
The Cause of Ribbon Fluctuation in Magnetorheological Finishing and Its Influence on Surface Mid-Spatial Frequency Error

 ,
,
Abstract
:1. Introduction
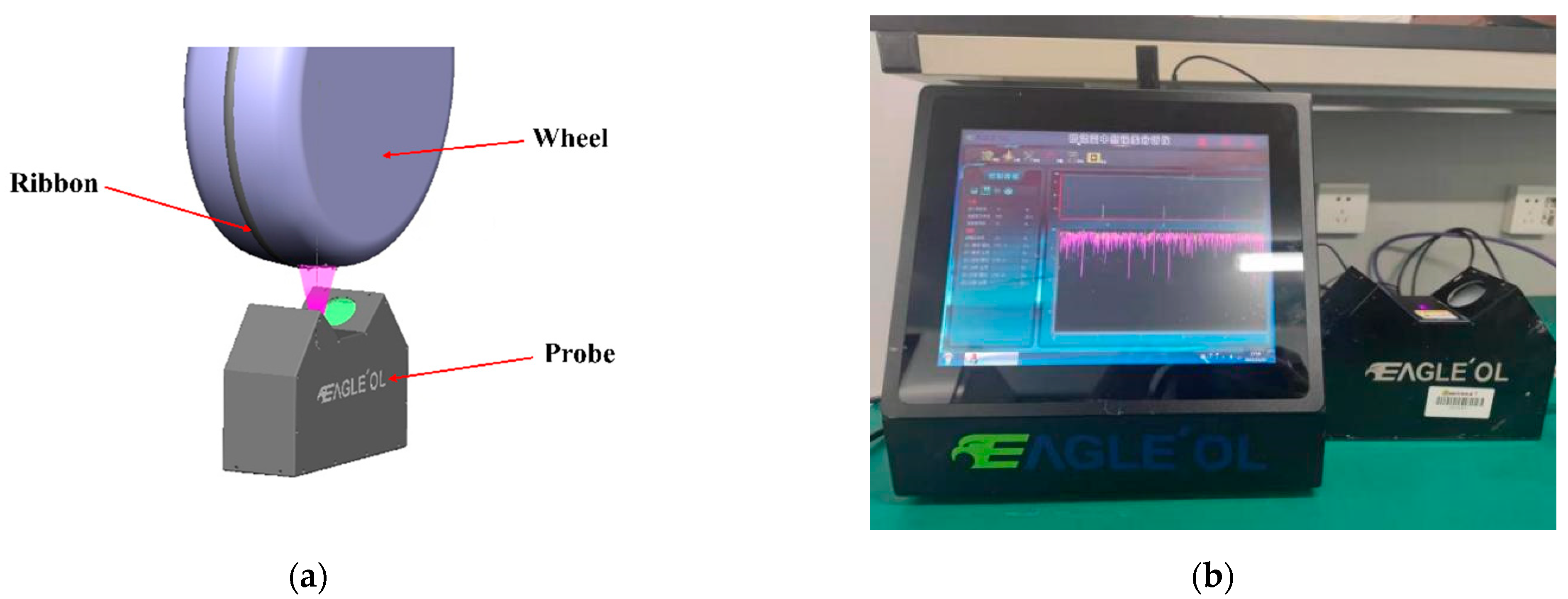
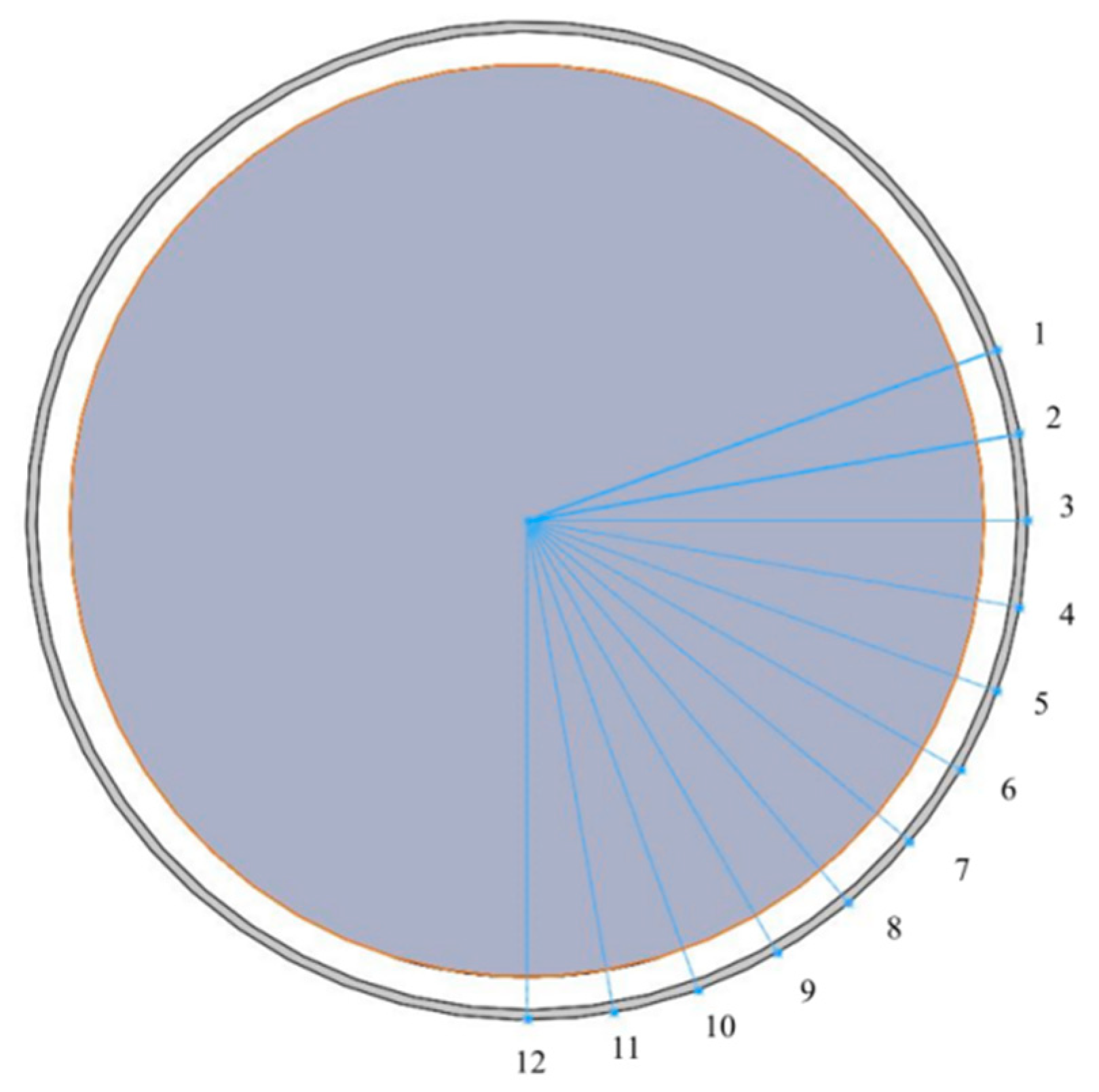
2. Experimental Equipment
3. Computer Simulation of the Influence of the Ribbon Fluctuation on the Mid-Spatial Frequency Error
3.1. Simulation Theory
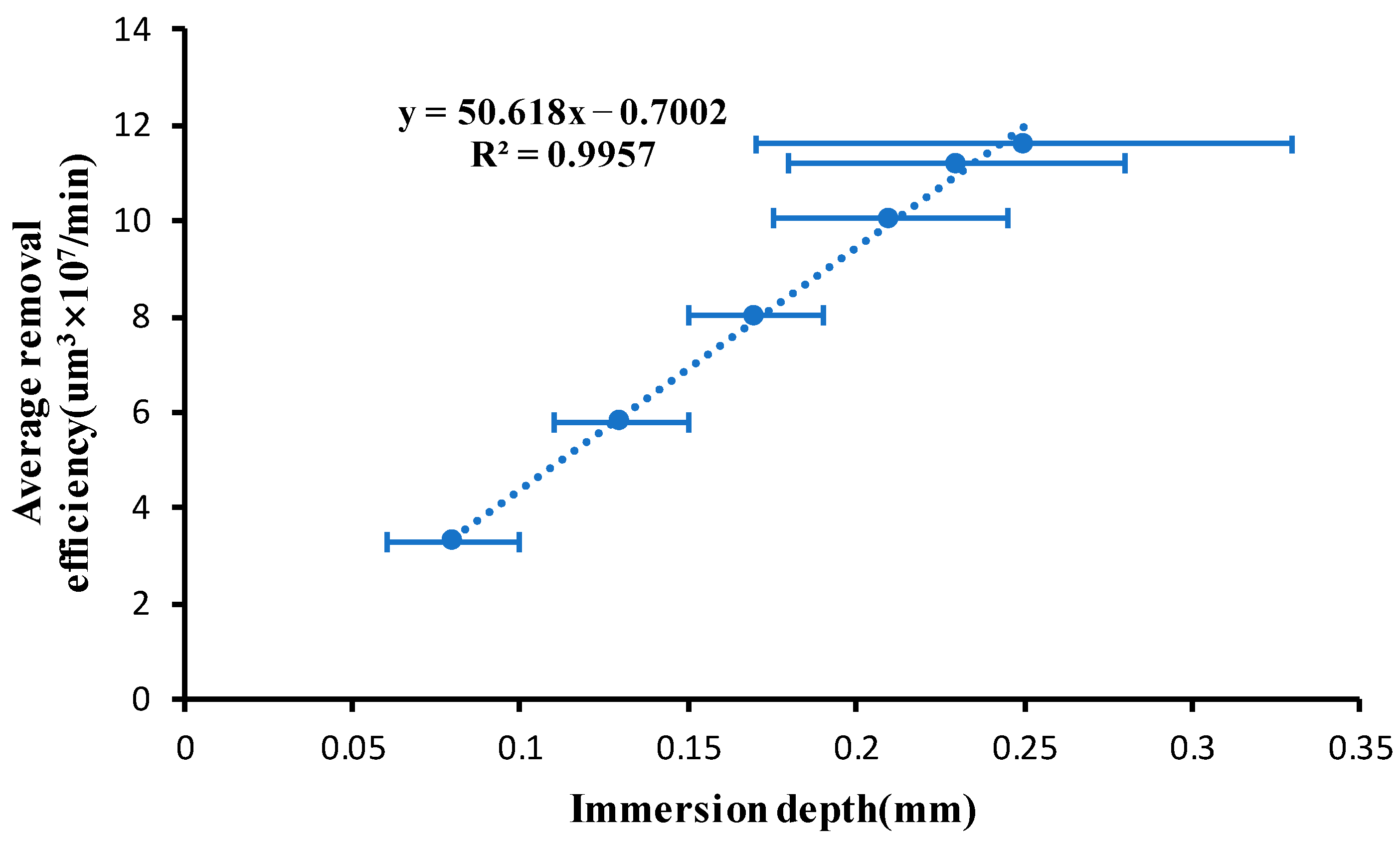
3.2. Effect of Ribbon Fluctuation on Removal Efficiency
3.3. Simulation Results
4. The Causes of Ribbon Fluctuation and the Influence of Process Parameters on Ribbon Fluctuation
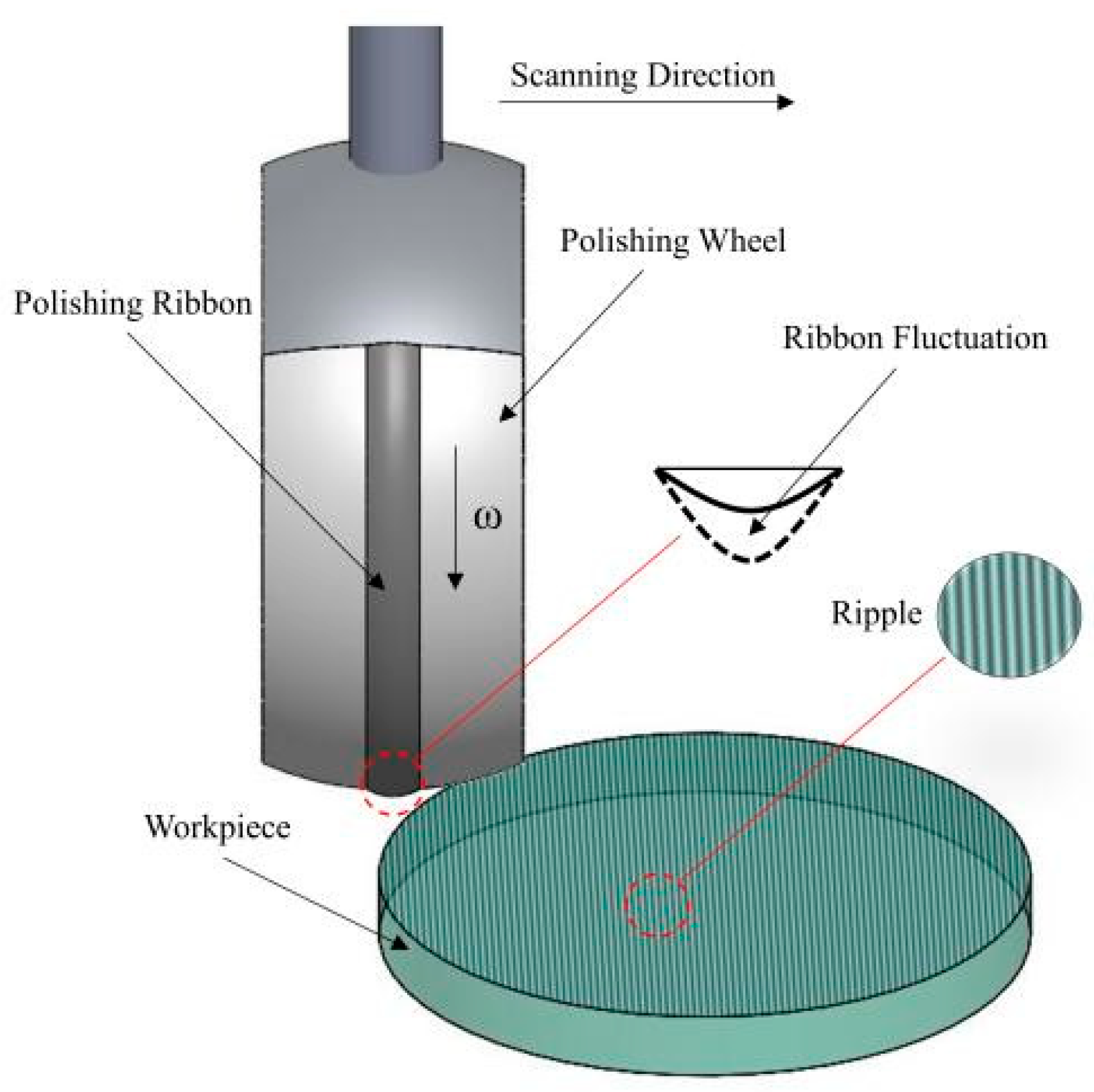
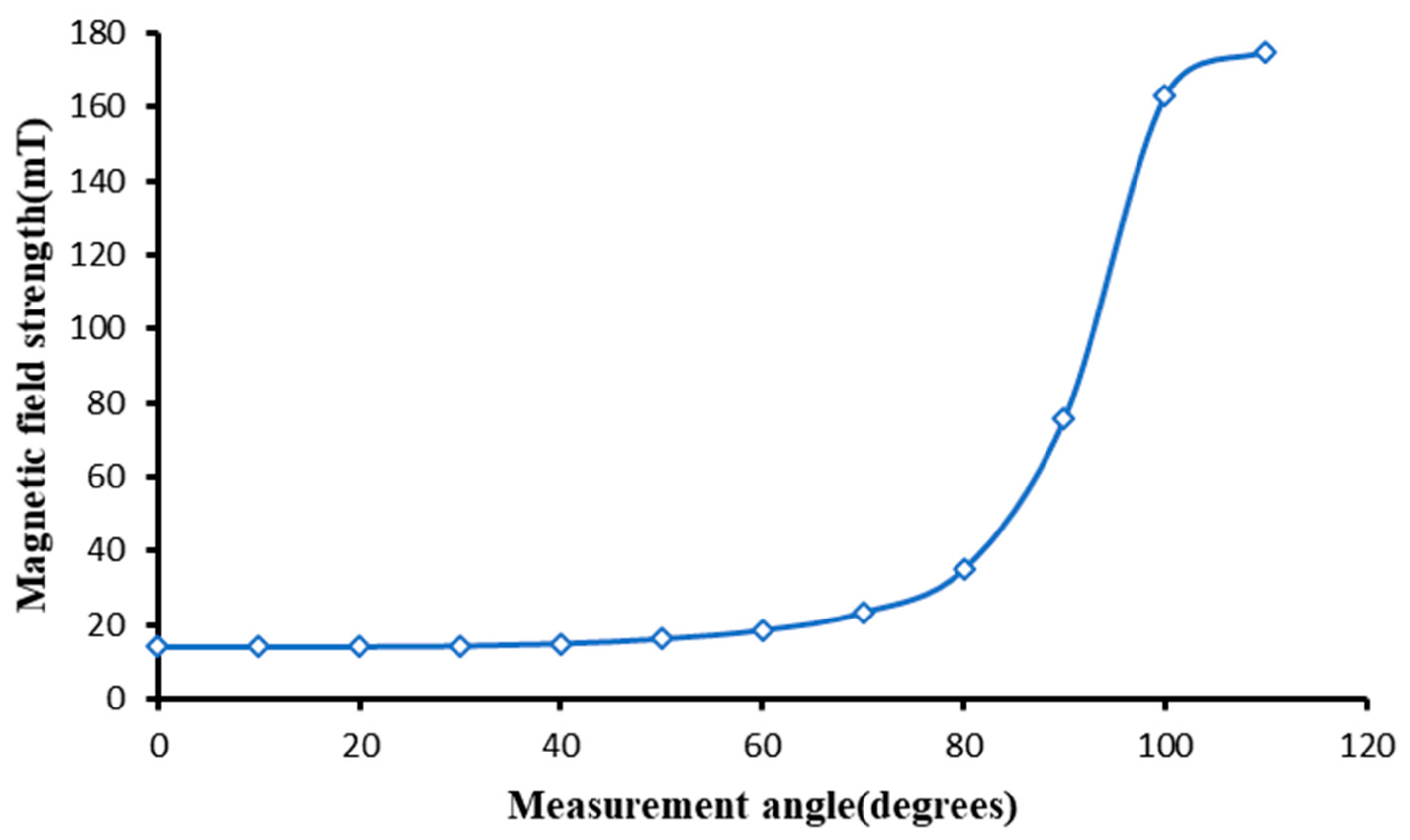
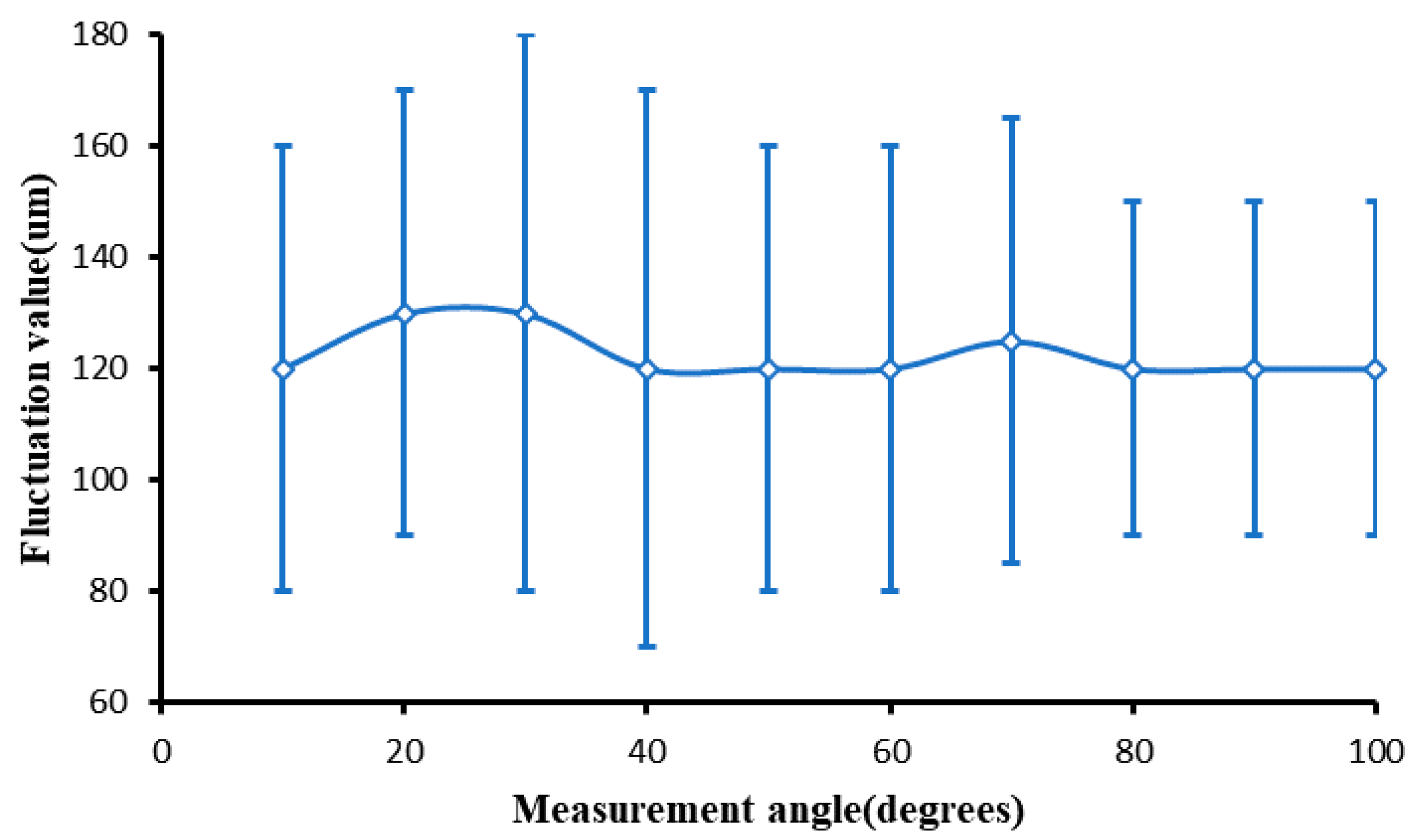
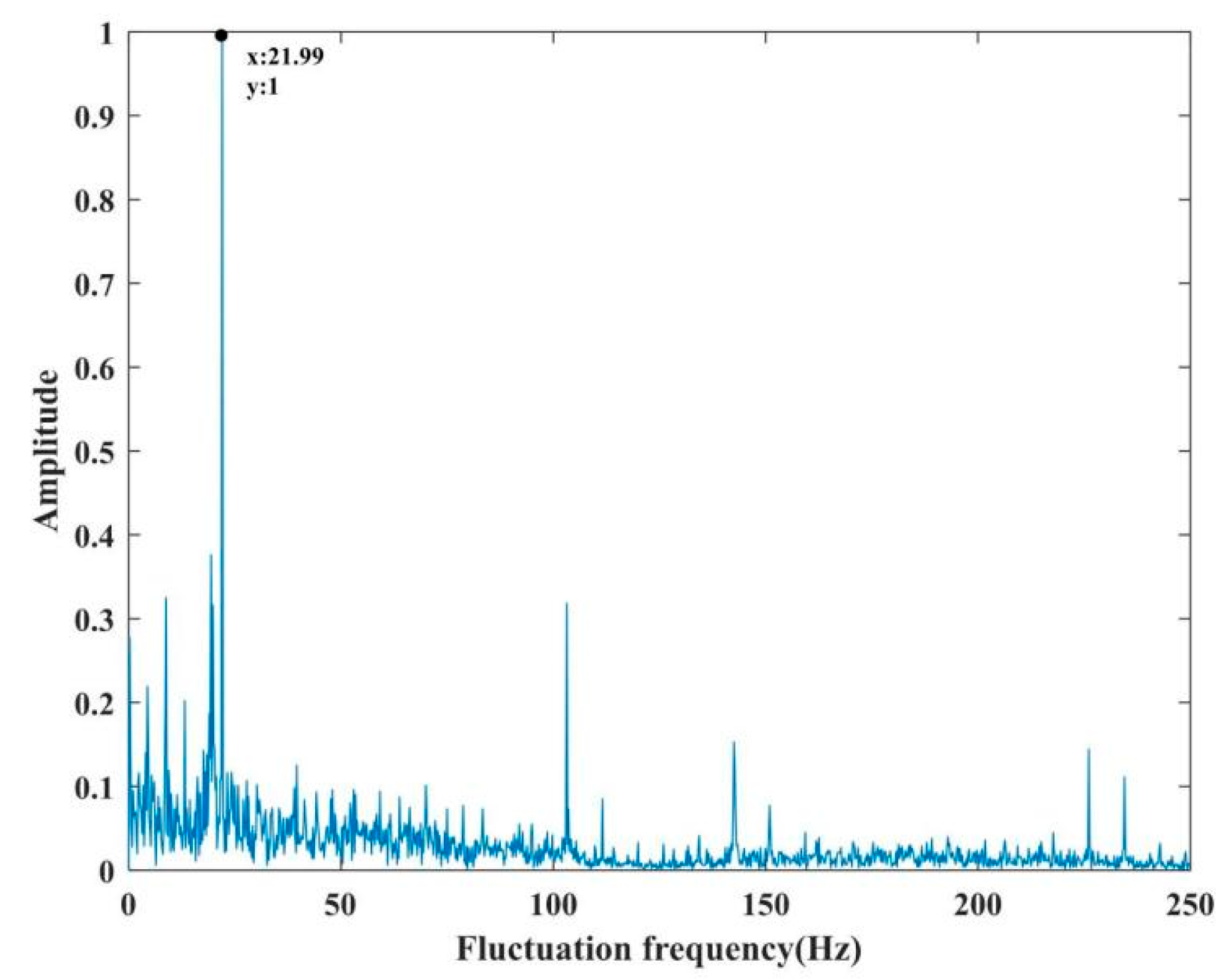
4.1. The Causes of Ribbon Fluctuation
4.2. The Causes of Ribbon Fluctuation
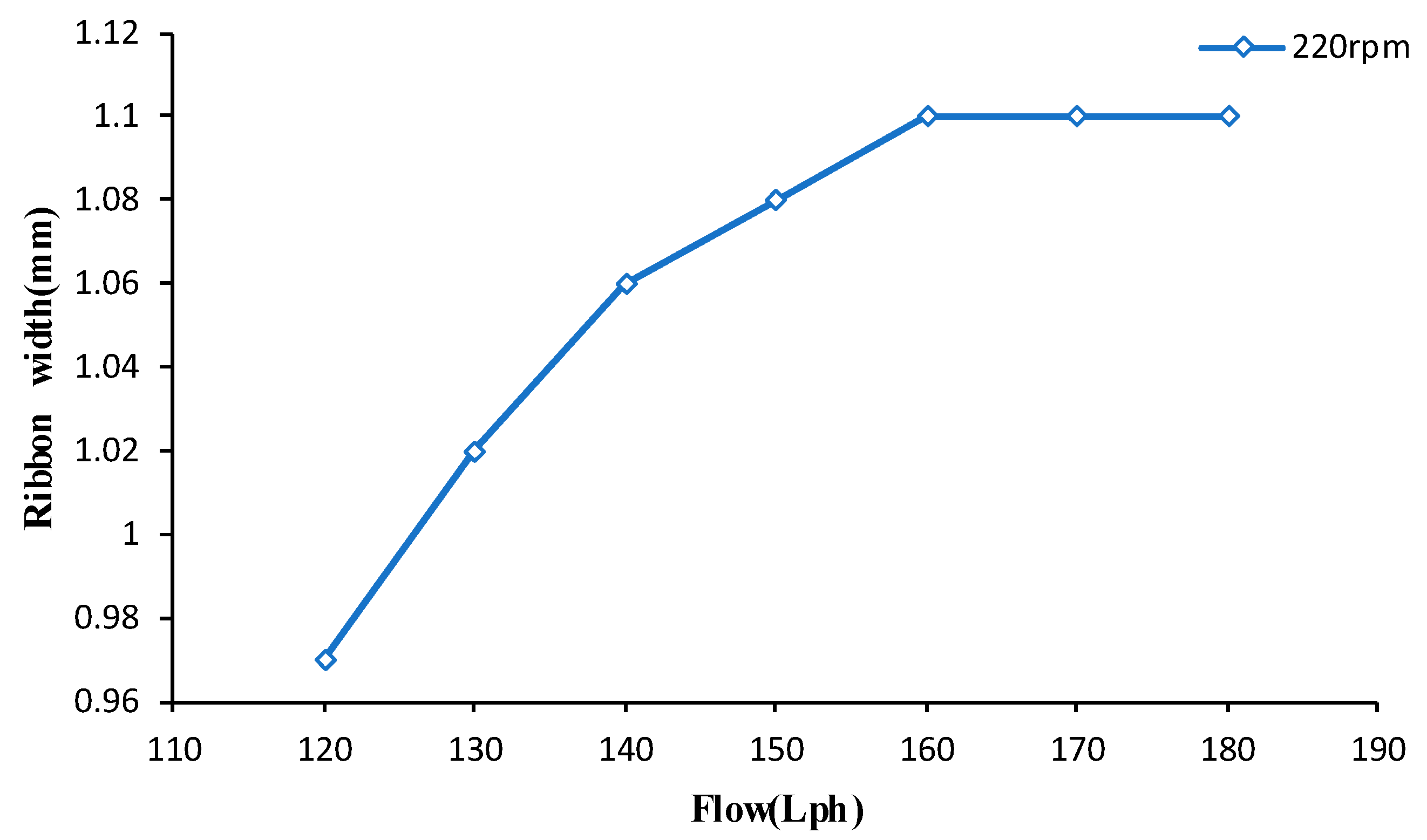
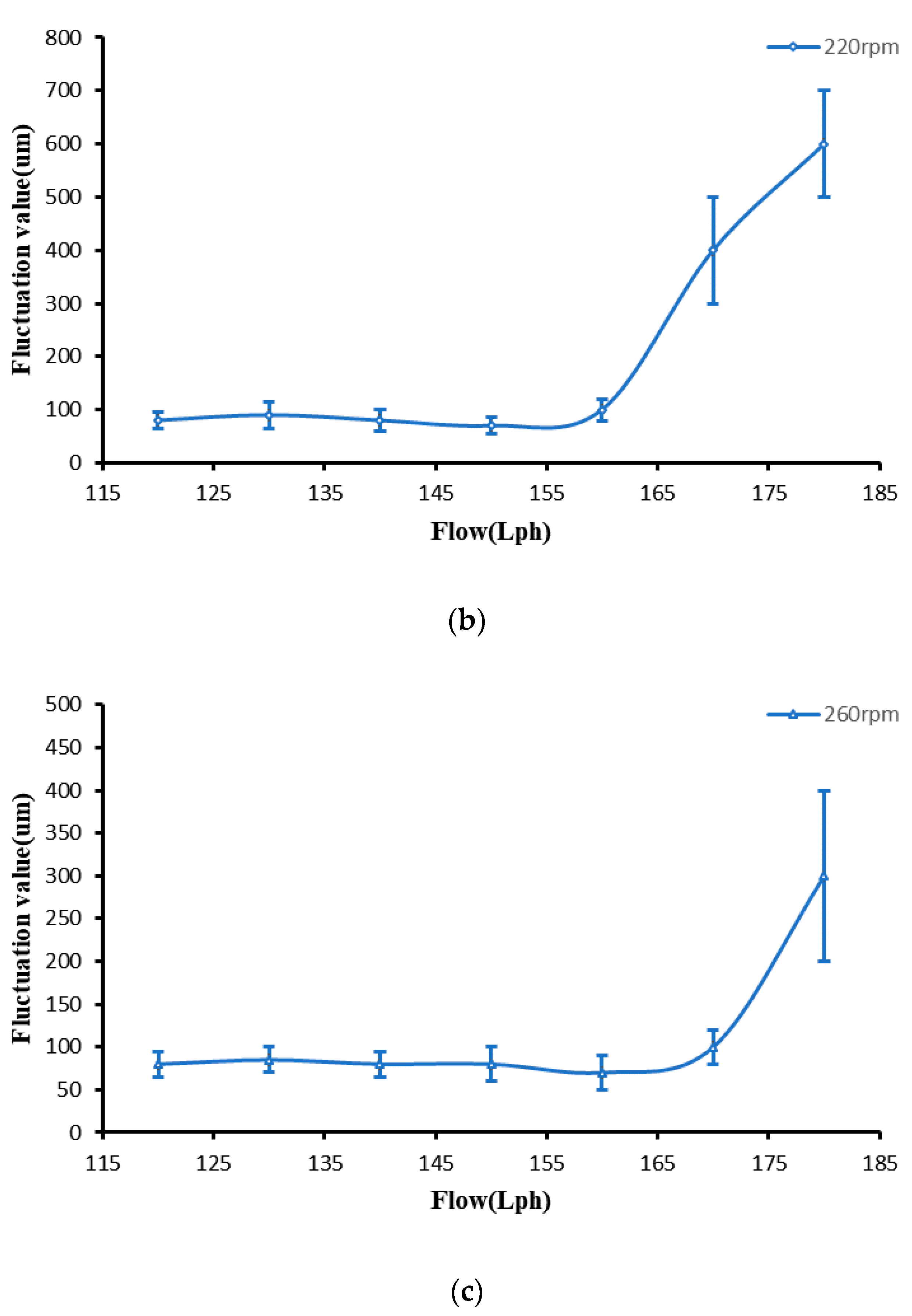
4.2.1. The Effect of Process Parameters on Ribbon Fluctuation
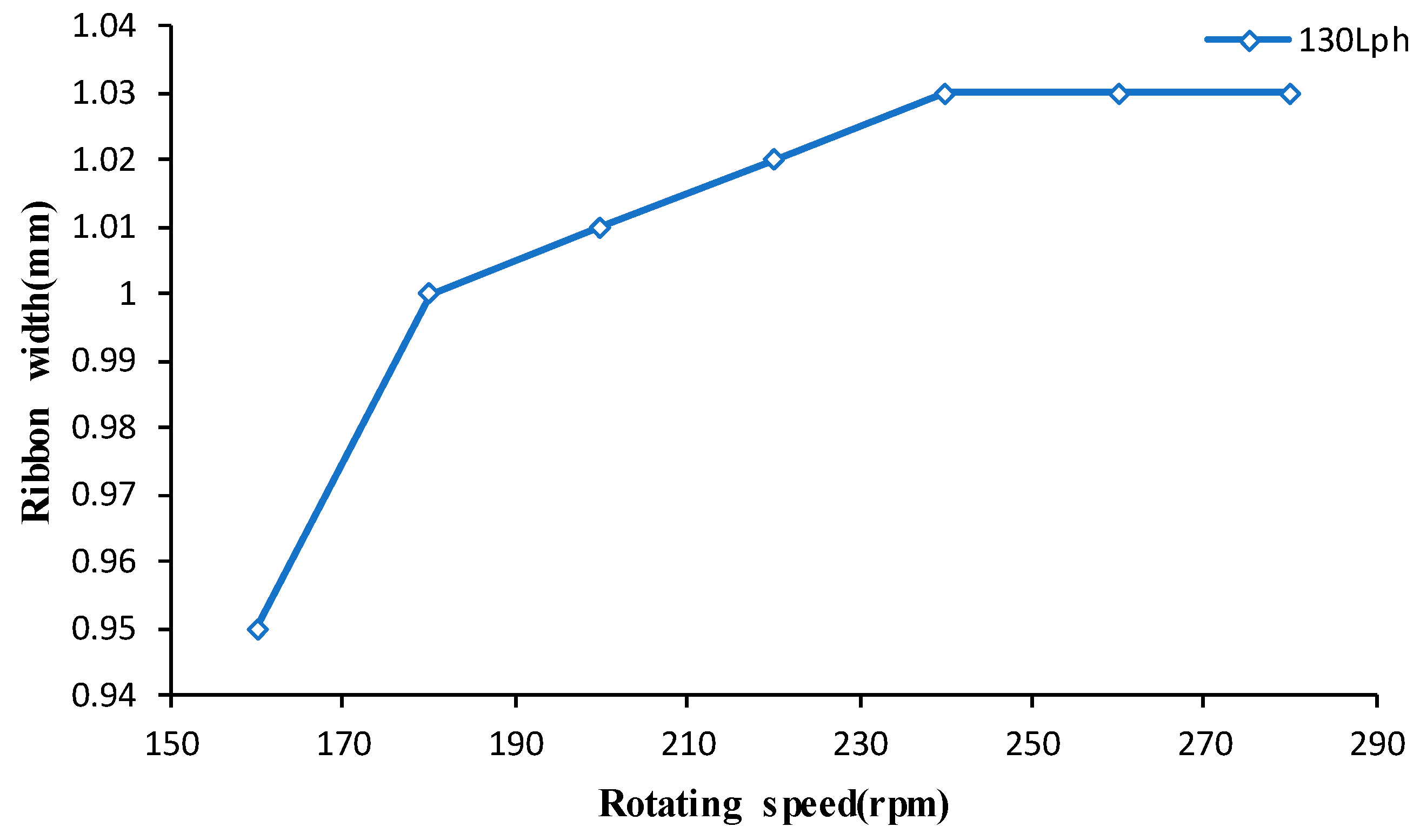
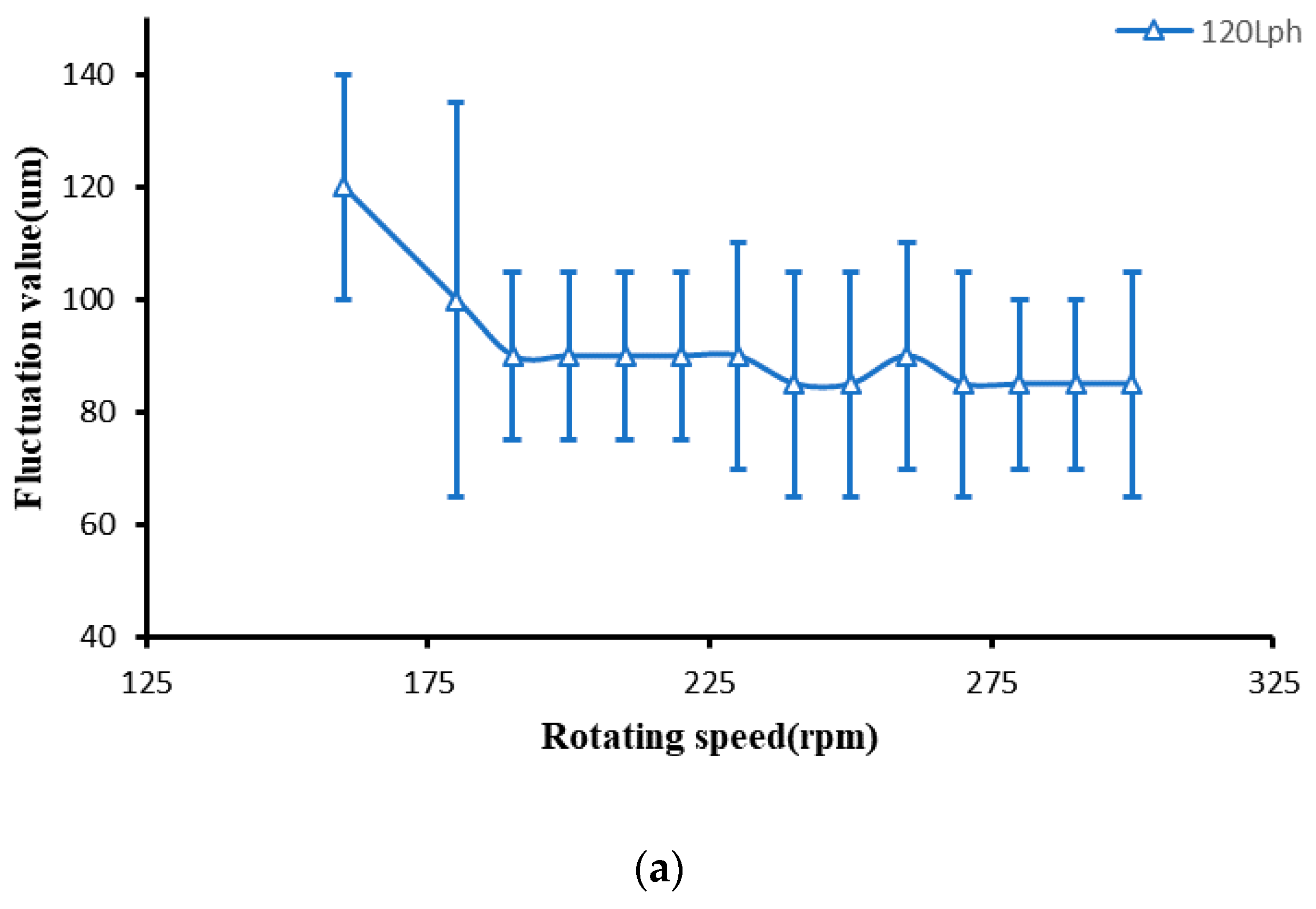
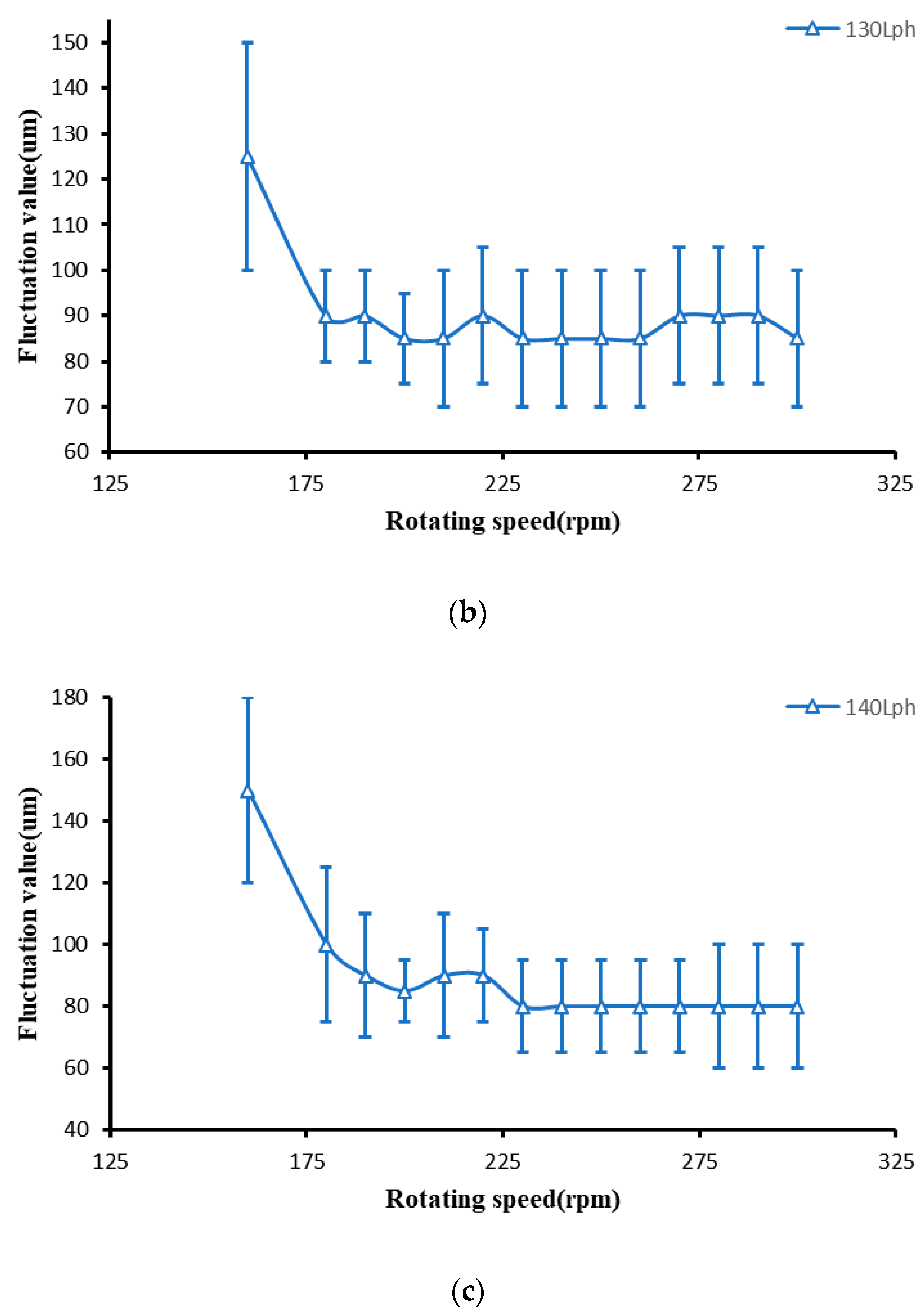
4.2.2. The Effect of Rotating Speed of Polishing Wheel on Ribbon Fluctuation
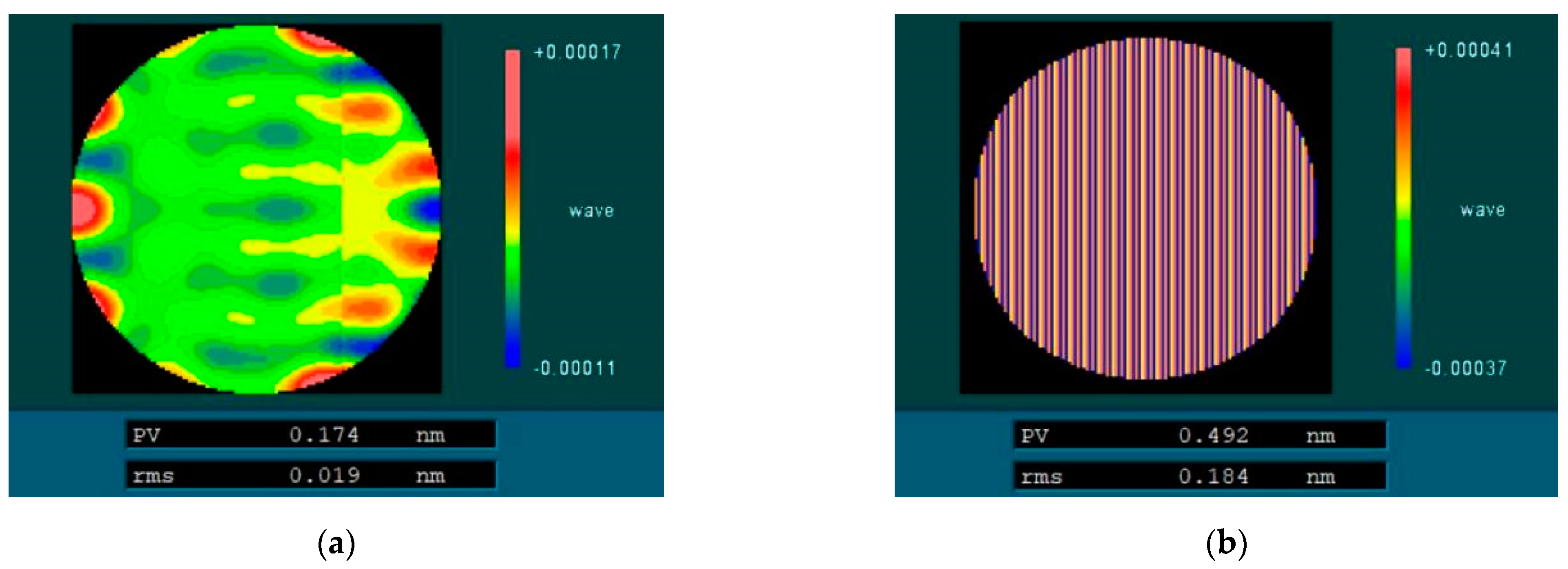
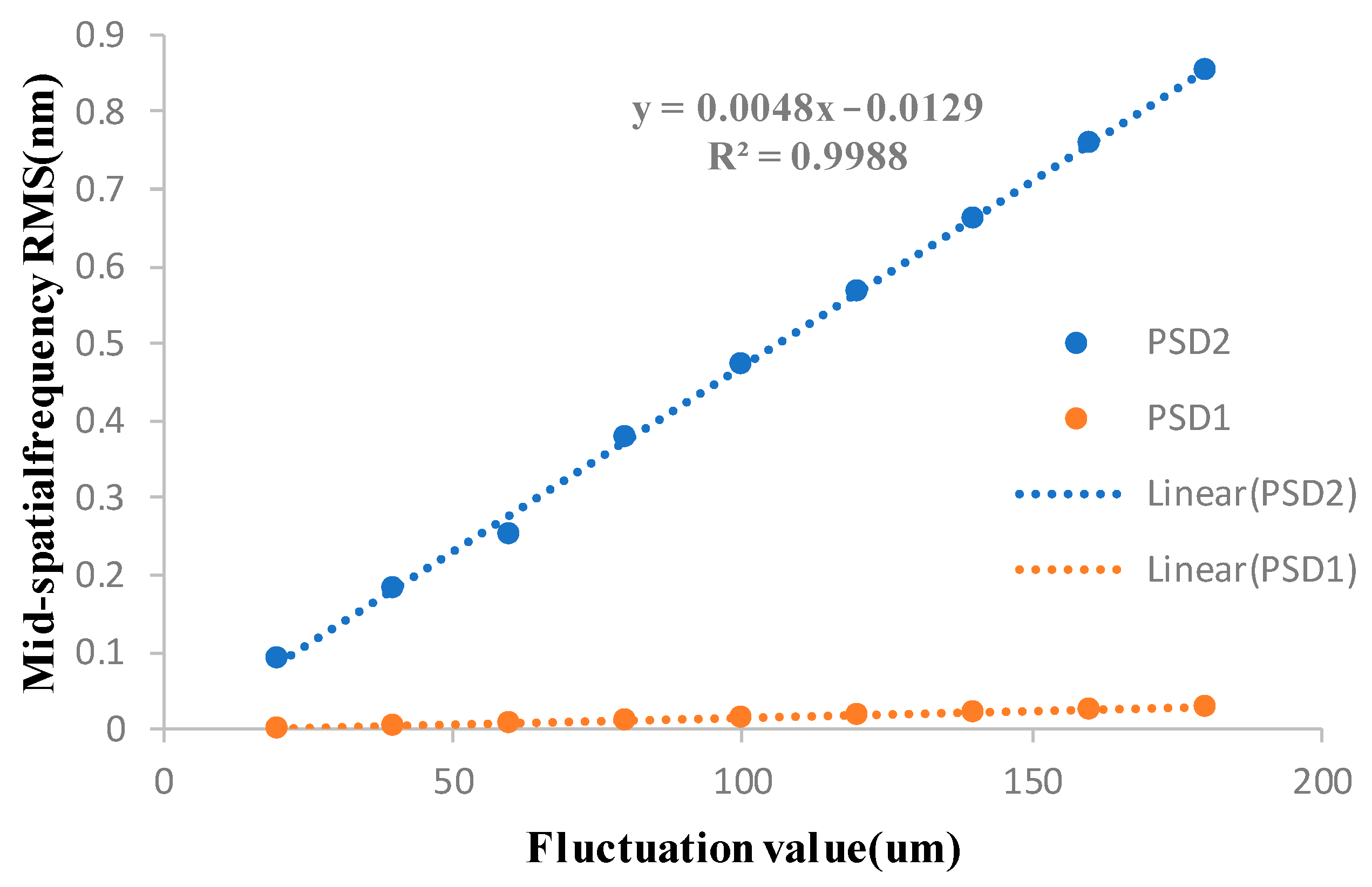
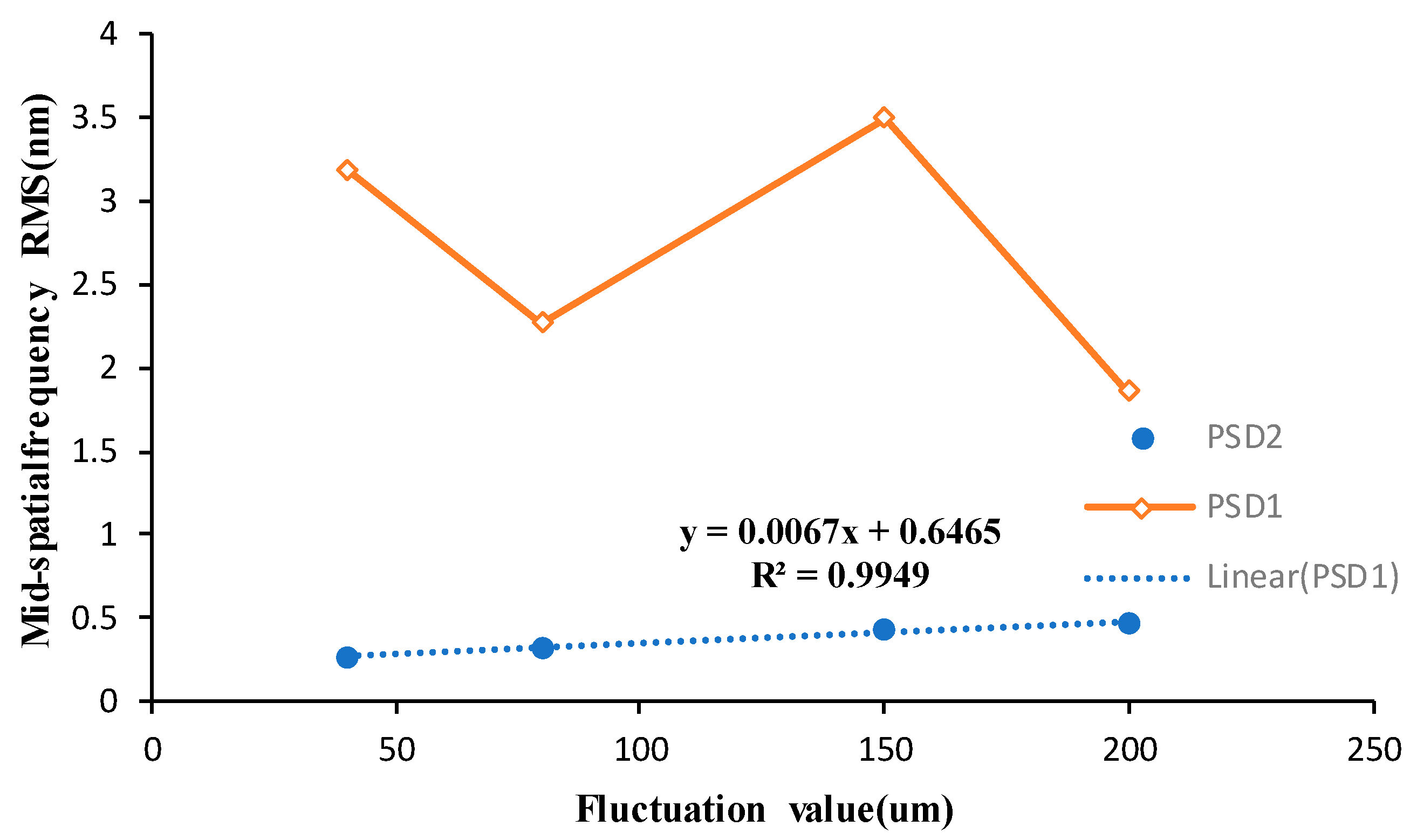
5. The Effect of Ribbon Fluctuation on Mid-Spatial Frequency Error in Magnetorheological Finishing
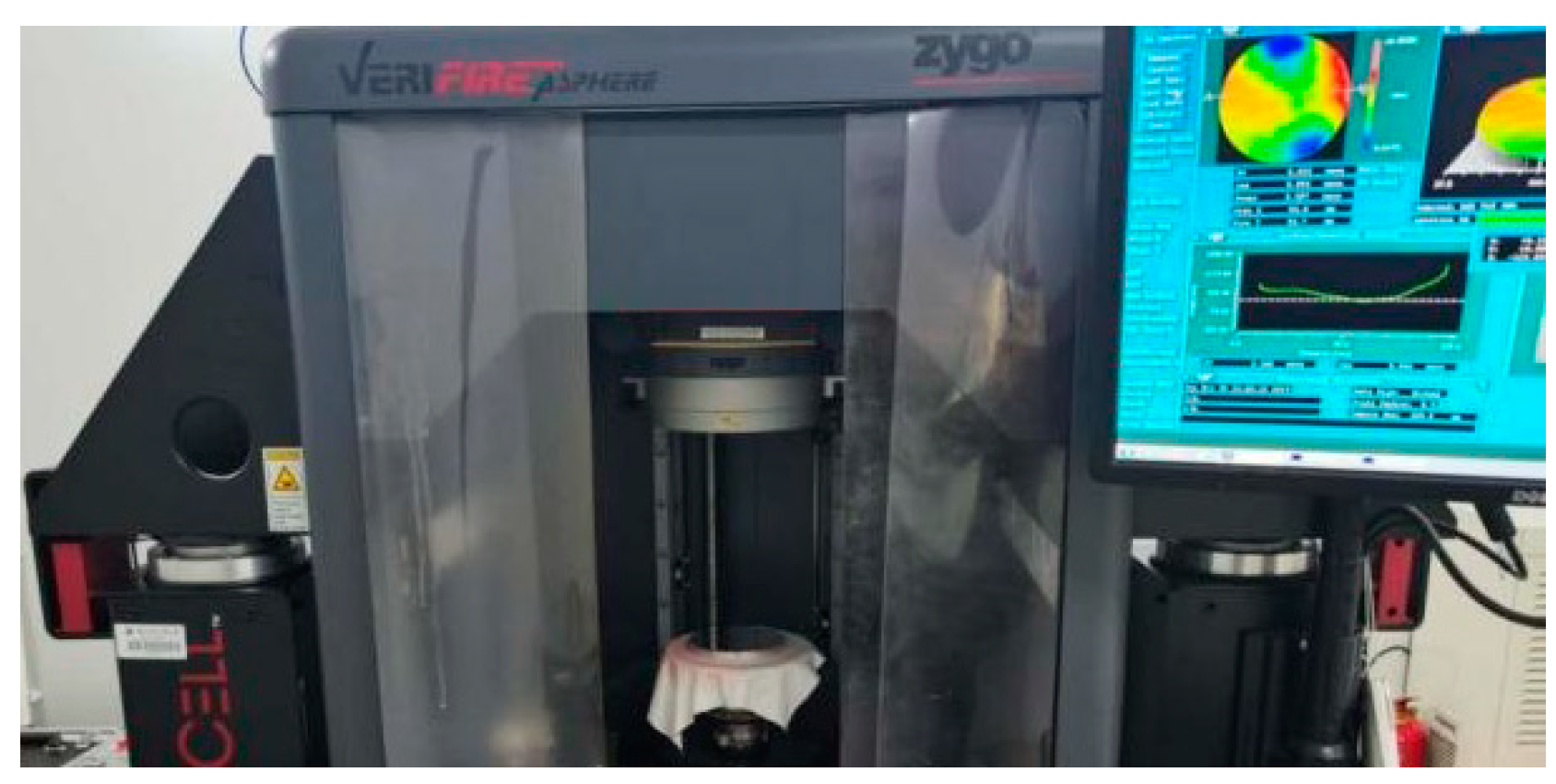
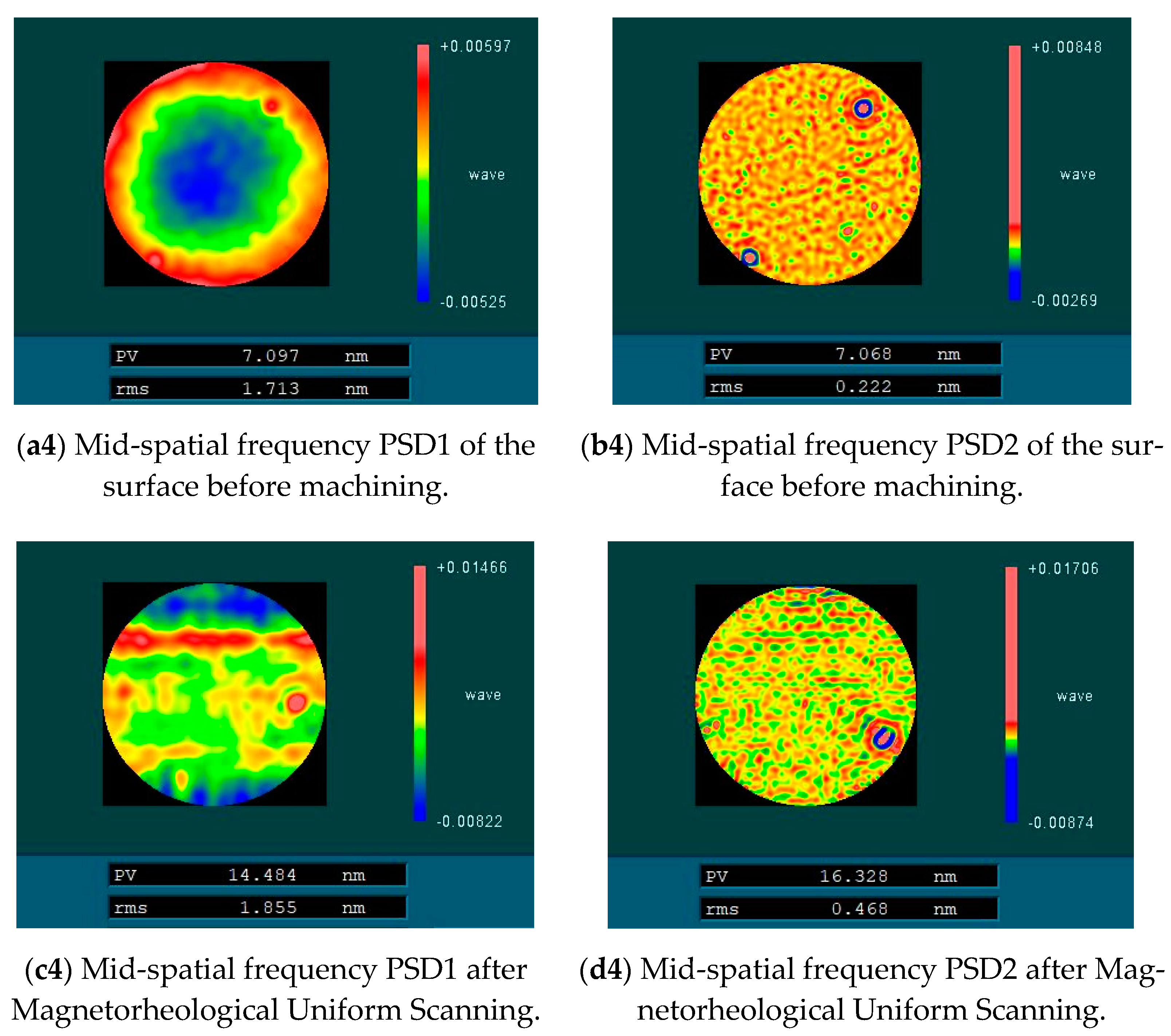
5.1. Experiments and Results
5.2. Discussion
6. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baisden, P.A.; Atherton, L.J.; Hawley, R.A.; Land, T.; Menapace, J.A.; Miller, P.E.; Runkel, M.J.; Spaeth, M.L.; Stolz, C.J.; Suratwala, T.I.; et al. Large Optics for the National Ignition Facility. Fusion Sci. Technol. 2016, 69, 295–351. [Google Scholar] [CrossRef]
- Spaeth, M.L.; Manes, K.R.; Kalantar, D.H.; Miller, P.E.; Heebner, J.E.; Bliss, E.S.; Spec, D.R.; Parham, T.G.; Whitman, P.K.; Wegner, P.J.; et al. Description of the NIF Laser. Fusion Sci. Technol. Int. J. Am. Nucl. Soc. 2016, 69, 25–145. [Google Scholar] [CrossRef]
- Aikens, D.M.; Wolfe, C.R.; Lawson, J.K. Use of power spectral density (PSD) functions in specifying optics for the National Ignition Facility. In Proceedings of the International Conferences on Optical Fabrication and Testing and Applications of Optical Holography, Tokyo, Japan, 2 August 1995. [Google Scholar] [CrossRef]
- Golini, D. Precision optics manufacturing using magnetorheological finishing (MRF). In Proceedings of the Optical Systems Design and Production, Berlin, Germany, 6 September 1999. [Google Scholar] [CrossRef]
- Golini, D.; Schneider, G.; Flug, P.; Demarco, M. The Ultimate Flexible optics manufacturing technology: Magnetorheological Finishing. Opt. Photonics News 2001, 12, 20–24. [Google Scholar] [CrossRef]
- DeGroote, J.E.; Marino, A.E.; Wilson, J.P.; Bishop, A.L.; Lambropoulos, J.C.; Jacobs, S.D. Removal rate model for magnetorheological finishing of glass. Appl. Opt. 2007, 46, 7927–7941. [Google Scholar] [CrossRef]
- Shorey, A.B.; Kordonski, W.; Tricard, M. Magnetorheological finishing of large and lightweight optics. In Proceedings of the Optical Science and Technology, the SPIE 49th Annual Meeting, Denver, CO, USA, 18 October 2004. [Google Scholar] [CrossRef]
- Shorey, A.B.; Kordonski, W.; Johnson, K.M.; Jacobs, S.D. Nanoindentation Hardness of Particles Used in Magnetorheological Finishing (MRF). Appl. Opt. 2000, 39, 5194–5204. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhong, B.; Chen, X.H.; Wang, J.; Deng, W.H.; Xie, R.Q.; Yuan, Z.G.; Liao, D.F. Medium frequency error control technology in 400 mm caliber flat window. Strong Laser Part. Beam 2013, 25, 5. [Google Scholar] [CrossRef]
- Xu, W.; Yang, L.W.; Shi, Q.K.; Lei, X.Y.; Hou, J. The effect of magnetorization processing on intermediate frequency errors. Strong Laser Part. Beam 2012, 24, 1695. [Google Scholar] [CrossRef]
- Dunn, C.R.; Walker, D.D. Pseudo-Random Tool Paths for CNC Sub-Aperture Polishing and Other Applications. Opt. Express 2008, 16, 18942–18949. [Google Scholar] [CrossRef] [PubMed]
- Hu, H.; Dai, Y.; Peng, X. Restraint of tool path ripple based on surface error distribution and process parameters in deterministic finishing. Opt. Express 2010, 18, 22973–22981. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.F.; Chang, P.Y.; Yan, Y.S. Random line spacing inhibits high frequency errors in magnetorization polishing. Aviat. Precis. Manuf. Technol. 2012, 49, 1–5,16. [Google Scholar] [CrossRef]
- Wang, C.; Yang, W.; Ye, S.; Wang, Z.; Yang, P.; Peng, Y.; Guo, Y.; Xu, Q. Restraint of tool path ripple based on the optimization of tool step size for sub-aperture deterministic polishing. Int. J. Adv. Manuf. Technol. 2014, 75, 1431–1438. [Google Scholar] [CrossRef]
- Wang, C.; Wang, Z.; Xu, Q. Unicursal random maze tool path for computer-controlled optical surfacing. Appl. Opt. 2015, 54, 10128. [Google Scholar] [CrossRef] [PubMed]
- Wan, S.; Wei, C.; Hong, Z.; Shao, J. Modeling and analysis of the mid-spatial-frequency error characteristics and generation mechanism in deterministic optical polishing. Opt. Express 2020, 28, 8959–8973. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Tang, C.X.; Luo, Z.J.; Wen, S.L. Magnetorization Control of Middle Flow Errors in Planar Optics. Opt. Precis. Eng. 2016, 24, 3076–3082. [Google Scholar] [CrossRef]
- Hou, J.; Chen, X.H.; Liu, S.W.; Zheng, N.; Zhong, B.; Deng, W.H. Effects of magnetorheological processing parameters on the mid-spatial frequency errors of optics. In Proceedings of the Second Target Recognition and Artificial Intelligence Summit Forum, Changchun, China, 31 January 2020. [Google Scholar]
- Peng, W.; Li, S.; Guan, C.; Li, Y.; Hu, X. Ultra-precision optical surface fabricated by hydrodynamic effect polishing combined with magnetorheological finishing. Optik 2017, 156, 374–383. [Google Scholar] [CrossRef]
- Wan, S.; Wei, C.; Hu, C.; Situ, G.; Shao, Y.; Shao, J. Novel magic angle-step state and mechanism for restraining the path ripple of magnetorheological finishing. Int. J. Mach. Tools Manuf. 2021, 161, 103673. [Google Scholar] [CrossRef]
- Dong, G.Z.; Hu, W.; Li, S.Y.; Yang, C. Design and Optimization of Small Calliac Magnetorization Polishing Apparatus Based on Permanent Magnet. Nanotechnol. Precis. Eng. 2015, 13, 7. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Experiment 1 | Experiment 2 | Experiment 3 | Experiment 4 |
|---|---|---|---|---|
| Rotating speed | 220 rpm | 220 rpm | 220 rpm | 220 rpm |
| Flow | 140 Lph | 160 Lph | 170 Lph | 180 Lph |
| Ribbon fluctuation | 40 μm | 80 μm | 150 μm | 200 μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Shi, F.; Tie, G.; Zhang, W.; Song, C.; Tian, Y.; Shen, Y. The Cause of Ribbon Fluctuation in Magnetorheological Finishing and Its Influence on Surface Mid-Spatial Frequency Error. Micromachines 2022, 13, 697. https://doi.org/10.3390/mi13050697
Wang B, Shi F, Tie G, Zhang W, Song C, Tian Y, Shen Y. The Cause of Ribbon Fluctuation in Magnetorheological Finishing and Its Influence on Surface Mid-Spatial Frequency Error. Micromachines. 2022; 13(5):697. https://doi.org/10.3390/mi13050697
Chicago/Turabian StyleWang, Bo, Feng Shi, Guipeng Tie, Wanli Zhang, Ci Song, Ye Tian, and Yongxiang Shen. 2022. "The Cause of Ribbon Fluctuation in Magnetorheological Finishing and Its Influence on Surface Mid-Spatial Frequency Error" Micromachines 13, no. 5: 697. https://doi.org/10.3390/mi13050697