1. Introduction
Steelmaking slag (SS) derives from the high temperature production process of steel and is unstable due to its high content of lime. This is mainly related to the presence of 2CaO-SiO
2, which can transform, during cooling or successive aging, into a phase with larger specific volume [
1] crumbling the slag. This results in a mixture of submicronic and micronic-granulated particles. Moreover, the residual free lime can spontaneously hydrate in the atmospheric environment after cooling. Both of the above volumetric instabilities represent a drawback when slag is used as a raw material for recycling. In addition, the volumetric instabilities can be combined with a retarded hydration when slags containing free MgO or MgO-based compounds are used in the production of mortars or concretes [
2,
3,
4,
5]. It is generally accepted that a better stability could be obtained when the slag is pre-treated by different methods such as long time weathering of the granulated slag outside the slag pits, treatment of the liquid slag by injecting oxygen and silica, autoclaving of the slag in baskets [
6,
7] and others [
8,
9,
10].
The extremely large quantity of SS produced all over the world by steel industries represents a strong driving force for recycling of this byproduct of steel production. However, recycling of SS could be convenient provided that the produced materials possess good durability and maintain properties in line with the requirements of standards after long time aging.
In this view, several authors proposed the use of blended cements containing SS for concrete manufacturing [
11,
12,
13]. For this specific application, SS needs to be converted by milling into a powdered product. Blending could be reasonably performed by cement industries in order to scale up the process at industrial level.
Other authors found that cement-based materials with good properties could be obtained when SS are employed as partial replacement of sand fines with optimized replacement ratios [
3,
4,
14,
15,
16,
17,
18]. In addition, Shi [
19,
20] observed that ladle slag fines showed significant cementitious behaviour in the presence of an alkaline activator and that the cementitious properties became more evident decreasing the size of the slag particles. On the other hand, Qasrawi et al. [
18] showed that the use of steel slag as fine aggregate had a negative impact on workability. Nevertheless, they evidenced a positive effect on compressive and tensile strength for aggregate replacement fractions between 15% and 30%.
It is clear that, when used as aggregate, SS processing and use could be carried out by concrete or mortars manufacturers avoiding involvement of cement industries in the SS recycling.
Independently of their chemical composition, SS normally displays a wide particle size distribution. This is affected by the slag origin, the steel production process and the time elapsed from slag generation. SS morphology is an additional parameter that must be taken into account during the preparation of mortars or concretes.
Nowadays, the use of SS containing small and coarse particles for mortar or concrete production is still under debate. However it is generally accepted that the use of powdered SS containing particles of a size equal or larger than 2.5 mm could compromise the long term durability of the material, as was demonstrated by Manso et al. [
17] and Furlani and Maschio [
21]. On the other hand, there is a lack of literature regarding long term durability of concretes or mortars containing unprocessed SS. The goal of the present research is to evaluate the critical SS maximum size below which mortars or concrete are not affected by long term volumetric instabilities.
This paper deals with the long term compressive strength of mortars containing cement, a natural aggregate, superplasticizer, water and SS. Samples were produced replacing 1/3 of natural aggregate with an equivalent amount of slag. Materials investigated were produced varying the maximum SS particle size. A slag-free composition was prepared to produce reference samples. All mortars were prepared with a fixed aggregate/cement ratio (6/1), as has been often proposed in literature [
18,
22,
23,
24], a fixed superplasticizer/cement ratio (s/c) and a fixed water/cement ratio (w/c). Materials were aged in water for different times up to the limit of 1100 days. In addition, a test after an autoclave treatment was also performed in order to compare long term aging in water with accelerated aging under pressure.
3. Results
In line with the work of other researchers [
26], due to the non negligible CaO + MgO content of the slag, it was decided to use a CEMIIB-S cement in order to retard the hydration process with respect to an Ordinary Portland Cement (OPC). It was expected that the use of this cement could amplify the pozzolanic effect during hydration and during the first stage of mortar aging and therefore, lead to an optimized hydration of most hydraulic compounds contained in the slag powders. Such compounds, if present in the fine fraction of the slag, can contribute to expansion during the first hydration step when materials are not yet hardened [
3,
4]. However, the hydration process can be difficult to control when the hydraulic components of the slag are present in clusters. This can lead to uncontrollable hydration that could occur in the hardened materials. The reduction of the maximum particles size below 2500 µm enables to optimize the contact with water during the stirring steps of mortar preparation, minimizing the risk of uncontrollable hydration.
Table 2 shows that the slag contains large amounts of CaO, SiO
2, Fe
2O
3, MgO, MnO and Al
2O
3. Other oxides have been detected in lower quantities, even if the amount of Cr
2O
3 cannot be considered negligible. The absence of relevant amounts of toxic elements can also be highlighted. In addition,
Table 2 shows that free lime is 1.7% and the ratio (CaO + MgO)/SiO
2 is above 1.4 indicating that hydraulic activity could be expected for the slag [
26,
27,
28,
29]. It can be also observed that the density is 3.30 g/cm
3, in line with values reported by other researchers [
13,
18,
30]. The CEMIIB-S 42.5N conforms to EN-197-1 European Standards whereas natural aggregate is a mixture of calcite and dolomite.
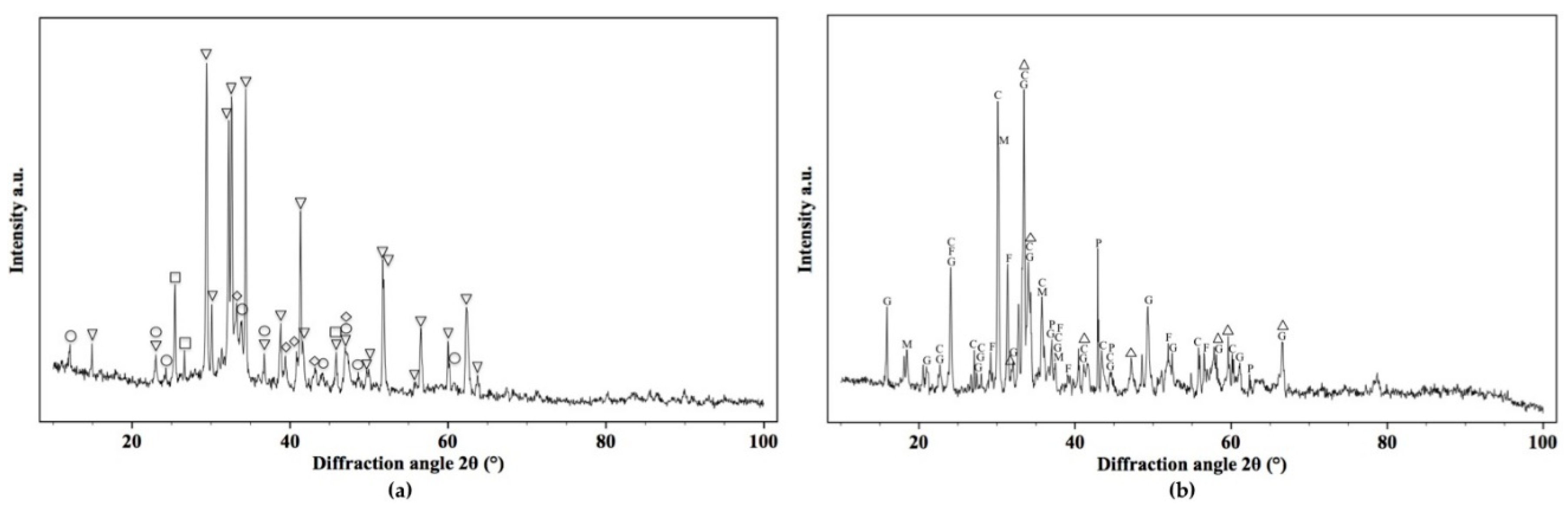
Figure 1a shows the XRD pattern of the CEMIIB-S 42.5N cement used for mortars preparation whereas
Figure 1b displays that of the as received slag. As can be seen in
Figure 1a, tricalcium silicate (PDF 00-042-0551, 3CaO SiO
2), tetracalcium aluminum ferrite (PDF 01-074-0803, 4CaO Fe
2O
3 Al
2O
3), calcium aluminate (PDF 00-033-0251, Ca
3Al
2O
6) and quartz (PDF 01-087-2096, SiO
2) are present in the cement. The RIR investigation method also revealed the quantity of each phase: tricalcium silicate 68%, tetracalcium aluminum ferrite 8%, calcium aluminate 9% and quartz 15%. These values are in line with the UNI EN 197-1 European Standards.
The XRD analysis of the as-received starting slag shows the presence of several phases, some of them in very small amounts rendering very difficult their identification. Only the phases that were identified by a minimum of four representative peaks are considered in the present paper. In particular, the XRD spectrum in
Figure 1b reveals the presence of aluminum calcium oxide (PDF 01-070-0134, Ca
3Al
2O
6), fayalite (PDF 01-080-0945, Fe
2SiO
4), glaucochroite (PDF 01-083-1745, (Ca,Mn)
2SiO
4), calcium iron oxide (PDF 01-072-0890, CaOFe
2O
3), magnetite (PDF 01-074-1910, Fe
3O
4) and periclase (PDF 00-004-0829, MgO). These phases were identified in each powder batch independently of their particles size distribution. However, it should be considered that the fraction of each phase changes for each batch as it is shown in
Table 3. It can be observed that the fayalite and magnetite contents are almost constant in the four batches, while the amount of other compounds can significantly change. In particular, the amount of glaucochroite and calcium iron oxide decrease with increasing the maximum particle size of the powders whereas that of aluminum calcium oxide and periclase tend to increase in agreement with literature data [
31]. The variability of the content of these compounds can affect workability as well as durability of the mortars with a negative effect on their performance.
Table 3 shows that the four batches of slag powders do not contain free CaO, and seems to be in conflict with the results obtained by the chemical analysis (see
Table 2). However, this discrepancy can be attributed to the semi quantitative nature of XRD analysis, which can be less precise when crystal phases are present in traces. The presence of CaO and MgO containing phases in the slag is due to the high temperature decomposition of the dolomite, which is used as slag forming medium during steel production. It is also generally accepted that these phases can react with other components of the slag to form mixed oxides during steel production. This is clearly documented by the XRD analysis. However, the absence of free CaO in combination with the increasing amount of periclase for large maximum particle sizes indicates that CaO preferentially reacts with other components to form mixed oxides. In contrast, MgO is less prone to react with other oxides forming large clusters of single oxide, which is associated to an increase of the size of the oxide particles.
In addition,
Table 3 reports the pore size and the specific surface area of the different batches of slag. The values of pore size and specific surface areas are almost constant and appear independent on the maximum particle size: it follows that in the present discussion, their influence on materials performances was assumed to be not relevant.
As reported in the experimental section, the reference composition presented low fluidity and was classified as plastic. This behaviour forced us to vibrate the paste under casting. However, it has also been observed that mortars’ workability improves decreasing the size of slag particles, as confirmed by the slump flow tests (data displayed in
Table 4). This ranges from the grade of plastic (reference composition) to that of fluid (composition containing the slag with maximum size of 250 µm). This behaviour may be explained by
Figure 2, which displays the cumulative particle size distribution, taking into account the excess of fines in each aggregate, according to the Bolomey equation, for the reference composition and for the S2500 and S250 ones. The trends of S500 and S1000 compositions is not shown. However, it was observed that the behaviour of these compositions was between that of S250 and S2500 compositions. It may be observed that, by replacing the natural aggregate with the slag, the trend changes toward the ideal distribution regarding workability.
In addition, it has been observed that the workability of the paste is affected by the residual porosity of the mortars. In particular, a high workability is associated with a low residual porosity. This aspect will be further discussed in the remaining part of the paper.
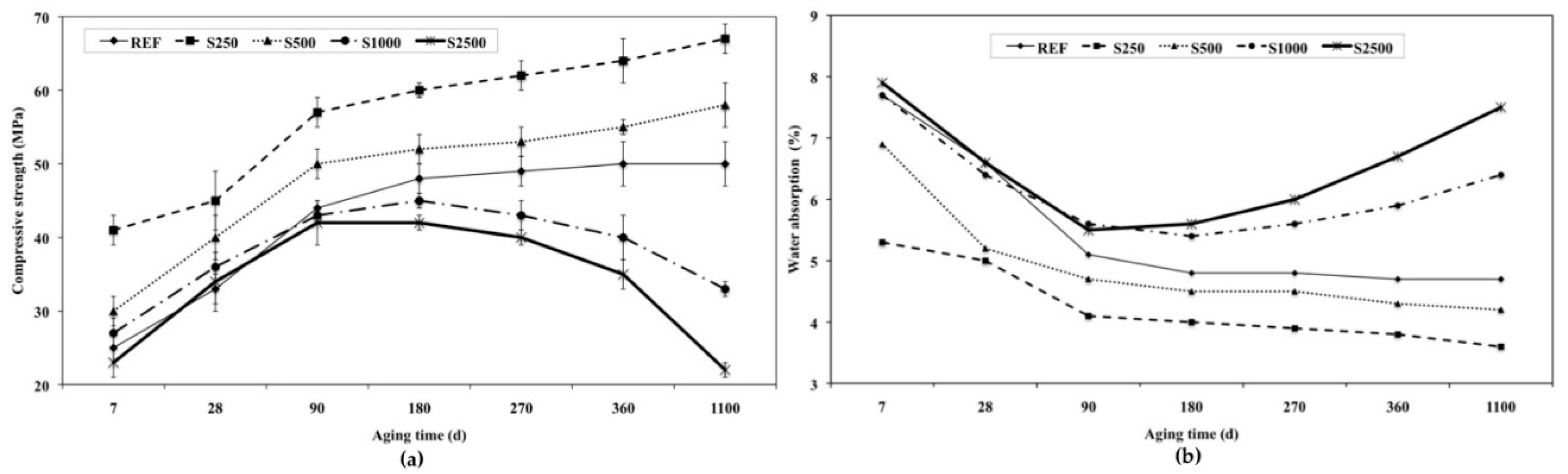
Figure 3 shows the compressive strength (
Figure 3a) and the water absorption (
Figure 3b) of samples tested after 7, 28, 90, 180, 270, 360 and 1100 days (error bars are also reported for the compressive strength).
Figure 3a shows that the reference composition displays a strength of 25 MPa after 7 days, 33 MPa after 28 days increasing to 44 MPa after 90 days, 48 MPa after 180 days and remains almost constant for longer aging times (50 MPa after 1100 days). These values are relatively low for mortars prepared using a CEMIIB-S 42.5N cement. However, these can be associated with the cement/aggregate ratio (1/6) used in the present research work.
The average strength of the material with composition S250 is 41 MPa after 7 days, 45 MPa after 28 days, 57 MPa after 90 days, 60 MPa after 180 days, 62 MPa after 270 days, 64 MPa after 360 days and 67 MPa after 1100 days. This composition highlights a pozzolanic effect, which is revealed by a strong increase of strength for long aging times.
The average compressive strength of composition S500 is 30 MPa after 7 days, 40 MPa after 28 days, 50 MPa after 90 days, 52 MPa after 180 days, 53 MPa after 270 days, 55 MPa after 360 days and 58 MPa after 1100 days. It can be assumed that the pozzolanic phenomenon also affects the mechanical properties of this composition.
The composition S1000 exhibits an average strength of 27 MPa after 7 days, 36 MPa after 28 days, 43 MPa after 90 days and 45 MPa after 180 days. For longer aging times, its average strength progressively decreases, reaching 33 MPa after 1100 days. This indicates that the material suffers from a certain instability after 180 days of aging, due to retarded hydration reactions of some components introduced with the slag. A similar trend can be observed for the composition S2500, which displays an increase of strength for aging up to 180 days (42 MPa) followed by a marked decrease for longer aging times (22 MPa after 1100 days of aging).
The trend of the compressive strength shown in
Figure 3 highlights that materials containing slag with maximum size equal or smaller than 500 µm exhibit different behaviour than those with larger slag particles (equal or larger than 1000 µm). In the case of small sized slag particles, complete hydration can be achieved during the first stage of mortars aging when materials are still not completely hardened. In contrast, the presence of large slag particles delay the hydration reactions which in turns lead to expansion and then cracking of the hydrated materials. This is associated with a marked reduction of the strength of the material (
Figure 3), in line with the results reported in a previous work [
21]. Moreover, slag particles with maximum size equal or smaller to 500 µm may be considered as an additional cement with pozzolanic activity. It follows that the cement/aggregate ratio is close to 1/2 for these compositions and leading to the development of a higher strength.
The trends of water absorption of the mortar samples as a function of the aging time are reported in
Figure 3b for the different compositions considered in this work. The reference composition displays a value of 7.7% after 7 days of aging, 6.6% after 28 days, 5.1% after 90 days, 4.8% after 180 days and after 270 days, 4.7% after 360 days and 1100 days. Composition S250 exhibits a value of 5.3% after 7 days—The water absorption of this sample progressively decreases to 3.6% after 1100 days of aging. The sample S500 displays a similar trend with a water absorption of 6.9% after 7 days and 4.2% after 1100 days.
The water absorption of composition S1000 decreases from 7.7% after 7 days to 5.4% after 180 days. This decrease is followed by an increase of water absorption for longer immersion times, reaching 6.4% after 1100 days of aging. Similarly, composition S2500 displays an initial decrease from 7.9% after 7 days of aging to 5.5% after 90 days followed by a progressive increase of water absorption for longer aging times (7.5% after 1100 days).
It must be pointed out that water absorption tests are not a direct measurement of residual porosity since these tests enable only the evaluation of the open porosity of the material, while the total porosity remains undetermined. Moreover, further hydration might take place during the water absorption test, resulting in additional water absorption of the material. Nevertheless, it is observed that
Figure 3b is consistent with
Figure 3a, since water absorption data reflect the trend of materials strength for all compositions of the mortars.
Another important piece of evidence from the data reported in
Figure 3 is that compositions S1000 and S2500 display an inversion of the trend of compression strength and water absorption after 180 days of aging. This inversion is reasonably related to the retarded hydration of some compounds and depends on the materials’ permeability, which is a function of their open porosity. The retarded hydration occurs on hardened samples and, due to their small dimensions (100 mm), their expansion was not revealed by the investigation method followed in the present research. However, it can be expected that the addition of superfine slag to Portland cement improves the pore size distribution of the pastes and consequently the strength of the mortars because pore size and shape are crucial factors affecting their durability, as they influence penetration of liquids, vapors or gases into the matrix [
32,
33]. The time required for permeation falls between 180 and 360 days and depends on the preparation protocol followed rather than on materials composition.
Table 5 reports compressive strength data (averaged over 3 measurements) and their standard deviation for samples that underwent accelerated aging; that is, autoclave and thermal cycling processing. It can be observed that mortars R, S250 and S500 improve their strength after accelerated aging whereas, S1000 and S2500 compositions show a decrease of mechanical properties after accelerated aging. Data in
Table 5 confirm that that strength values obtained after autoclave treatments are in good agreement with those obtained after thermal cycling. Moreover, these data further confirm that the use of slag with maximum size equal or smaller than 500 µm enables production of stable mortars, since their strength is higher than that measured after 28 days of aging. On the other hand, materials prepared using SS with larger size exhibit low strength. This indicates that a certain percentage of the volume expansion may close the porosity, making the entire bulk much more compact [
34]. This effect is more evident for materials containing small particles that can be hydrated without destructive effects.
Figure 4 is an optical stereomicroscope image of the free surface of a mortar sample with composition S2500 after the freezing and thawing cycles between −20° and +40 °C. Extended crazing can be seen in the image. This is responsible for the strength reduction observed for this composition. A similar phenomenon, although less pronounced, was observed for composition S1000.
After 28 days of aging, expansions of 0.032%, 0.019% and 0.025% were respectively measured for the reference composition, S250 and S500 samples, respectively. Mortars S1000 and S2500 showed an expansion of 0.043% and 0.047% respectively. All expansion values are below the 0.05% limit established by the ASTM C33 standard.
Based on chemical and crystallographic data discussed above, the starting slag has been classified as a material that could display hydraulic properties. However, their hydraulic efficiency should reasonably depend on the particle size distribution of the slag. In fact, it is generally accepted that the hydraulic activity of the powder becomes stronger when the particle size is decreased. This is supported by the compressive strength tests carried out in the present research. In particular, samples containing slag with maximum size equal or larger than 1000 µm display compressive strength lower than those of the blank composition. In contrast, samples containing slag with maximum size equal or smaller than 500 µm display higher strength values. This behaviour indicates that slags with maximum size equal or smaller than 500 µm can be almost completely considered as cementitious material. This leads to a modification of the cement/aggregate ratio improving the final strength of hydrated products. On the other hand, in compositions with maximum slag size equal or larger to 1000 µm, only a limited part of the slag could develop hydraulic activity during the early stages of materials hydration. Moreover, large slag particles impair the materials’ stability after long term aging.
As a conclusive remark, it is possible to state that the use of SS in mortar production is possible provided that the maximum size of the slag is smaller than 500 µm. This results in an improved materials long term stability combined with high compressive strength.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}