Abstract
The production of sustainable aviation fuel (SAF) has gained more attention in recent years due to the initiative to implement new technologies to improve the decarbonization of the energy and transport industry, especially the aviation sector, in different countries. In Mexico, the production of SAF has been promoted as a sustainable initiative to boost the agro-industrial sector, the nation’s self-sufficiency, and compliance with national and international CO2 emission reduction goals. Nowadays, there are two technologies with a high level of technological readiness ready to be implemented as a solution to produce SAF, which are hydrotreating esters and fatty acids (HEFA) and Alcohol to Jet (ATJ). These technologies use biomass as a source of feedstock and are described as possible sustainable solutions to reduce the CO2 emissions from conventional aviation fuels. This work analyses the feasibility of implementing these two technologies as a strategy to promote the use of SAF in Mexico from the biomass available in the country based on a techno-economic analysis and a life cycle assessment of each technology. Based on this study on SAF production, a return on investment of 10.2% for HEFA-SPK technology and 13.7% for ATJ-SPK technology was obtained.
1. Introduction
The decarbonization of the energy sector is a challenge that has arisen because of the importance of sustainability aspects worldwide and the urgent need to have zero net carbon emissions in 2050. An example is the aviation industry, which is considered a means of long-distance transportation for people and has had an increase in recent years [1]. It is estimated that there will have been a growth of 400–600% in total greenhouse gas by 2050 in comparison to 2010, and the global outlook for the aviation industry is that its carbon dioxide (CO2) emissions account for 2 to 3% [2]. Due to this demand, the International Air Transport Association (IATA) has proposed to work with companies capable of eliminating inefficiencies in air traffic management by governments and air navigation providers as well as implementing measures such as the Carbon Offsetting and Reduction Scheme for International Aviation (CORSIA) [3].
Sustainable technological developments have been proposed, taking into consideration benefits to climate change and the depletion of fossil fuel resources, such as the use of biomass as feedstock for the production of aviation biofuels [4]. The use of fuels from biomass sources for air transportation is not an easy task compared to ground transportation, where ethanol or electricity can be used. Aviation requires the use of energy-dense, non-oxygenated liquid hydrocarbon fuels, which limits the available feedstock and challenges the development of technologies capable of meeting American Society for Testing and Materials (ASTM) standards to produce biokerosene fuels from biomass [5,6].
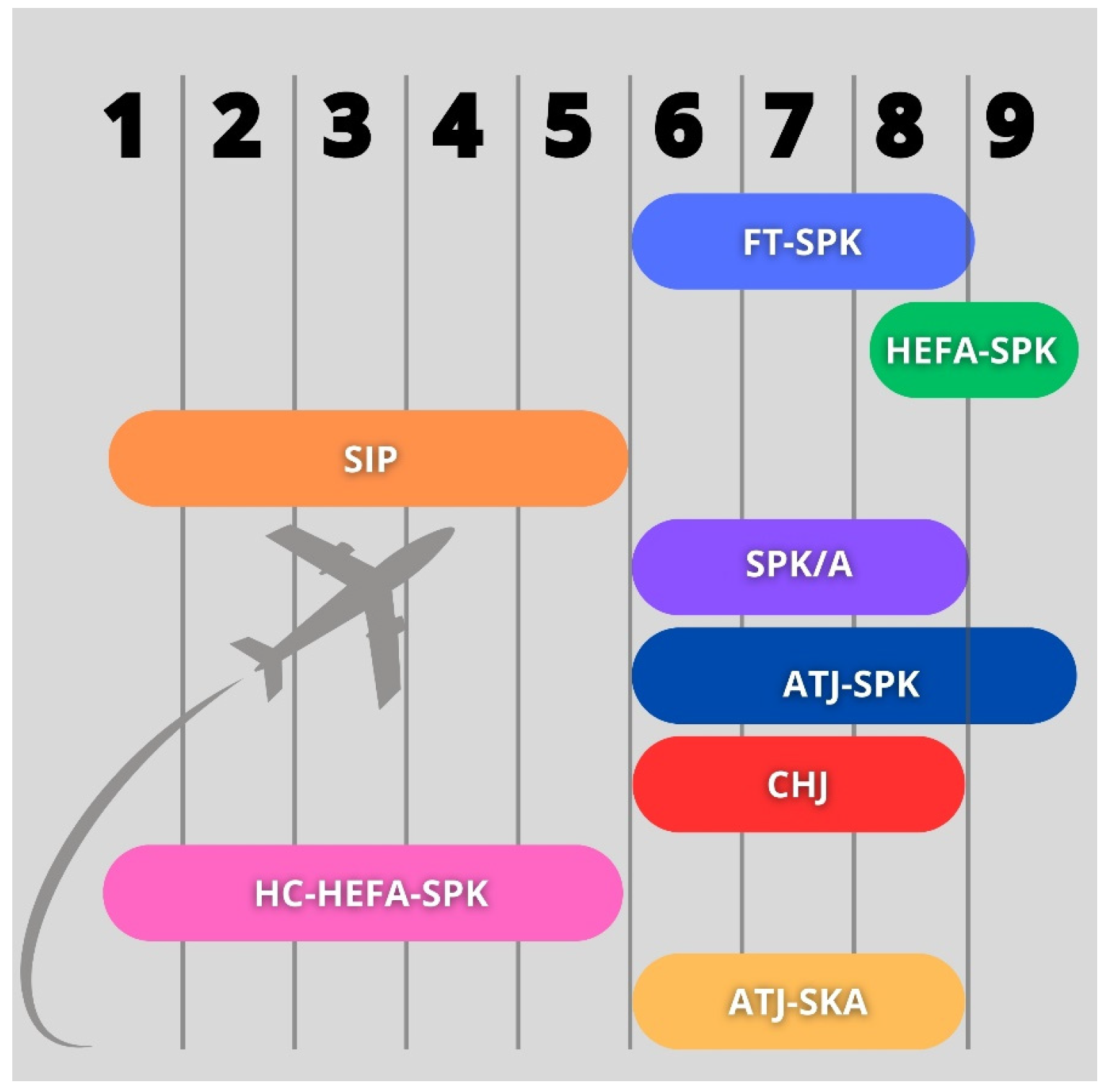
The ASTM has approved eight routes to produce synthetic paraffinic kerosene (SPK) or sustainable aviation fuel (SAF), as shown in Figure 1, which includes the level of technological readiness of these routes, with the TRL of 9 being the most technologically mature. These routes are described below in order to determine the main activities carried out, as well as the reactions and conditions to which the biomass must be subjected to obtain SAF.
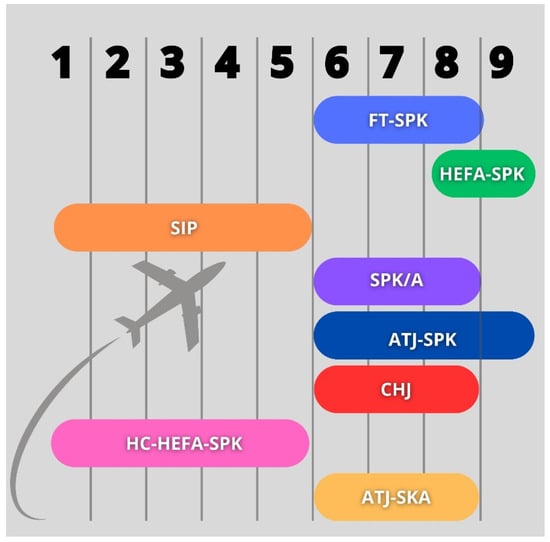
Figure 1.
Technological readiness level (TRL) of ASTM-approved SAF technologies [6].
- Hydroprocessing of esters and fatty acids (HEFA-SPK) is considered the most consolidated route. This technology converts esters and fatty acids into hydrocarbons in the presence of H2 through hydrodeoxygenation, isomerization, and hydrocracking reactions. Different types of biomasses have been proposed in this technology; among the main ones are palm oil, jatropha, and cooking oil. Their use results in improvements in environmental aspects compared to fossil fuels but also in a compromise in the transformation of biomass into fuel in economic terms [7,8,9].
- Alcohol-to-Jet (ATJ-SPK) technology extracts polymeric sugars from biomass feedstocks and then involves their saccharification to obtain glucose and fermentation to obtain an alcohol platform molecule that is then dehydrated, oligomerized, and hydrogenated to produce large paraffin and iso-paraffins. Ethanol and isobutanol are some of the raw materials studied for this technology [10,11,12,13].
- Fischer–Tropsch (FT-SPK) involves the transformation of synthesis gas (syngas) into liquid hydrocarbons as the main technology, for which the biomass must be transformed into syngas through high-temperature gasification and then reformed to adjust the H2 and CO ratio for final synthetic fuel production [14].
- Isoparaffins from hydroprocessed fermented sugars (SIPs) involve the fermentation of sugar into farnesane by enzymatic hydrolysis and fermentation. The biofuel is obtained through a hydroprocessing step following a solid–liquid separation system of the farnesene [15].
- Fischer–Tropsch plus aromatics (FT-SPK/A) is closely related to FT-SPK, with some differences, such as the presence of aromatics in the latter technology. This is due to a benzene-rich light naphtha cut that is oligomerized and hydrotreated to obtain the SAF [16,17].
- Catalytic jet hydrothermolysis (CHJ-SPK), also called hydrothermal liquefaction (HTL), has the characteristic of transforming biomass into crude bio-oil, which is further refined into paraffins and iso-paraffins [18].
- Paraffinic kerosene produced from bio-derived hydroprocessed hydrocarbons (HC-HEFA-SPK) produces SAF through the catalytic pyrolysis of oil fats from biological feedstock such as algae [19].
As shown in Figure 1, HEFA-SPK and ATJ-SPK have a level of 8–9, which means that they have been completed and are ready for full commercial deployment. Based on this information, HEFA-SPK and ATJ-SKA are selected as possible technologies for SAF production in Mexico. The International Civil Aviation Organization (ICAO) has promoted the initiative of SAF production in Mexico to promote the decarbonization of the energy sector by seeking independence from fossil fuels, as well as to lower fuel consumption due to the higher energy content and the 80% reduction in greenhouse gas emissions obtained by producing this type of sustainable second-generation fuels [20].
One of the limitations of the implementation of any technology is the type and quantity of available biomass. This indicates that the development of sustainable fuels brings with it not only a technological challenge but is also related to the availability of raw materials to meet the need of a country or region [21]. In the case of HEFA-SPK technology, vegetable oils, animal fats, or waste cooking oil can be considered. Regarding ATJ-SPK technology, sugar-rich crops or lignocellulosic biomass can be used [2,22]. According to Aeropuertos y Servicios Auxiliares (ASA) in Mexico, there is a committed demand of 170 million liters (1.1 million B/y) of SAF per year in 2024. ASTM standards D1655 and D7566 establish that the use of SAF from HEFA-SPK and ATJ-SPK technologies must be blended with the use of up to 50% fossil sources to ensure engine compatibility [6,23].
Historically, SAFs were first used in Mexico in 2011 by Interjet on a domestic flight from Mexico City to Tuxtla Gutierrez, Chiapas, which used a SAF made from Jatropha curcas oil. In that year, there was a good international flight operated by Aeromexico from Mexico to Spain. Between the end of 2011 and the beginning of 2012, 29 flights were made with SAF from camelina. In June 2012, another international flight was made from Mexico to Sao Paulo, Brazil, using SAF from cooking oil, jatropha, and camelina [20].
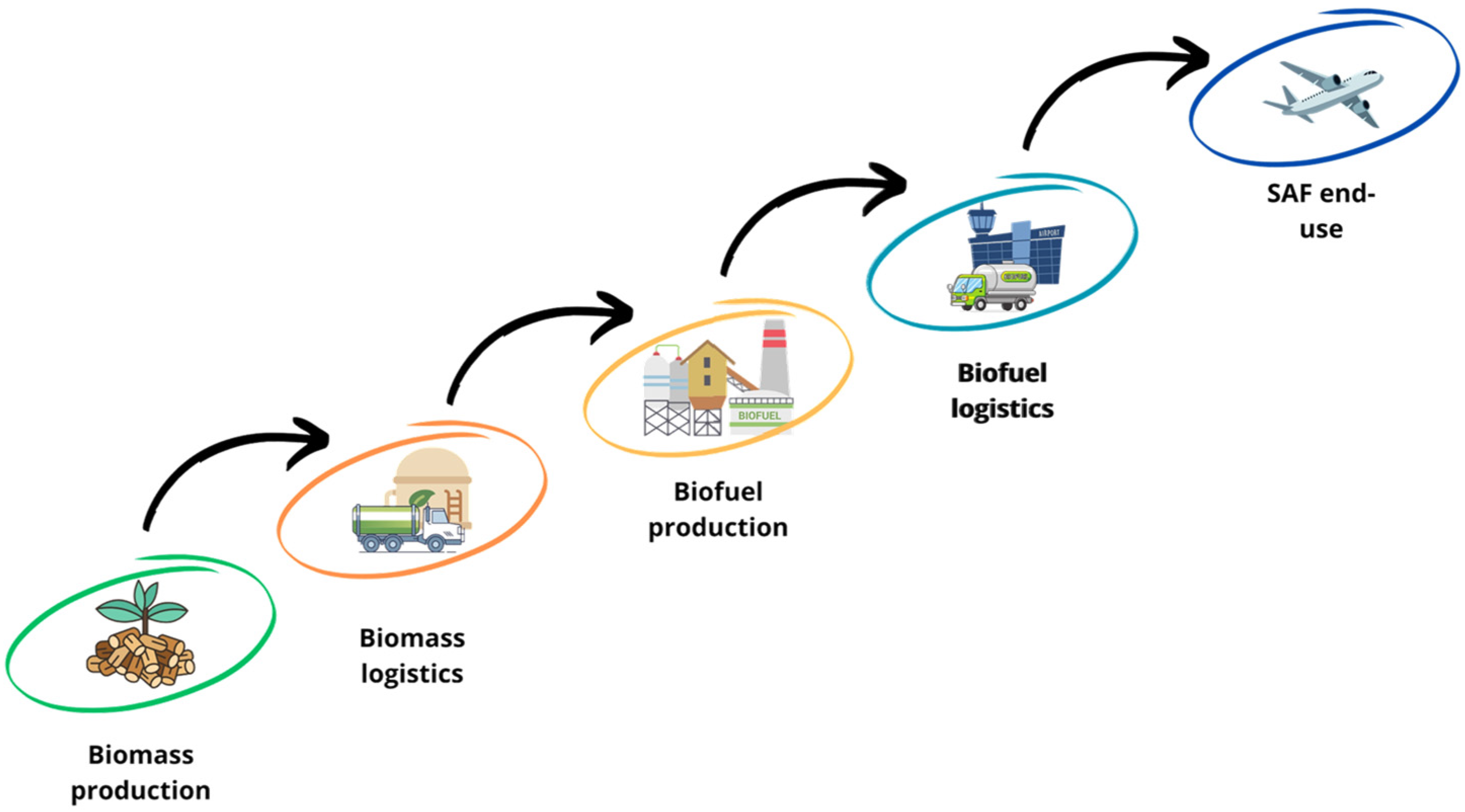
Recently, the Government of Mexico has initiated strategies to produce SAFs and have flights with less environmental impact and meet the goals of zero net emissions by the year 2050. By 2030, it is estimated that Mexico will require 340 million liters of SAF [20]. Based on electronic bulletins, there is currently a storage capacity of 100,000 L of this biofuel [24]. HEFA-SPK and ATJ-SPK technologies are considered the main actors in the SAF production value chain, as shown in Figure 2. Based on this idea, both technologies, HEFA-SPK and ATJ-SPK, are analyzed based on the biomass capacity available in the country and its transformation into SAF. To analyze the feasibility of the production of these biofuels, scenarios for both technologies are presented below, considering the biomass available in Mexico and the capacity required in the country [25].
Figure 2.
SAF production value chain.
The objective of this work is to evaluate the feasibility of implementing a plant for SAF production from biomass available in Mexico and compare the HEFA-SPK and ATJ-SPK technologies using economic and environmental impact indicators. Based on this, we seek to analyze the possibility of biofuel production having an impact in Mexico in terms of economic benefits, such as the profitability of the process, and of its mitigating environmental impacts, contributing to the decarbonization of the aviation sector.
2. Methodology
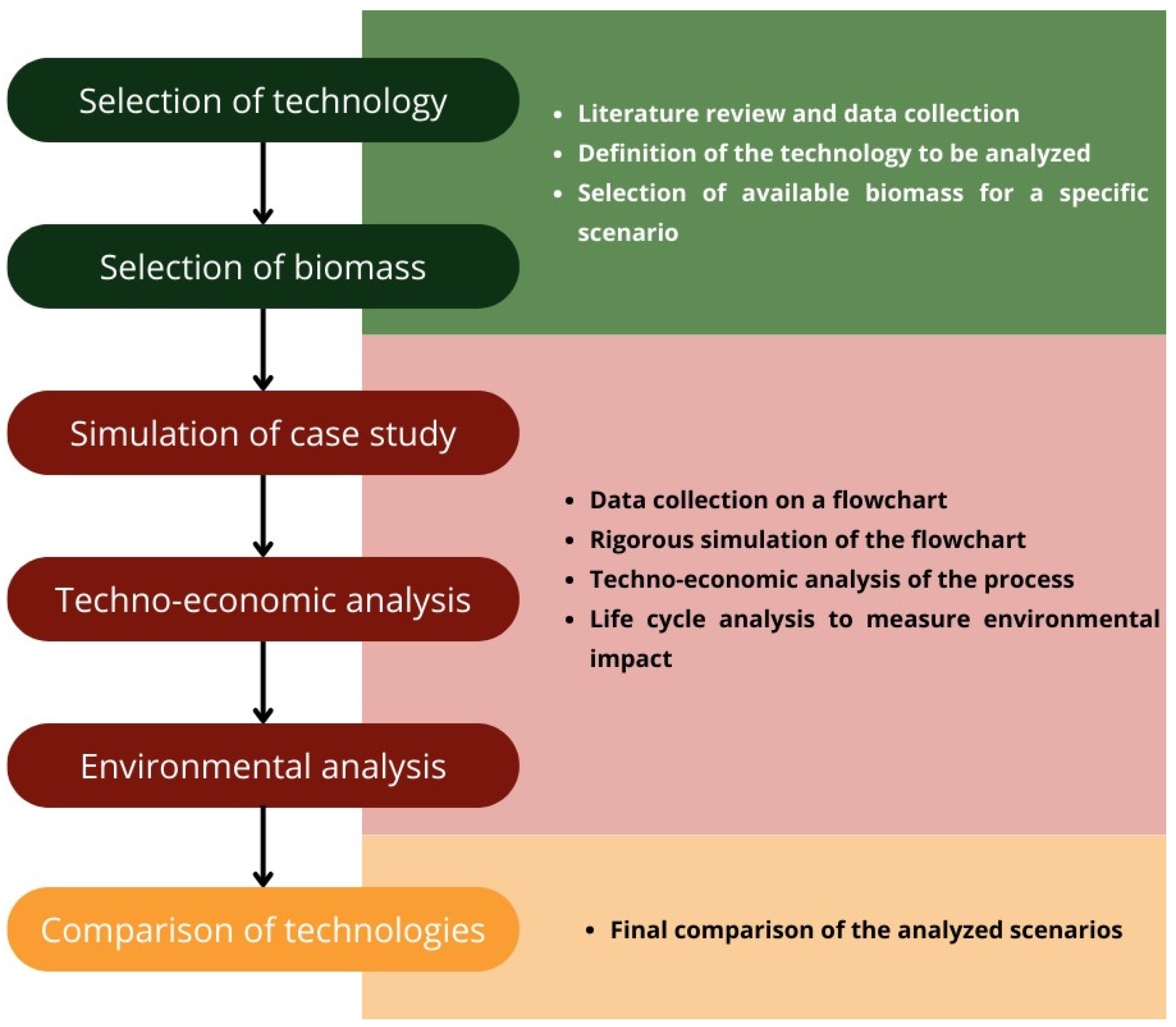
The methodology for carrying out this study consists of three stages, as shown in Figure 3. The first stage focuses on the literature review to collect the type of technology available and define the case study to be analyzed. The second stage focuses on collecting information to carry out the simulation of the scenario to be worked on and perform the techno-economic and environmental impact analysis. Finally, the third stage consists of comparing the scenarios to have a perspective of which scenario gives the best results based on the indicators analyzed.
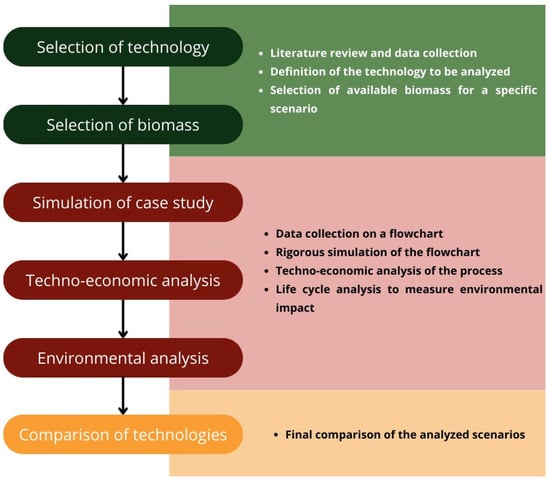
Figure 3.
Methodological overview of this study.
2.1. Step 1. Selection of Technology and Biomass
In this step, a literature review was conducted to understand and collect the data needed to conduct this study. For this study, we chose to work with two technologies, HEFA-SPK and ATJ-SPK, both of which have a TRL of 9, which means that their maturity level has already been implemented at commercial scales.
2.2. Step 2. Rigorous Simulation and Techno-Economic-Environmental Analysis
We defined a plant capacity of 360 kg/h (6.8 B/d) of SAF for both HEFA-SPK and ATJ-SPK. Then, the information needed to carry out the simulation was collected; this included the equipment that is part of the process, the operating variables of each unit, and the design variables.
The case studies generated were evaluated by means of a techno-economic analysis to determine the return on investment (ROI) calculated using Equation (1). Fixed and operating costs were determined based on equipment investment costs obtained from the Aspen Plus V14 simulator. The analysis was carried out using a discount rate of 10% and a life project of 10 years.
Life cycle analysis (LCA) was carried out in order to measure the environmental impact the case studies have through the indicators derived from the OpenLCA tool, using the CML-IA methodology, updated in 2016, and the allocation of impact energy for evaluation using the Ecoinvent 3.8 database [26]. Gate-to-gate analysis was performed and 1 GJ of energy was taken as the functional unit; this was calculated based on a calorific value of 43.2 MJ/kg for SAF [27].
2.3. Step 3. Comparison of Alternatives
Once the simulation and analysis of the indicators had been carried out, a comparison was made to determine which route is the best to follow for the production of SAF.
3. Hydroprocessing of Esters and Fatty Acids (HEFA-SPK) Technology
HEFA technology is considered one of the best technologies by ASTM, as mentioned above, and the process consists of three main stages, which are mentioned below [7,27,28]:
- Hydrodeoxygenation (HDO) stage: Here, the biomass is transformed by hydrogenation, decarbonylation, saturation, hydrocracking, depropylation, and hydrodeoxygenation reactions to remove oxygen from triacylglycerides, resulting in a mixture of linear hydrocarbons such as propane and paraffins.
- Isomerization/cracking stage: In this stage, the linear hydrocarbon mixture is isomerized and cracked to obtain a mixture of straight and ramified chain hydrocarbons to fractions boiling in the temperature range of naphtha, jet fuel, and diesel.
- Separation: The straight- and ramified-chain hydrocarbon mixture obtained in the previous stage is subjected to a separation sequence to obtain propane, naphtha, SAF, and diesel effluents.
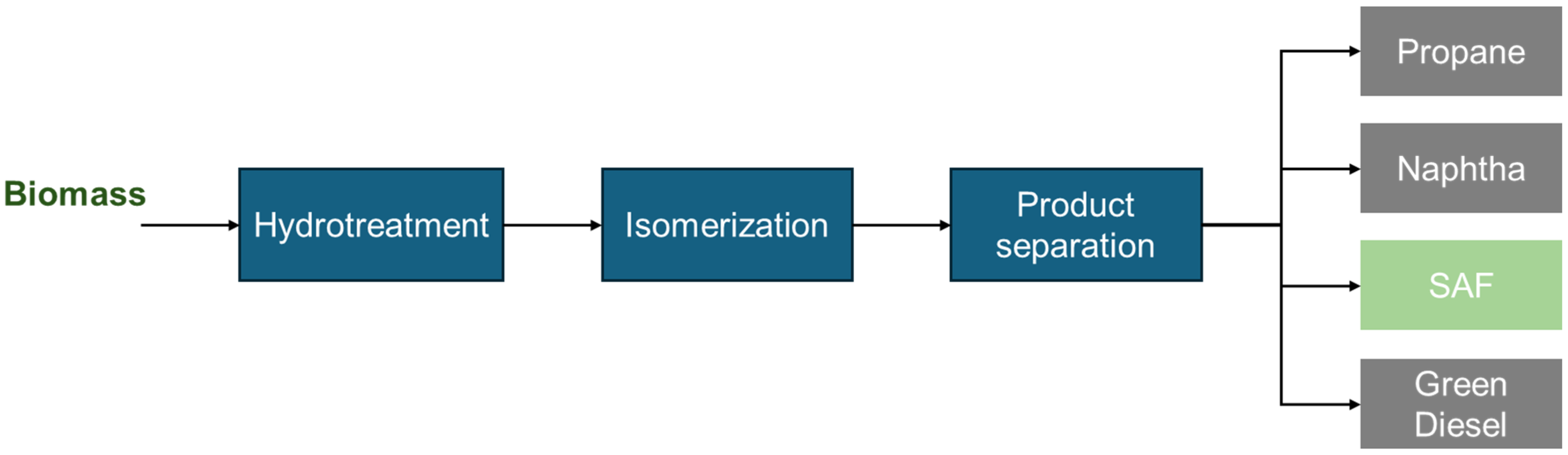
SAF production technology using HEFA-SPK consists of three main steps to obtain SAF as the main product, but because of the route followed, there are three other products resulting from it, namely, propane, naphtha and green diesel, which are considered value-added products. Figure 4 shows the block diagram of this technology.
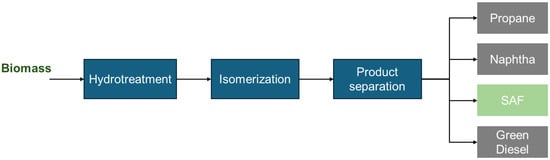
Figure 4.
Block diagram of SAF production using HEFA-SPK technology.
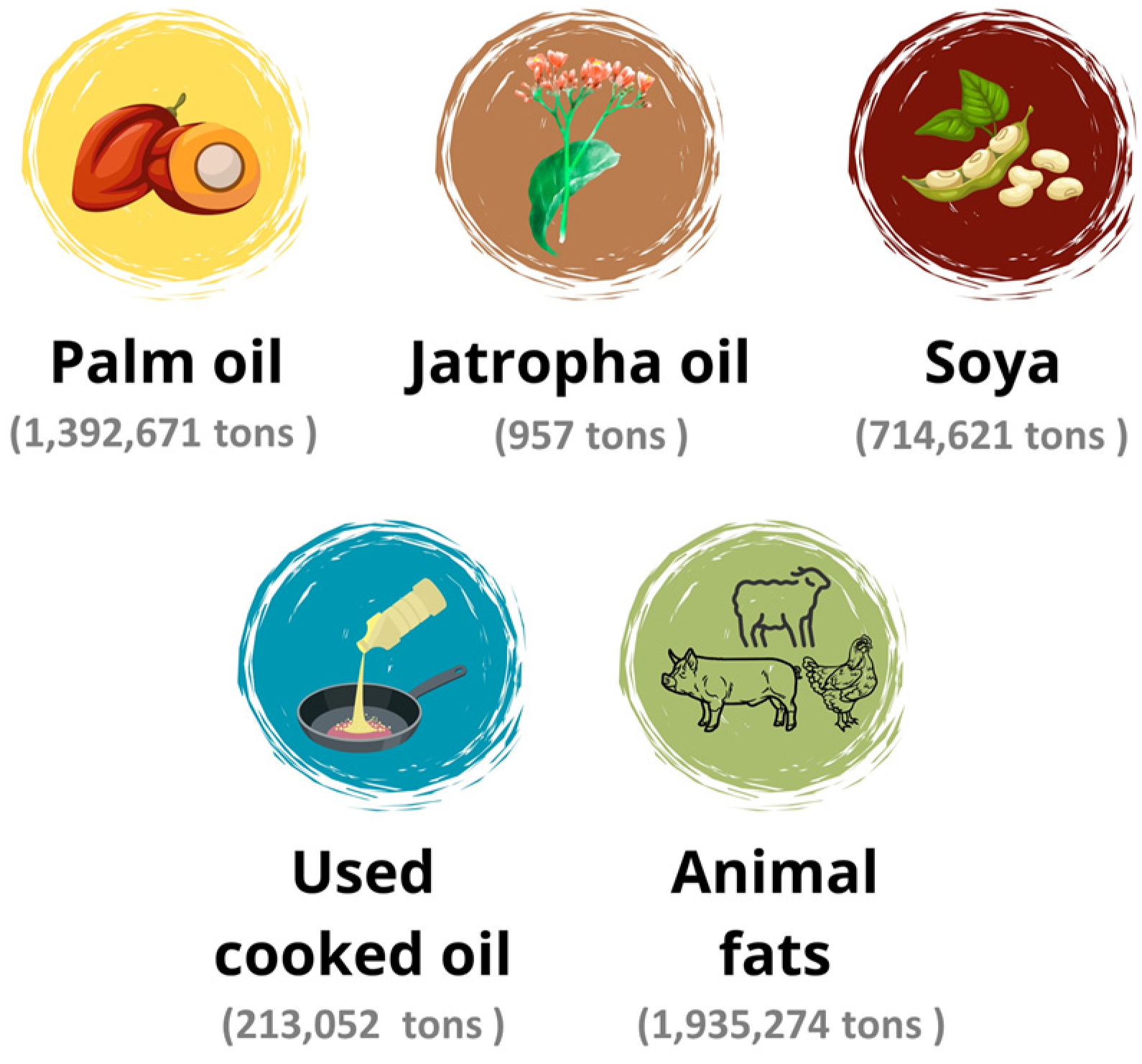
With respect to biomass for HEFA-SPK technology, Mexico has a variety of biomass sources available, as shown in Figure 5. The ICAO reported 213,052 establishments with waste cooking oil availability in 2024. Servicio de Información Agroalimentaria y Pesquera (SIAP) reported that the annual production in 2023 was 1,392,671 tons of palm oil, 957 tons of jatropha per perennial cycle, and 714,621 tons of soya. On the other hand, there are a variety of animal fats, such as chicken, bovine, porcine, and ovine fats, which represent a potential capacity of 1,935,274 tons per year, which is the highest amount of biomass available in the states of Veracruz, Jalisco, Chiapas, Puebla, and Guanajuato [29].
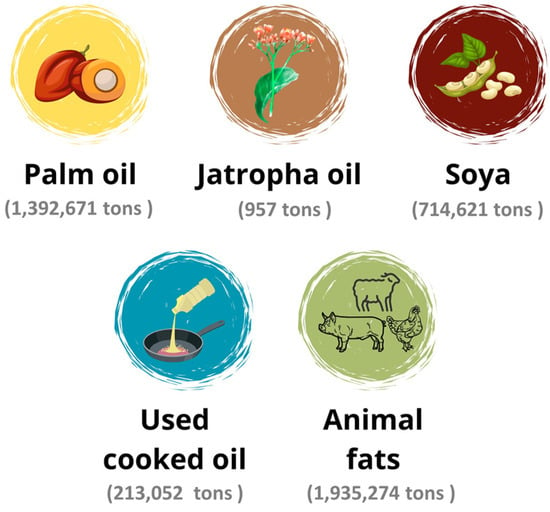
Figure 5.
Biomass available for SAF production in Mexico by HEFA-SPK.
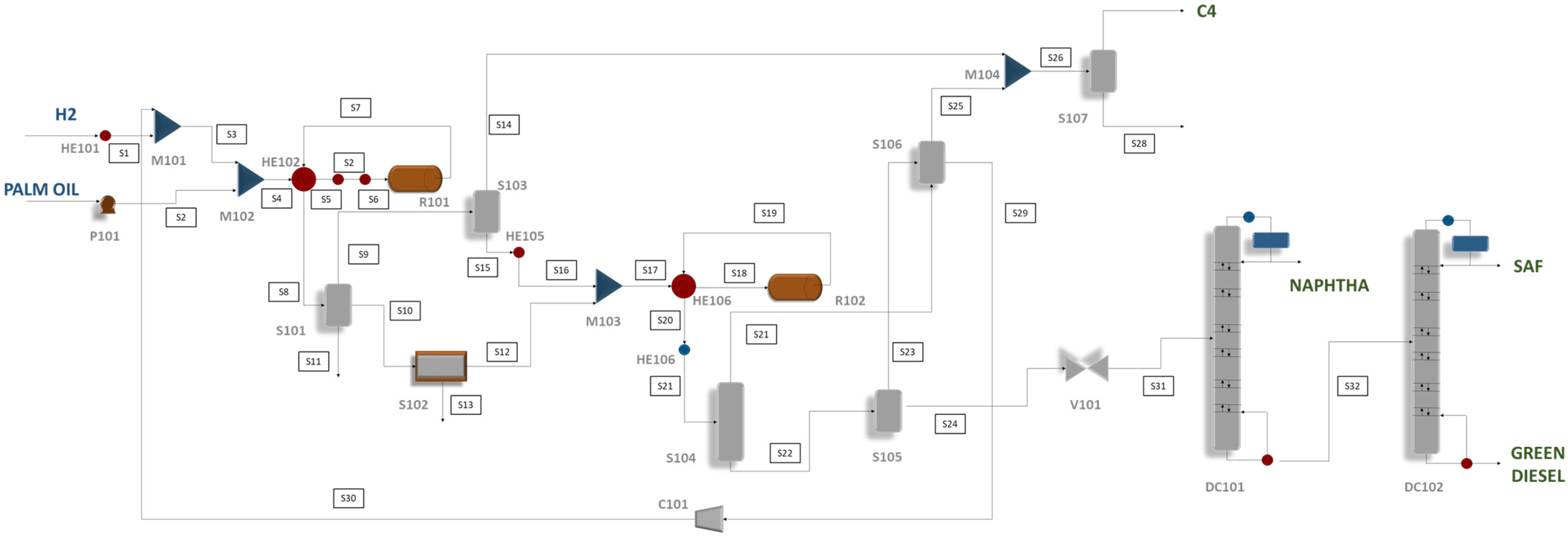
A case study was simulated in Aspen Plus® V14, as shown in Figure 6. The biomass used in this study was sustainable palm oil produced in Chiapas State, Mexico. A total of 1500 kg/h of palm oil and 50 kg/h of hydrogen are fed into a reactor operating at 330 °C and 54 bar. The reactions carried out in R101 are depropanation, hydrodeoxygenation, decarboxylation, and decarbonylation, with conversions of 100%, 60.1%, 36.1% and 3.8%, respectively [7,27]. The catalyst used in this study is based on the information proposed by Rocha et al. [30], developed at the Mexican Institute of Petroleum. The resulting mixture is fed into a gas–water separation (S101, S102, and S103) system, such as a dewatering unit, to remove the remaining water from the paraffins and to a separator to remove CO, CO2, and propane. The paraffin mixture is isomerized and caked into reactor R102. The reactions used are reported by Martinez-Hernandez et al. [7]. R102 operates at 250 °C and 30 bars. Finally, the mixture is separated into conventional distillation columns (DC101 and DC102) [31]. Details of the data used for simulation can be found in Table A1, Table A2 and Table A3 of Appendix A.
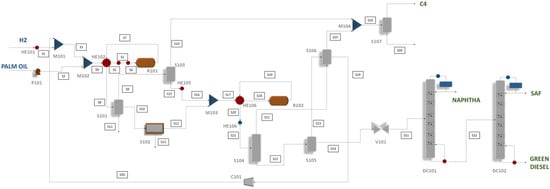
Figure 6.
SAF flowsheet production via HEFA-SPK technology.
4. Alcohol to Jet (ATJ-SPK)
ATJ-SPK technology is another route that has had a great impact, as is the case of LanzaTech, which, in 2024, started the commercial production of SAF from synthetic paraffinic kerosene from alcohol to biofuel using this route. It was certified in 2016 using an isobutane intermediate and in 2018 using ethanol [28,32,33]. Figure 7 shows the stages of this technology. The objective of each stage is mentioned below [10]:

Figure 7.
Block diagram of SAF production using ATJ-SPK technology.
- Dehydration of alcohol: Dehydration consists of converting bioethanol to ethylene with catalysts such as alumina and transition metal oxides, silicoaluminophosphates, or heteropolyacids. The objective is to bring bioethanol conversion to around 99.5%.
- Oligomerization: The oligomerization stage consists of converting intermediate olefins such as butene into longer hydrocarbon chains. The oligomerization step follows a Shulz–Flory distribution, which is like Fischer–Tropsch synthesis. This type of distribution includes the adjustment of consecutive isomerization and metathesis steps to produce the desired chain lengths.
- Hydrogenation: The hydrogenation stage adds hydrogen to remove any double bonds in the olefins and produce fully saturated hydrocarbons.
- Separation: The separation is similar to the HEFA-SPK technology, except that there is no propane to separate.
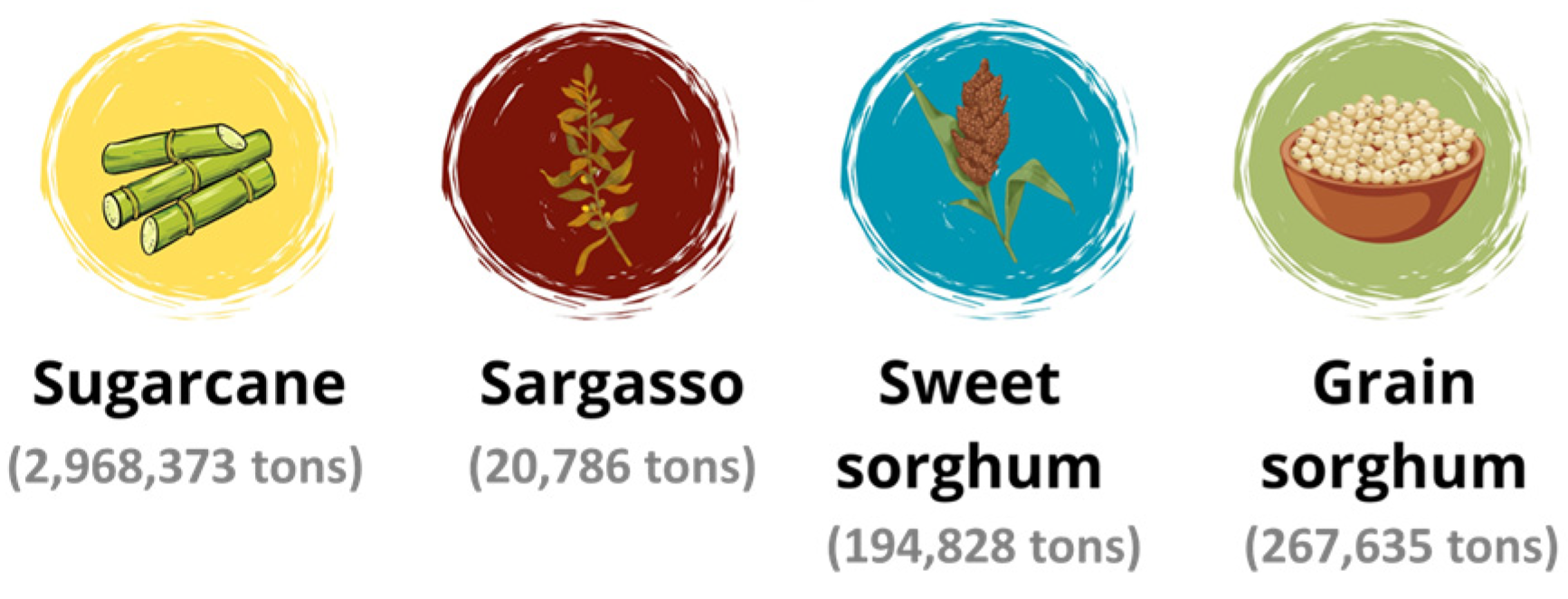
In 2017, it was reported that in the case of biofuels, bioethanol is one of the most relevant biofuels in Mexico due to the available biomass [34,35]. First-generation bioethanol is obtained from raw material derived from food parts of plants with a high starch or sugar content, such as sugarcane, corn, or sorghum grains. Second-generation bioethanol can be obtained from agricultural or forestry residues composed of cellulose, such as wheat straw or sugarcane bagasse. Mexican states such as Veracruz, Jalisco, Tamaulipas, San Luis Potosí, and Oaxaca have the capacity for alcohol production. Figure 8 shows the raw materials available and their capacity in these states, with potential capacities for the production of around three million tons of alcohol per year [36,37].

Figure 8.
Biomass available for SAF production in Mexico by ATJ-SPK.
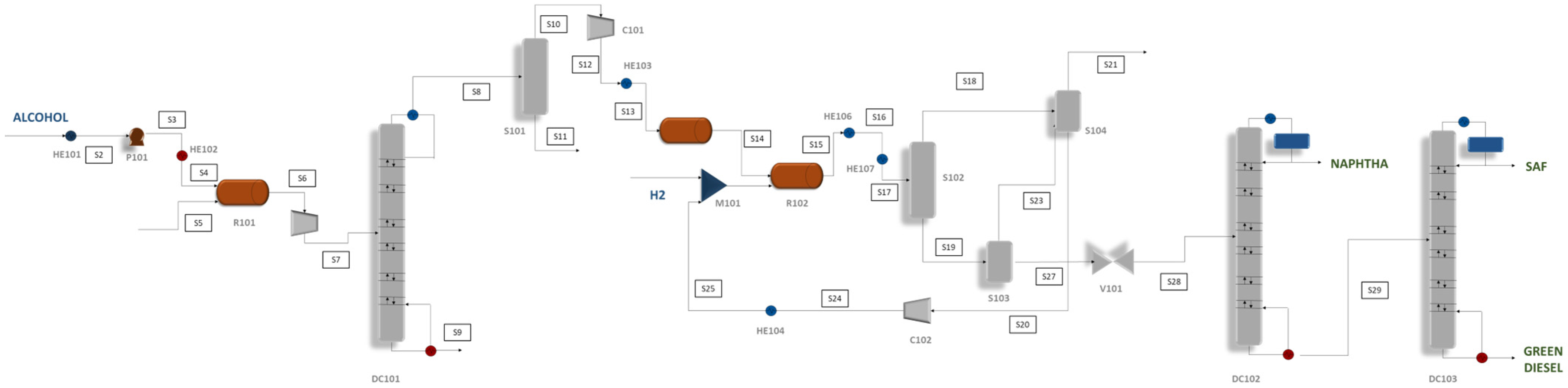
A case study was analyzed as a result of a simulation presented in Aspen Plus® V.14. The information gathered was collected in Romero-Izquierdo et al. [10], and the flow diagram is shown in Figure 9. The feed was bioethanol with a cost of 0.92 $/L, which was fed into the R101 reactor, where the dehydration reaction was carried out at 11.4 bar and 450 °C. The ethylene was then separated to be fed into R102 for the oligomerization reaction which is operated at 120 °C and 35 bar. Once in the third reactor, R103, the oligomerized mixture was converted to paraffins in the presence of hydrogen at 100 °C and 15 bar. The amount of H2 was calculated based on minimizing its amount in S16 due to the recirculation of excess H2 from S102 and S103. The product separation section, DC102 and DC103 units, were simulated as presented in HEFA-SPK. Details of the data used for simulation can be found in Table A4, Table A5, Table A6 and Table A7 of Appendix A.

Figure 9.
SAF flowsheet production via ATJ-SPK technology.
5. Results
According to the mass balance in the HEFA-SPK study, for every kilogram of palm oil, 44% is converted to SAF, 10% to naphtha, 5% to green diesel, and 9% to propane. Considering a feed of 1500 kg/h, this produces approximately 630 kg/h of SAF. The prices of palm oil and H2 are $0.35 and $2.00 per kg. The prices of SAF, naphtha, green diesel, and propane are $1.44, $0.55, $1.00, and $0.80 per kg [7,32]. Table 1 shows the Capital Expenditures (CAPEX), Operational Expenditures (OPEX), and profitability analysis for this case study [38,39], and Table 2 sums up the LCA performed in this work.

Table 1.
Techno-economic analysis of SAF production via HEFA-SPK.
Table 2.
LCA of SAF production via HEFA-SPK.
Based on the overall balance of the design in Figure 9, for every kilogram of alcohol, 14% SAF, 8% naphtha, and 1% of green diesel are produced using ATJ-SPK. To achieve the same capacity of 630 kg/h of biofuel interest as in the case of HEFA-SPK, 4560 kg/h of bioethanol is required. The following economic and life cycle analysis is performed for the amount of raw material required and the desired product. The economic analysis is carried out using a discount rate of 10% and a life project of 10 years, as in the HEFA-SPK case study. Table 3 and Table 4 summarize the economic analysis and LCA performed, respectively.
Table 3.
Techno-economic analysis of SAF production via ATJ-SPK.
Table 4.
LCA of SAF production via ATJ-SPK.
Regarding CO2 emissions, the production of fossil aviation fuel generates between 80.7 and 93.0 kg of CO2 eq. per GJ of energy [40,41]. Furthermore, Mexico has proposed that by 2030 there will be a 5% reduction in CO2 emissions, which will require 350 million liters of SAF, equivalent to 554 thousand tons of CO2 [42]; therefore, this results in a target contribution of approximately between 17 and 20% for both technologies.
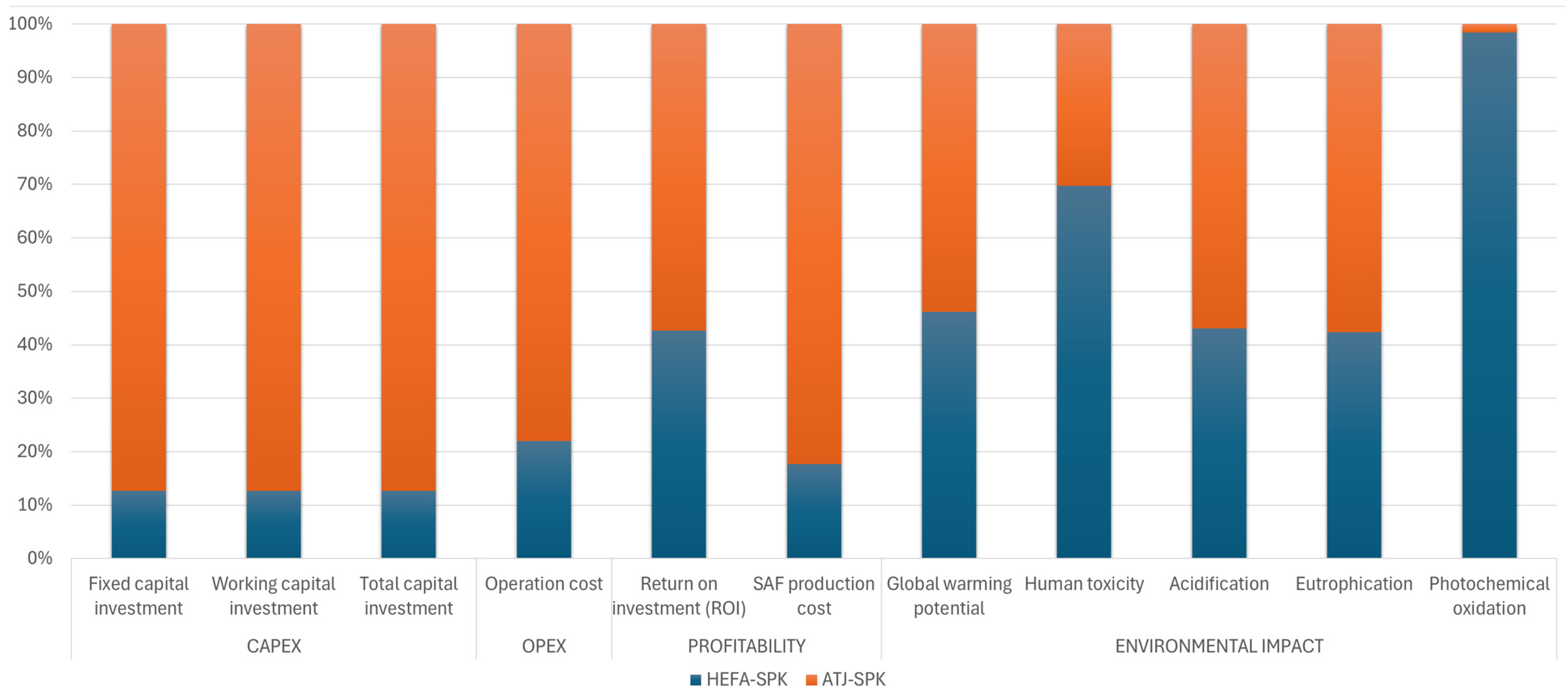
Another way of presenting the results is shown in Figure 10, where it can be seen that, in the case of HEFA-SPK, the ROI has a value of 10.2%, and in the case of ATJ-SPK, its value is 13.7%; on the other hand, the total investment and operating costs in the case of HEFA-SPK represent 9.33% and 18.34% of the total costs of ATJ-SPK technology. In other words, the costs of ATJ-SPK are higher than the costs of HEFA-SPK, which is the opposite trend to ROI, because the cost of the raw material for ATJ-SPK, bioethanol, is lower than that of palm oil, the raw material used for HEFA-SPK.
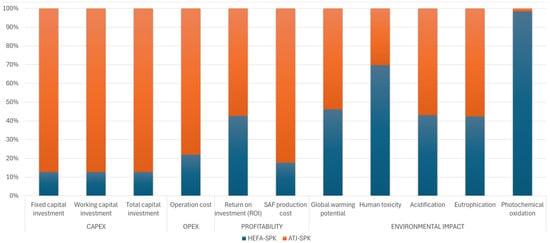
Figure 10.
Summary of the techno-economic and environmental analysis of SAF production by HEFA-SPK and ATJ-SPK.
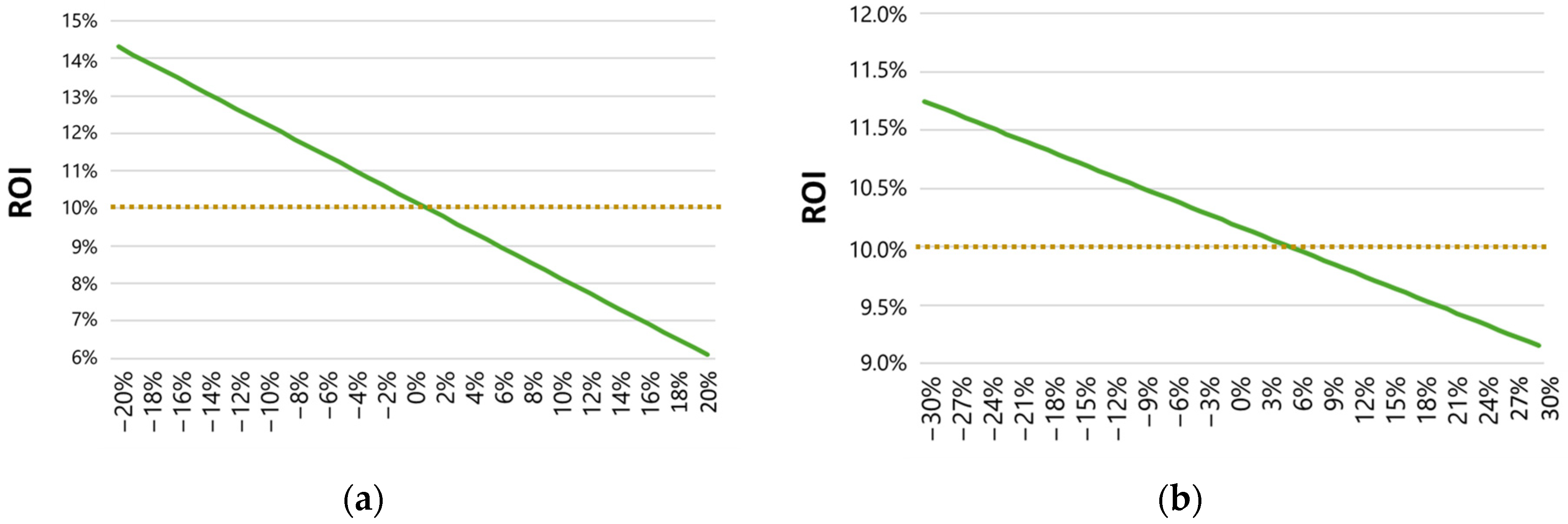
In order to have a perspective of how the ROI fluctuates in the scenarios mentioned above, an analysis was made by modifying the raw material costs. In addition, a feasible scenario was considered to have a minimum acceptable rate of return above 10% theoretically [39]. For the HEFA-SPK technology scenario, the price of palm oil was modified from −20 to 20% and that of hydrogen from −30 to 30%. Figure 11 shows the results for this scenario where the dotted line shows the minimum accepted ROI, so if the cost of palm oil (Figure 11a) increases by 1%, the process is compromised. On the other hand, if the cost of H2 (Figure 11b) increases above 8%, the process would also be compromised with respect to the ROI indicator analyzed.
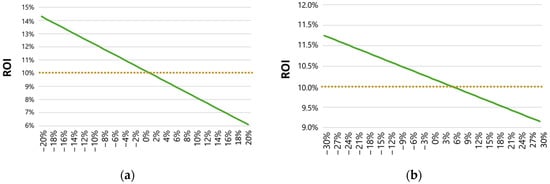
Figure 11.
Sensitivity analysis for SAF production using HEFA-SPK with two scenarios: (a) change in palm oil cost and (b) change in H2 cost.
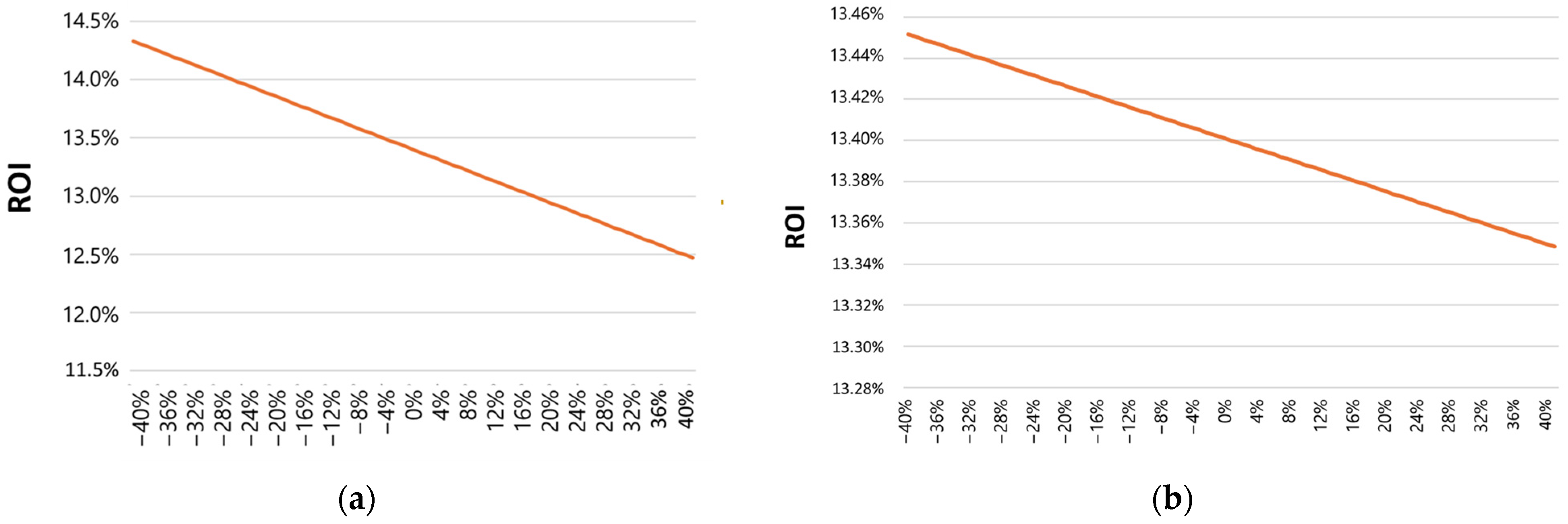
For the ATJ-SPK case, modifications in the price of ethanol and H2 in a range of −40 to 40% are considered. As shown in Figure 12, neither price change significantly affects the process, since in the case of ethanol (Figure 12a), the price is low compared to the price of palm oil for HEFA-SPK; therefore, the raw material investment does not reduce the ROI abruptly. In the case of H2 (Figure 12b), the process was designed to have a fresh H2 stream that feeds the process with the minimum required by taking advantage of excess H2 and recirculating it to the corresponding reaction zone. In both scenarios, the ROI is above 10%, so there is less risk when investing based on the flow diagram presented in Figure 9. Although raw material costs do not have a strong influence on OPEX, in this scenario, there is a high investment cost in terms of CAPEX, so it is necessary to continue working on strategies to improve the process, such as energy integration or process intensification.
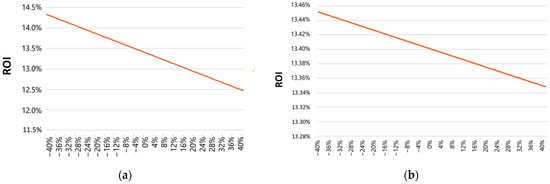
Figure 12.
Sensitivity analysis for SAF production using ATJ-SPK with two scenarios: (a) change in ethanol cost and (b) change in H2 cost.
6. Conclusions
A study on the feasibility of implementing a SAF production plant using HEFA-SPK and ATJ-SPK technology using economic and environmental indicators has been presented. As can be seen in the results shown in Table 1, Table 2, Table 3 and Table 4, there are favorable values at the process level that make it feasible to begin to include these technologies in the production of SAFs from a renewable source. On the other hand, in Mexico, there is a variety of different biomass sources that can be used for sustainable biofuel production using both technologies.
According to the values obtained in the environmental impact analysis shown in Table 2 and Table 4, the HEFA-SPK route does not have a much higher potential compared to the ATJ-SPK route, the latter having a higher global warming potential. This is partly due to the type of materials used, as is the case of the amounts of hydrogen required in both processes; on the other hand, the ATJ-SPK process requires less steam to carry out the process. On the other hand, it is recommended to continue working on the maturity of the ATJ-SPK process in order to have both technologies at the same maturity level to reduce the investment.
With respect to the environmental impact of both technologies per GJ of energy, it can be seen that the global warming potential is 1.31 and 1.53 kg CO2 eq for HEFA-SPK and ATJ-SPK technology, respectively. This is due to the amount of energy required to produce 1 kg of SAF in both technologies, which indicates that it is feasible to implement strategies to improve the process in order to minimize the amount of steam in this technology, which, unlike HEFA-SPK, has a scheme that has been more developed than ATJ-SPK.
Based on these results, in tandem with a behavioral analysis based on the risk of investing in the production of SAFs in Mexico in the face of environmental emissions, it is necessary to carry out a series of political measures improving the maturity of these technologies in the country with the help of the government and industry, since Mexico has abundant resources for the production of these biofuels. This will encourage the aviation sector to use these bioproducts based on the existing regulations. With the help of this type of work, in the future, it will be possible to promote collaboration between agricultural producers and airlines, as well as to project scenarios considering the entire value chain.
Author Contributions
J.A.: original idea, writing, proofreading, validation, investigation. E.M.-H.: writing, proofreading, validation, investigation. A.C.-L.: writing—original draft, proofreading, validation, investigation. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
Table A1.
Main parameters used for the HEFA-SPK simulation case study.
Table A1.
Main parameters used for the HEFA-SPK simulation case study.
| Item | Value | Reference | |
|---|---|---|---|
Composition of biomass (% weight)
| [7] | ||
| 42.61 | |||
| 41.9 | |||
| 10.41 | |||
| 4.24 | |||
| 0.84 | |||
Reactors
| R-101 | R-102 | [7] |
| 40 | 30 | ||
| 310 | 250 | ||
| Table A2 | Table A3 | ||
Distillation columns
| DC-101 | DC-102 | [31] |
| 1.013 | 1.013 | ||
| 10 | 29 | ||
| 3 | 19 | ||
| 0.1505 | 0.1635 | ||
| 0.8240 | 0.0838 | ||
Table A2.
Reaction information and conversion data of the hydrodeoxygenation reactor.
Table A2.
Reaction information and conversion data of the hydrodeoxygenation reactor.
| Reaction | Description | Reaction Conversion |
|---|---|---|
| Depropanation | 100% | |
| Hydrodeoxygenation | 60.1% | |
| Decarboxylation | 36.1% | |
| Decarbonylation | 3.8% | |
| n is the number of carbons in the aliphatic chain m is the number of double bonds of the fatty acid molecule | ||
Table A3.
Reaction information of the isomerization reactor.
Table A3.
Reaction information of the isomerization reactor.
| Reaction | Description | n |
|---|---|---|
| Hydrocracking | 13–18 | |
| 17, 18 | ||
| 17, 18 | ||
| 16, 18 | ||
| Isomerization | 16, 18 |
Table A4.
Main parameters used for the ATJ-SPK simulation case study.
Table A4.
Main parameters used for the ATJ-SPK simulation case study.
| Parameter | Value | Reference | |||||
|---|---|---|---|---|---|---|---|
Composition of biomass (% weight)
| [10] | ||||||
| 98.15 | |||||||
| 1.85 | |||||||
Reactors
| R-101 | R-102 | R103 | [10] | |||
| 11.4 | 35 | 15 | |||||
| 450 | 120 | 100 | |||||
| Table A5 | Table A6 | Table A7 | |||||
Distillation columns
| DC-101 | DC-102 | [31] | ||||
| 1.013 | 1.013 | ||||||
| 10 | 29 | ||||||
| 3 | 19 | ||||||
| 0.1505 | 0.1635 | ||||||
| 0.8240 | 0.0838 | ||||||
Table A5.
Reaction information and ethanol conversion data of the dehydration reactor. Reprinted with permission from ref. [10]. Copyright 2025 Copyright Elsevier.
Table A5.
Reaction information and ethanol conversion data of the dehydration reactor. Reprinted with permission from ref. [10]. Copyright 2025 Copyright Elsevier.
| Reaction | Conversion |
|---|---|
| 98.9% | |
| 0.52% | |
| 0.2% |
Table A6.
Reaction information and ethylene conversion data of the oligomerization reactor. Reprinted with permission from ref. [10]. Copyright 2025 Copyright Elsevier.
Table A6.
Reaction information and ethylene conversion data of the oligomerization reactor. Reprinted with permission from ref. [10]. Copyright 2025 Copyright Elsevier.
| Reaction | Conversion |
|---|---|
| 31.85% | |
| 0.151% | |
| 23.55% | |
| 0.151% | |
| 18.01% | |
| 0.151% | |
| 4.25% | |
| 0.151% | |
| 4.25% | |
| 4.25% | |
| 0.151% | |
| 4.25% | |
| 0.151% | |
| 4.25% | |
| 0.151% | |
| 4.25% |
Table A7.
Reaction information and reference components with 99% conversion rate hydrogenation reactor. Reprinted with permission from ref. [10]. Copyright 2025 Copyright Elsevier.
Table A7.
Reaction information and reference components with 99% conversion rate hydrogenation reactor. Reprinted with permission from ref. [10]. Copyright 2025 Copyright Elsevier.
| Reaction | Reference Component |
|---|---|
References
- Van Dyk, S.; Saddler, J. Progress in Commercialization of Biojet/Sustainable Aviation Fuels (SAF): Technologies and Policies IEA Bioenergy Task 39; IEA Bioenergy: Didcot, UK, 2024. [Google Scholar]
- Yao, G.; Staples, M.D.; Malina, R.; Tyner, W.E. Stochastic Techno-Economic Analysis of Alcohol-to-Jet Fuel Production. Biotechnol. Biofuels 2017, 10, 18. [Google Scholar] [CrossRef] [PubMed]
- International Air Transport Association. IATA Annual Review 2021; International Air Transport Association: Montreal, NA, Canada, 2021. [Google Scholar]
- Afonso, F.; Sohst, M.; Diogo, C.M.A.; Rodrigues, S.S.; Ferreira, A.; Ribeiro, I.; Marques, R.; Rego, F.F.C.; Sohouli, A.; Portugal-Pereira, J. Strategies towards a More Sustainable Aviation: A Systematic Review. Prog. Aerosp. Sci. 2023, 137, 100878. [Google Scholar] [CrossRef]
- Wang, M.; Dewil, R.; Maniatis, K.; Wheeldon, J.; Tan, T.; Baeyens, J.; Fang, Y. Biomass-Derived Aviation Fuels: Challenges and Perspective. Prog. Energy Combust. Sci. 2019, 74, 31–49. [Google Scholar] [CrossRef]
- ASTM D7566-21; Standard Specification for Aviation Turbine Fuel Containing Synthesized Hydrocarbons. ASTM International: West Conshohocken, PA, USA, 2016.
- Martinez-Hernandez, E.; Ramírez-Verduzco, L.F.; Amezcua-Allieri, M.A.; Aburto, J. Process Simulation and Techno-Economic Analysis of Bio-Jet Fuel and Green Diesel Production—Minimum Selling Prices. Chem. Eng. Res. Des. 2019, 146, 60–70. [Google Scholar] [CrossRef]
- Mannion, L.A.; Redington, C.; Kelly, M.; Bell, A.; Dooley, S. The Effect of Used Cooking Oil Composition on the Specific CO2e Emissions Embodied in HEFA-SPK Production. Biofuels Bioprod. Biorefin. 2024, 18, 837–854. [Google Scholar] [CrossRef]
- Kurzawska-Pietrowicz, P.; Jasiński, R. A Review of Alternative Aviation Fuels. Energies 2024, 17, 3890. [Google Scholar] [CrossRef]
- Romero-Izquierdo, A.G.; Gómez-Castro, F.I.; Gutiérrez-Antonio, C.; Hernández, S.; Errico, M. Intensification of the Alcohol-to-Jet Process to Produce Renewable Aviation Fuel. Chem. Eng. Process. Process Intensif. 2021, 160, 108270. [Google Scholar] [CrossRef]
- García-Hernández, A.E.; Segovia-Hernández, J.G.; Sánchez-Ramírez, E.; Zarazúa, G.C.; Araujo, I.F.H.; Quiroz-Ramírez, J.J. Sustainable Aviation Fuel from Butanol: A Study in Optimizing Economic and Environmental Impact through Process Intensification. Chem. Eng. Process. Process Intensif. 2024, 200, 109769. [Google Scholar] [CrossRef]
- Xing, J.; An, Z.; Zhang, Y.; Kurose, R. Reduced Reaction Mechanisms for Sustainable Aviation Fuel (SAF): Isoparaffinic Alcohol-to-Jet Synthetic Paraffinic Kerosene (AtJ-SPK) and Its Blends with Jet A. Energy Fuels 2023, 37, 12274–12290. [Google Scholar] [CrossRef]
- Qasem, N.A.A.; Mourad, A.; Abderrahmane, A.; Said, Z.; Younis, O.; Guedri, K.; Kolsi, L. A Recent Review of Aviation Fuels and Sustainable Aviation Fuels. J. Therm. Anal. Calorim. 2024, 149, 4287–4312. [Google Scholar] [CrossRef]
- Lundberg, S.; Fagerström, A.; Johansson, K. Life Cycle Assessment of Gasification-Based Fischer-Tropsch Bio Jet Fuel Production; IVL Swedish Environmental Research Institute: Stockholm, Sweden, 2020. [Google Scholar]
- Serrano-Ruiz, J.C.; Dumesic, J.A. Catalytic Routes for the Conversion of Biomass into Liquid Hydrocarbon Transportation Fuels. Energy Environ. Sci. 2011, 4, 83–99. [Google Scholar] [CrossRef]
- Tanzil, A.H.; Brandt, K.; Wolcott, M.; Zhang, X.; Garcia-Perez, M. Strategic Assessment of Sustainable Aviation Fuel Production Technologies: Yield Improvement and Cost Reduction Opportunities. Biomass Bioenergy 2021, 145, 105942. [Google Scholar] [CrossRef]
- de Klerk, A.; Chauhan, G.; Halmenschlager, C.; Link, F.; Montoya Sánchez, N.; Gartley, B.; El-Sayed, H.E.M.; Sehdev, R.; Lehoux, R. Sustainable Aviation Fuel: Pathways to Fully Formulated Synthetic Jet Fuel via Fischer–Tropsch Synthesis. Energy Sci. Eng. 2024, 12, 394–409. [Google Scholar] [CrossRef]
- Yang, E.; Chon, K.; Kim, K.-Y.; Le, G.T.H.; Nguyen, H.Y.; Le, T.T.Q.; Nguyen, H.T.T.; Jae, M.-R.; Ahmad, I.; Oh, S.-E. Pretreatments of Lignocellulosic and Algal Biomasses for Sustainable Biohydrogen Production: Recent Progress, Carbon Neutrality, and Circular Economy. Bioresour. Technol. 2023, 369, 128380. [Google Scholar] [CrossRef] [PubMed]
- Marszałek, N.; Lis, T. The Future of Sustainable Aviation Fuels. Combust. Engines 2022, 191, 29–40. [Google Scholar] [CrossRef]
- Buenrostro Domínguez, T. Biocombustibles Sustentables de Aviación En México; International Civil Aviation Organization: Montreal, NA, Canada, 2013. [Google Scholar]
- Matos-Ríos, D.M.; Martínez-Guido, S.I.; Ortega, J.M.; Gómez-Castro, F.I.; García-Trejo, J.F.; Gutiérrez-Antonio, C. Optimal Supply Chain Design for Renewable Aviation Fuel Production in Mexico Considering the Full Use of Nonedible Biomass. ACS Sustain. Chem. Eng. 2022, 10, 9770–9786. [Google Scholar] [CrossRef]
- Martinez-Hernandez, E.; Cui, X.; Scown, C.D.; Amezcua-Allieri, M.A.; Aburto, J.; Simmons, B.A. Techno-economic and Greenhouse Gas Analyses of Lignin Valorization to Eugenol and Phenolic Products in Integrated Ethanol Biorefineries. Biofuels Bioprod. Biorefin. 2019, 13, 978–993. [Google Scholar] [CrossRef]
- ASTM D1655-09a; Standard Specification for Aviation Turbine Fuels. ASTM International: West Conshohocken, PA, USA, 2009.
- Aeropuertos y Servicios Auxiliares Capacidades de Almacenamiento. Available online: https://www.asa.gob.mx/es/ASA/03 (accessed on 28 November 2024).
- Coldwell, P.J.; Beltrán Rodríguez, L.; Zendejas, F.; Subsecretario De Electricidad, R.; Flores Quiroga, A.; Brasdefer, G.; Oficial, H.; Carlos, M.; Ortiz Gomez, R. Mapa de Ruta Tecnológica Bioturbosina; Secretaría de Energía de México: Mexico City, Mexico, 2017.
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The Ecoinvent Database Version 3 (Part I): Overview and Methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Castillo-Landero, A.; Dominguillo-Ramirez, D.; Aburto, J.; Sadhukhan, J.; Martinez-Hernandez, E. Improving the Economic, Environmental, and Safety Performance of Bio-Jet Fuel Production Through Process Intensification and Integration Using a Modularity Approach. ACS Sustain. Chem. Eng. 2023, 11, 660–669. [Google Scholar] [CrossRef]
- Starck, L.; Pidol, L.; Jeuland, N.; Chapus, T.; Bogers, P.; Bauldreay, J. Production of Hydroprocessed Esters and Fatty Acids (HEFA)–Optimisation of Process Yield. Oil Gas Sci. Technol. Rev. D’ifp Energ. Nouv. 2016, 71, 10. [Google Scholar] [CrossRef]
- Gobierno de México Servicio de Información Agroalimentaria y Pesquera. Available online: http://infosiap.siap.gob.mx/gobmx/datosAbiertos.php (accessed on 22 October 2024).
- Rocha, E.G.; Oviedo, T.A.B.; Rivera, B.L.M.; Ramos, R.Z. Procedure to Obtaina Catalyst for the Hydrodenitrogenation and Hydrodesulfurization of Middle and Heavy Oil Fraction and The Resulting Product. U.S. Patent 6,383,975, 7 May 2022. [Google Scholar]
- Gonzalez, O.; Aburto, J.; Martinez-Hernandez, E. Modeling of a Sustainable Aviation FUEL (SAF) Distillation Module Using Artificial Neural Networks. In Proceedings of the 2024 AIChE Annual Meeting, San Diego, CA, USA, 25–28 October 2024; AIChE: New York, NY, USA, 2024. [Google Scholar]
- Panoutsou, C.; Maniatis, K. Sustainable Biomass Availability in the EU, to 2050; Concawe: Brussels, Belgium, 2021. [Google Scholar]
- Liu, S.; Zhu, Q.; Guan, Q.; He, L.; Li, W. Bio-Aviation Fuel Production from Hydroprocessing Castor Oil Promoted by the Nickel-Based Bifunctional Catalysts. Bioresour. Technol. 2015, 183, 93–100. [Google Scholar] [CrossRef] [PubMed]
- Martinez-Hernandez, E.; Ibrahim, M.H.; Leach, M.; Sinclair, P.; Campbell, G.M.; Sadhukhan, J. Environmental Sustainability Analysis of UK Whole-Wheat Bioethanol and CHP Systems. Biomass Bioenergy 2013, 50, 52–64. [Google Scholar] [CrossRef]
- Vega, L.P.; Bautista, K.T.; Campos, H.; Daza, S.; Vargas, G. Biofuel Production in Latin America: A Review for Argentina, Brazil, Mexico, Chile, Costa Rica and Colombia. Energy Rep. 2024, 11, 28–38. [Google Scholar] [CrossRef]
- Programa Nacional de Agroindustria de La Caña de Azucar 2021–2024. Available online: https://www.gob.mx/cms/uploads/attachment/file/709503/PROGRAMA_PRONAC_2021-2024vf_web.pdf (accessed on 13 November 2024).
- Gobierno de México Sistema de Información Agroalimentaria de Consulta. Available online: https://www.gob.mx/siap/documentos/siacon-ng-161430 (accessed on 22 October 2024).
- Peters, M.S.; Timmerhaus, K.D.; West, R.E. Plant Design and Economics for Chemical Engineers; McGraw-Hill: New York, NY, USA, 2003; Volume 4. [Google Scholar]
- El-Halwagi, M.M. Sustainable Design Through Process Integration: Fundamentals and Applications to Industrial Pollution Prevention, Resource Conservation, and Profitability Enhancement; Butterworth-Heinemann: Oxford, UK, 2017; ISBN 0128098244. [Google Scholar]
- Pierobon, F.; Eastin, I.L.; Ganguly, I. Life Cycle Assessment of Residual Lignocellulosic Biomass-Based Jet Fuel with Activated Carbon and Lignosulfonate as Co-Products. Biotechnol. Biofuels 2018, 11, 139. [Google Scholar] [CrossRef] [PubMed]
- Fortier, M.-O.P.; Roberts, G.W.; Stagg-Williams, S.M.; Sturm, B.S.M. Life Cycle Assessment of Bio-Jet Fuel from Hydrothermal Liquefaction of Microalgae. Appl. Energy 2014, 122, 73–82. [Google Scholar] [CrossRef]
- ICAO. Avances Para el Desarrollo de Saf en México; ICAO: Montreal, NA, Canada, 2024. [Google Scholar]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).