
An Analysis of the Effect of Abrasive/Tool Wear on the Ductile Machining of Fused Silica from the Perspective of Stress


Abstract
:1. Introduction
2. SPH Methodology of Fused Silica
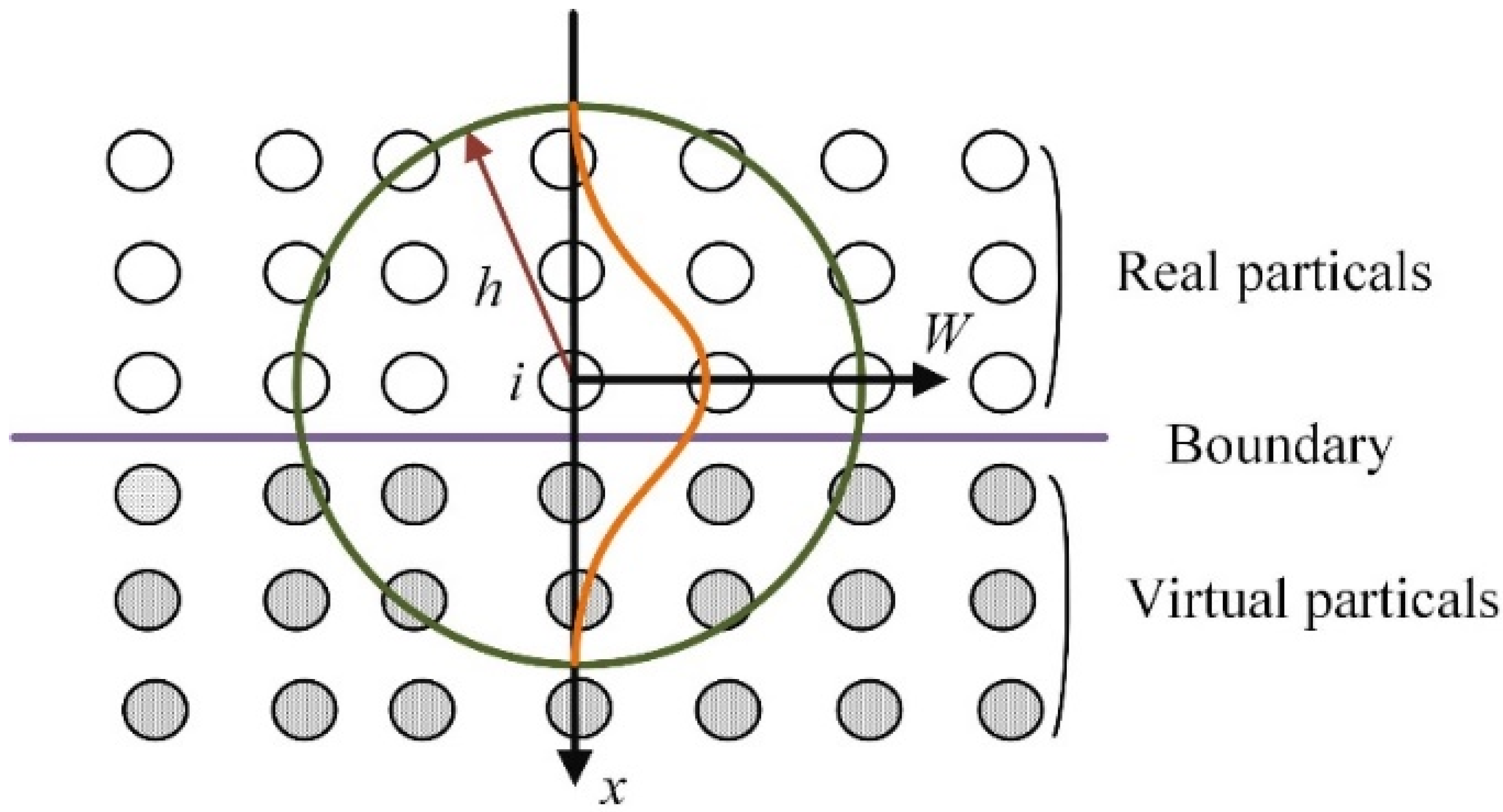
2.1. The Basic Theory of the SPH Method
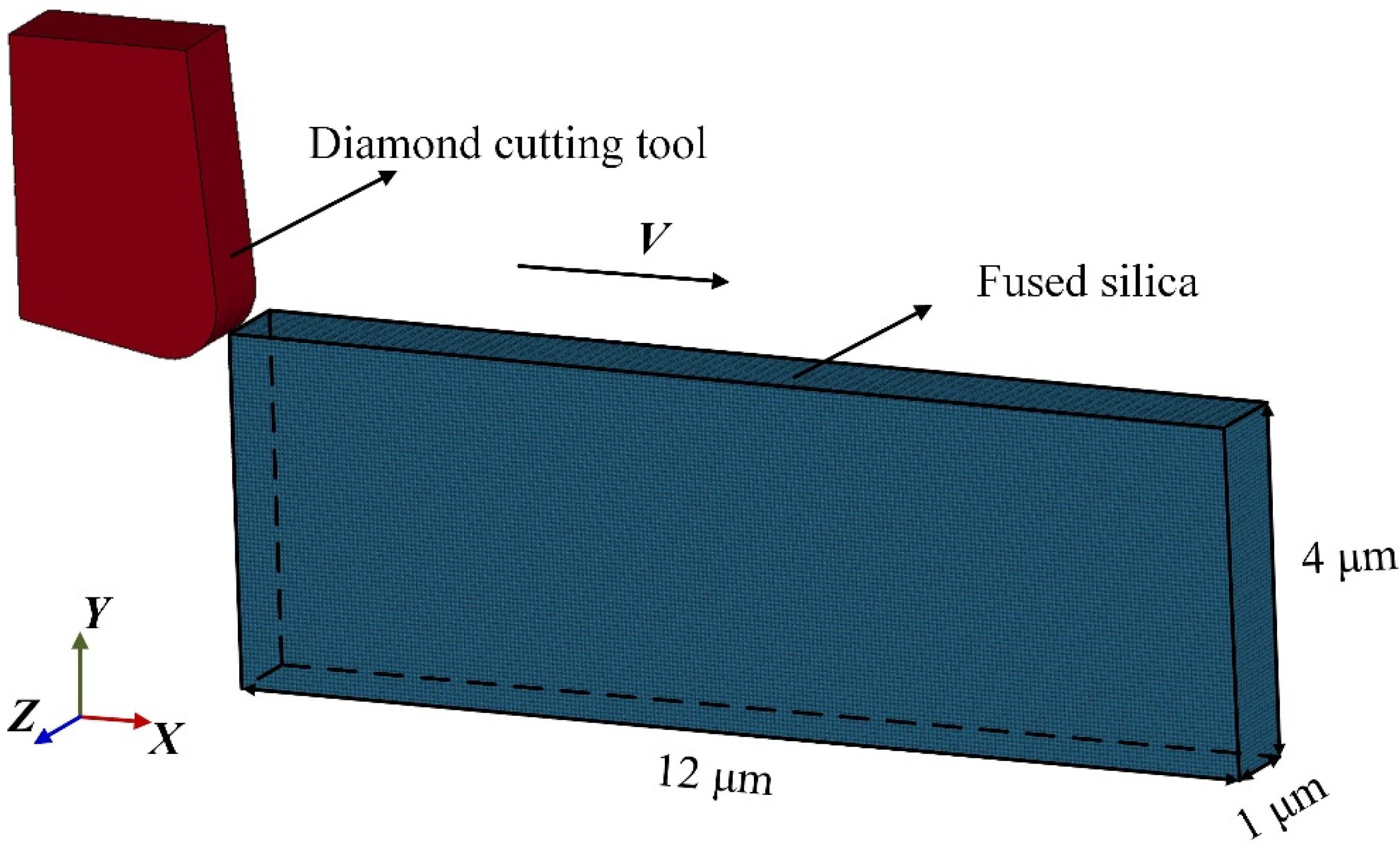
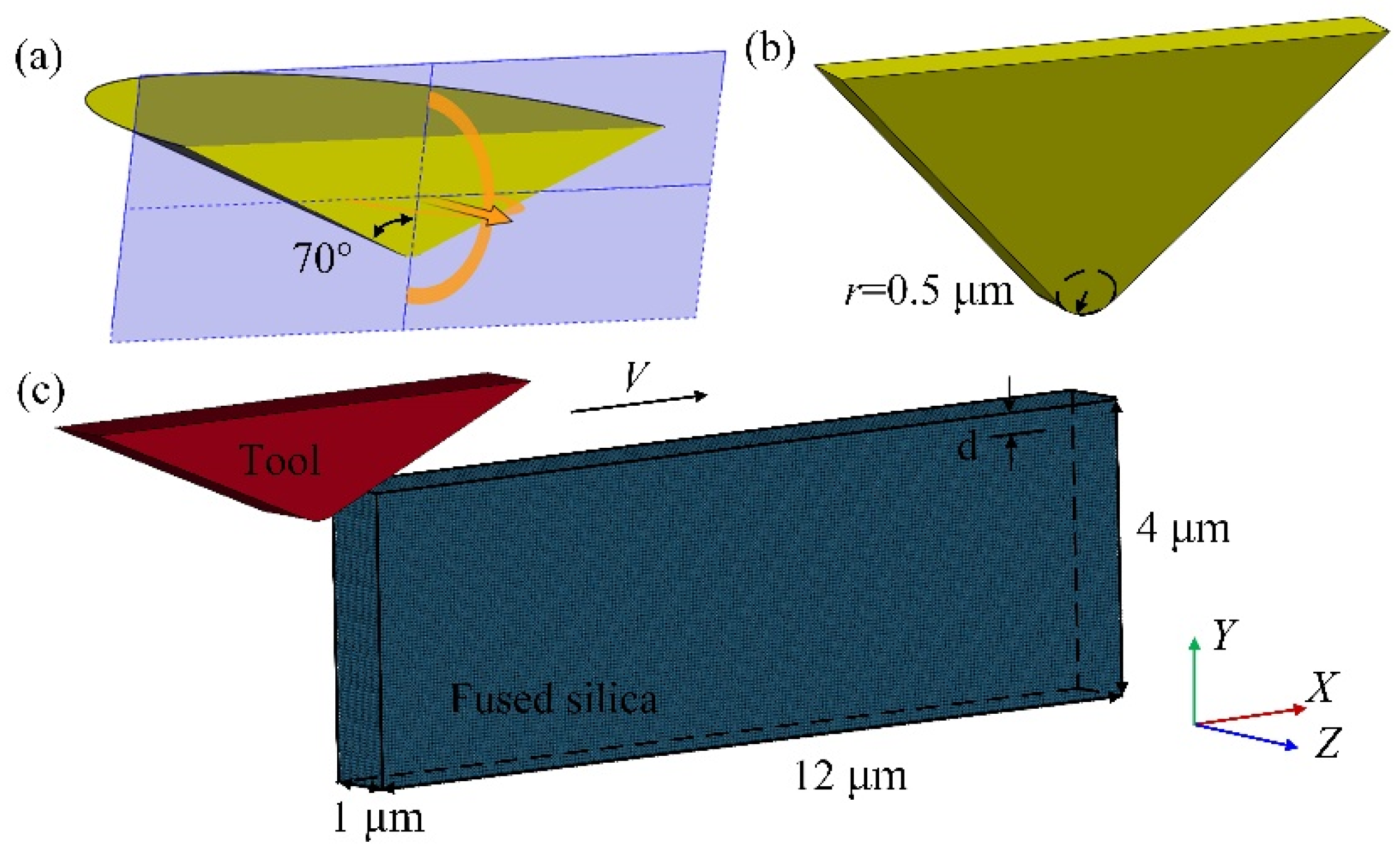
2.2. SPH Modeling
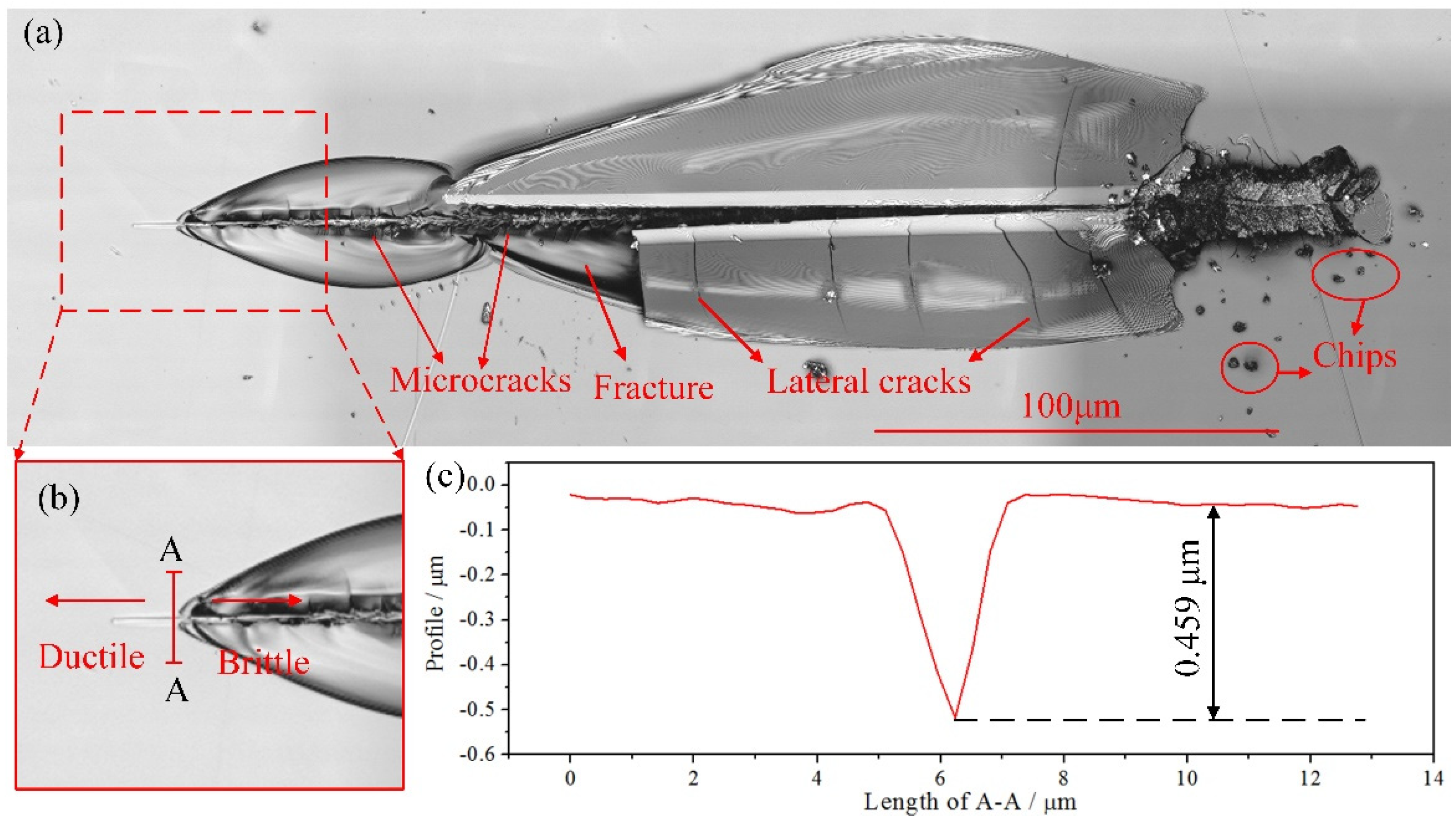
3. Nano-Scratch Experiment of Fused Silica
4. Results and Discussion
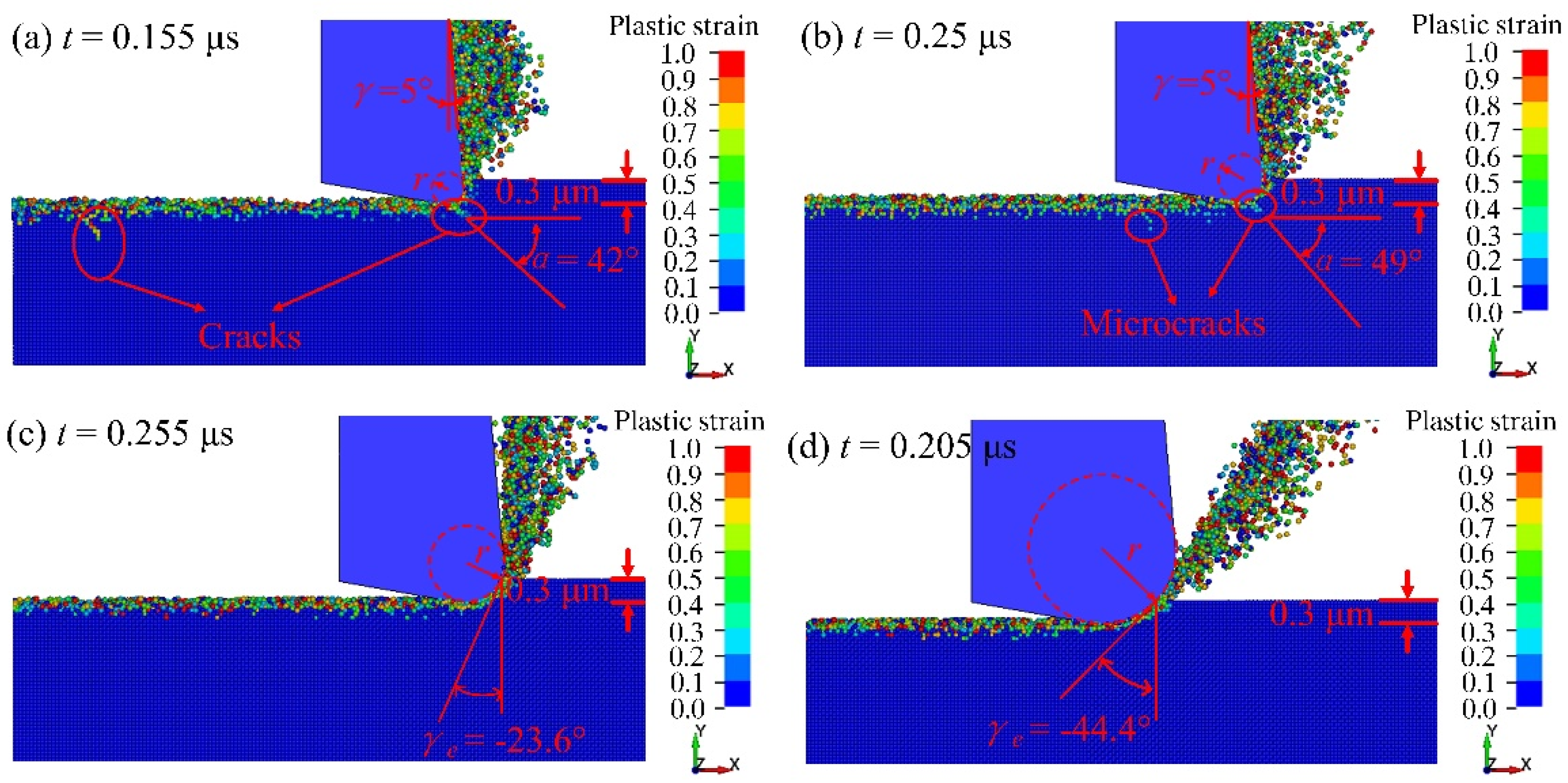
4.1. Ductile Domain Processing
4.2. Equivalent Rake Angle
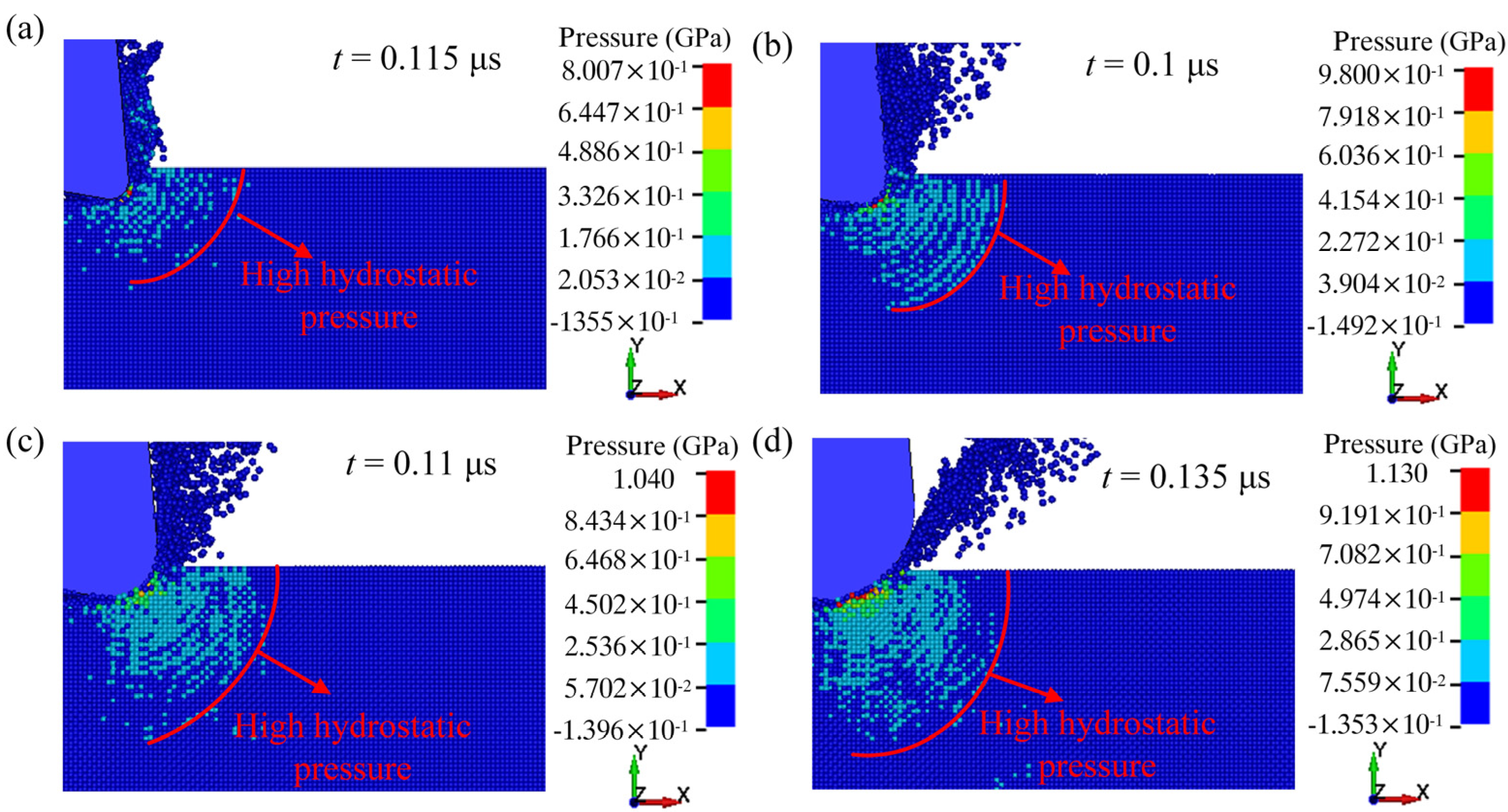
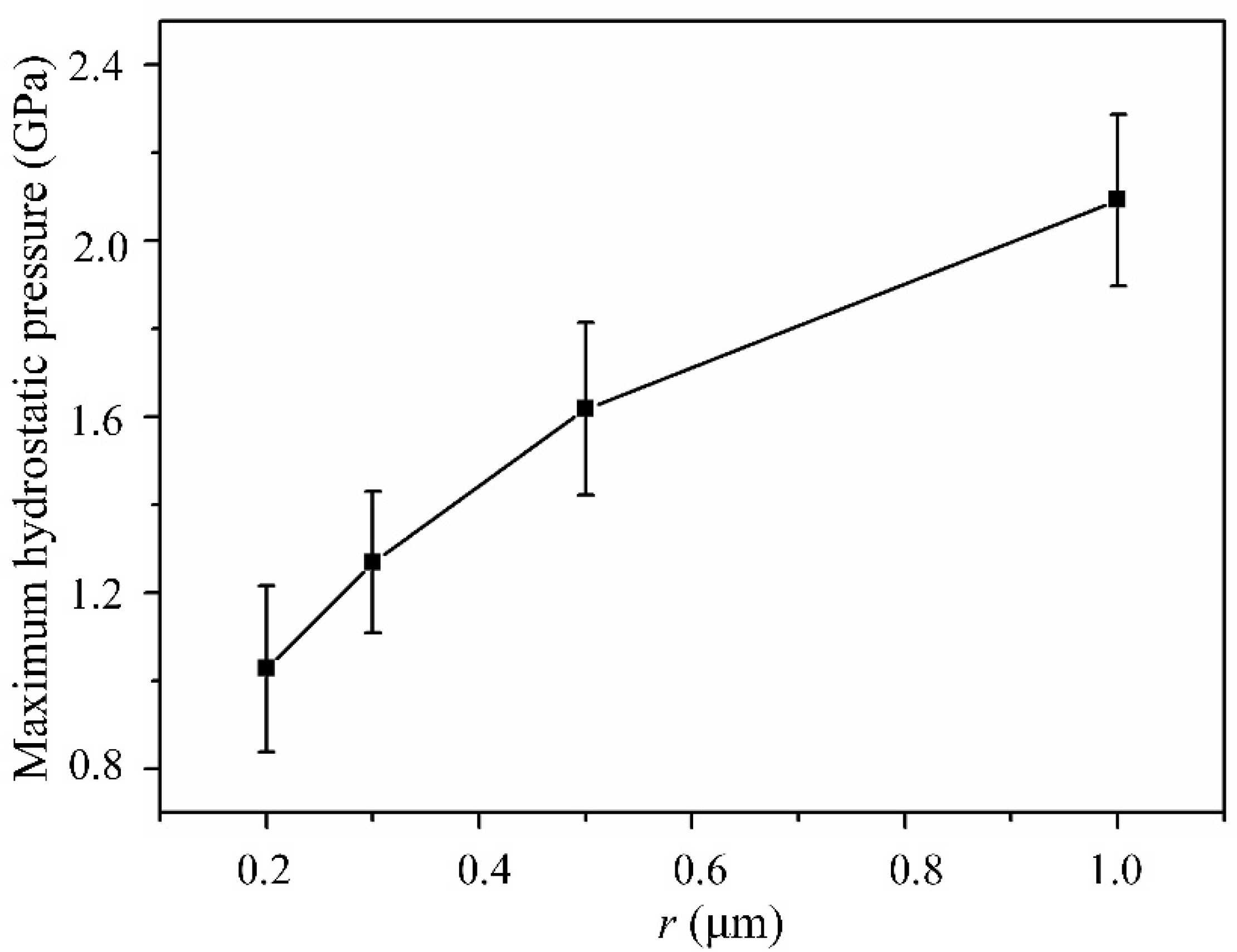
4.3. Hydrostatic Pressure
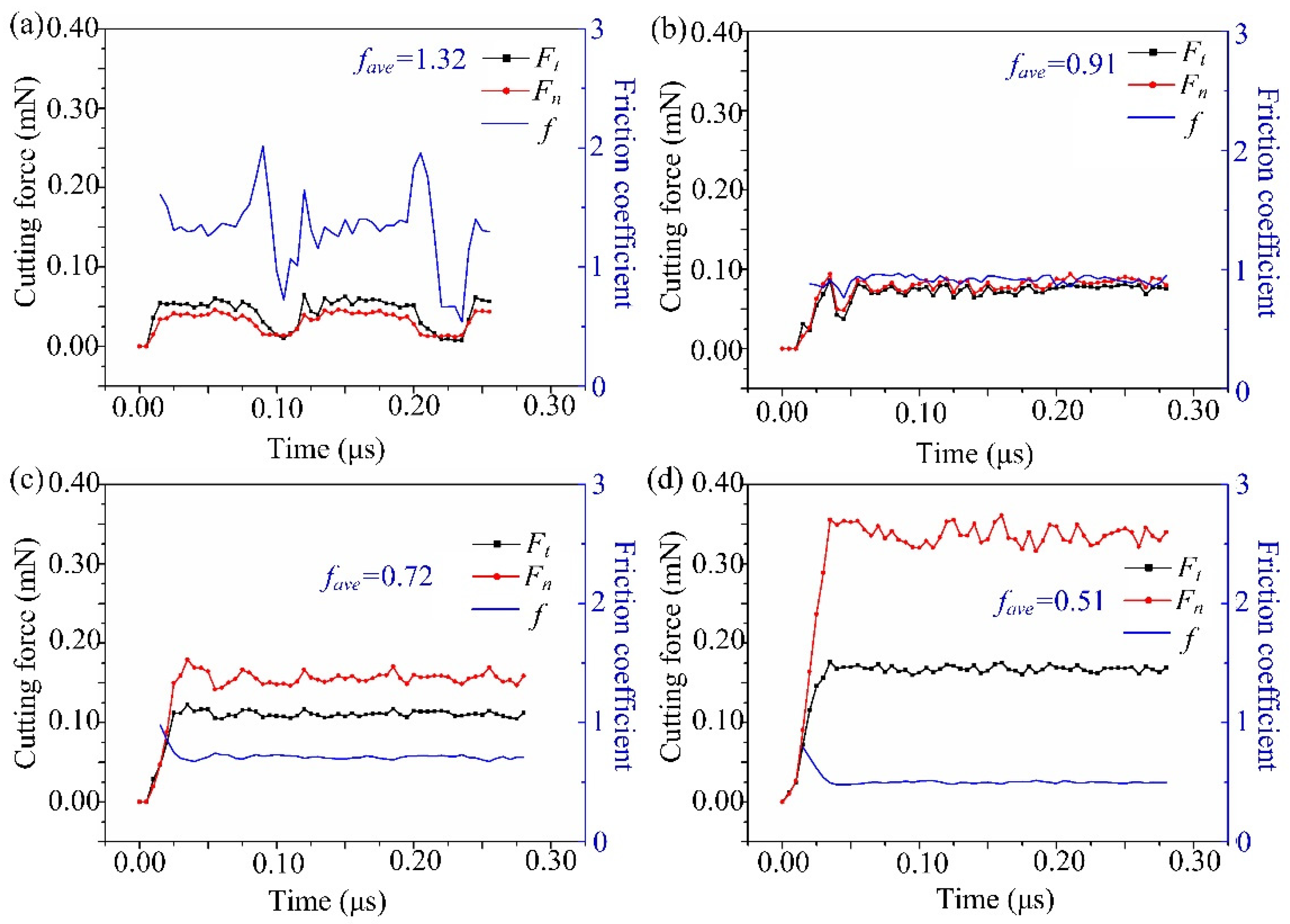
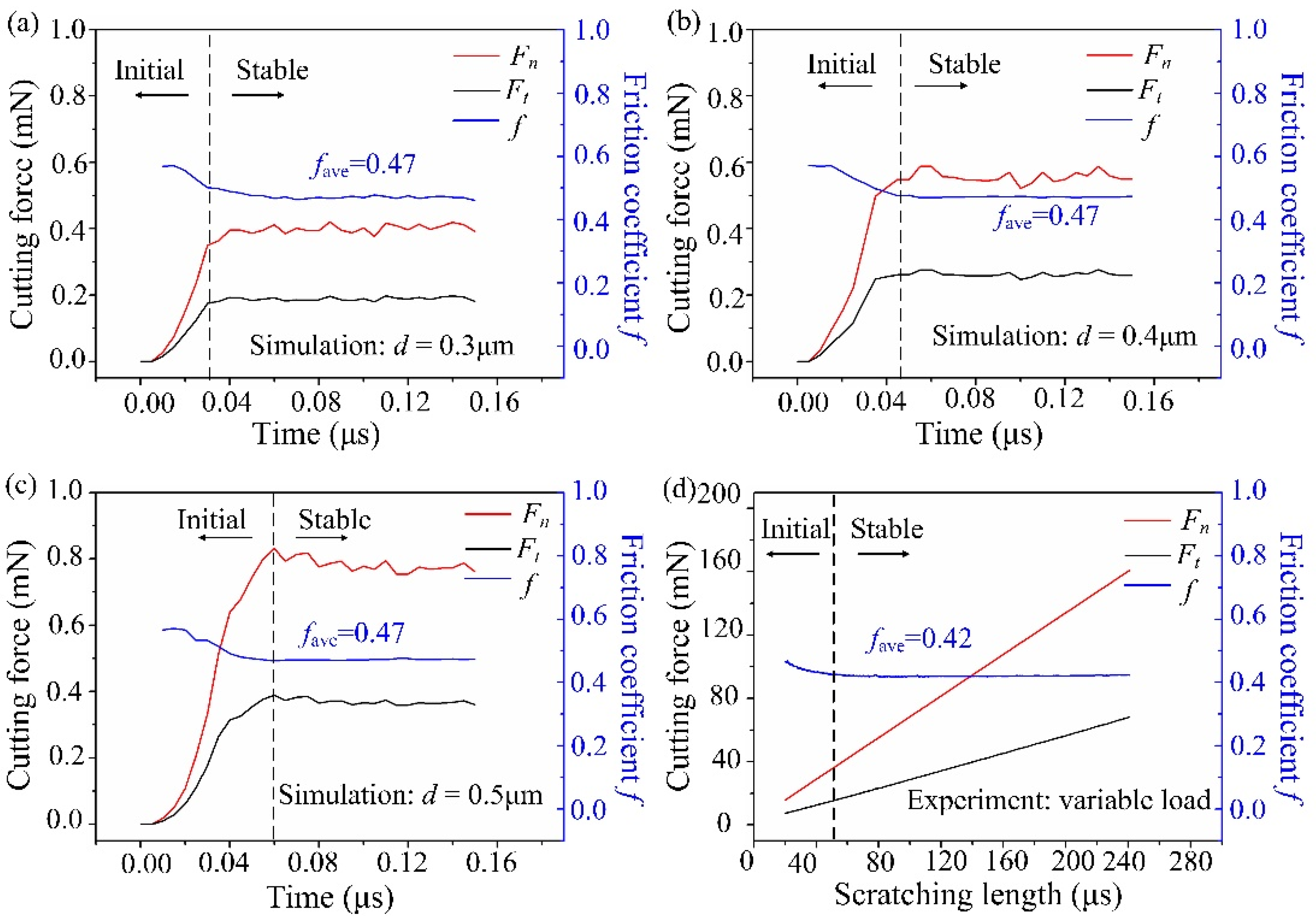
4.4. Cutting Force Analysis
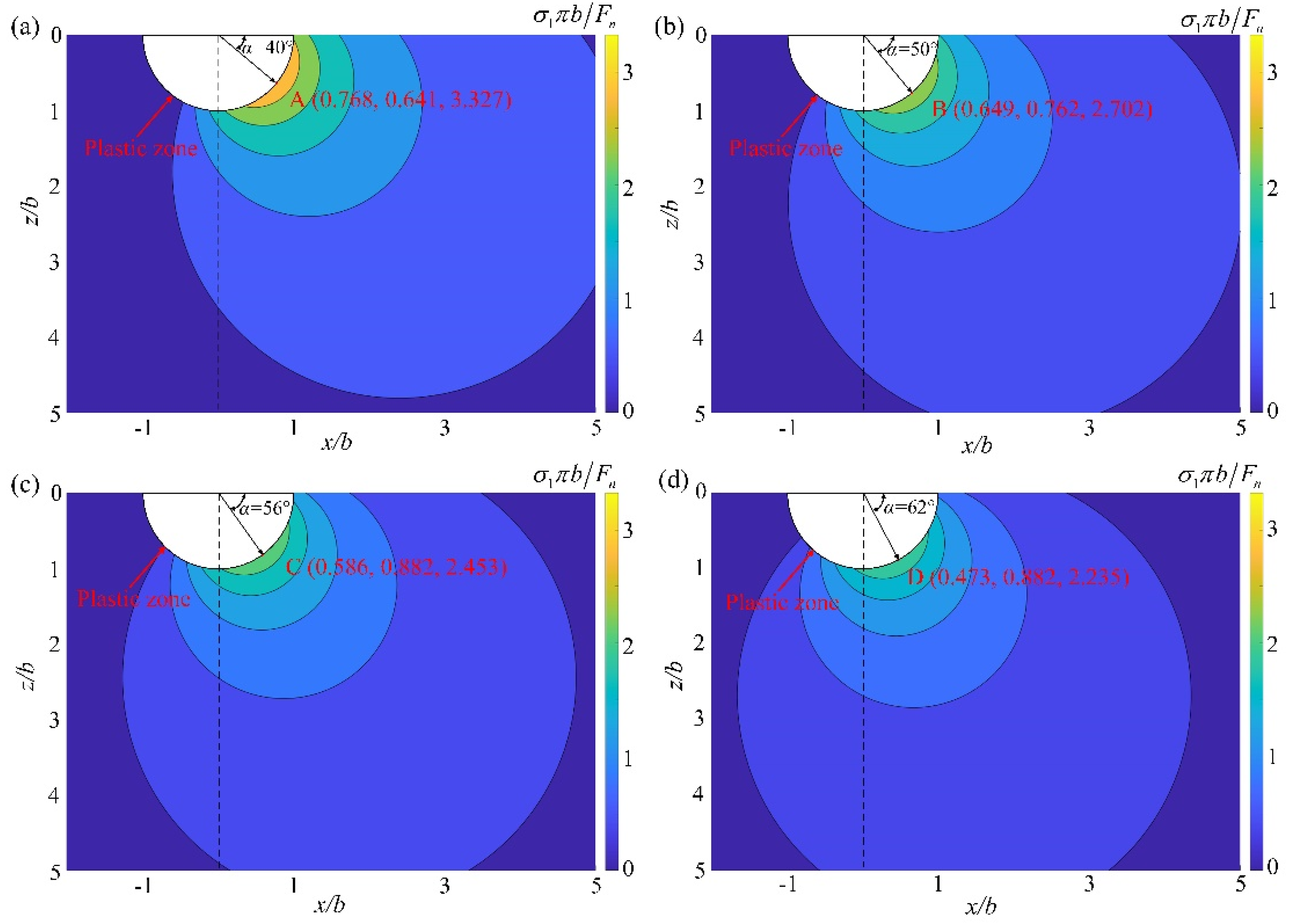
4.5. Maximum Principal Stress Analysis
4.6. Verification of the SPH Simulation
5. Conclusions
- (1)
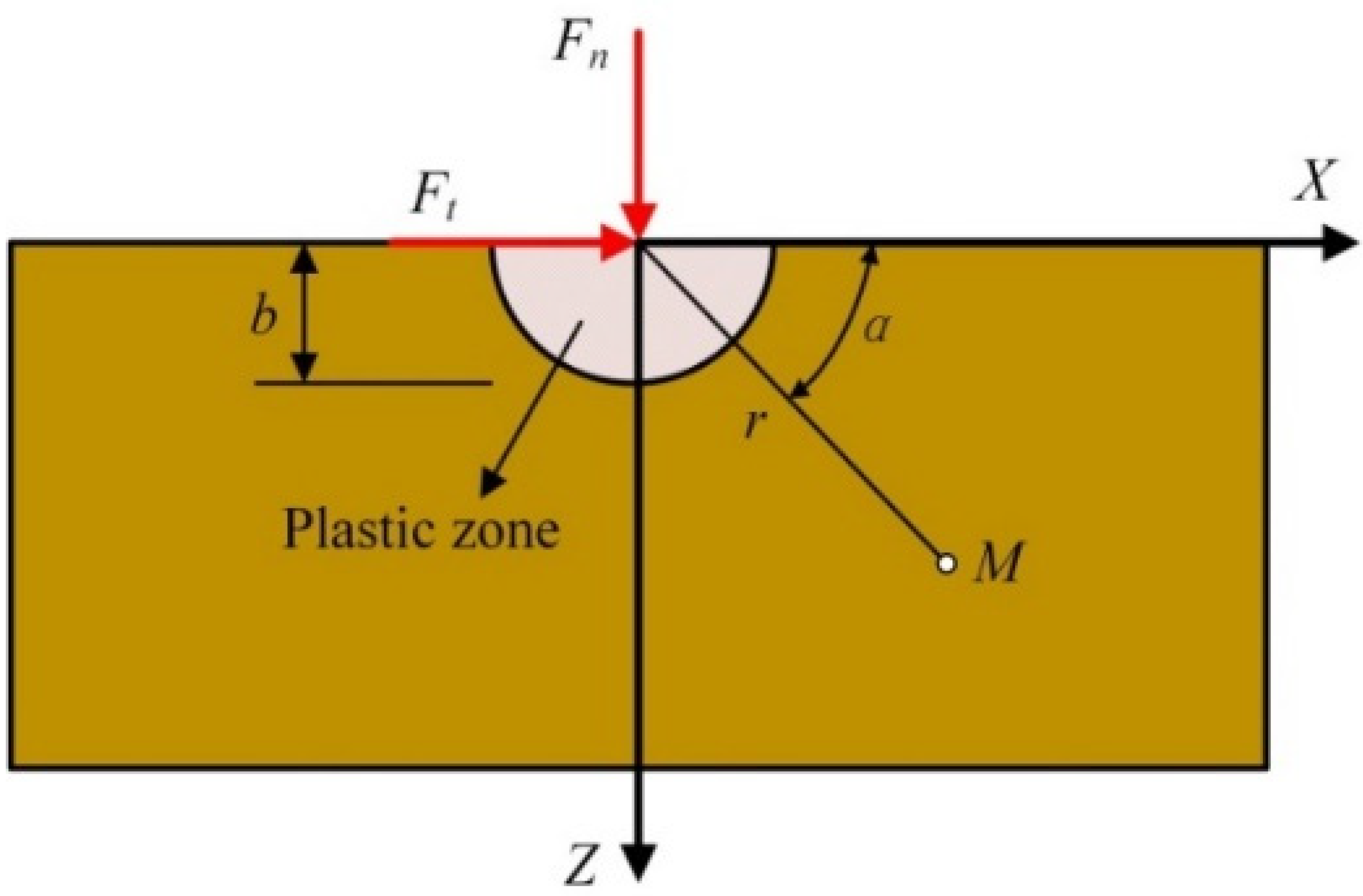
- The material removal characteristic and friction coefficient f simulated by the built SPH model had a good agreement with the nano-scratch experiment, and the crack initiation angle obtained from the simulation results was close to that calculated by Flamant’s formula, which verified the accuracy of the SPH model.
- (2)
- By comparing the results of the SPH model and Flamant’s formula, it was found that the stress field based on approximate concentrated force can be used for the critical depth analysis of DBT. In addition, the influence of edge radius can be reflected by the change of the friction coefficient. Furthermore, the smaller the friction coefficient, the smaller the possibility of crack.
- (3)
- As the edge radius increases, the negative value of the equivalent rake angle, maximum hydrostatic pressure, cutting force, and crack initiation angle increase, while the friction coefficient and the normalized maximum principal stress decrease. The study in this paper is helpful to understand the influence mechanism of abrasive/tool wear on ductile machining, and it provides a theoretical basis for the optimization of ultra-precision cutting or grinding processes of hard and brittle materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, W.; Yao, P.; Wang, J.; Huang, C.Z.; Zou, B.; Liu, H.L.; Yan, J.W. Crack-free ductile mode grinding of fused silica under controllable dry grinding conditions. Int. J. Mach. Tools Manuf. 2016, 109, 126–136. [Google Scholar] [CrossRef]
- Wang, J.; Jia, Z.X.; Guo, Y.B. Shape-cutting of quartz glass by spark discharge-assisted diamond wire sawing. J. Manuf. Processes 2018, 34, 131–139. [Google Scholar] [CrossRef]
- An, Q.L.; Ming, W.W.; Chen, M. Experimental Investigation on cutting characteristics in nanometric plunge-cutting of BK7 and fused silica glasses. Materials 2015, 8, 1428–1441. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdelkawy, A.; Yoshino, M.; Nakagawa, Y. Effect of tool rake angle and crystal orientation on ductile mode cutting of hard/brittle materials. Int. J. Autom. Technol. 2020, 14, 253–259. [Google Scholar] [CrossRef]
- Liu, H.T.; Xie, W.K.; Sun, Y.Z.; Zhu, X.F.; Wang, M.F. Investigations on brittle-ductile cutting transition and crack formation in diamond cutting of mono-crystalline silicon. Int. J. Adv. Manuf. Technol. 2018, 95, 317–326. [Google Scholar] [CrossRef]
- Bifano, T. Ductile regime grinding of brittle materials: Experimental results and the development of a model. Int. Soc. Opt. Photonics 1989, 966, 108–115. [Google Scholar]
- Yin, J.F.; Qian, B.; Li, Y.N.; Zhang, B. Formation of subsurface cracks in silicon wafers by grinding. Nanotechnol. Precis. Eng. 2018, 1, 172–179. [Google Scholar] [CrossRef]
- Singh, A.; Garg, H.; Lall, A.K. Optical polishing process: Analysis and optimization using response surface methodology (RSM) for large diameter fused silica flat substrates. J. Manuf. Processes 2017, 30, 439–451. [Google Scholar] [CrossRef]
- Wang, T.Z.; Liu, H.N.; Wu, C.Y.; Cheng, J.; Yu, T.Y.; Chen, M.G. Wear characteristics of small ball-end fine diamond grinding pins dressed by on-machine electrical discharge. Wear 2021, 476, 203765. [Google Scholar] [CrossRef]
- Song, H.W.; Li, J.L.; Dan, J.Q.; Ren, G.Q.; Xiao, J.F.; Xu, J.F. Experimental analysis and evaluation of the cutting performance of tools in laser-assisted machining of fused silica. Precis. Eng. 2019, 56, 191–202. [Google Scholar] [CrossRef]
- Chen, H.L.; Lin, W.C.; Huang, C.Y.; Wu, W.H.; Chang, J.L.; Chen, H.P. Study on wear behavior of grinding wheel for the generating process of UV grade fused silica. Int. Soc. Opt. Photonics 2019, 11175, 1117529. [Google Scholar]
- Zhou, L.; Wei, Q.C.; Li, J.; Chen, X.H.; Wang, J.; Xu, Q. The effect of diamond wheel wear on surface and sub-surface quality in fused silica optics grinding. IOP Conf. Ser. Mater. Sci. Eng. 2019, 677, 022091. [Google Scholar] [CrossRef]
- Chai, P.; Li, S.J.; Li, Y. Modeling and experiment of the critical depth of cut at the ductile-brittle transition for a 4H-SiC single crystal. Micromachines 2019, 10, 382. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, J.G.; Nie, M.; Liu, Y.M.; Li, J.Y. Ductile-brittle transition behavior in the ultrasonic vibration-assisted internal grinding of silicon carbide ceramics. Int. J. Adv. Manuf. Technol. 2018, 96, 3251–3262. [Google Scholar] [CrossRef]
- Yang, M.; Li, C.H.; Zhang, Y.B.; Jia, D.Z.; Li, R.Z.; Hou, Y.L.; Cao, H.J. Effect of friction coefficient on chip thickness models in ductile-regime grinding of zirconia ceramics. Int. J. Adv. Manuf. Technol. 2019, 102, 2617–2632. [Google Scholar] [CrossRef]
- Liu, K.; Li, X.P.; Rahman, M.; Neo, K.S.; Liu, X.D. A study of the effect of tool cutting edge radius on ductile cutting of silicon wafers. Int. J. Adv. Manuf. Technol. 2007, 32, 631–637. [Google Scholar] [CrossRef]
- Yan, J.Y.; Zhao, H.W.; Kuriyagawa, T. Effects of tool edge radius on ductile machining of silicon: An investigation by FEM. Semicond. Sci. Technol. 2009, 24, 075018. [Google Scholar] [CrossRef]
- Cai, M.B.; Li, X.P.; Rahman, M.; Tay, A.A.O. Crack initiation in relation to the tool edge radius and cutting conditions in nanoscale cutting of silicon. Int. J. Mach. Tools Manuf. 2007, 47, 562–569. [Google Scholar] [CrossRef]
- Wang, J.S.; Fu, J.G.; Wang, J.L.; Du, F.M.; Liew, P.J.; Shimada, K. Processing capabilities of micro ultrasonic machining for hard and brittle materials: SPH analysis and experimental verification. Precis. Eng. 2020, 63, 159–169. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.Z.; Wu, C.J.; Kong, L.F.; Zheng, Y.H. Smoothed particle hydrodynamics simulation and experimental analysis of SiC ceramic grinding mechanism. Ceram. Int. 2018, 44, 12194–12203. [Google Scholar] [CrossRef]
- Lai, J.Z.; Wang, H.F.; Yang, H.R.; Zheng, X.B.; Wang, Q. Dynamic properties and SPH simulation of functionally graded cementitious composite subjected to repeated penetration. Constr. Build. Mater. 2017, 146, 54–65. [Google Scholar] [CrossRef]
- Ghafarizadeh, S.; Tahvilian, A.M.; Chatelain, J.F.; Liu, Z.H.; Champliaud, H.; Lebrun, G. Numerical simulation of ball-end milling with SPH method. Int. J. Adv. Manuf. Technol. 2017, 88, 401–408. [Google Scholar] [CrossRef]
- Das, R.; Cleary, P.W. Evaluation of accuracy and stability of the classical sph method under uniaxial compression. J. Sci. Comput. 2015, 64, 858–897. [Google Scholar] [CrossRef]
- Libersky, L.D.; Peetschek, A.G.; Carney, T.C.; Hipp, J.R.; Allahdadi, F.A. High strain Lagrangian hydrodynamics: A three -dimensional SPH code for dynamic material response. J. Comput. Phys. 1993, 109, 67–75. [Google Scholar] [CrossRef]
- Zhou, J.; Xu, S.L. Study on moving boundary conditions of SPH method. Ji Suan Li Xue Xue Bao 2016, 33, 412–417. (In Chinese) [Google Scholar]
- Cronin, D.S.; Bui, K.; Kaufmann, C.; Mclntosh, G.; Berstad, T. Implementation and validation of the Johnson-Holmquist ceramic material model in LS-Dyna. In Proceedings of the 4th European LS-DYNA Users Conf. 1, Ulm, Germany, 22–23 May 2003; pp. 47–60. [Google Scholar]
- Holmquist, T.J.; Johnson, G.R.; Gerlach, C.A. An improved computational constitutive model for glass. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2017, 375, 20160182. [Google Scholar] [CrossRef] [Green Version]
- Jing, X.; Li, H.; Wang, J.; Tian, Y.L. Modelling the cutting forces in micro-end-milling using a hybrid approach. Int. J. Adv. Manuf. Technol. 2014, 73, 1647–1656. [Google Scholar] [CrossRef]
- Neo, W.K.; Kumar, A.S.; Rahman, M. A review on the current research trends in ductile regime machining. Int. J. Adv. Manuf. Technol. 2012, 63, 465–480. [Google Scholar] [CrossRef]
- Bridgman, P.W.; Simon, I. Effect of very high pressure on glass. J. Appl. Phys. 1953, 24, 405–413. [Google Scholar] [CrossRef]
- Derski, W.; Izbicki, R.; Kisiel, I.; Mróz, Z. Rock and Soil Mechanics; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Vasiliev, V.V.; Lurie, S.A.; Salov, V.A. On the Flamant problem for a half-plane loaded with a concentrated force. Acta Mech. 2021, 232, 1761–1771. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Parameters | Value |
|---|---|---|---|
| Density | 2.20 g·cm−3 | Complete strength (N) | 0.75 |
| Shear modulus | 31 GPa | Hug elastic limit (HEL) | 9 GPa |
| Tensile strength | 0.05 GPa | Elastic strain (D1) | 0.053 |
| Standard strength (A) | 0.93 | Elastic strain (D2) | 0.85 |
| Fracture strength (B) | 0.088 | First pressure coefficient (K1) | 45.4 GPa |
| Strain rate strength (C) | 0.003 | Second pressure coefficient (K2) | −138 GPa |
| Pressure index (M) | 0.29 | Elastic constant (K3) | 290 GPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Guo, X.; Yuan, S.; Zhao, B.; Qi, Y.; Zhang, S.; Guo, D.; Zhou, P. An Analysis of the Effect of Abrasive/Tool Wear on the Ductile Machining of Fused Silica from the Perspective of Stress. Micromachines 2022, 13, 820. https://doi.org/10.3390/mi13060820
Li M, Guo X, Yuan S, Zhao B, Qi Y, Zhang S, Guo D, Zhou P. An Analysis of the Effect of Abrasive/Tool Wear on the Ductile Machining of Fused Silica from the Perspective of Stress. Micromachines. 2022; 13(6):820. https://doi.org/10.3390/mi13060820
Chicago/Turabian StyleLi, Ming, Xiaoguang Guo, Song Yuan, Bingyao Zhao, Yongnian Qi, Shuohua Zhang, Dongming Guo, and Ping Zhou. 2022. "An Analysis of the Effect of Abrasive/Tool Wear on the Ductile Machining of Fused Silica from the Perspective of Stress" Micromachines 13, no. 6: 820. https://doi.org/10.3390/mi13060820