3.1. Resistive Sensor Characterization
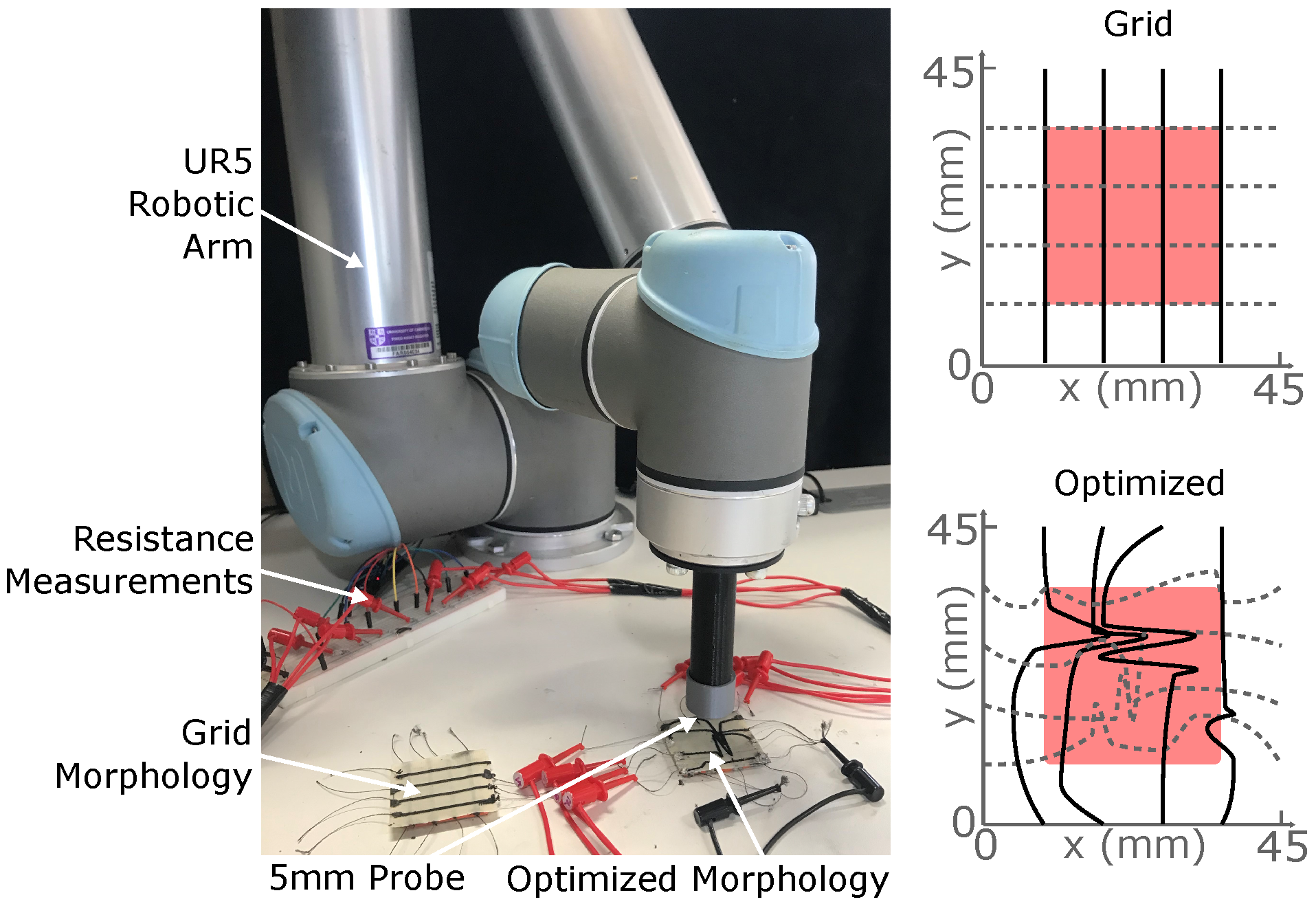
The characterization of the two sensor networks is undertaken using a robotic arm to provide a series of controlled and precisely located 2 mm-deep presses across the surfaces of the two sensor morphologies:
Figure 5. During the presses, we characterize both the resistive and the capacitive responses of the networks, demonstrating their abilities to detect the deformations through both methods. Further details are given in
Section 5.2, with additional thorough material analyses performed by Georgopoulou and Clemens [
34].
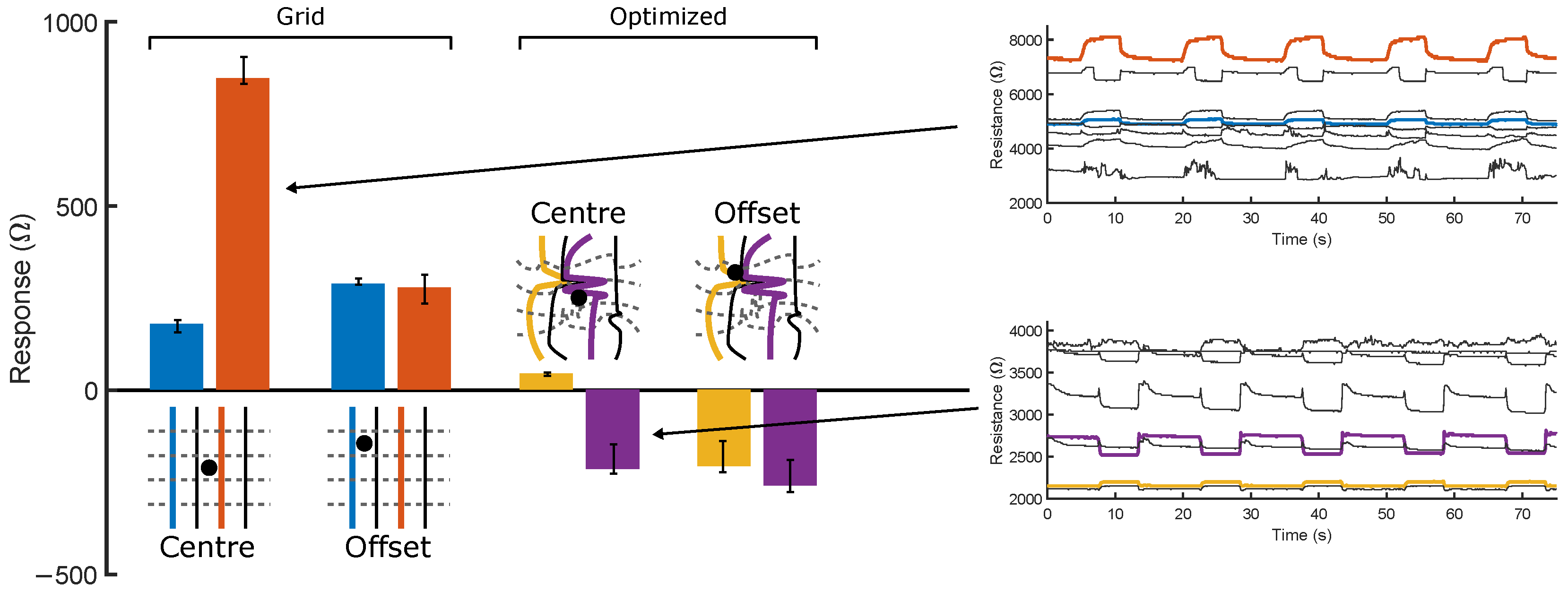
For each morphology, two of the eight sensors are chosen and their resistive response magnitudes to probing at two locations—Centre (22.5, 22.5) and Offset (14.5, 30.5)—are displayed in
Figure 6’s bar plot. Each probe is repeated 10 times whilst measuring the maximum deviation from the local baseline resistance, taken to be the average of the measured value directly prior to and after probing, in order to account for any small effects of transient drift. Sensors in the uniform grid demonstrate an increase in resistance when a deformation is applied, matching the assumptions made by
Section 5.1’s simulations—that local applied strains will impede the flow of current through the sensor. Similarly, both sensors increase their response magnitudes when the probing location moves towards them—i.e., when moving from the centre to the offset position, the outer (blue) sensor’s magnitude increases, whilst the inner (orange) magnitude falls. Still, variations in print quality (particularly in sensor height and interlayer adhesion) and connections means that all eight sensors do not behave identically—the inner sensor responds much more strongly to a close probe than the outer sensor. As the simulation model is developed purely from the geometric shape of the sensor under deformation, these variabilities should not affect the sim-to-real performance, assuming that the geometric shape of the sensor morphology is the same as the simulation after 3D printing. The time series responses of all eight sensors to five consecutive central probes are plotted in
Figure 6: no significant drift or overshoot is detectable in this response. The resistive responses are not only limited to the sensors directly next to the probed location: all eight respond to some extent in these time series plots, likely due to a combination of global deformation and crosstalk between sensors. The magnitudes of all eight responses can be used to train a neural network for localization, which can use their relative values to predict the probed point.
The sign of the optimized morphology’s responses, as well as the magnitudes, can change with probe location: the outer (yellow) sensor is seen to increase in resistance when centrally probed, whilst decreasing in resistance during offset probing. Noting the proximity of the offset location to the tight cluster of sensors, and that the width of the channels in the printed samples lead to contact between adjacent sensors in this area, we hypothesize that this decrease in resistance is due to the deformation’s tendency to strengthen the connection between these channels, providing a path of lower impedance to ground regardless of which sensor is being sampled. Though not modeled by the simulation, changes in the response sign should not affect the performance of the network if the response is still a function of the length of the sensor fibers under deformation. The usage of information theory metrics is hence vital here, as it is infeasible to analytically model the response of these sensor networks. Additionally, this strengthening effect is expected to depend not only on the location and depth of the probing, but also the direction in which the probe moves. In this study, we consider only vertical deformations, but the robot’s additional degrees of freedom could be used in future work to incorporate directionality into the training data.
Figure 6’s narrow error bars indicate the repeatability of both morphologies’ resistive responses. One time series of five probes is plotted (purple) in
Figure 6: Five decreases in resistance are clearly visible. The responses are significantly larger than any background noise in the system and, as such, simple signal filtering can later be applied to convert the response into a representative square wave. Over the five probes, the un-probed baseline resistance shifts by 50.1
-23.5% of the average response magnitude. Over longer pressing periods, the baseline is found to `settle’ rather than maintain these high drift rates, which we hypothesize is due to the mechanical motion of connections during the early presses. Small shifts can still cause sudden jumps in baseline values during long-term implementation. By calculating the response magnitude relative to the baseline values before/after each probe, the effect of these small drifts is eliminated from any neural networks to which the values are input. Similarly, by fitting a square wave to the signal using total variation denoising, any overshoots (here, overshoots of the 25
quantization level are occasionally seen) are removed.
3.2. Capacitive Sensor Characterization
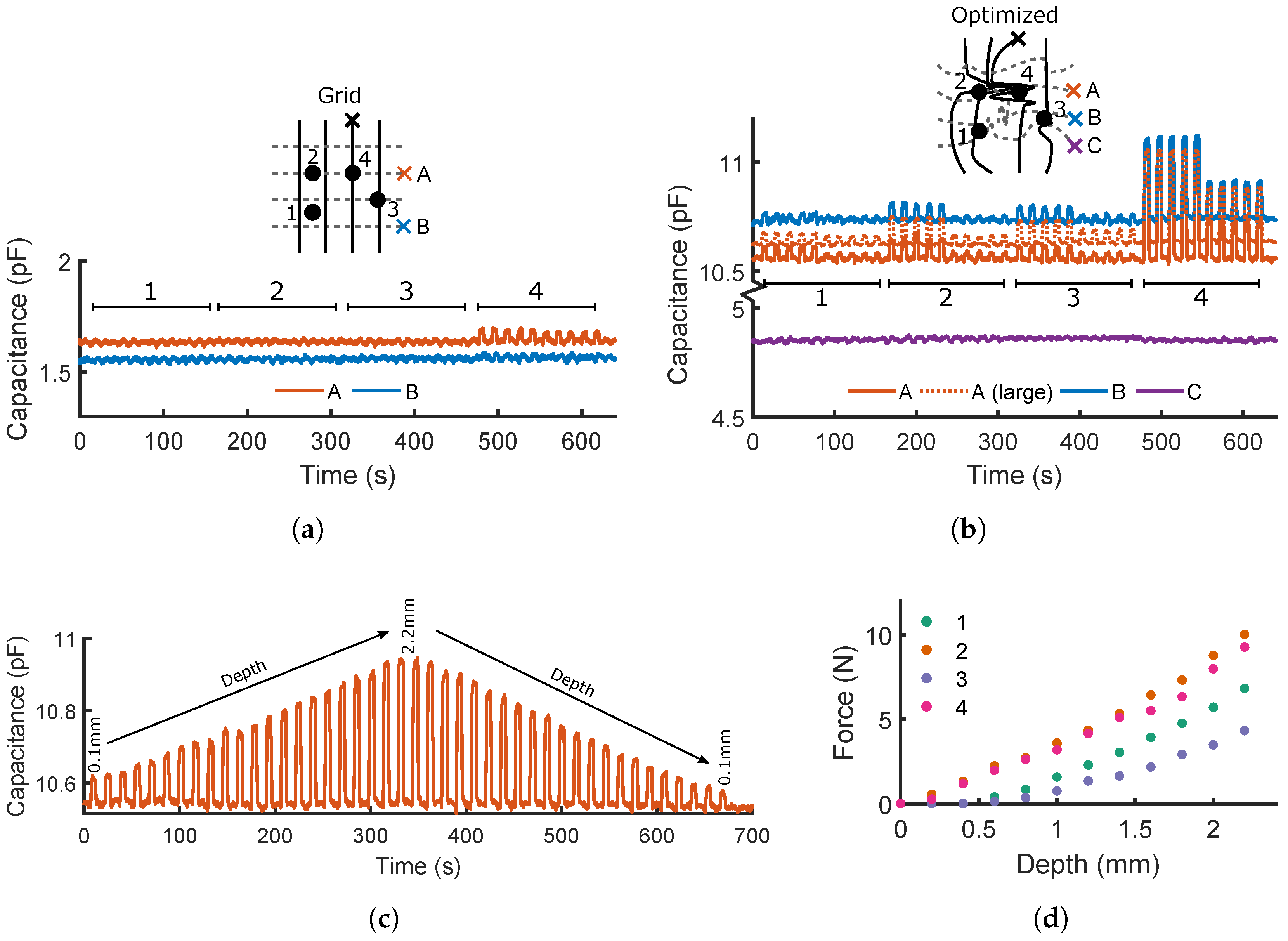
The capacitances of the two networks are measured between pairs of sensors on opposite sides of the prints, marked by crosses in
Figure 7a,b. One probe remains fixed at the black cross, whilst the other is moved between the colored crosses. For both morphologies, four locations are probed five times at depths of 2 mm then 1 mm, with
Figure 7a,b showing the responses with time.
Figure 7b also plots the measured responses at optimized location A when a larger probe with a diameter of 5 mm is fitted.
Given the thickness of the dielectric medium (0.4 mm) and the small surface areas between sensors, the limited magnitudes of the responses (∼) are unsurprising: 2 orders of magnitude lower than the baseline capacitances of the sensor/logging setup, and comparable to the baseline drift in location B. Despite this, clear patterns arise from the four probed locations: particularly, the optimized morphology consistently returns responses of higher magnitude due to the increased surface area between the sensors acting as plates, compared to the small surface area (limited by the printed line widths) afforded between any two sensors in the square grid. At position 4, this intersection is exactly probed, and the only response discernible from background noise is returned. Conversely, the irregular morphology of the optimized sensor allows it to respond over a wider area; its responses are greatest when the distance between probe and the tracked sensors is minimized, suggesting that, by combining a number of capacitive responses, the probed locations could be inferred. The response of channel C, which encounters the least capacitive `plate’ area, shows by far the lowest response, at a level which is significantly affected by noise and baseline drift. A’s results are hardly affected by an increase in probe diameter (dotted orange line), despite a small shift in baseline capacitance between the two measurements. Future work will serve to better characterize the limitations of a fixed probe diameter on the transferability of the sensing capabilities, for both resistive and capacitive sensing.
The 1 mm-deep presses are always of lower magnitude than those with 2 mm, suggesting that the capacitive effect could be used to measure the depth of probing—if the corresponding material properties are known, then this allows the applied force to be inferred. To demonstrate this,
Figure 7c plots optimized pair A’s response to 22 depths, ascending and descending between 0.1 and 2.2 mm. Higher responses are returned at greater depths, and the descending values closely match those measured during the ascension phase. If the resistive responses can be shown sufficient to predict the location of probing, capacitive sensing can provide further data to infer the depth of probing in this way.
Figure 7d illustrates the near-linear correlation between depth of probing and applied force at the four locations (
Section 5). Zero depth was taken to be the highest point at which any of the four locations started responding—in this case, locations 2 and 4 start responding simultaneously and behave very similarly. Locations 1 and 3 are further from the densely printed region, and are subsequently closer to the substrate and show a non-zero intercept. From this point, they behave with a similar gradient to 2 and 4, suggesting that if the surface height is known or controlled during printing, then all sensorized areas would respond similarly. If this mapping is known, then predicted depths are easily converted to applied force values.
These results act as a proof of concept of the prints’ abilities to perform as both resistive and capacitive sensors for localization and depth—combining the two types of measurement would provide further redundancy and robustness in the calculated probe locations and depths by increasing the joint entropy, and could be simultaneously measured from the gain and phase shift of applied AC signals. Additionally, the capacitive response could be used to measure the magnitude of an applied force (
Figure 7c,d) along with its contact location, measured using the resistive response. Further developments of this optimization and fabrication method would seek to increase the effective signal-to-noise ratio by accounting for surface area in the objective function, and by minimizing the dielectric thickness. Due to its stronger response, all subsequent experimentation and results in this work focus on the resistive responses of the two morphologies, whilst bearing in mind that additional capacitive data could be used to improve these results and provide additional predictions of the applied forces.
3.3. Undamaged Sensors
To compare the behaviors of the printed morphologies with their simulated responses, each is probed at 5000 random locations, and the eight filtered sensor responses (See
Section 5.3) are used to train an eight-input neural network to predict the location of probing (
Section 5.3). Over the 5000 presses, the printed interface between the sensor channels and insulating substrate did not fail, suggesting the robustness of this fabrication method. However, the adhesive-bonded interface between the two substrates showed signs of delamination at its edges during the long-term experimentation, and fully-printed/different adhesion methods will be explored in future iterations.
The subsequent errors in predicted location over all 5000 samples are plotted in
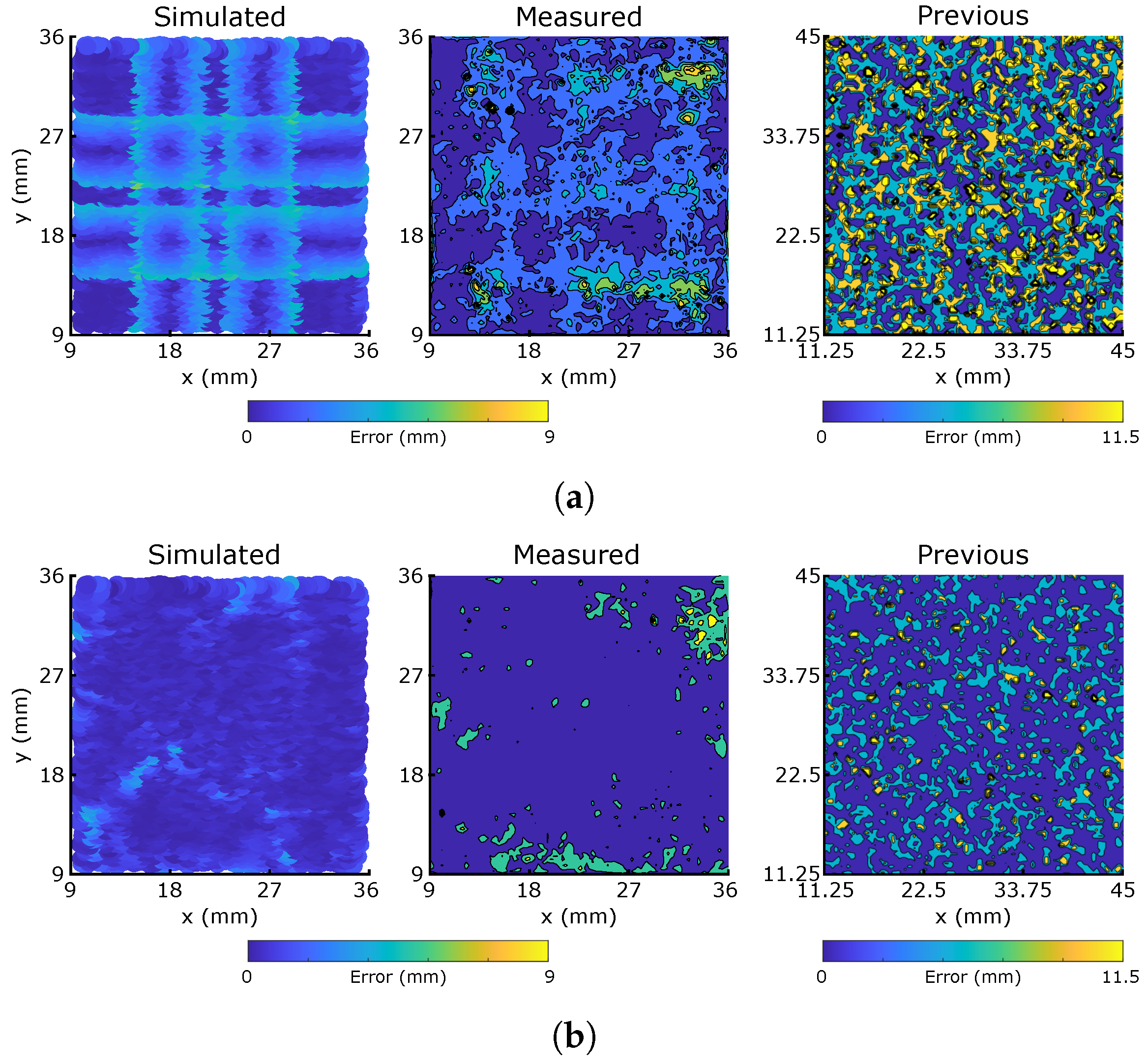
Figure 8, which shows the sim-to-real behaviors of the two morphologies (taken here to mean the differences in predicted error distribution). Both morphologies demonstrate similar macroscopic behaviors to those of the simulations, indicating that the simulator’s assumption that resistive dependence on local strain deformations is the effect most dominant in the sensor response. In the uniform morphology, the effects of the grid are apparent, yielding areas of minimum error at the centre of the bounded squares where there is most redundancy between the 8 responses, but higher errors around each sensor where, as simulated, the grid’s symmetry causes issues with localization. Conversely, there is no clear representation of the sensor morphology in the response of the optimized morphology, with errors more uniformly distributed across the characterization area. Small clusters of higher error emerge at the edges of the area, particularly near the top right corner, where nearby sensors are relatively sparse. The first column of
Table 1 indicates the mean and median error magnitude for both sensors. At ∼2.5 mm, all of these values are remarkably small: less than one third of the 9 mm grid size, and less than one half of the 5 mm probe diameter. This demonstrates excellent performance of the material choice and fabrication method in producing unique and repeatable resistive responses.
Figure 8 also plots the equivalent heatmaps from the manually fabricated morphologies in [
30], scaling the color bar via the grid size to account for size differences. Both printed morphologies match the simulated errors much better than those manually fabricated, with clearly lower average errors lessening the sim-to-real difficulties faced by the manual process. As identified in this previous work, the manual fabrication technique is labor-intensive and regularly introduces un-modelled pre-strain into the sensor fibers, causing damages and a large reality gap. Both of these effects are removed by the additive manufacturing and material technologies tested here, leading to a better match between the simulated and measured results. In addition, the significant decrease in thickness which printing facilitates a closer correlation with the 2D model, when compared to the 10 mm thickness required by the manual process. It should be noted that the previous work used different sensor and matrix materials as well as a comparatively larger-diameter probe, which are effects currently unaccounted for in the modelling and mapping stages of the resistive responses. A summary of key differences between the two experiments is presented in
Supplementary Table S1. Though the higher number of samples in [
30] might be expected to improve the previous training, other effects such as the smaller size of the hidden layer could introduce errors, and these comparisons should be viewed cautiously.
The optimized morphology network has a lower median error after training, reflecting its large consistently low-error areas containing only small regions of higher error. The grid has a lower mean error, though this is less uniformly distributed over the characterization area. By simultaneously measuring the capacitive responses to introduce more redundancy, we would expect to eliminate the optimized morphology’s higher errors and produce a fully uniform response, whilst the uncertainty in direction around the symmetrical grid lines is more difficult to remove.
3.4. Damaged Sensors
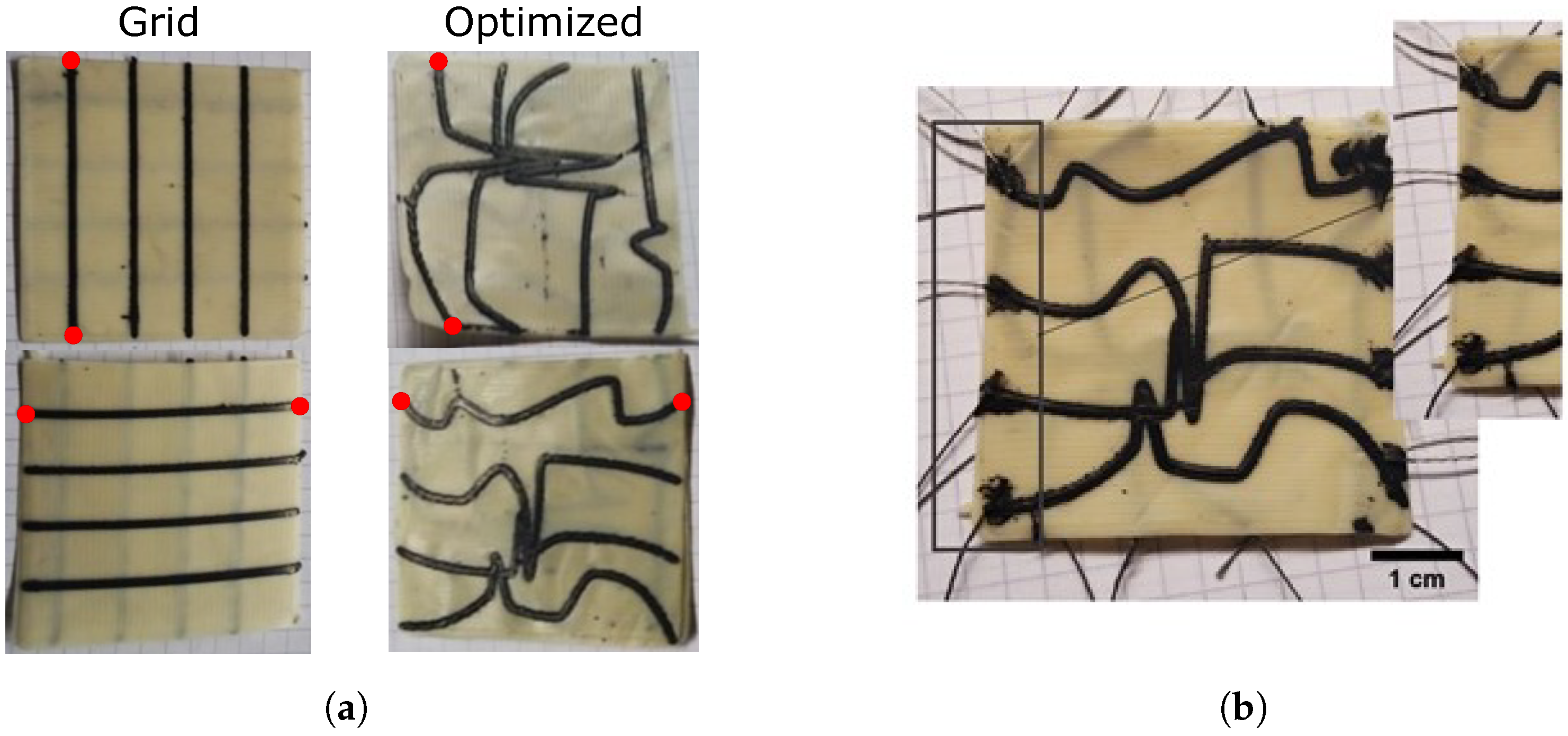
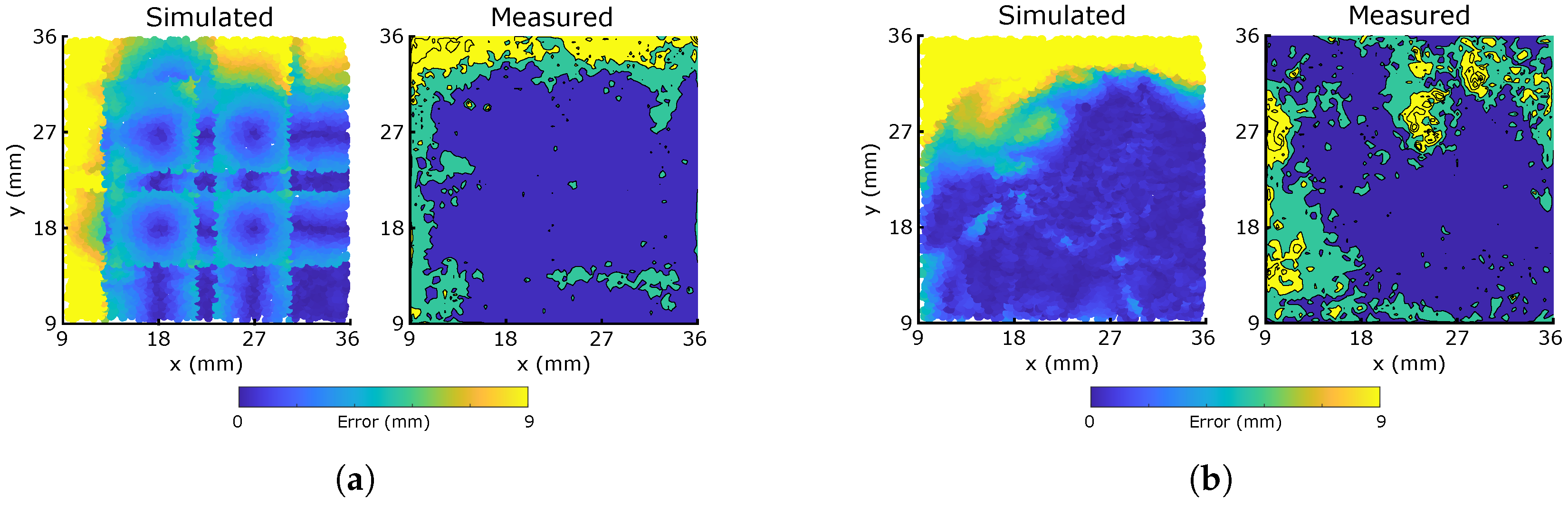
To evaluate the printed sensors’ robustness to damage, we first examine a particular case in which one sensor from each side (marked red in
Figure 3) is broken and returns no response. Considering a sensory skin deployed in a soft robotic application, there are two damaged sensor scenarios to be considered: in the first, the controller is unaware of the damage, and continues to infer tactile predictions under the assumption that both sensors are still operational. In the second, the controller has detected the damage, and is able to recalibrate its response accordingly. For the first case, we examine the subsequent errors using the trained networks of
Section 3.3, simulating the damaged sensors by replacing their corresponding inputs in the data set with zeros during testing. The resulting error distributions, using the same scale as
Figure 8, are given in
Figure 9, with
Table 1’s second column containing the mean and median error values. Despite a decrease in accuracy, all measured mean and median values remain impressively low, below the probe diameter. The optimized morphology has similar performance to the grid network for this sensor combination, though large regions of very low value errors are still prevalent throughout both distributions. The grid morphology’s main features match well between simulation and measurement, with the highest error regions occurring directly around the damaged sensors. The region of error in the lower right has a similar magnitude to the error in
Figure 8, and may have arisen from an underperforming or loosely connected sensor during testing.
Though the optimized morphology’s error regions do not clearly align with those of
Figure 9’s simulations, the measured errors are mostly
lower than those predicted, suggesting that the complex interplay and non-uniformity between the multiple channels produces a series of unique responses which were not modeled by the simulator’s simple strain assumptions. Our ability to quickly 3D print and test new sensor morphologies allows these difficult-to-simulate advantageous effects to be exploited through physical optimization, an approach that is infeasible when the complex networks must be fabricated by hand. It is impractical to physically optimize a high-dimensional parametric model of a sensory system. Open parameters have to be narrowed down before physical optimization. Here, simulation models are vital.
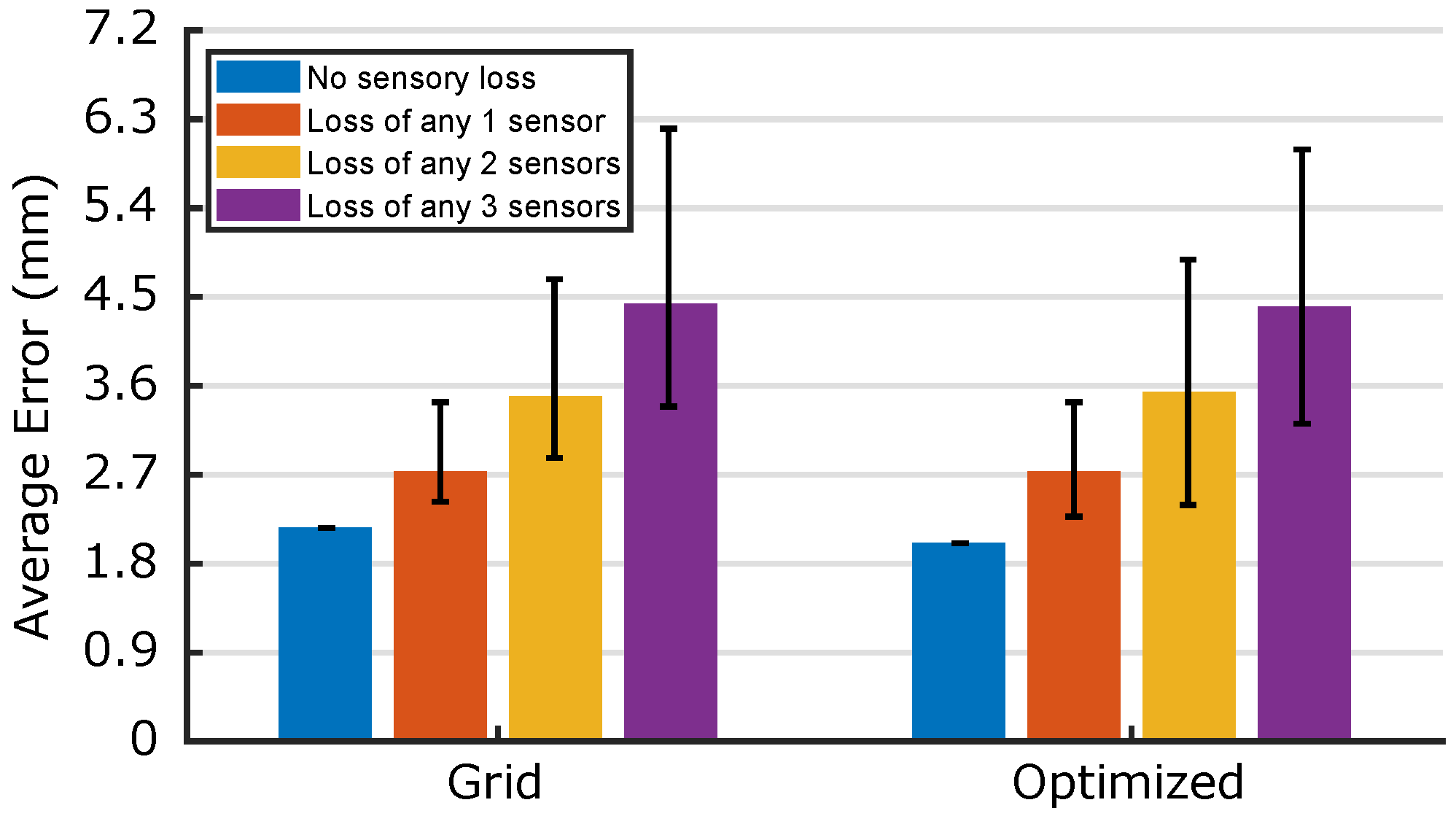
To compare the robustness of the two morphologies,
Figure 10 plots the average median error over all possible combinations of ≤3 damaged sensors: for
n damaged sensors,
combinations are considered. In each case, the median localization error of the pretrained network is calculated, with the range of all
calculations represented by a single bar in
Figure 10. The two morphologies behave very similarly: the optimized morphology outperforms the grid for the
n = 0 and
n = 3 cases, whilst the grid averages a marginally better response when
n = 1 and
n = 2. Though this suggests that there is little reason to prefer one morphology based on these robustnesses, it is noted that the optimized error bar minima are always lower than those of the grid, a result which extends when retraining is performed for all
|
, i.e., for a given
n, the error distribution with the lowest median error is always produced by the optimized morphology. For applications in which a particular sensor or combination of sensors is more likely to be damaged (such as those clustered near the leading edge of a locomotive robot’s soft skin), this suggests that morphologies can be developed with lower error increase than a
grid when these sensor/s are damaged. This knowledge can be used to aid the development of sensors with vulnerable or high-risk regions.
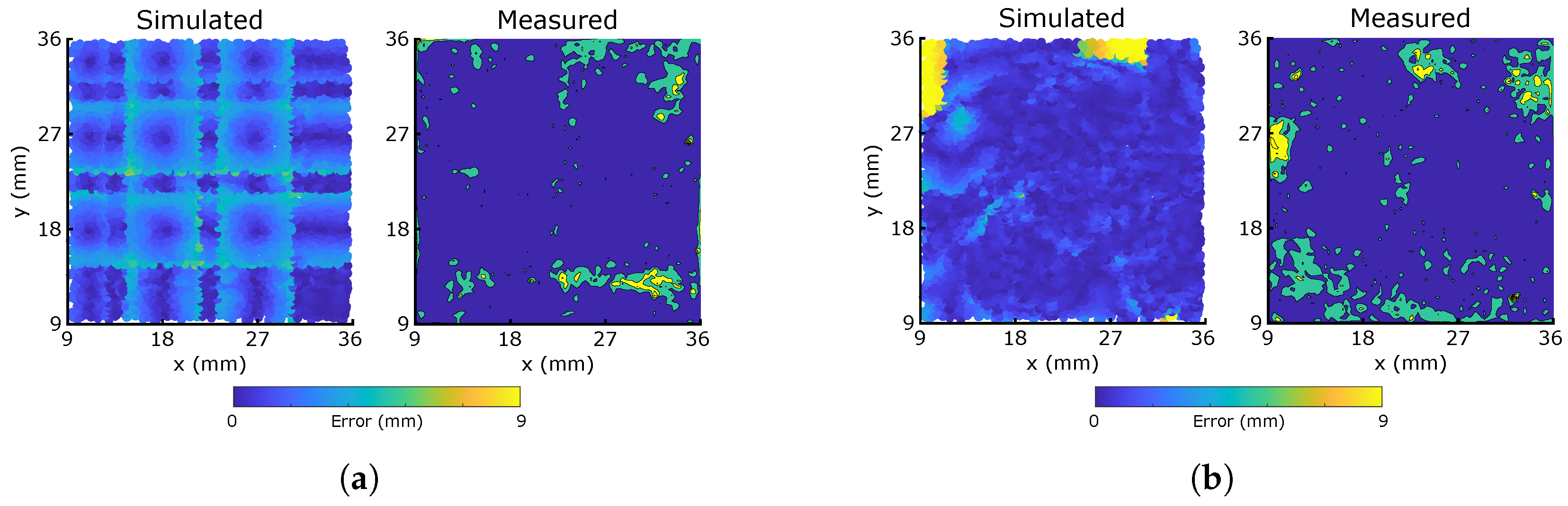
The second damage scenario, in which the controller knows to neglect the damaged sensors, is presented in
Figure 11. To produce this,
Section 3.3’s neural networks are restructured and retrained with only 6 inputs from the same data set: any responses of the two sensors marked in
Figure 3a are ignored. In both cases, the controller is able to correct
Figure 9’s large error regions to produce large regions of low error: in many areas, the measured responses perform
better than the simulation, indicated by darker blue regions.
As predicted by the simulation, the effect of errors is more localized and less symmetric in the optimized morphology. With 25% of sensors damaged,
Table 1 indicates that both median errors increase by less than 0.5 mm from the undamaged case, demonstrating the excellent sensory redundancy which
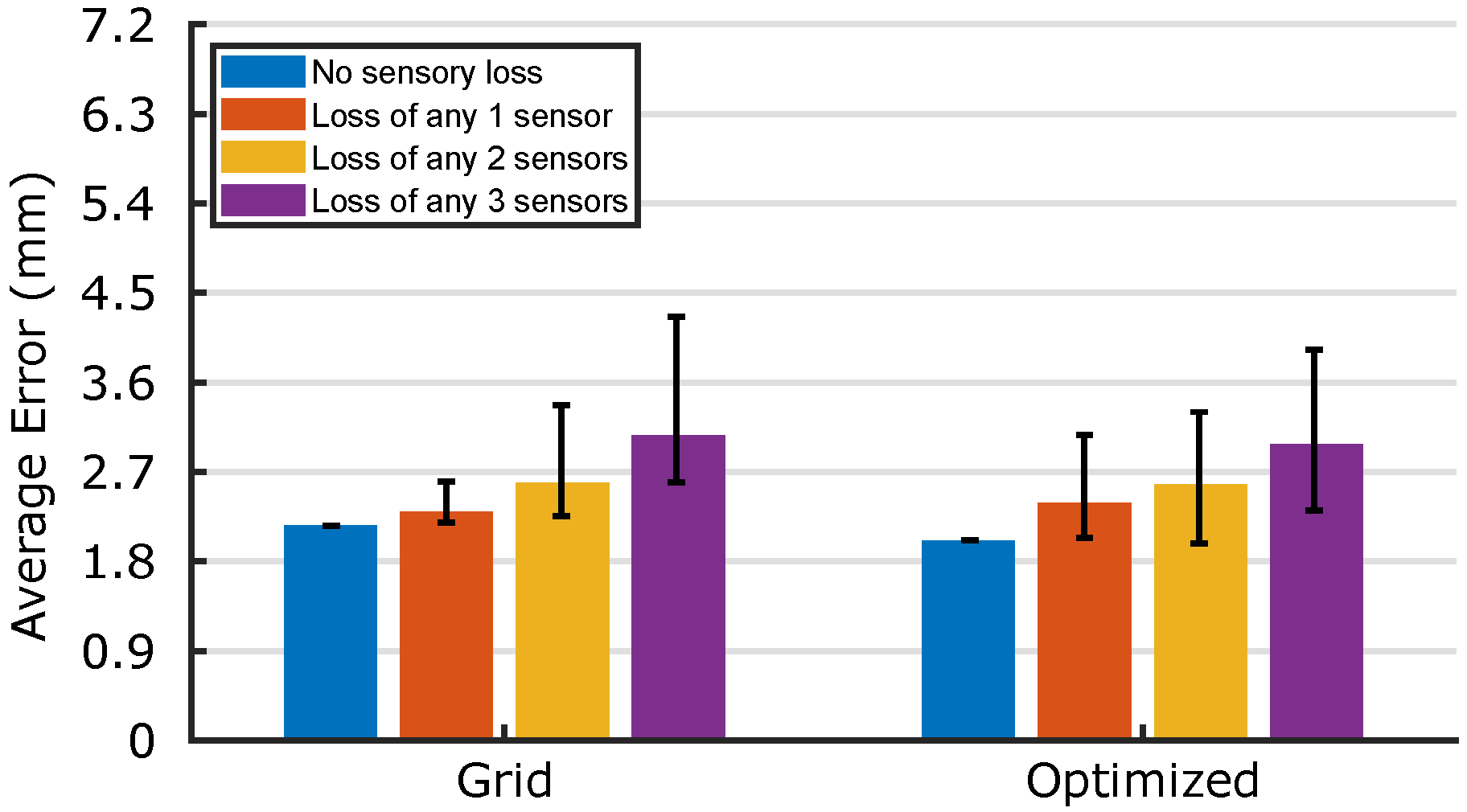
Section 2’s fabrication method is capable of providing. To truly compare the networks’ retraining capabilities,
Figure 12 compares the median errors after retraining for any combination of up to three damaged sensors. Again, whilst neither morphology stands out as the best, the optimized morphology’s minima are less than those of the grid for
|
. Additionally, the average errors of all damaged sensor cases have decreased from
Figure 10 after retraining; the highest average error reported in
Figure 12—4.26 mm—is smaller than the diameter of the probe, demonstrating a high retainment of the sensors’ locational accuracy even in the case of 37.5% total sensory damage. By coupling the trained networks with the sensors’ capacitive responses, and by introducing mechanisms for self-healing and damage detection [
35], these quick-to-fabricate sensory skins pave the way towards the custom manufacture of truly universal soft sensory skins for wearables and soft robotics.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}