Numerical Analysis and Experimental Study on Fabrication of High Aspect Ratio Tapered Ultrafine Holes by Over-Growth Electroforming Process

Abstract
:1. Introduction
2. Numerical Analysis
2.1. Over-Growth Electroforming Principle
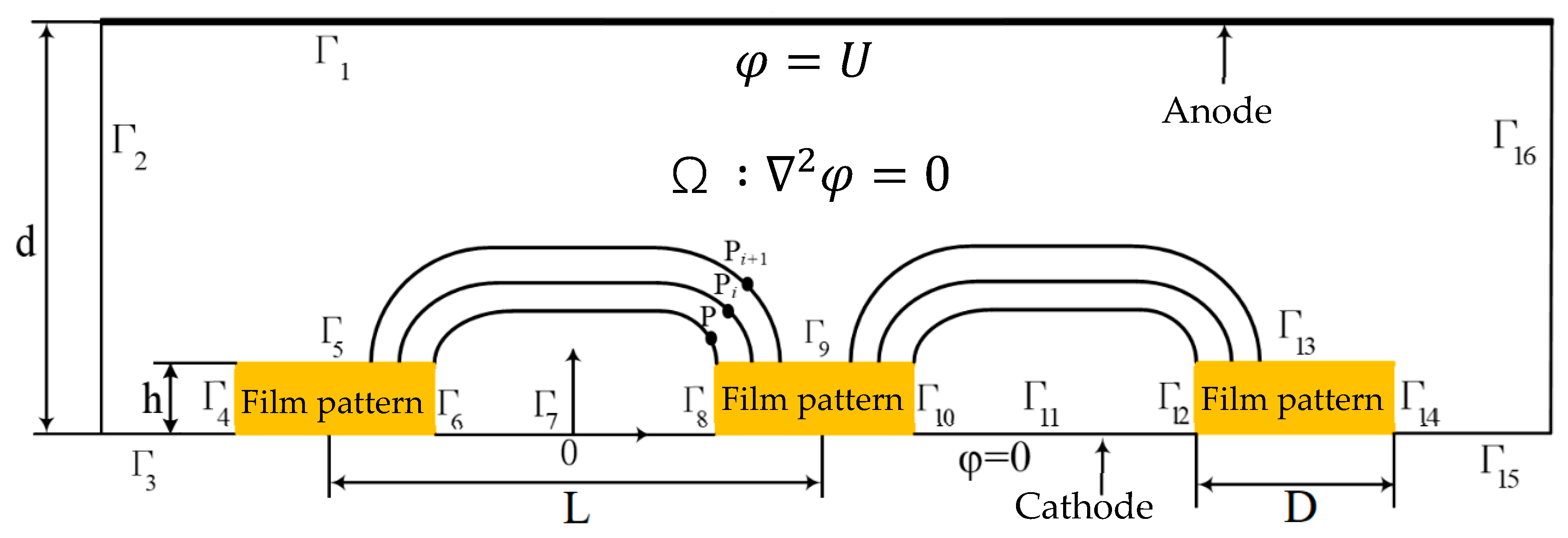
2.2. Model Development and Numerical Solution
- the potential of each electrode surface is equal, ignoring the boundary effect;
- the electrolyte is isotropic and its conductivity is constant in the enclosed area Ω;
- regardless of electrochemical polarization and concentration polarization;
- the electric field between the electrodes approximates to a steady electrostatic field at a special moment.
3. Results
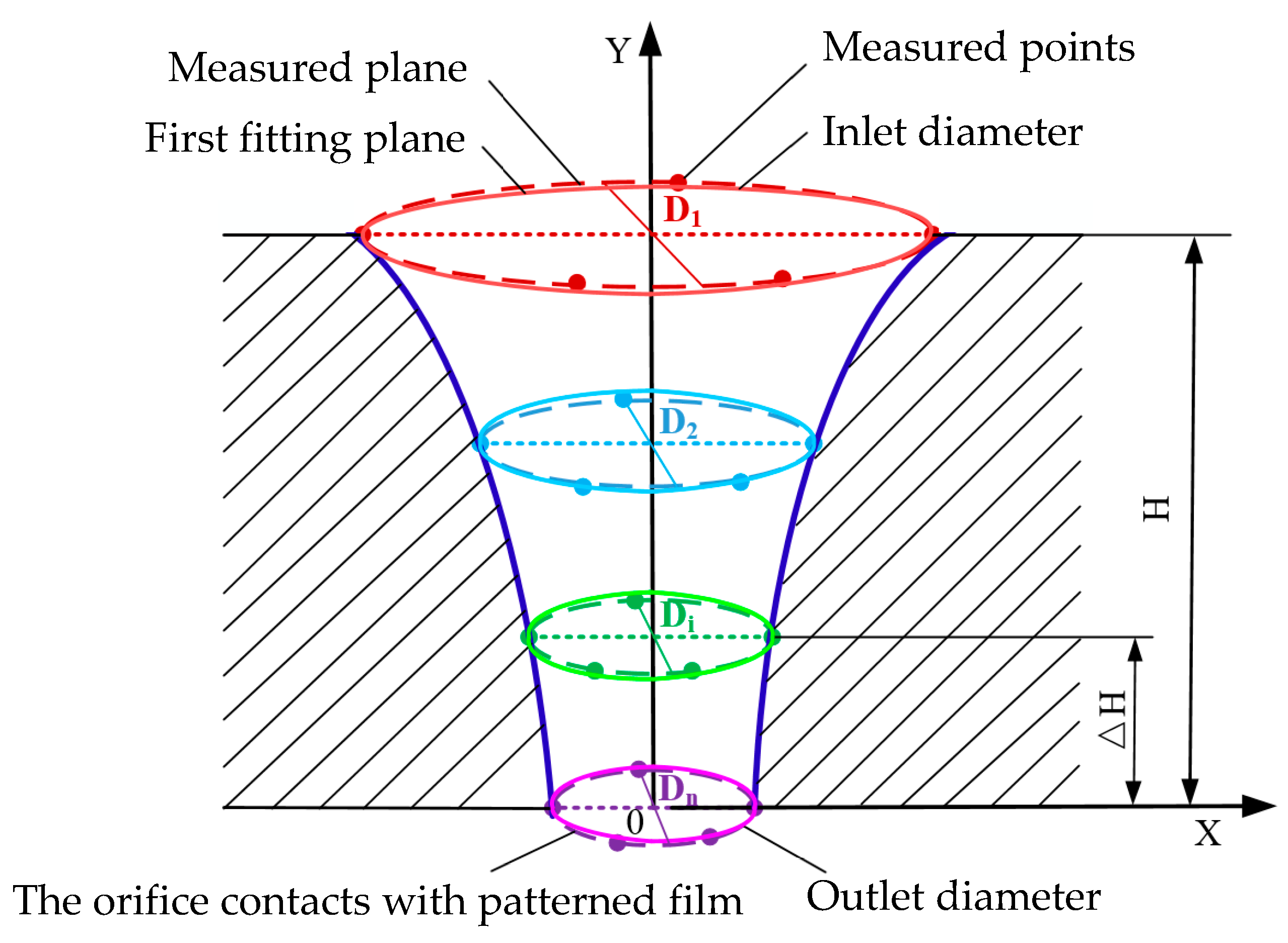
- Determine the whole depth, H, of the formed hole, and then divide it into n (n = 6–8) parts.
- Along the depth direction of the hole, define n + 1 measuring planes which are parallel to the substrate surface, and the first measuring plane is designated as the surface of the deposit contacting directly the substrate.
- Acquire the coordinate values of at least five different points that are located at the measuring circle formed by transecting the hole with the measuring plane, and then fit the values into a circle based on the least square method, thus calculating the diameter of each fitted circle.
- Form the three-dimensional geometric profile by connecting all the above fitted circles.
4. Results and Discussion
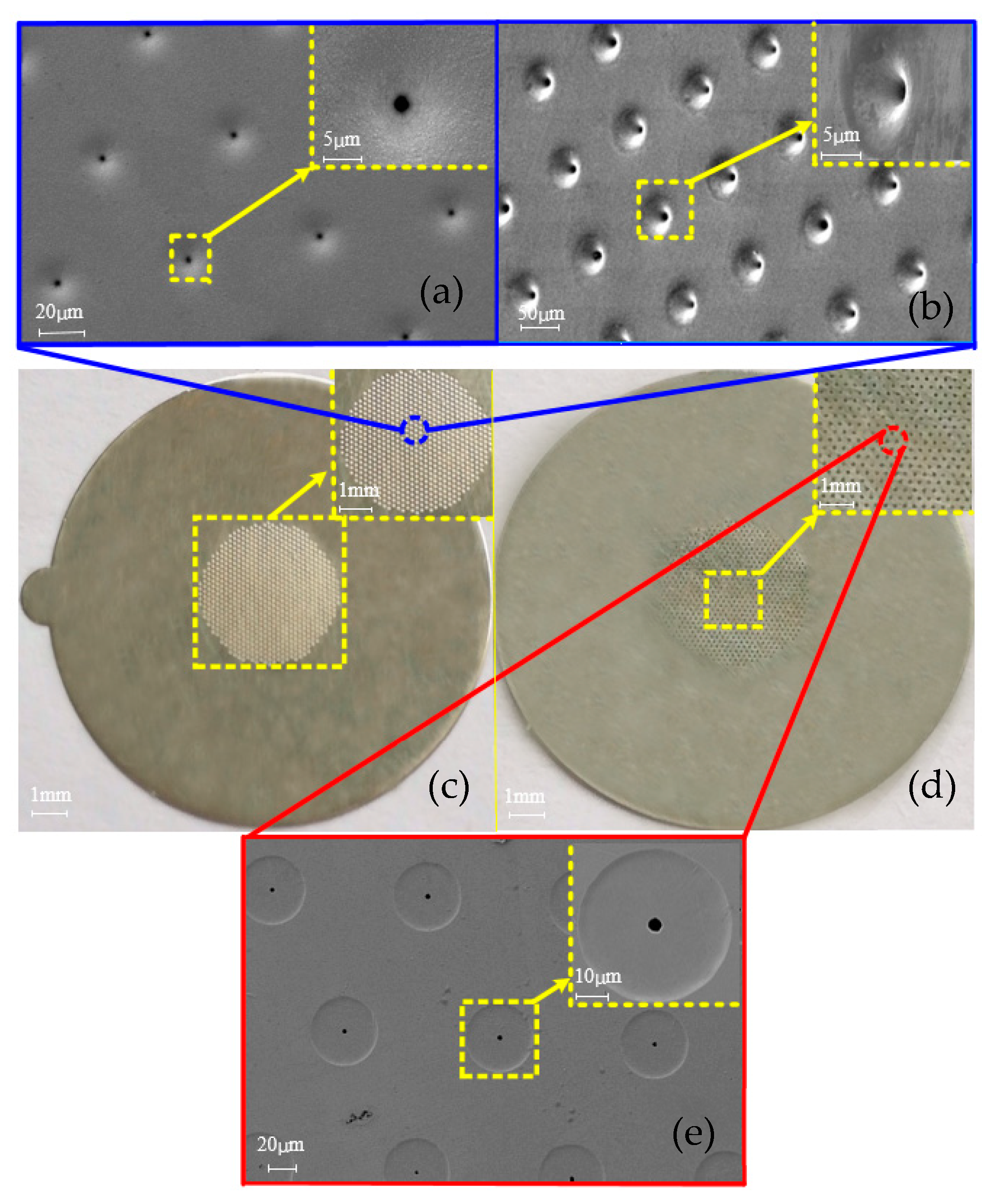
4.1. Morphologies and Geometric Profiles
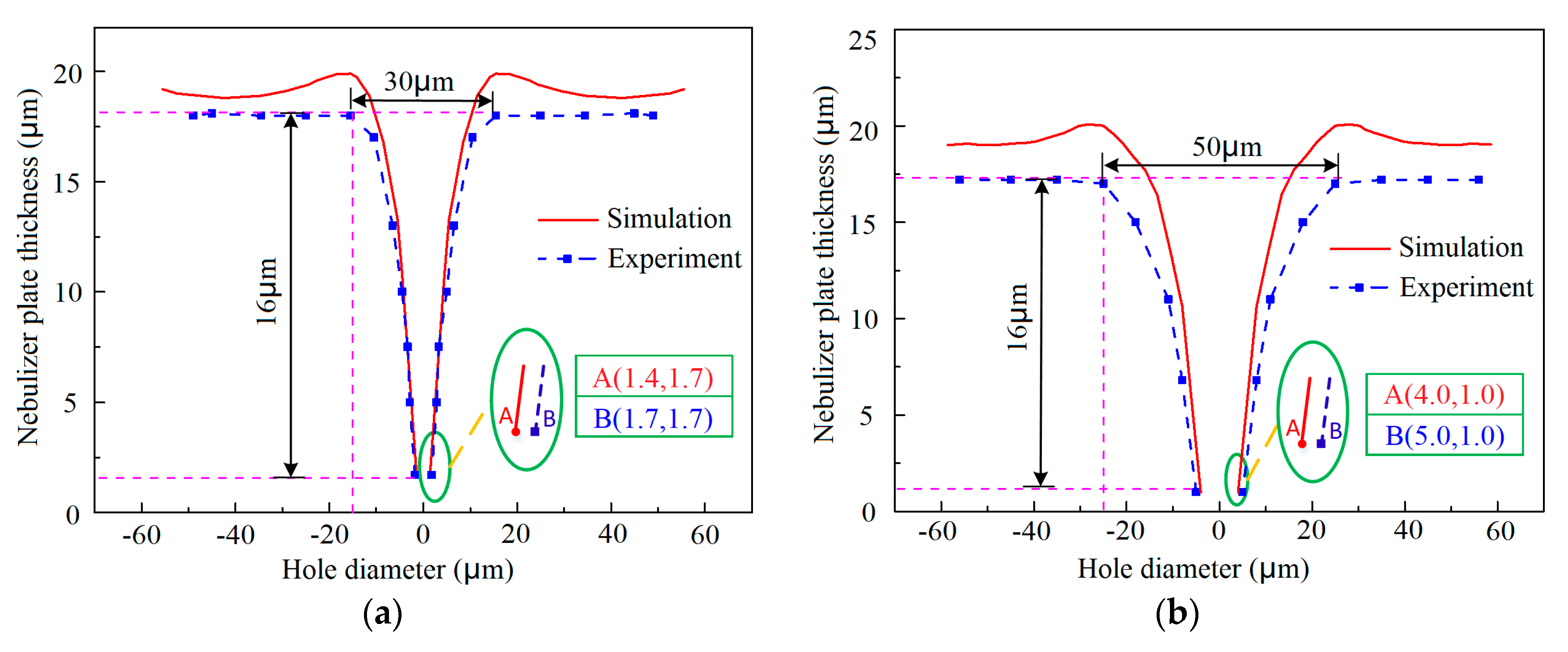
4.2. Effect of Film Pattern Thickness, h, on the Geometric Shape of the Ultrafine Tapered Hole
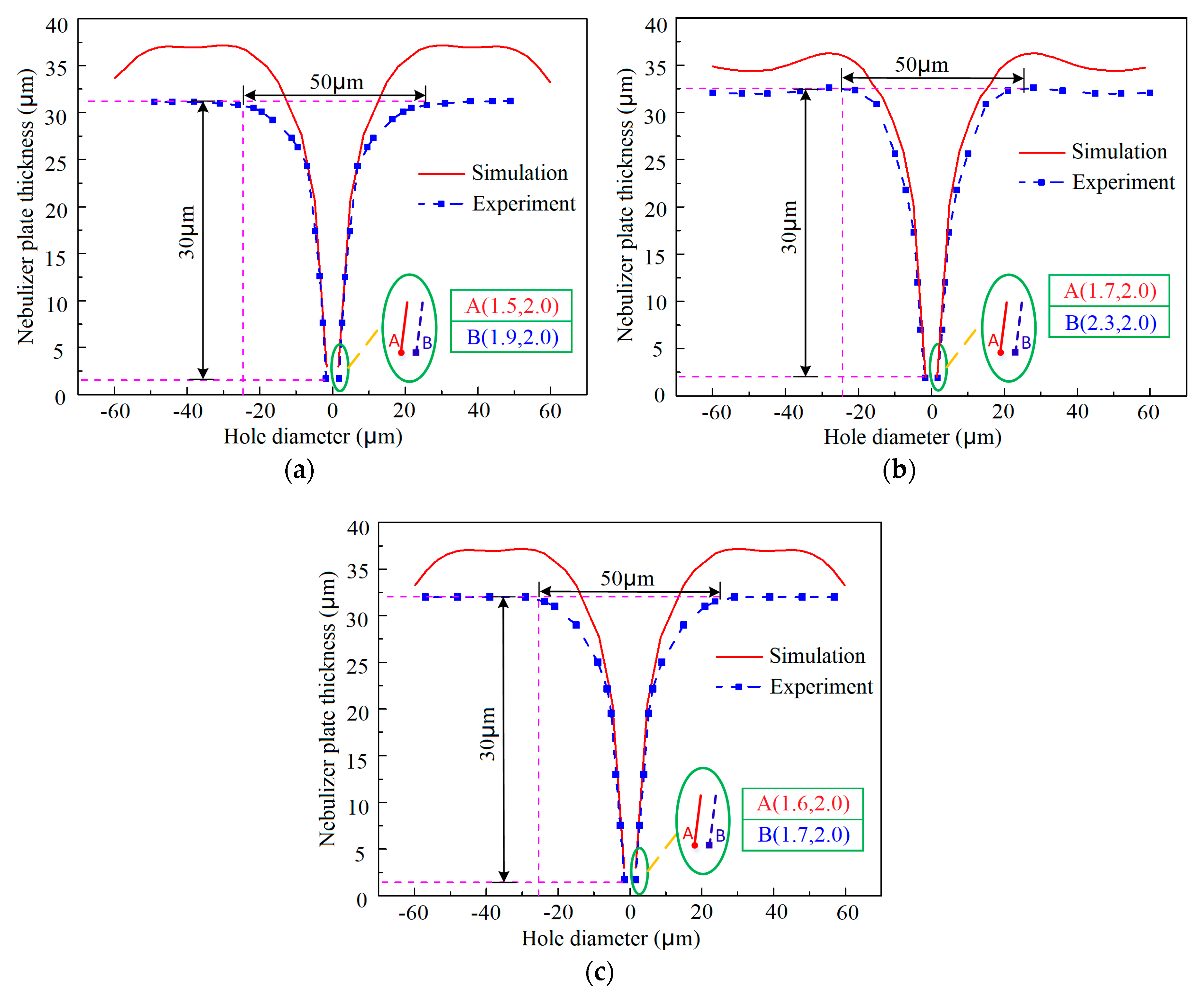
4.3. Effect of Film Pattern Diameter, D, on the Geometric Shape of the Ultrafine Tapered Hole
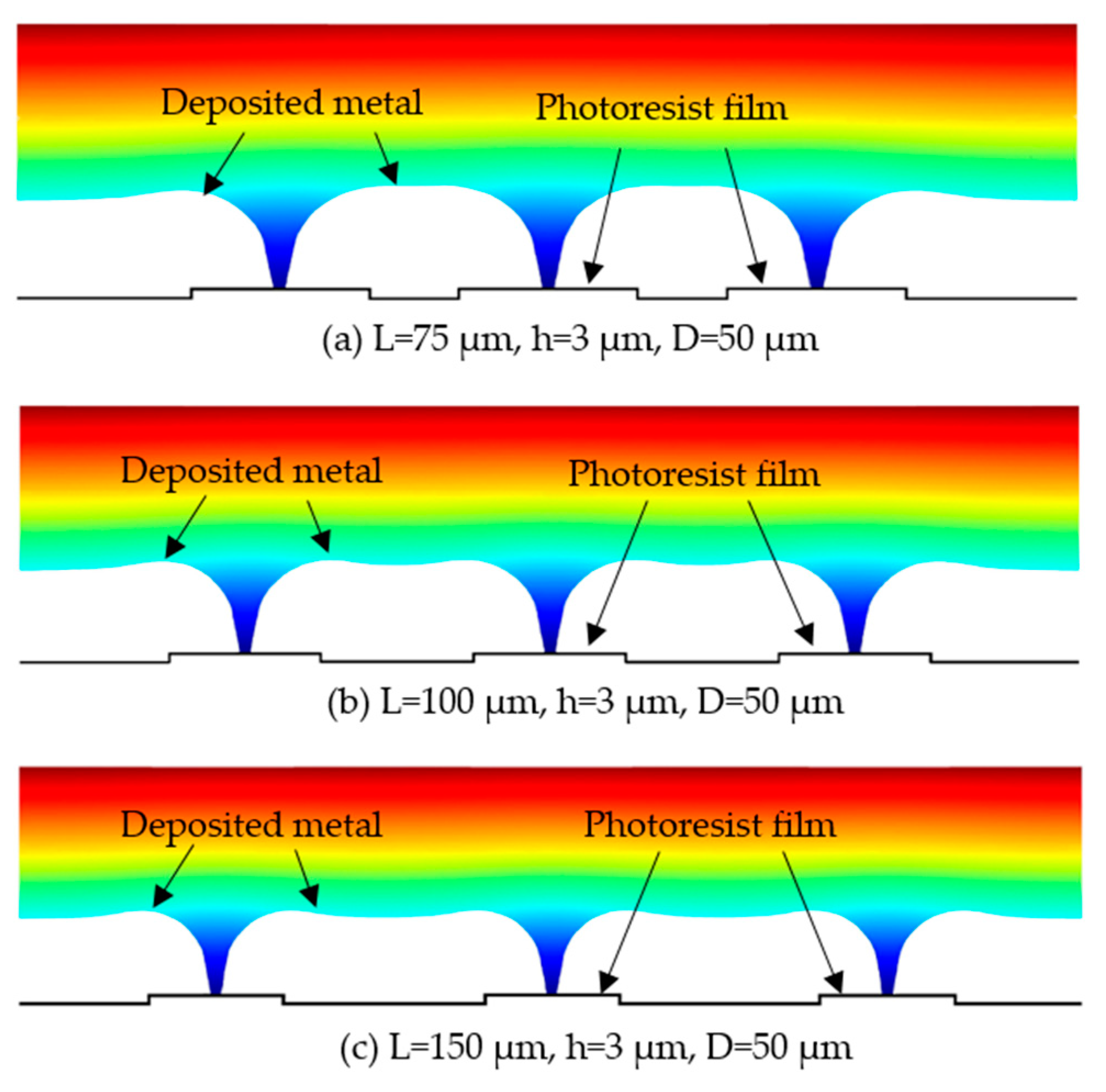
4.4. Effect of Spacing between Two-Neighboring Film Patterns, L, on the Geometric Shape of the Tapered Hole
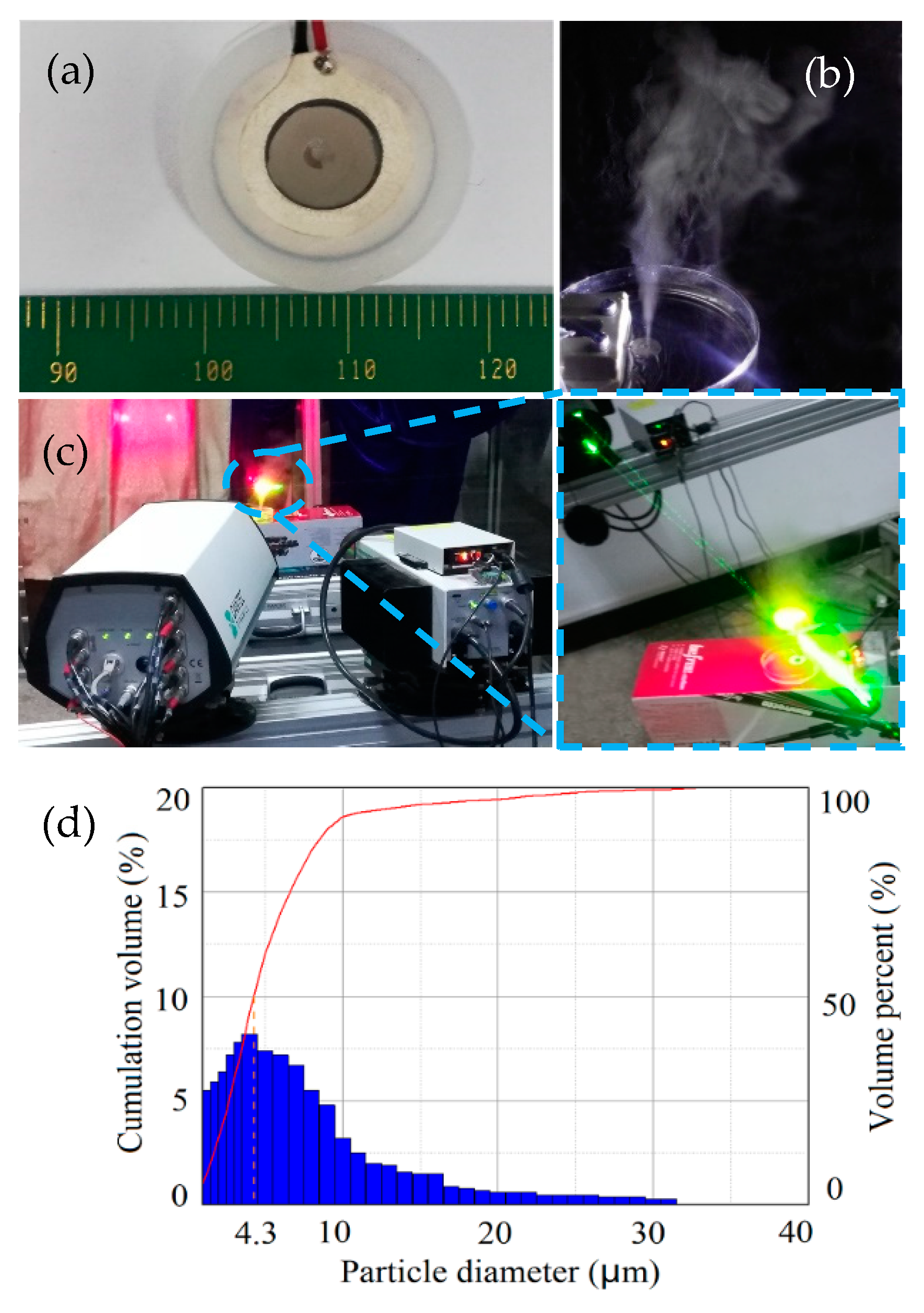
5. Atomization Evaluation of the Fabricated HAR Ultrafine Tapered Hole Plate
6. Conclusions
- (1)
- The geometric shape and dimensions of the tapered holes are highly dependent on the formation parameters, including the film pattern thickness, film pattern diameter, and metallic deposit thickness, but are hardly affected by the spacing between two neighboring film patterns.
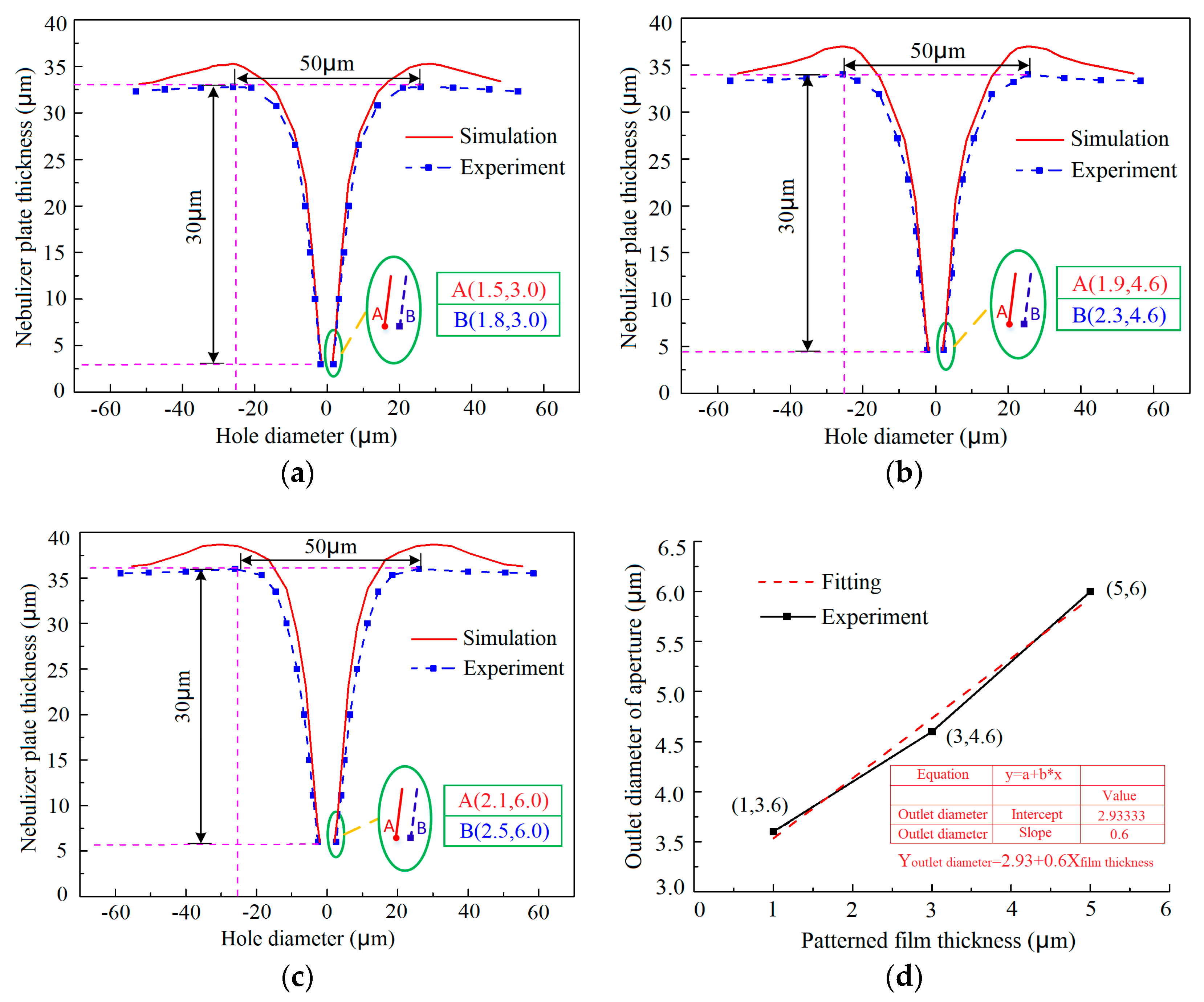
- (2)
- The outlet diameter of the tapered hole becomes smaller with reducing the film pattern thickness when the metallic deposit thickness is kept constant, and these two parameters show a linear relation: Youtlet diameter = 2.93 + 0.6Xpattern thickness.
- (3)
- The outlet diameter of the tapered hole increases with the increasing film pattern diameter when the metallic deposit thickness is kept constant, and these two parameters also show a linear relation: Youtlet diameter =-5.95 + 0.315Xpattern diameter.
- (4)
- The over-growth electroforming process is highly effective and efficient in fabricating a perforated metallic plate with HAR ultrafine tapered holes.
Author Contributions
Funding
Conflicts of Interest
References
- Sen, M.; Shan, H. A review of electrochemical macro- to micro-hole drilling processes. Int. J. Mach. Tools Manuf. 2005, 45, 137–152. [Google Scholar] [CrossRef]
- Datta, M.; Landolt, D. Fundamental aspects and applications of electrochemical microfabrication. Electrochim. Acta 2000, 45, 2535–2558. [Google Scholar] [CrossRef]
- Datta, M. Fabrication of an Array of Precision Nozzles by Through-Mask Electrochemical Micromachining. J. Electrochem. Soc. 1995, 142, 3801–3805. [Google Scholar] [CrossRef]
- Zeng, W.L.; Gong, Y.P.; Liu, Y.; Wang, Z.L. Experimental Study of Microelectrode Array and Micro-Hole Array Fabricated by Ultrasonic Enhanced Micro-EDM. SiAlONs Non-oxides 2007, 364, 482–487. [Google Scholar]
- Ha, K.H.; Lee, S.W.; Kim, J.; Jee, W.Y.; Chu, C.N. Fabrication of a micro-hole array on metal foil by nanosecond pulsed laser beam machining using a cover plate. J. Micromech. Microeng. 2015, 25, 27001. [Google Scholar] [CrossRef]
- McGeough, J.; Leu, M.; Rajurkar, K.; De Silva, A.; Liu, Q. Electroforming Process and Application to Micro/Macro Manufacturing. CIRP Ann. 2001, 50, 499–514. [Google Scholar] [CrossRef]
- Ming, P.M.; Li, Y.J.; Wang, Y.L.; Jiang, W.J. Fabrication of Micro-Precision Sieves with High Open Area Percentage Using Micro-Electroforming Technology. Adv. Mater. Res. 2011, 426, 64–68. [Google Scholar] [CrossRef]
- Li, J.-D.; Zhang, P.; Wu, Y.-H.; Liu, Y.-S.; Xuan, M. Uniformity study of nickel thin-film microstructure deposited by electroplating. Microsyst. Technol. 2009, 15, 505–510. [Google Scholar] [CrossRef]
- Luo, J.K.; Chu, D.P.; Flewitt, A.; Spearing, S.M.; Fleck, N.A.; Milne, W.I. Uniformity Control of Ni Thin-Film Microstructures Deposited by Through-Mask Plating. J. Electrochem. Soc. 2005, 152, C36–C41. [Google Scholar] [CrossRef]
- Zhu, X.L.; Xiang, W.; Chu, J.R. Numerical simulations on over-plating by deformed meshes. Opt. Precis. Eng. 2009, 17, 1293–1299. [Google Scholar]
- Ming, P.M.; Bao, X.H.; Hao, Q.L.; Wang, J.T. Fabrication of through hole array with double tapered openings using electroforming and mask electrochemical micromachining. Acta Aeronaut. et Astronaut. Sin. 2014, 35, 2049–2062. [Google Scholar]
- Cheng, C.H.; Chen, S.C.; Chen, Z.S. Multilevel electroforming for the components of a microdroplet ejector by UV LIGA technology. J. Micromech. Microeng. 2005, 15, 843–848. [Google Scholar] [CrossRef]
- Lin, C.-Y.; Meng, H.-C.; Fu, C. An ultrasonic aerosol therapy nebulizer using electroformed palladium–nickel alloy nozzle plates. Sens. Actuators A Phys. 2011, 169, 187–193. [Google Scholar] [CrossRef]
- Shen, S. A new cymbal-shaped high power microactuator for nebulizer application. Microelectron. Eng. 2010, 87, 89–97. [Google Scholar] [CrossRef]
- Chen, C.T.; Wang, H.Y. Droplet generation and evaporative cooling using micro piezoelectric actuators with ring-surrounded circular nozzles. Microsyst. Technol. 2015, 21, 2067–2075. [Google Scholar] [CrossRef]
- POCKET AIR® Guarding Your Respiratory Health. Available online: https://www.pocketair.com.tw/technology (accessed on 23 October 2019).
- Choi, K.-H.; Moon, S.-H.; Park, S.-K.; Cho, G.; Nam, K.C.; Park, B.J. Fabrication and Characterization of Medical Mesh-Nebulizer for Aerosol Drug Delivery. Appl. Sci. 2018, 8, 604. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, B.Z.; Lv, X.J.; Wang, W.J. Preparation Technology of Metallic Micro Electrode Array Based on Shaping Process of Over-plating. Instrum. Tech. Sens. 2017, 12, 90–97. Available online: http://www.cnki.com.cn/Article/CJFDTotal-YBJS201712022.htm (accessed on 23 October 2019). (In Chinese).
- Sun, H.; Wang, X.; Xiong, Y.; Liu, G. Fabrication of microlens based on overplating in electroforming. J. Micromech. Microeng. 2016, 26, 55007. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items (Unit) | Value |
|---|---|
| Volume electrochemical equivalent (μm·dm2·(A·h)−1) | 12.4 |
| Ni2+ initial concentration (mol·m−3) | 500 |
| Voltage (V) | 3 |
| Electrolyte conductivity (S·m−1) | 5 |
| Gap between the electrodes (mm) | 200 |
| Film pattern diameter (μm) | 30, 50, 70 |
| Film pattern thickness (μm) | 1, 3, 5 |
| Spacing between two-neighboring film patterns (μm) | 75, 100, 150 |
| Time (s) | 30 |
| Time step (s) | 1 |
| Volume electrochemical equivalent (μm·dm2·(A·h)−1) | 12.4 |
| Compositions of Electrolyte and Electrodeposition Parameters (Unit) | Value |
|---|---|
| Ni(NH2SO3)2·4H2O (g·L−1) | 360 |
| C12H25SO4Na (g·L−1) | 0.05 |
| NiCl2·7H2O (g·L−1) | 10 |
| H3BO3 (g·L−1) | 40 |
| pH | 4.5 |
| Temperature (°C) | 55 |
| Voltage (V) | 3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Ming, P.; Li, R.; Qin, G.; Zhang, X.; Yan, L.; Li, X.; Zheng, X. Numerical Analysis and Experimental Study on Fabrication of High Aspect Ratio Tapered Ultrafine Holes by Over-Growth Electroforming Process. Micromachines 2019, 10, 824. https://doi.org/10.3390/mi10120824
Zhang Y, Ming P, Li R, Qin G, Zhang X, Yan L, Li X, Zheng X. Numerical Analysis and Experimental Study on Fabrication of High Aspect Ratio Tapered Ultrafine Holes by Over-Growth Electroforming Process. Micromachines. 2019; 10(12):824. https://doi.org/10.3390/mi10120824
Chicago/Turabian StyleZhang, Yunyan, Pingmei Ming, Runqing Li, Ge Qin, Xinmin Zhang, Liang Yan, Xinchao Li, and Xingshuai Zheng. 2019. "Numerical Analysis and Experimental Study on Fabrication of High Aspect Ratio Tapered Ultrafine Holes by Over-Growth Electroforming Process" Micromachines 10, no. 12: 824. https://doi.org/10.3390/mi10120824