
The Effects of Heat Treatment on Microstructure and Mechanical Properties of Selective Laser Melting 6061 Aluminum Alloy

 ,
,
Abstract
:1. Introduction
2. Experimental Materials and Methods
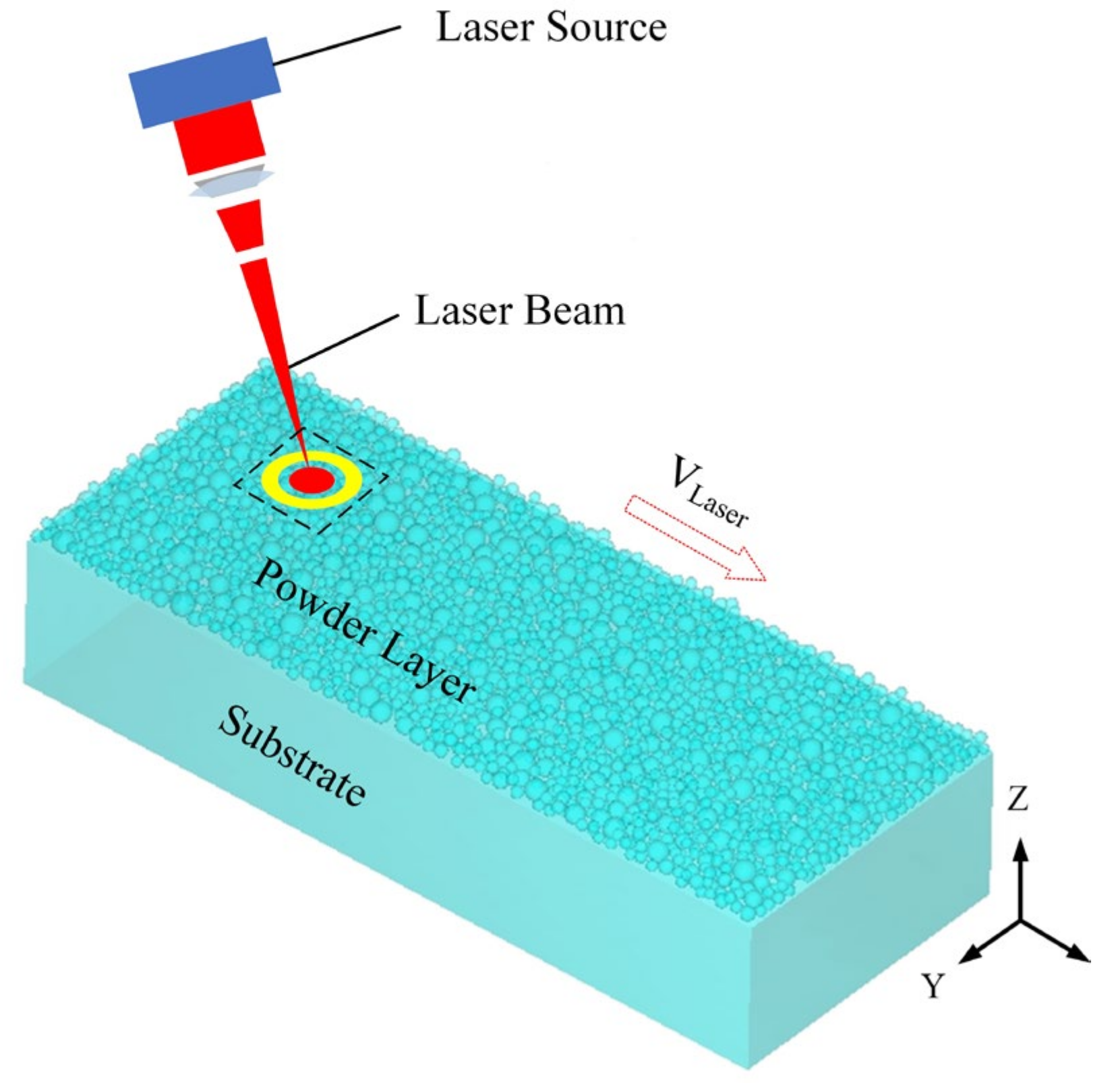
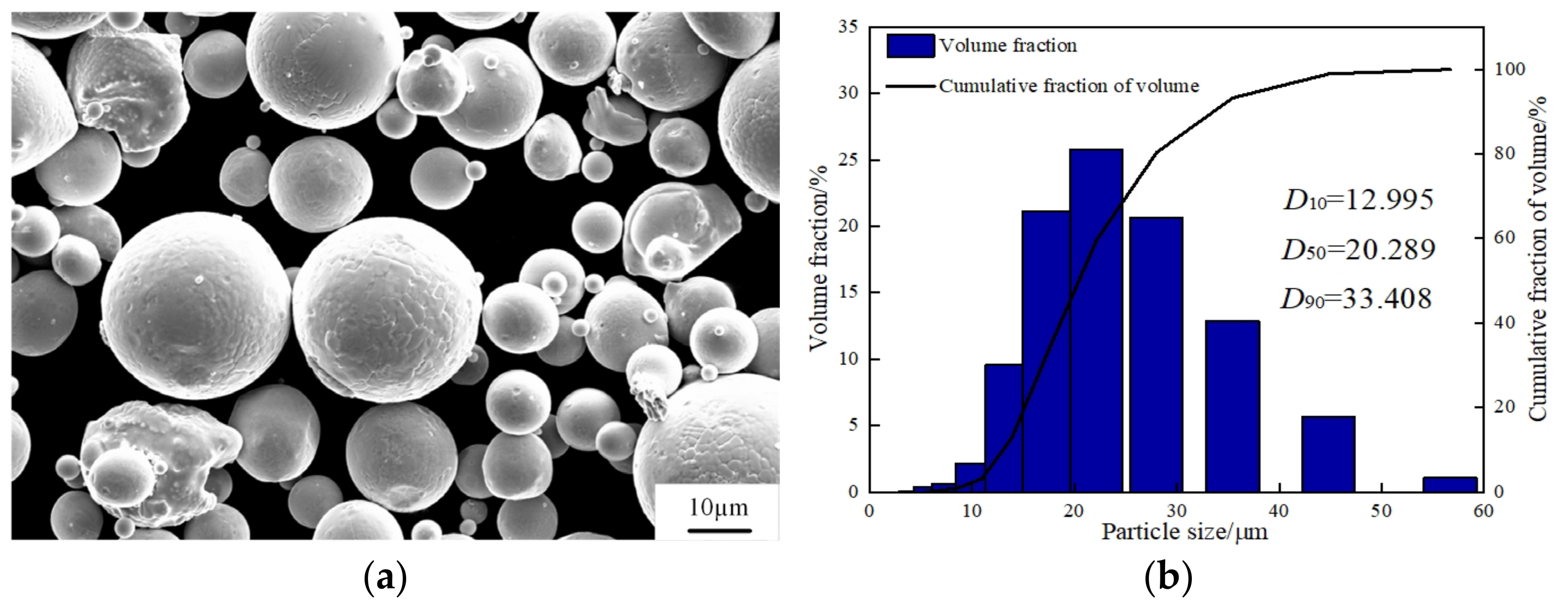
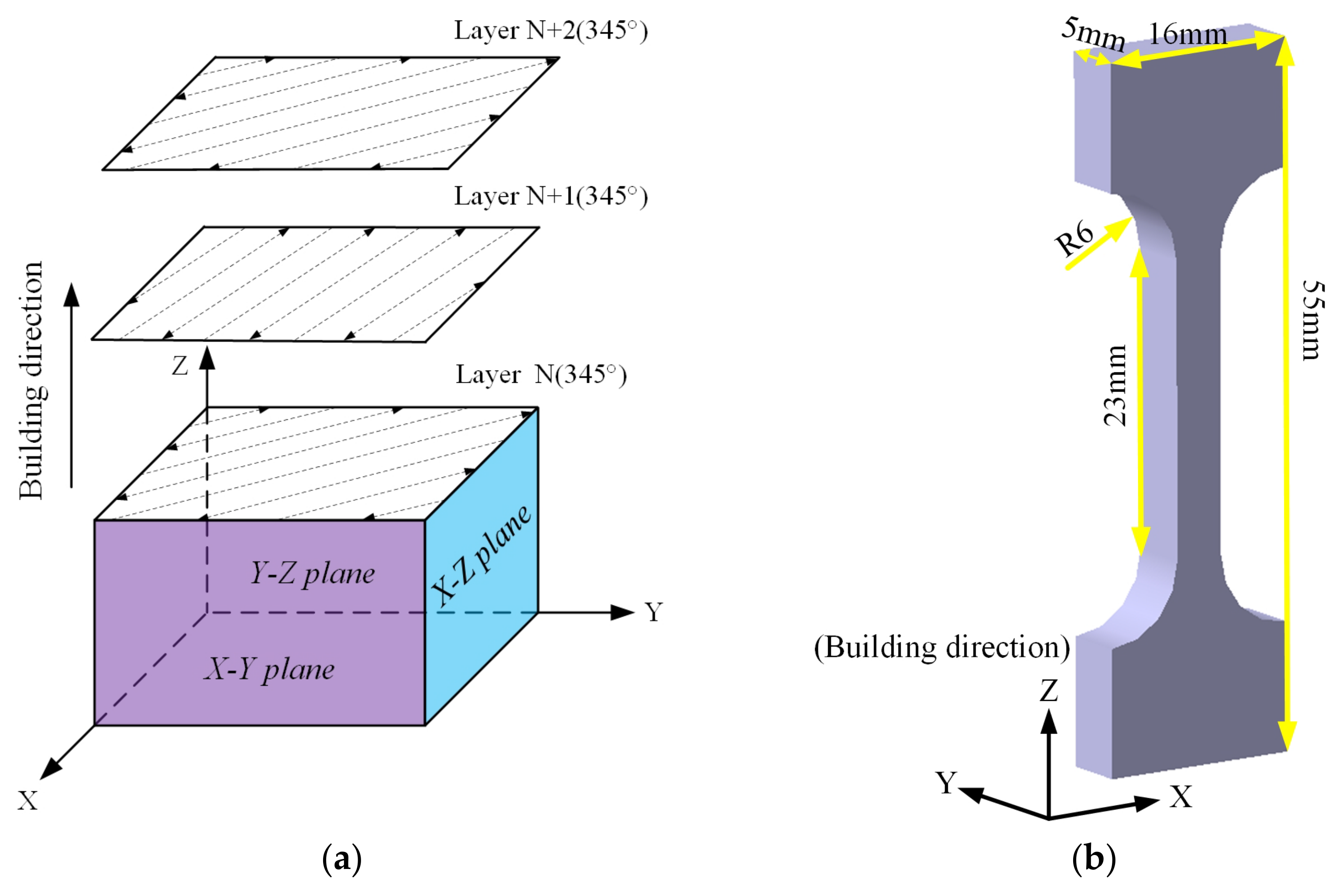
2.1. Experimental Materials and Sample Preparation
2.2. Test Method
2.2.1. Heat Treatment and Microstructure Observation
2.2.2. Mechanical Performance Test
3. Experimental Results and Analysis
3.1. Physical Phase Analysis
3.2. Microstructure Analysis
3.3. Tensile Performance Analysis
3.4. Vickers Hardness Analysis
4. Conclusions
- (1)
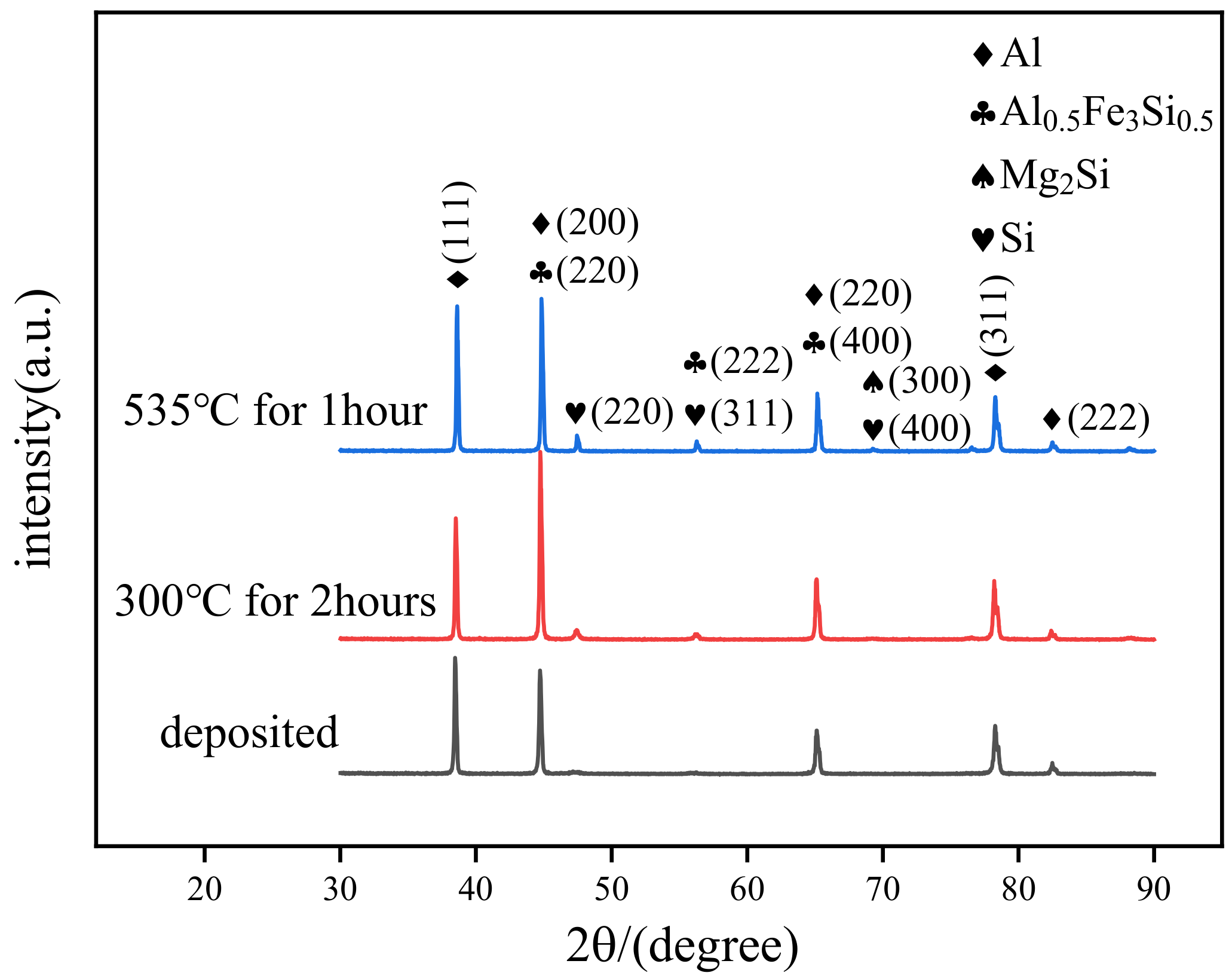
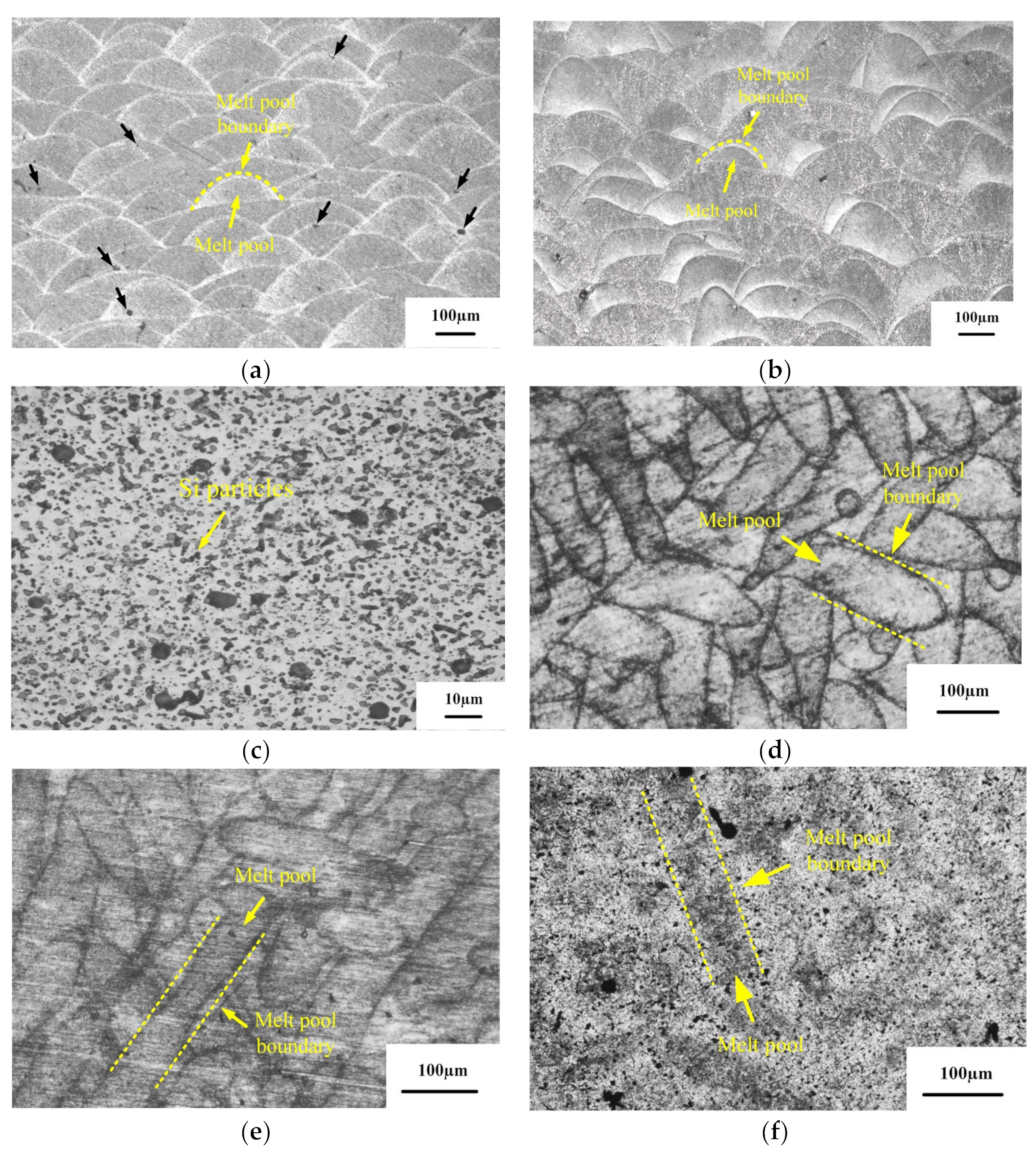
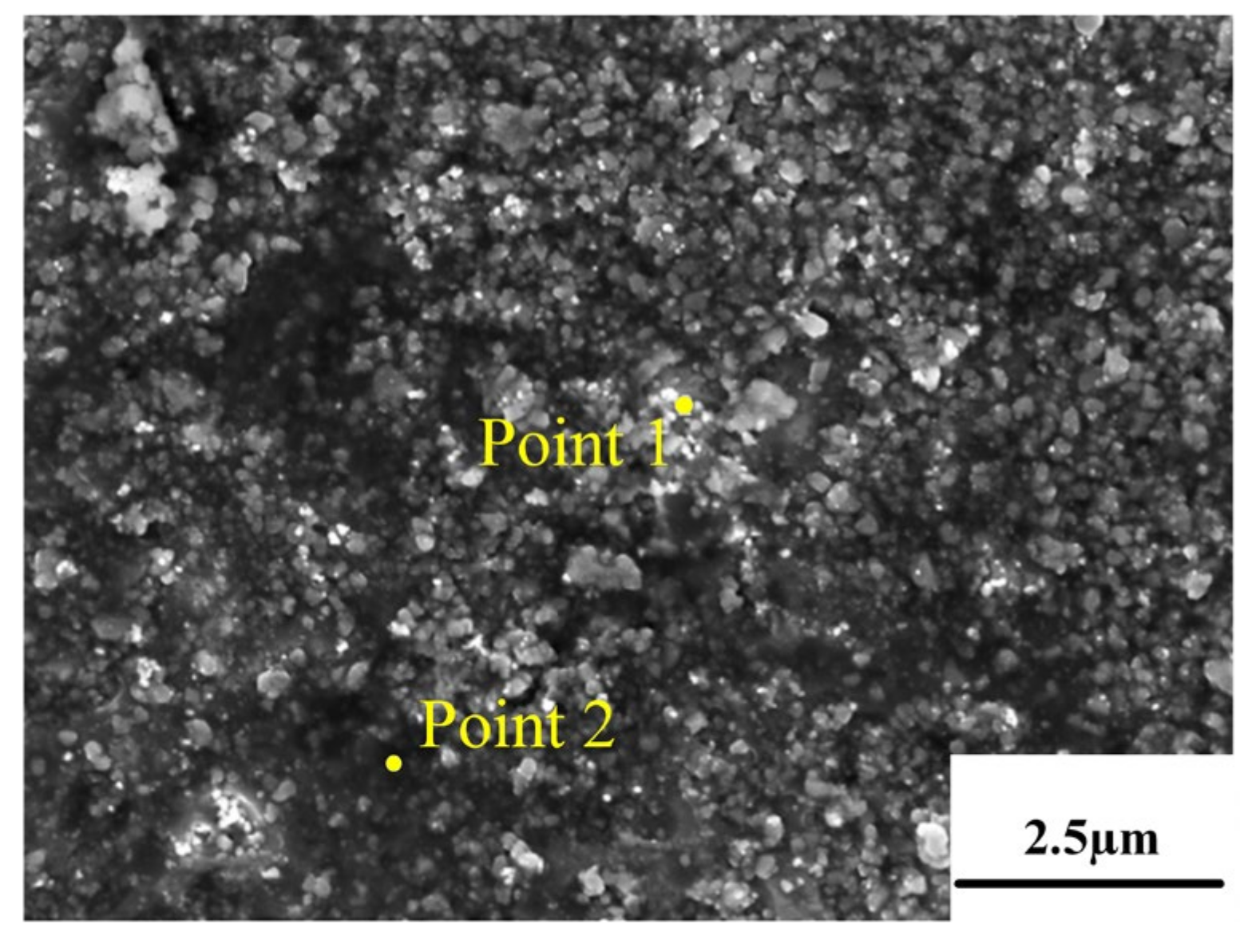
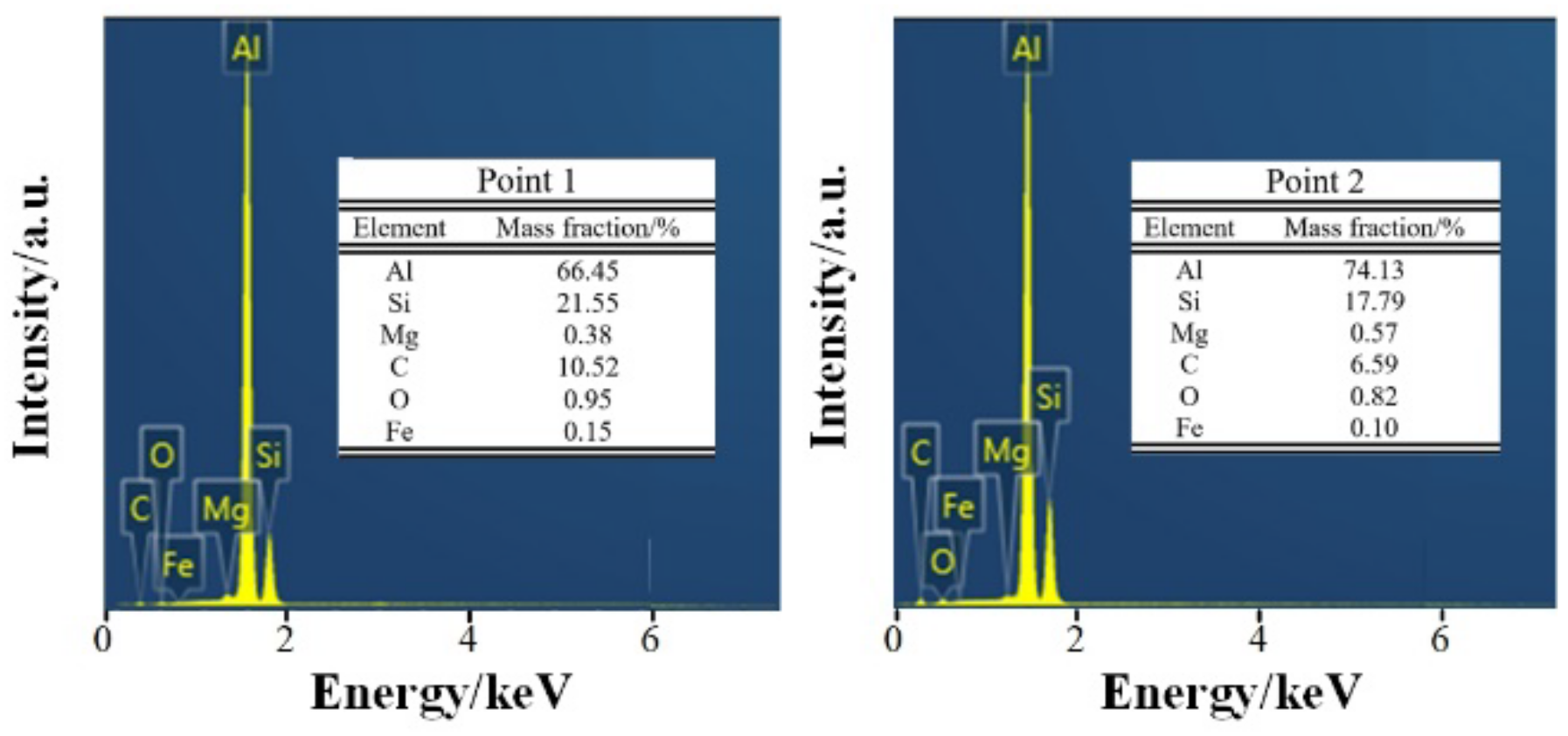
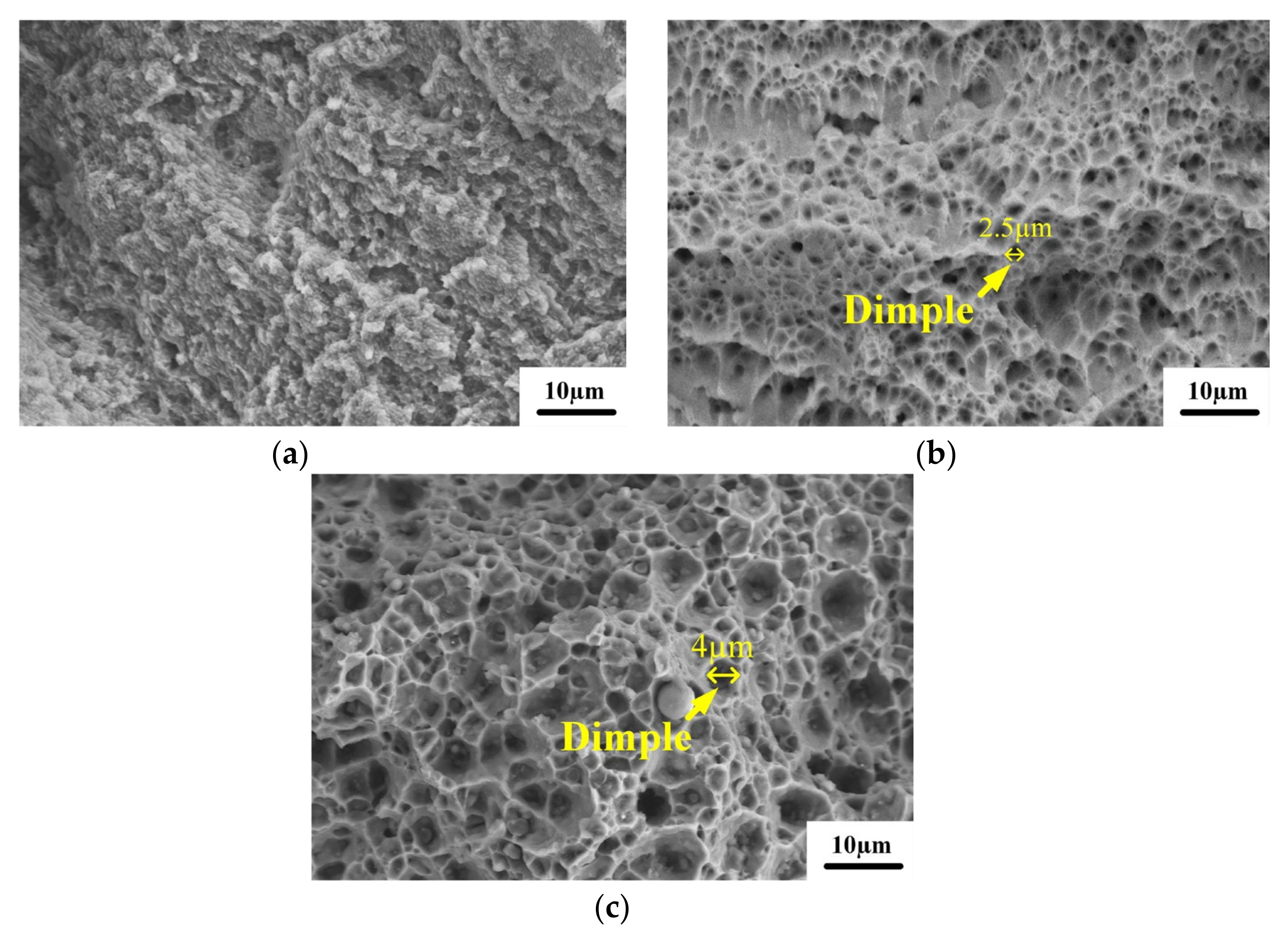
- The deposited microstructure contained Al matrix and eutectic Si framework. After annealing, a small amount of the AlFeSi phase appeared in the microstructure of the specimens. After solid solution, the α–Al phase, the Si phase, the AlFeSi phase, and the weak Mg2Si (β) phase can be observed in specimens. Moreover, the Si phase strength is higher than that of the deposited and annealed states because the remaining Si atoms continue to precipitate to form massive Si particles. In addition, the deposited samples and annealed samples have similar melt pool morphology. However, the unique melt pool morphology of SLM disappeared after solution aging.
- (2)
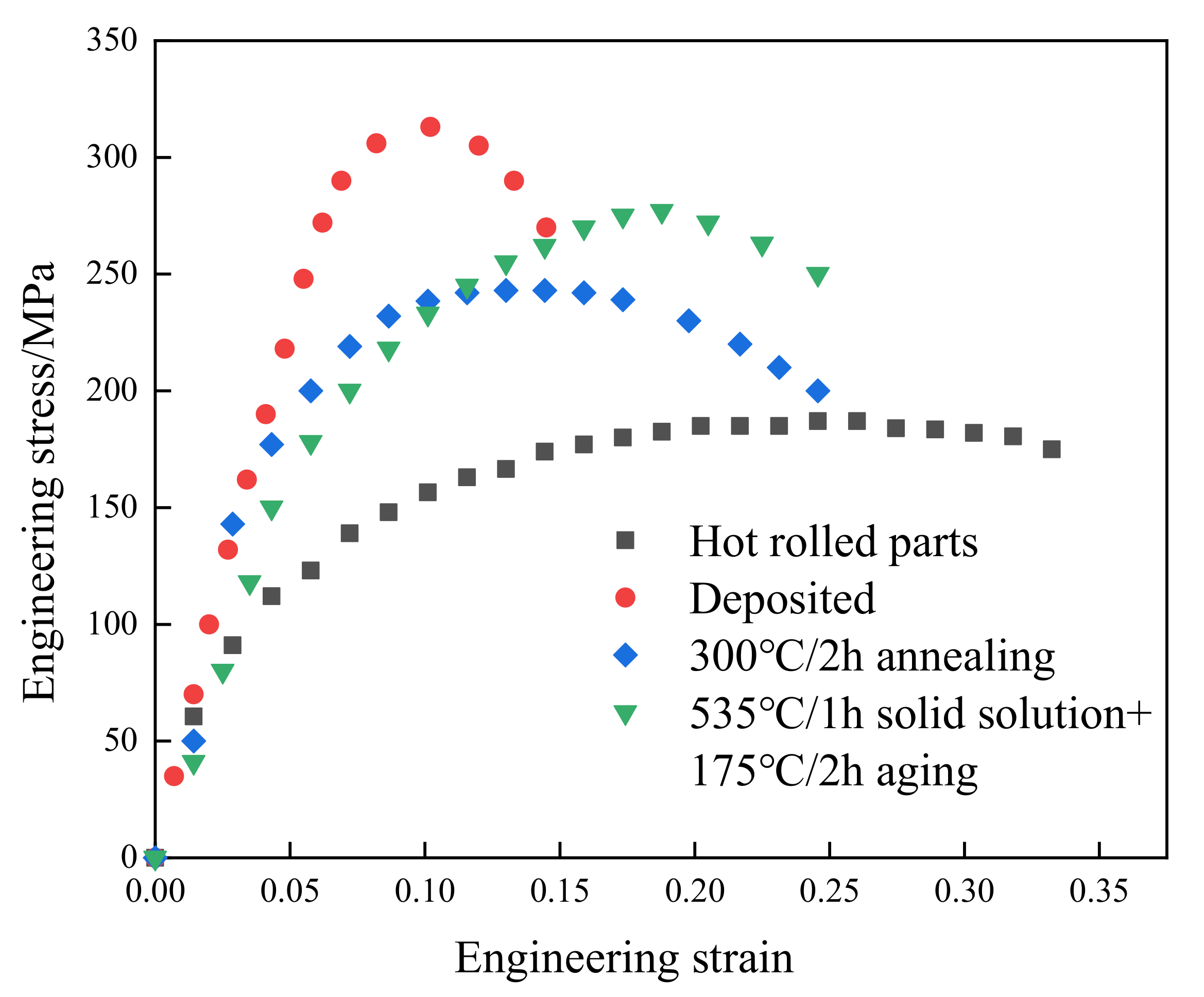
- After annealing, the typical microstructure features of the sample surface are Mg2Si phase precipitation and eutectic silicon skeleton fracture. As a result, the strength of the sample decreased significantly, only 243 MPa, although the elongation increased to 6.89%. The tensile strength of the solution-aged sample is 277 MPa. The hardness is 118.8 HV0.2 after solid-solution aging, which is close to the deposited state. In addition, the elongation reached 7.89%, which is 293% higher than the deposited state. Therefore, solution aging can significantly enhance the plasticity of the SLM-prepared 6061 aluminum alloy without sharply decreasing the tensile strength and hardness of the alloy.
- (3)
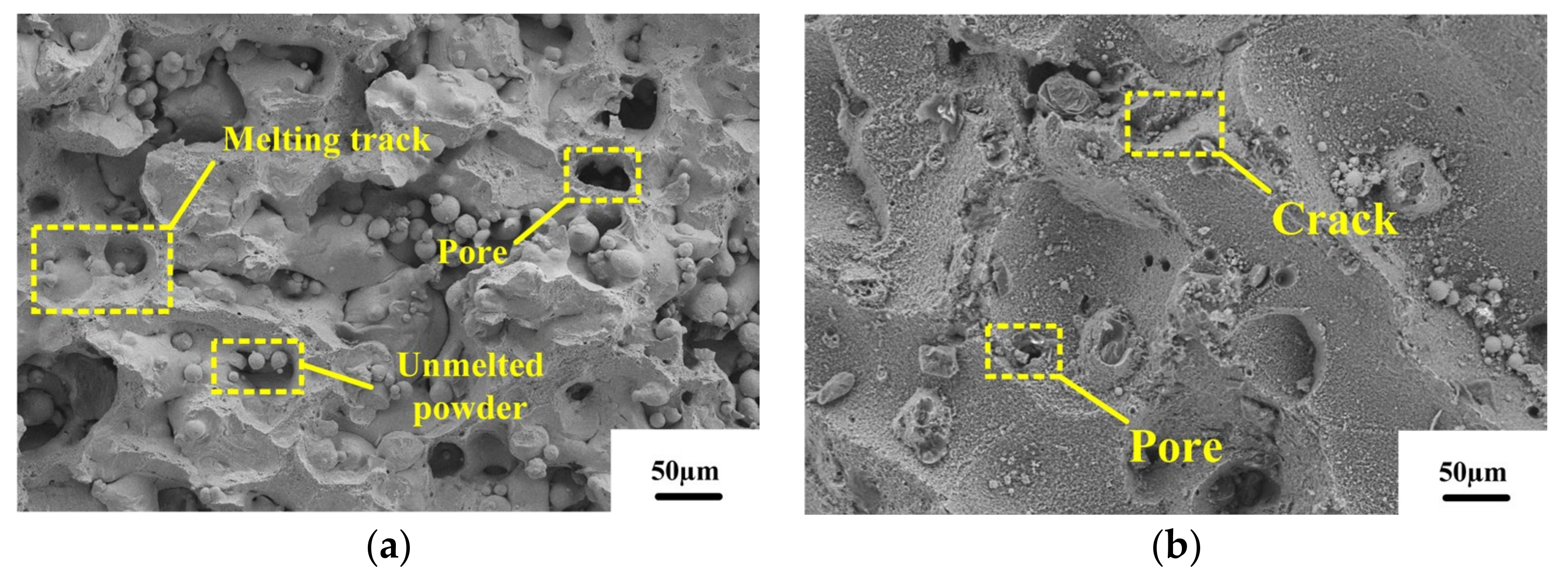
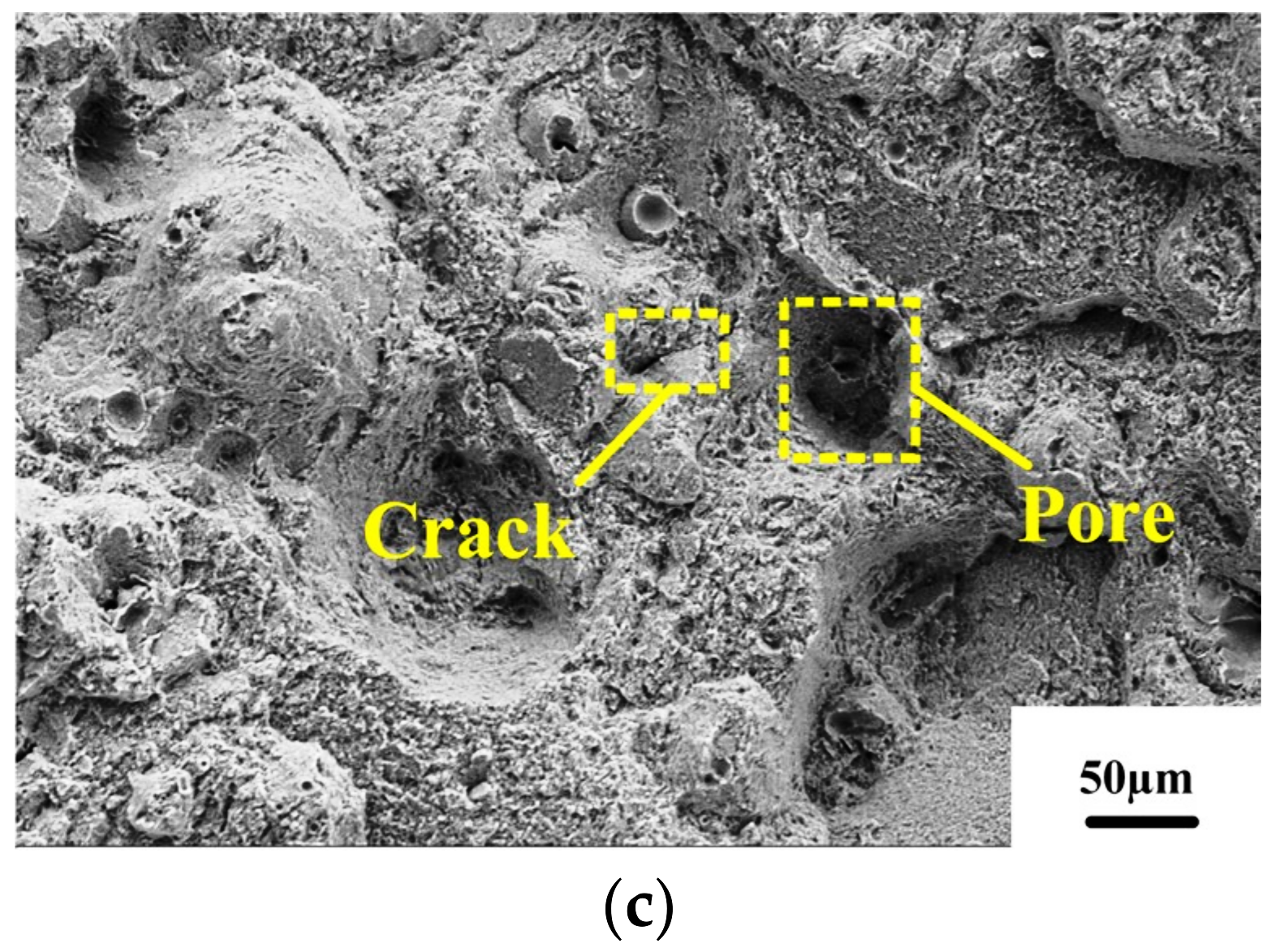
- Compared with the fractures in the deposited specimens and the annealed heat-treatment specimens, the fractures in the specimens after solution aging were flatter. The defects like pores and cracks were larger after solution aging. The dimples in the tensile fracture of the deposited specimens could not be clearly observed. After annealing, tiny dimples can be observed in the fractures in the specimens. In addition, the dimples in the fracture of the alloy in the solution-aging state are larger than those in the deposited and annealed states, which indicated that the solid-solution specimens have the highest plasticity of the three states.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fiorese, E.; Bonollo, F.; Timelli, G.; Arnberg, L.; Gariboldi, E. New Classification of Defects and Imperfections for Aluminum Alloy Castings. Int. J. Met. 2015, 9, 55–66. [Google Scholar] [CrossRef]
- Belyaeva, A.I.; Galuza, A.A.; Savchenko, A.A. Models of the surface of aluminum mirrors bombarded by ions from a deuterium plasma. Phys. Met. Metallogr. 2010, 110, 144–152. [Google Scholar] [CrossRef]
- Sori, W.; Bosung, S.; Min, P.J.; Kyu, K.H.; Song, K.H.; Min, S.H.; Kwon, H.T.; Kwangsuk, P. Corrosion behaviors of friction welded dissimilar aluminum alloys. Mater. Charact. 2018, 144, 652–660. [Google Scholar]
- Wang, H.; Liu, X.; Liu, L. Research on Laser-TIG Hybrid Welding of 6061-T6 Aluminum Alloys Joint and Post Heat Treatment. Metals 2020, 10, 130. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Zhang, J.; Gu, X.; Dai, N.; Qin, P.; Zhang, L.-C. Distinction of corrosion resistance of selective laser melted Al-12Si alloy on different planes. J. Alloys Compd. 2018, 747, 648–658. [Google Scholar]
- Zhong, Y.; Rannar, L.E.; Wikaman, S.; Koptyug, A.; Liu, L.; Cui, D.; Shen, Z. Additive manufacturing of ITER first wall panel parts by two approaches: Selective laser melting and electron beam melting. Fusion Eng. Des. 2017, 116, 24–33. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2013, 57, 133–164. [Google Scholar] [CrossRef]
- Yu, G.; Gu, D.; Dai, D.; Xia, M.; Ma, C.; Chang, K. Influence of processing parameters on laser penetration depth and melting/re-melting densification during selective laser melting of aluminum alloy. Appl. Phys. A 2016, 122, 891–903. [Google Scholar] [CrossRef]
- Sun, S.; Liu, P.; Hu, J.; Hong, C.; Qiao, X.; Liu, S.; Zhang, R.; Wu, C. Effect of solid solution plus double aging on microstructural characterization of 7075 Al alloys fabricated by selective laser melting (SLM). Opt. Laser Technol. 2019, 114, 158–163. [Google Scholar] [CrossRef]
- Wei, L.; Shuai, L.; Jie, L.; Zhang, A.; Yan, Z.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar]
- Zou, T.; Chen, M.; Zhu, H.; Mei, S. Effect of Heat Treatments on Microstructure and Mechanical Properties of AlSi7Mg Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2022, 31, 1791–1802. [Google Scholar] [CrossRef]
- Wang, L.F.; Sun, J.; Yu, X.L.; Shi, Y.; Zhu, X.G.; Cheng, L.Y.; Liang, H.H.; Yan, B.; Guo, L.J. Enhancement in mechanical properties of selectively laser-melted AlSi10Mg aluminum alloys by T6-like heat treatment. Mater. Sci. Eng. A 2018, 734, 299–310. [Google Scholar] [CrossRef]
- Spierings, A.B.; Dawson, K.; Kern, K.; Palmd, F.; Wegener, K. SLM-processed Sc- and Zr- modified Al-Mg alloy: Mechanical properties and microstructural effects of heat treatment. Mater. Sci. Eng. A 2017, 701, 264–273. [Google Scholar] [CrossRef]
- Wang, P.; Lei, Y.; Qi, J.-F.; Yu, S.-J.; Setchi, R.; Wu, M.-W.; Eckert, J.; Li, H.-C.; Scudino, S. Wear Behavior of a Heat-Treatable Al-3.5Cu-1.5Mg-1Si Alloy Manufactured by Selective Laser Melting. Materials 2021, 14, 7048. [Google Scholar] [CrossRef] [PubMed]
- Ponnusamy, P.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rashid, R.A.R.; Mukhlis, R.; Edwards, N.J. Dynamic compressive behaviour of selective laser melted AlSi12 alloy: Effect of elevated temperature and heat treatment. Addit. Manuf. 2021, 36, 101614. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Eckert, J. Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater. 2017, 126, 25–35. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Wen, S.; Li, S.; Wei, Q.; Yan, C.; Zhang, S.; Shi, Y. Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar]
- Teng, X.; Liang, J.; Li, H.; Liu, Q.; Cui, Y.; Cui, T.; Jiang, L. Parameter optimization and microhardness experiment of alsi10mg alloy prepared by selective laser melting. Mater. Res. Express 2019, 6, 086592. [Google Scholar] [CrossRef]
- Yan, T.; Tang, P.; Chen, B.; Chu, R.; Guo, S.; Xiong, H. Effect of Annealing Temperature on Microstructure and Tensile Properties of AlSi10Mg Alloy Fabricated by Selective Laser Melting. J. Mech. Eng. 2020, 56, 9. [Google Scholar]
- Takata, N.; Kodaira, H.; Sekizawa, K.; Suzuki, A.; Kobashi, M. Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments. Mater. Sci. Eng. A 2017, 704, 218–228. [Google Scholar] [CrossRef]
- Li, W.; Zou, Y.; Zeng, J. Effect of solid solution temperature and time on the organization of ZL114A alloy. Mater. Mech. Eng. 2008, 11, 25–27. [Google Scholar]
- Daniel, K.; David, P.; Libor, P.; Lukas, T.; Jozef, K. Influence of Scanning Strategies on Processing of Aluminum Alloy EN AW 2618 Using Selective Laser Melting. Materials 2018, 11, 298–310. [Google Scholar]
- Damisih; Jujur, I.N.; Sah, J.; Agustanhakri; Prajitno, D.H. Characteristics microstructure and microhardness of cast Ti-6Al-4V ELI for biomedical application submitted to solution treatment. AIP Conf. Proc. 2018, 1964, 020037. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | Si | Mg | Cu | Mn | Zn | Fe | Ti | Cr |
|---|---|---|---|---|---|---|---|---|---|
| Mass fraction/% | bal | 0.95 | 1.3 | 0.3 | 0.05 | 0.05 | 0.55 | 0.15 | 0.175 |
| Number | Heat Treatment Process | Cooling Method |
|---|---|---|
| I | Deposited | - |
| II | Stress relief annealing at 300 °C for 2 h | Furnace cooling |
| III | Solution treatment at 535 °C for 1 h, then artificial aging at 175 °C for 2 h | Water cooling |
| Sample | Ultimate Tensile Strength (Mpa) | Elongation (%) |
|---|---|---|
| Hot rolled | 182 | 13.4 |
| Deposited | 315 | 2.01 |
| Annealing state | 243 | 6.89 |
| Solution and ageing state | 277 | 7.97 |
| Group | Hardness of Melt Pool Boundary/HV0.2 | Hardness of Melt Pool/HV0.2 |
|---|---|---|
| I | 120.9 | 113.9 |
| II | 127.2 | 117.4 |
| III | 125.2 | 119.1 |
| Average value | 124.4 | 116.8 |
| Group | Hardness of Melt Pool Boundary/HV0.2 | Hardness of Melt Pool/HV0.2 |
|---|---|---|
| I | 91.3 | 83.9 |
| II | 95.3 | 86.9 |
| III | 93.9 | 86.3 |
| Average value | 93.5 | 85.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Huang, S.; Du, S.; Gao, T.; Zhang, Z.; Chen, X.; Huang, L. The Effects of Heat Treatment on Microstructure and Mechanical Properties of Selective Laser Melting 6061 Aluminum Alloy. Micromachines 2022, 13, 1059. https://doi.org/10.3390/mi13071059
Liu W, Huang S, Du S, Gao T, Zhang Z, Chen X, Huang L. The Effects of Heat Treatment on Microstructure and Mechanical Properties of Selective Laser Melting 6061 Aluminum Alloy. Micromachines. 2022; 13(7):1059. https://doi.org/10.3390/mi13071059
Chicago/Turabian StyleLiu, Wei, Shan Huang, Shuangsong Du, Ting Gao, Zhengbin Zhang, Xuehui Chen, and Lei Huang. 2022. "The Effects of Heat Treatment on Microstructure and Mechanical Properties of Selective Laser Melting 6061 Aluminum Alloy" Micromachines 13, no. 7: 1059. https://doi.org/10.3390/mi13071059
APA StyleLiu, W., Huang, S., Du, S., Gao, T., Zhang, Z., Chen, X., & Huang, L. (2022). The Effects of Heat Treatment on Microstructure and Mechanical Properties of Selective Laser Melting 6061 Aluminum Alloy. Micromachines, 13(7), 1059. https://doi.org/10.3390/mi13071059