
Figure 8.
In terms of appearance, the visual characteristics of the three masonry units were distinct. The appearance of the WGMUs was heavily influenced by the presence of the wood chips, resulting in a brownish colour and a textured appearance attributed to the visible wood chips. In contrast, the WRGMUs displayed a smoother texture with a relatively black colouration. The WCGMUs showcased a light colour, residing between the other two in terms of texture. Despite the visual differences, all the blocks maintained reasonably consistent geometric shapes. However, the WRGMUs exhibited slight distortion due to their relatively higher workability.
4.4.2. Physical Property
To assess the physical properties of the masonry units, the density, and water absorption capacity were examined. These properties play crucial roles in determining the performance and suitability of the units in construction applications.
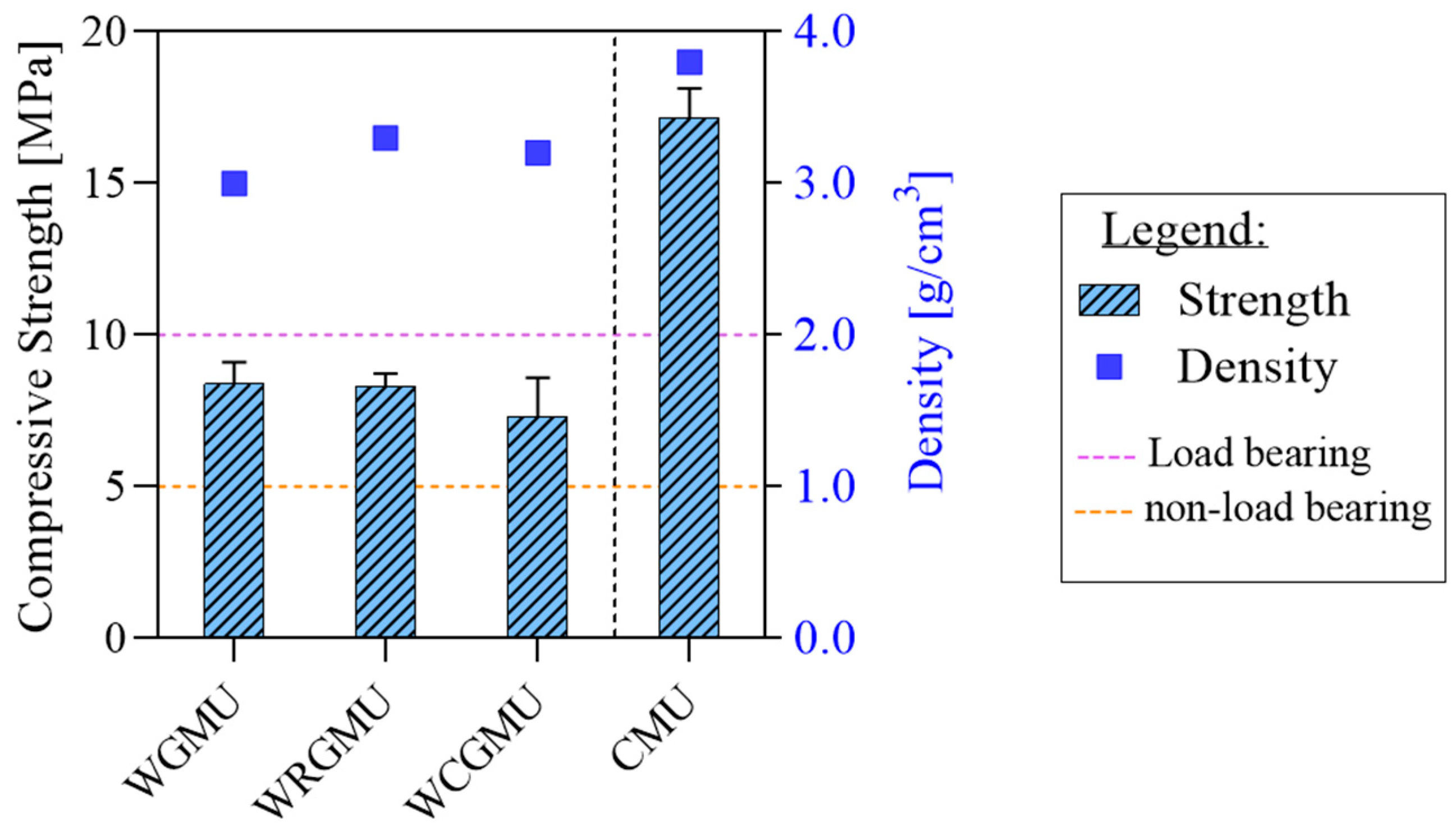
The densities of the three masonry units, along with the conventional masonry units, are shown in
Figure 9. The densities of the masonry units were 1010 kg/m
3, 1305 kg/m
3, and 1210 kg/m
3 for the WGMUs, WRGMUs, and WCGMUs, respectively. These values are significantly lower than the conventional masonry units, which measured 1800 kg/m
3. In addition to the environmental benefits derived from incorporating end-of-service and industrial waste products such as wood, rubber, and cenospheres, these masonry units possess a distinct advantage in their reduced weight compared to traditional CMUs. This weight reduction facilitates easier handling and transportation and contributes to a lighter overall building structure, thereby enhancing the overall efficiency and economy of the construction sector.
Additionally, the water absorption capacity of the masonry units was determined based on AS/NZS 4456.14 [
36]. The results indicate a water absorption of 30% for WGMU, 11% for WRGMU, and 21% for WCGMU. In comparison, the water absorption for the CMU is 10%. The relatively higher water absorption observed in some of the non-traditional masonry units can be attributed to the high porosity of the wood chips incorporated in their composition. It is noteworthy that while the Australian standard does not specify a specific limit for water absorption, other standards such as the Canadian standard for masonry units (CSA-S304.1) [
37], impose a limit of around 300 kg/m
3 for units with a density less than 1700 kg/m
3. As per this standard, all non-traditional masonry units are within the limit.
4.4.3. Mechanical Property
The compressive strength testing of the masonry units generally followed the method outlined in Australian standards [
35,
38]. Before testing, the masonry units were capped with high-strength fast-setting mortar. To mitigate the confinement effect of the plates, 4 mm plywood, exceeding the bed face dimensions by 15 mm in length and width, was placed between the blocks and plates. The load was applied on the full net area (full bedding) at a rate of 1 mm/min.
Figure 9 presents the compressive strength test results for these non-traditional masonry units, along with the conventional CMU for comparison, enabling a clear assessment of performance differences between the non-traditional masonry units and the traditional units. Additionally, the compressive strength limits for non-load bearing (5 MPa) and load bearing (10 MPa) masonry units are shown, providing context for evaluating the performance of the tested units.
The compressive strength results indicated that the WGMUs exhibited a strength of 8.39 MPa, WRGMUs achieved 8.32 MPa, and WCGMUs measured 7.33 MPa. While these strengths fell below the target of 10 MPa and were smaller than the 16 MPa of traditional CMUs, it is noteworthy that WGMUs and WRGMUs met the minimum compressive strength requirements of some standards, such as the Chinese standard, set at 7.5 MPa [
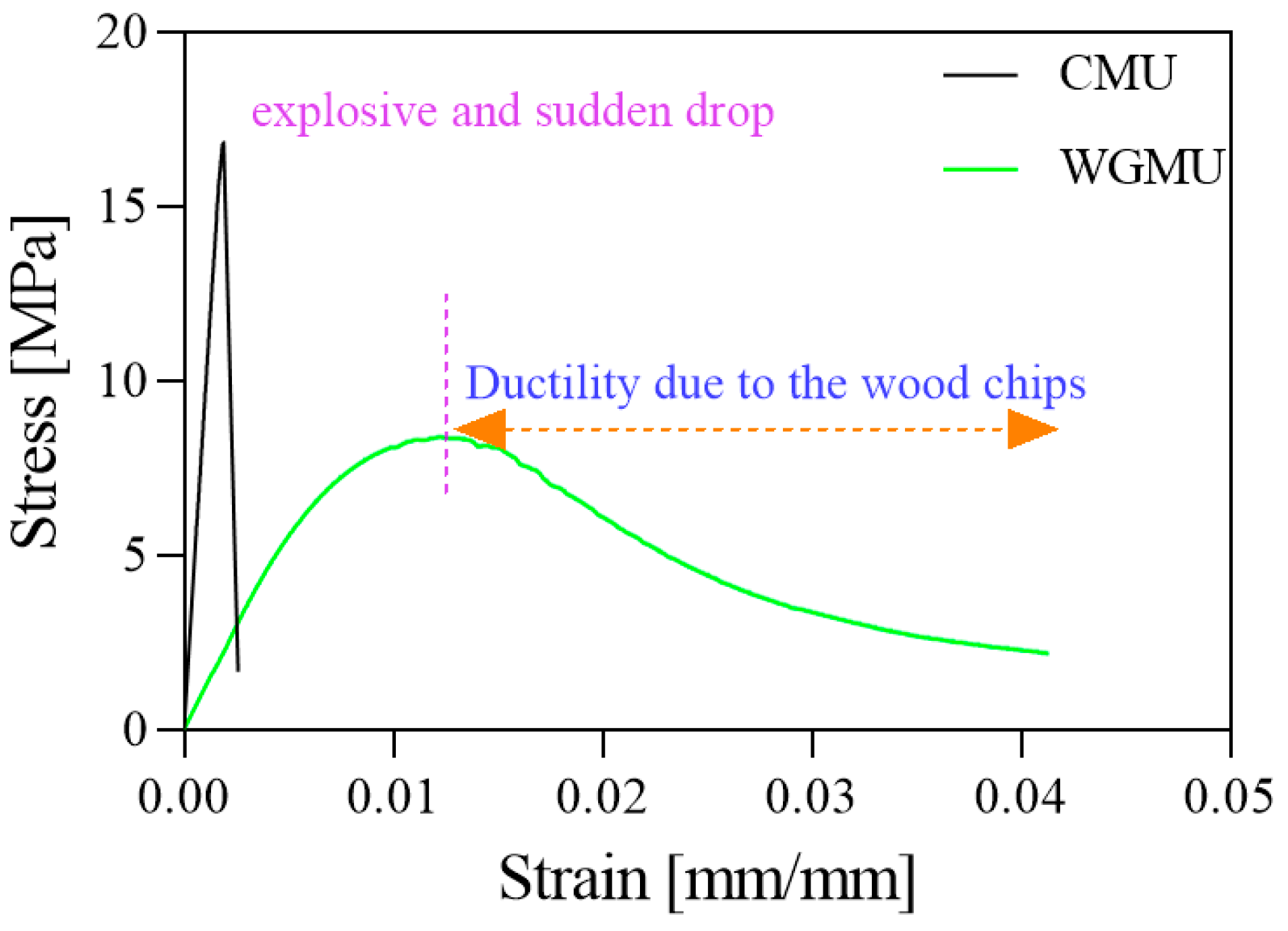
39]. Additionally, all three units failed gradually, demonstrating significantly better ductility compared to the traditional CMUs, which exhibited a brittle and explosive failure. This can also be easily observed from the stress-strain diagram shown in
Figure 10, where the post-peak behaviour is markedly different. Furthermore, these units satisfied the non-load bearing requirement of international standards.
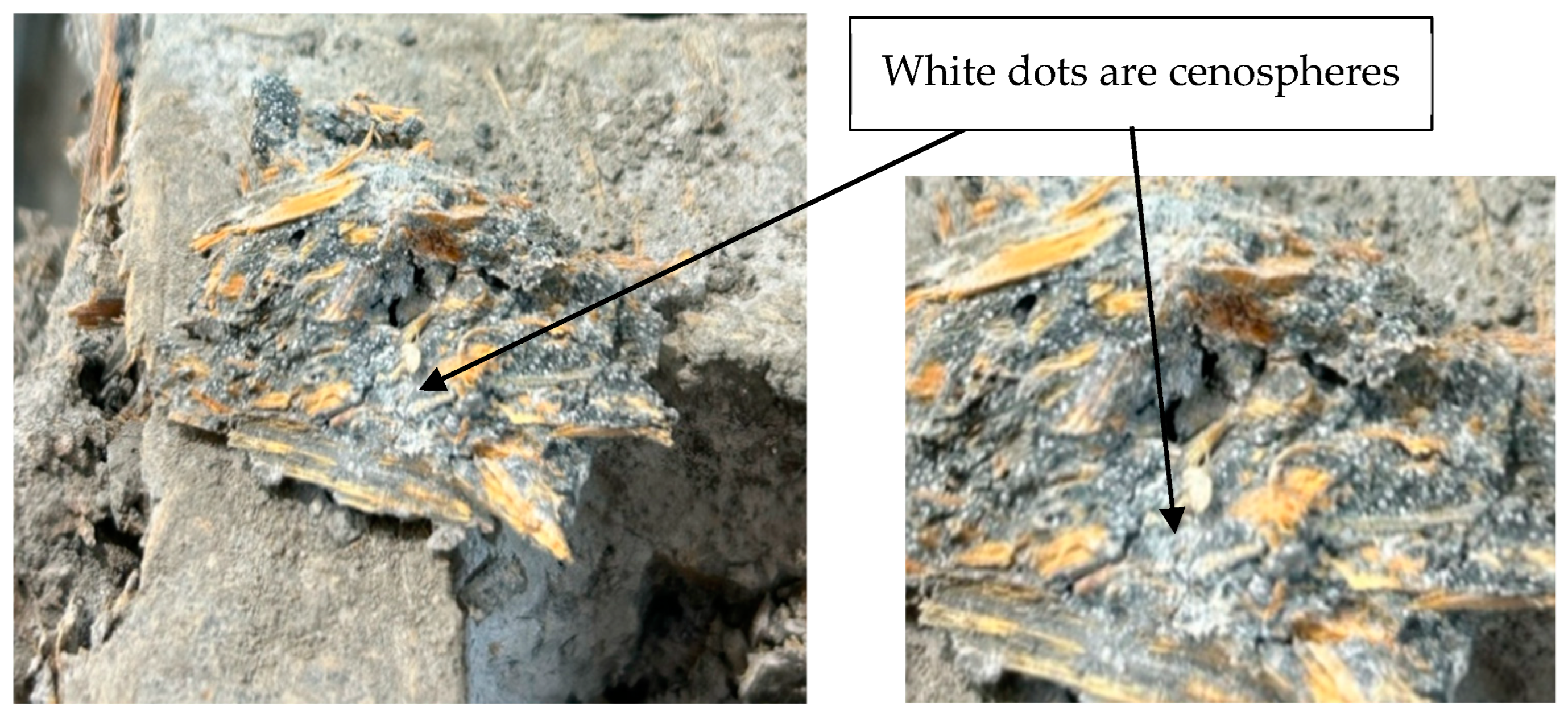
While the inclusion of cenospheres in the mix offers several beneficial characteristics, such as reduced weight, improved thermal conductivity, and an overall enhanced energy rating [
20], it has also had a slightly adverse effect on the strength. Experimental observations of the masonry units tested show a noticeable concentration of cenospheres that were not broken down by the alkaline solutions during the geopolymer reaction mechanism (see
Figure 11). While this abundance of cenospheres could potentially enhance the energy rating by creating voids that affect heat transfer [
21], the alumina and silica present within the spherical cenospheres were not available to catalyze an effective geopolymerization, consequently leading to a reduction in compressive strength.
Moreover, the indirect tensile strength of the masonry units is determined in accordance with AS/NZS 4456.18 [
40]. The tensile strength values for WGMUs, WRGMU, and WCGMU are 0.6 MPa, 0.65 MPa, and 0.5 MPa, respectively. This is about 7% of the compressive strength. The tensile strengths of WGMUs and WRGMUs are relatively very close. The inclusion of rubber or partial replacement of wood chips with rubber had minimal impact on mechanical properties when compared to the WGMUs.
5. Conclusions
In summary, this research conducted a two-stage experimental program aimed at formulating an environmentally sustainable construction material through the incorporation of end-of-service materials, such as wood and rubber, along with industrial waste in the form of fly ash and its derivatives. The initial stage focused on optimizing mix designs with considerations for workability, strength, and the goal of maximizing waste recycling. Subsequently, the secondary stage concentrated on the practical application of these designs, involving the manufacturing and testing of masonry units. The key findings of the study are summarized below:
Producing masonry blocks using wood, rubber, and cenosphere-based composites is feasible using the standard block-making machines and methods.
The compressive strength of the composites decreased with an increase in the total volume of waste aggregates.
The compressive strength of the WGC decreased from 25 MPa to 4 MPa as the wood-to-binder ratio increased from 0.1 to 0.5.
The replacement of wood chips by rubber generally increased the compressive strength of the composite. In Set C, the compressive strength of the WRGC increased by approximately 70% as the Rubber-to-binder ratio increased from 0 to 1.0, while no clear pattern was observed for Set B.
The replacement of the fly ash with cenospheres showed a pronounced effect, with the compressive strength of WCGC decreasing by approximately 75% as the relative cenosphere content increased from 0 to 100%.
The innovative masonry units, predominantly composed of recycled materials, exhibit significant potential for applications as both load-bearing and non-load-bearing blocks. In addition to their sustainability, these units are characterized by their lightweight nature and enhanced energy-absorbing capacity, distinguishing them from conventional masonry units.
While some challenges were encountered, such as the reduced strength compared to traditional masonry units, the findings of this study represent a significant step forward in the development of sustainable masonry blocks. The incorporation of innovative materials like wood, rubber, and cenospheres offers promising opportunities for enhancing the environmental sustainability of construction practices. With further refinement and alignment with industry standards, these non-traditional masonry units hold great potential for both load-bearing and non-load-bearing applications. Overall, this work underscores the importance of ongoing research and innovation in advancing sustainable construction solutions.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}