
Magnetic-Field-Assisted Scratching Process of Single-Crystal Copper

 , ,
, ,
Abstract
:1. Introduction
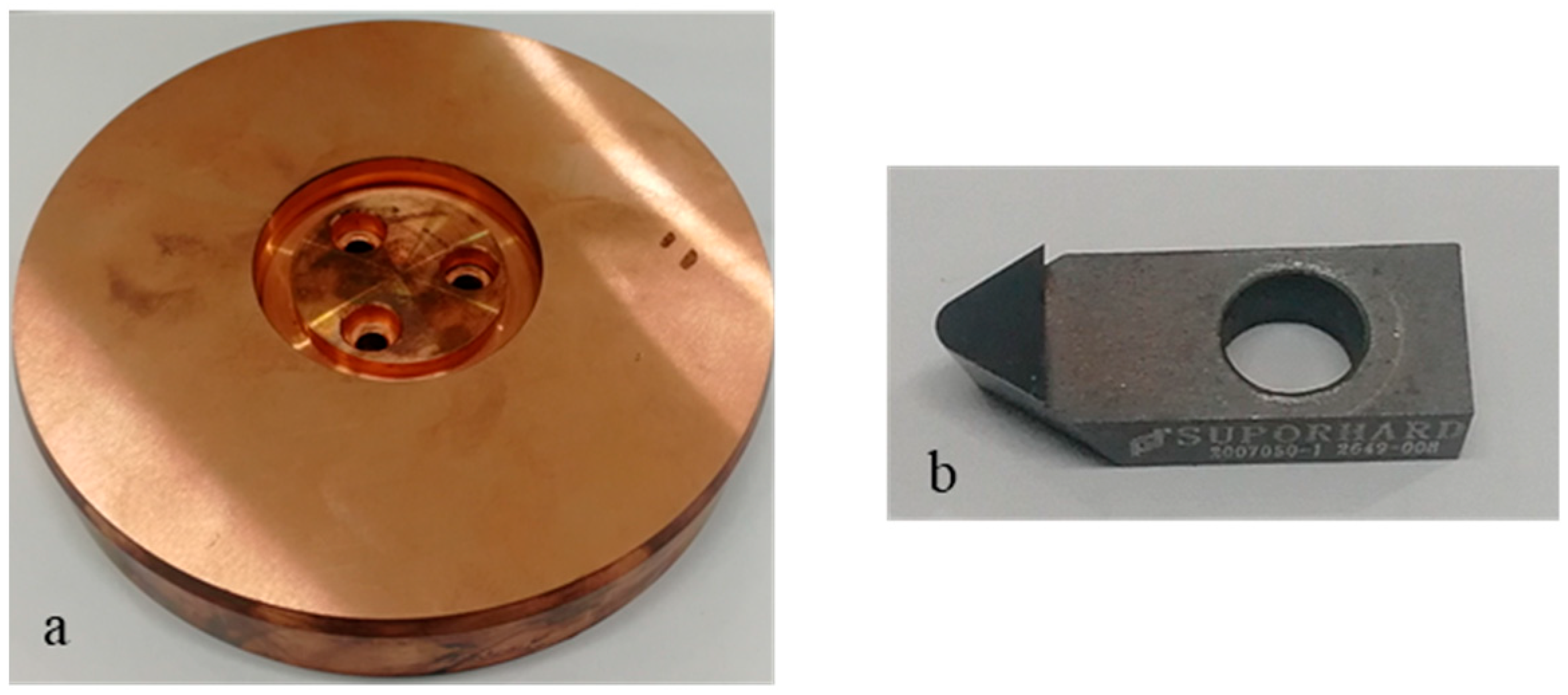
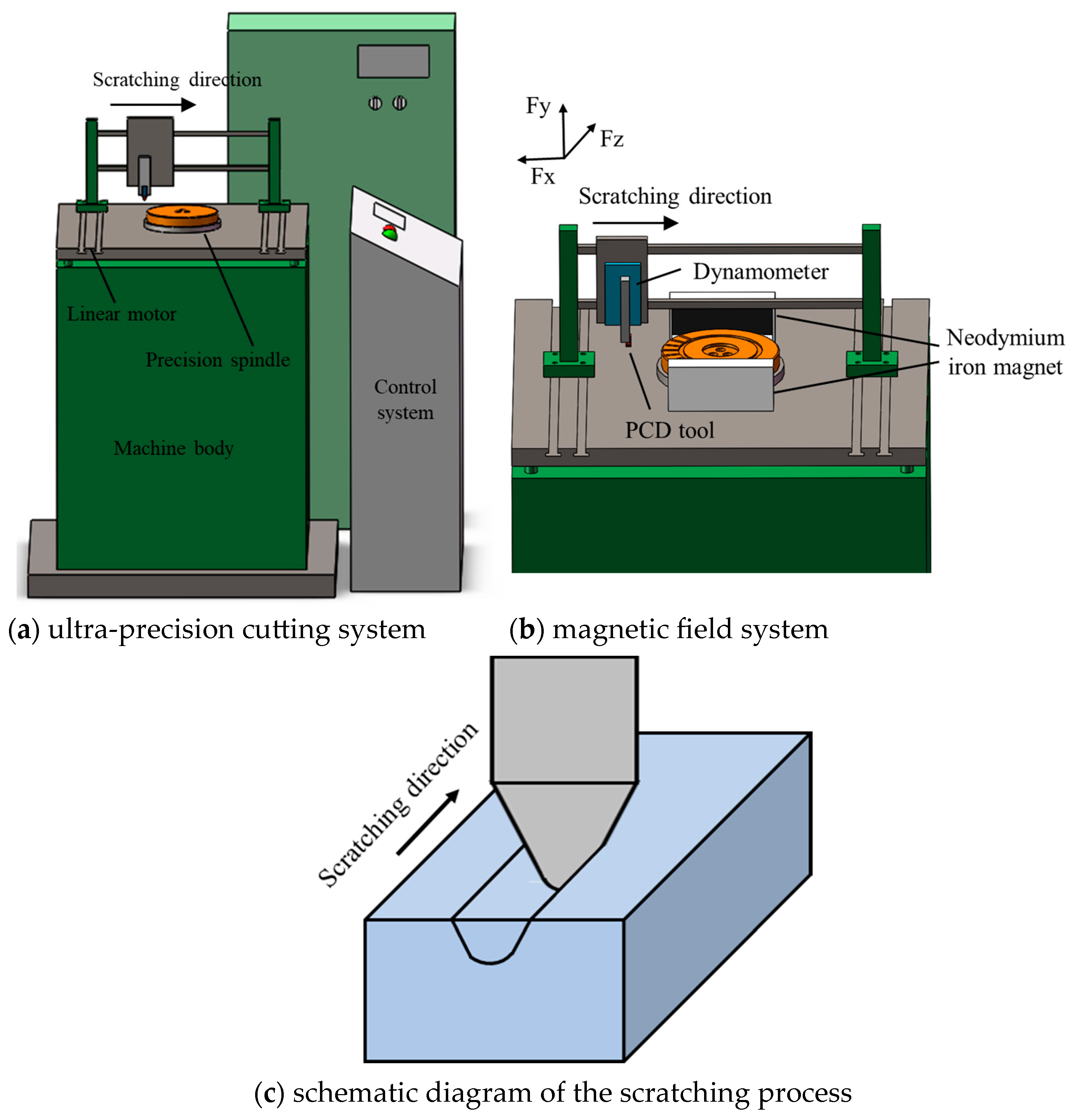
2. Experimental Procedures
3. Magnetic-Field-Assisted Scratching Process
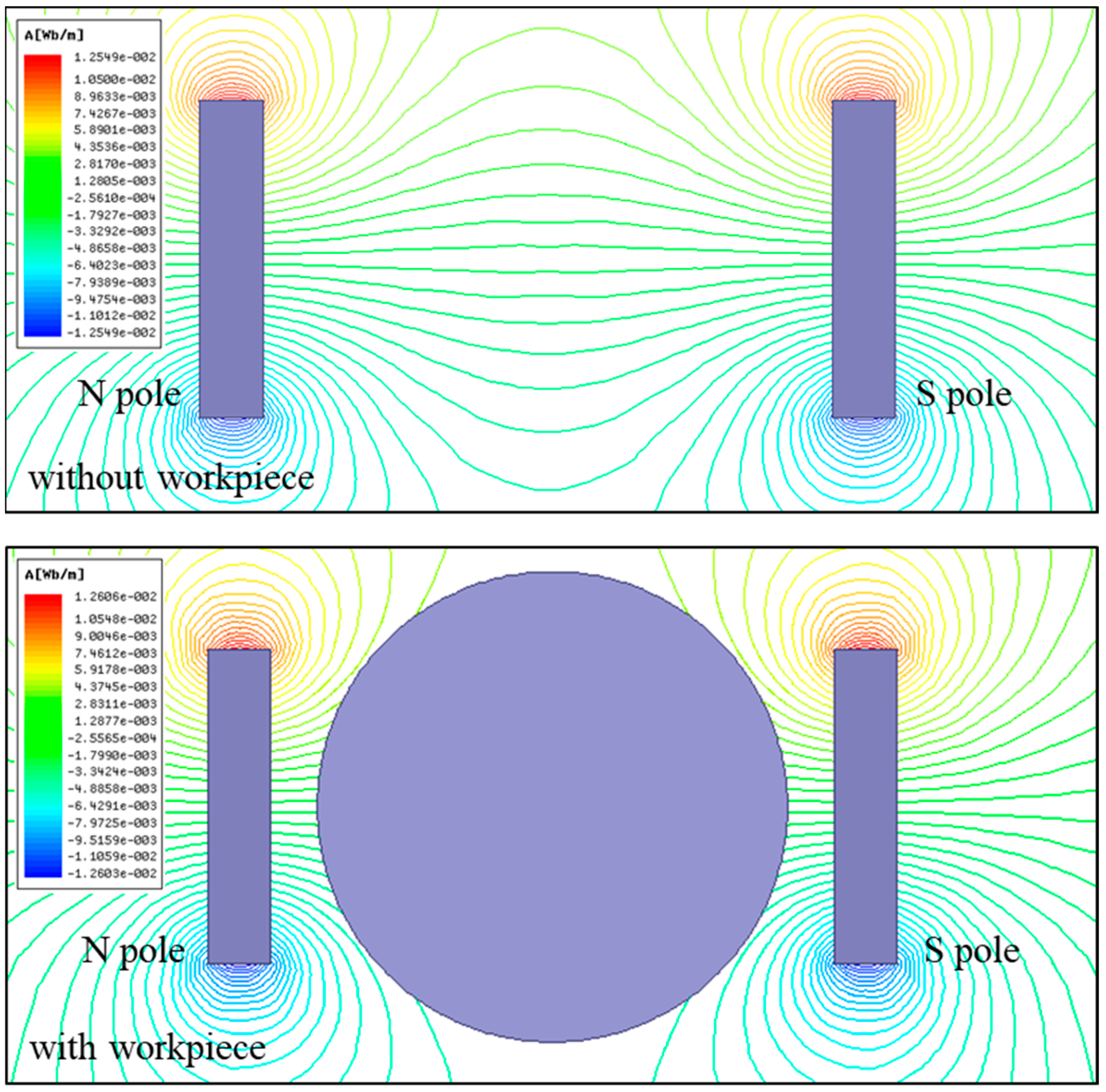
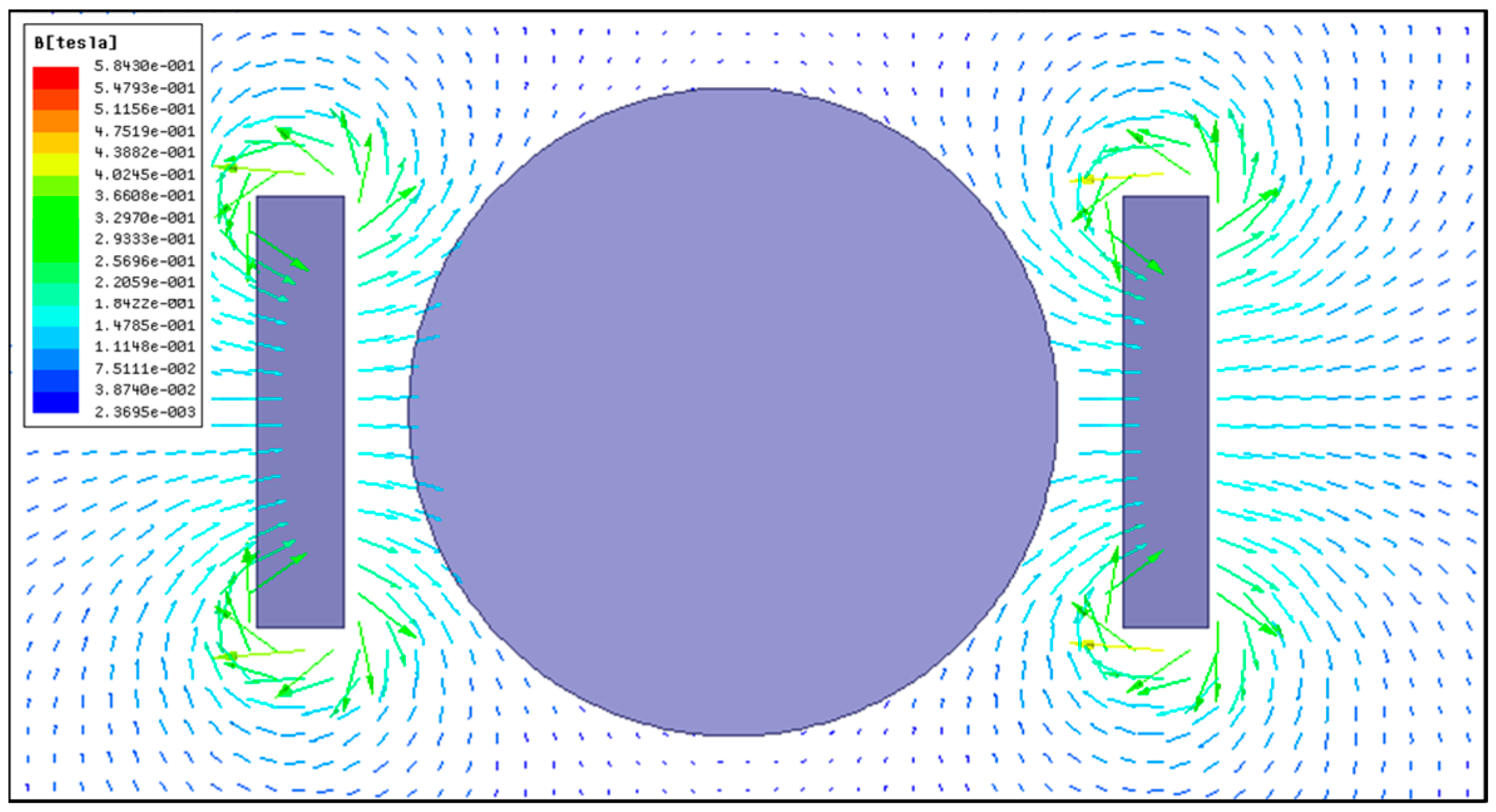
3.1. Magnetic Field Distribution Analysis
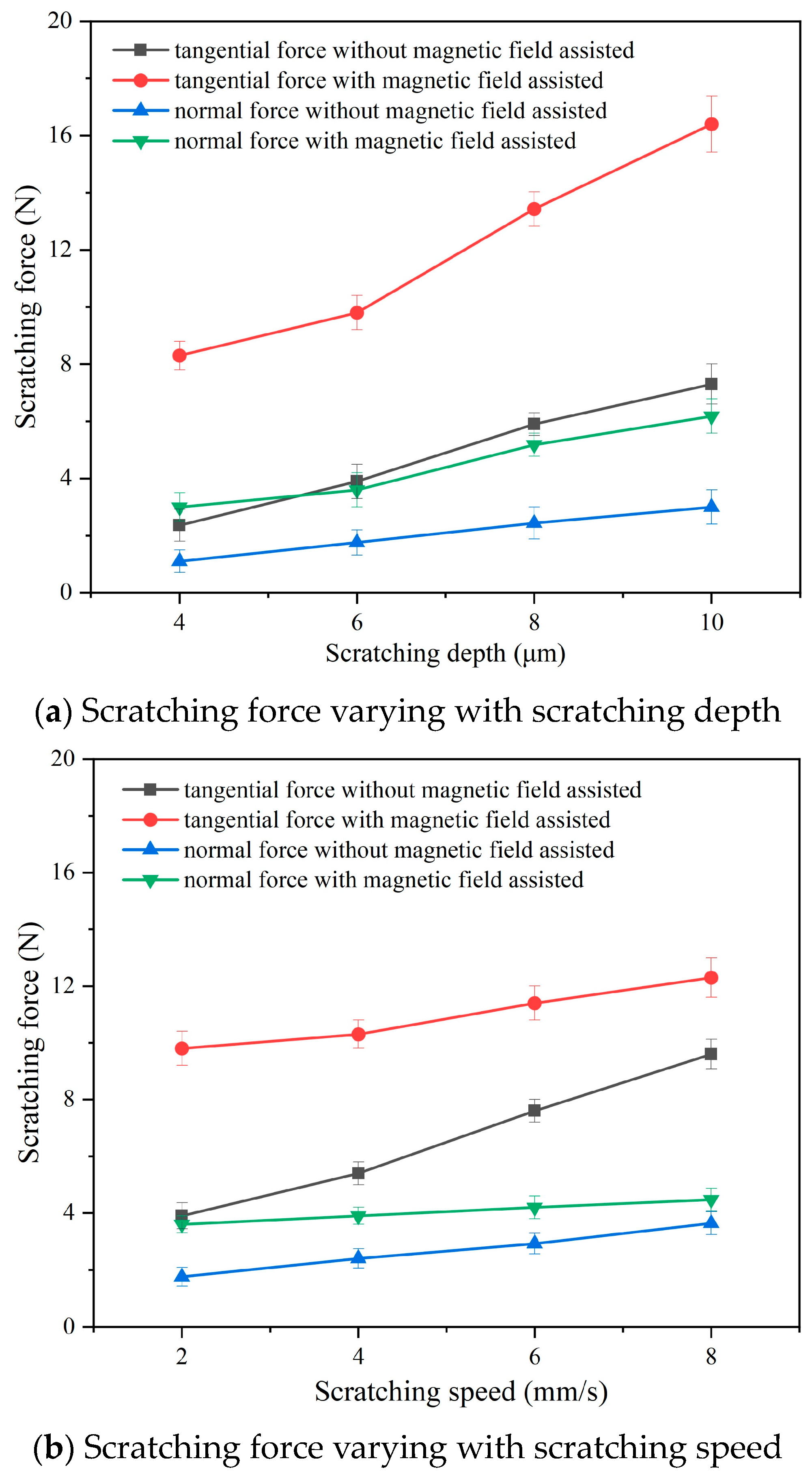
3.2. Effect of Magnetic-Field-Assisted Scratching on Scratching Force
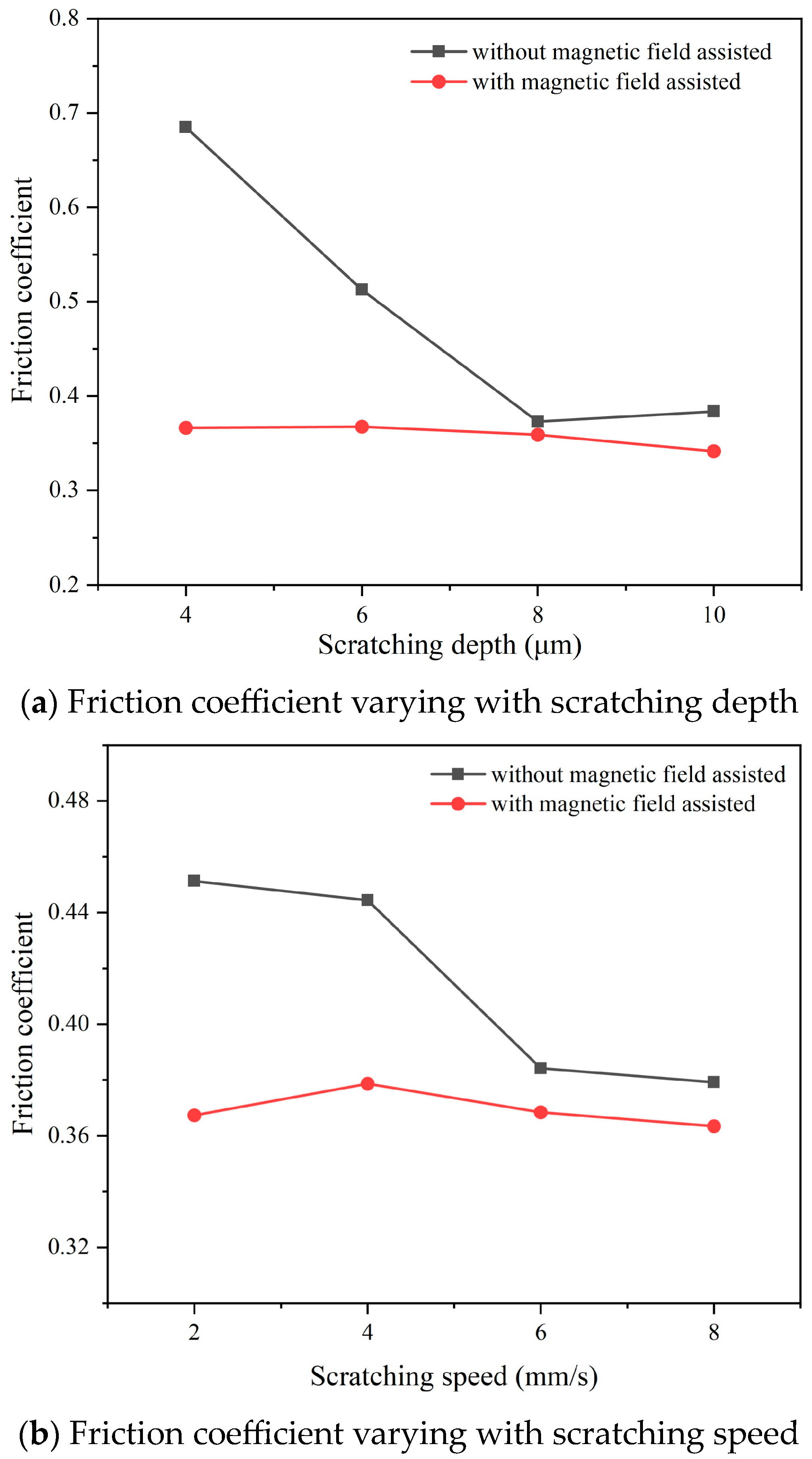
3.3. Effect of Magnetic-Field-Assisted Scratching on Friction Coefficient
3.4. Effect of Magnetic-Field-Assisted Scratching on Surface Morphology
4. Summary and Conclusions
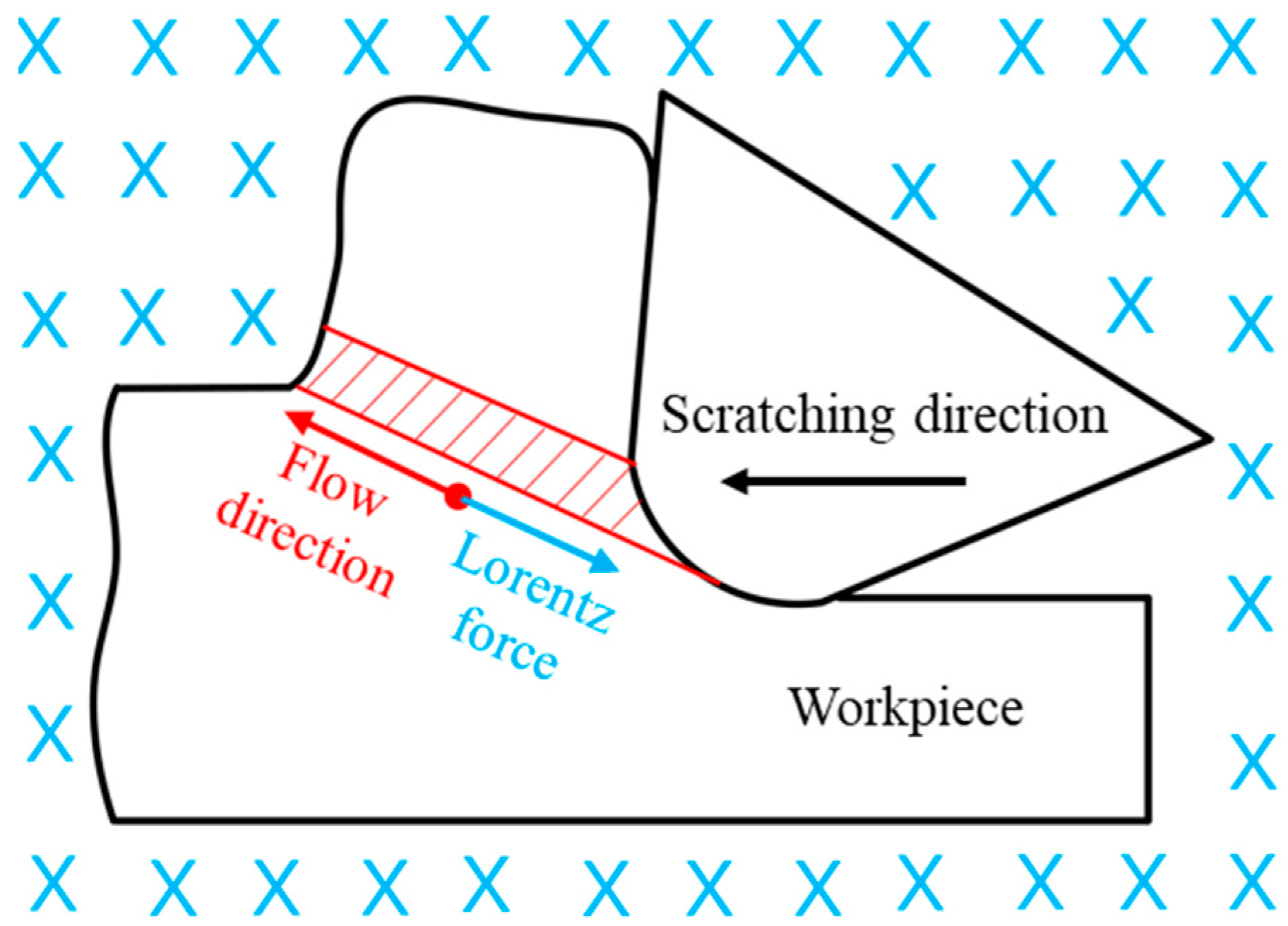
- A magnetic-field-assisted cutting system was developed via the integration of an ultra-precision cutting system and magnetic field devices. The scratching force produced with magnetic field scratching was more than 1.5 times larger than that produced with conventional scratching. When the magnetic induction line was perpendicular to the cutting direction, the cutting process was equivalent to the electric conductor cutting the magnetic induction line, resulting in additional Lorentz force in the cutting process. The superimposed Lorentz force increased the actual scratching force produced with magnetic-field-assisted scratching.
- The friction coefficient of conventional scratching gradually decreased with increasing scratching depth and speed but stabilized at a low level with magnetic-field-assisted scratching. Compared with conventional scratching, the friction coefficient of magnetic-field-assisted scratching was lower by 19.4%, showing a tribological modification effect at the tool/chip contact.
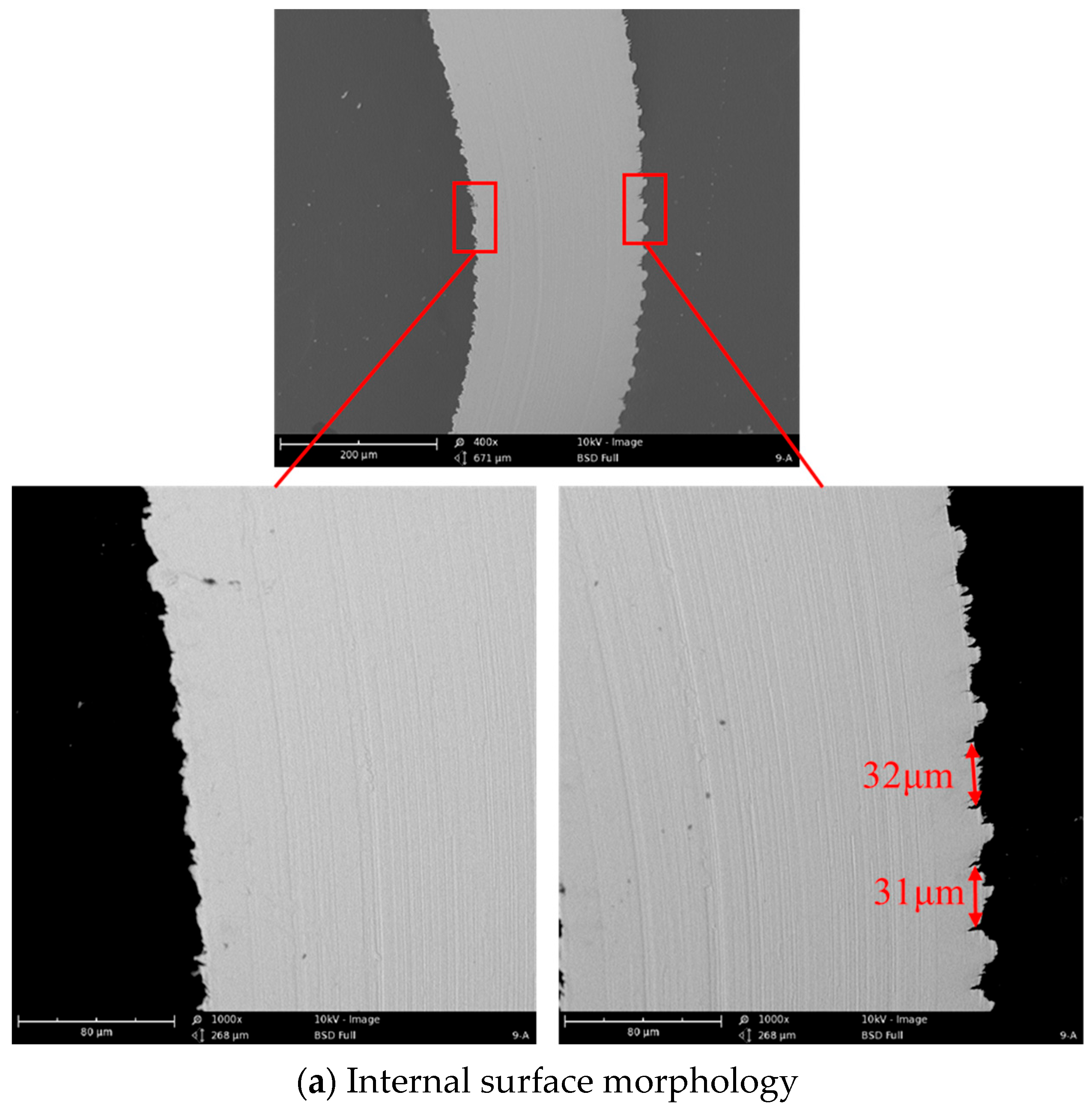
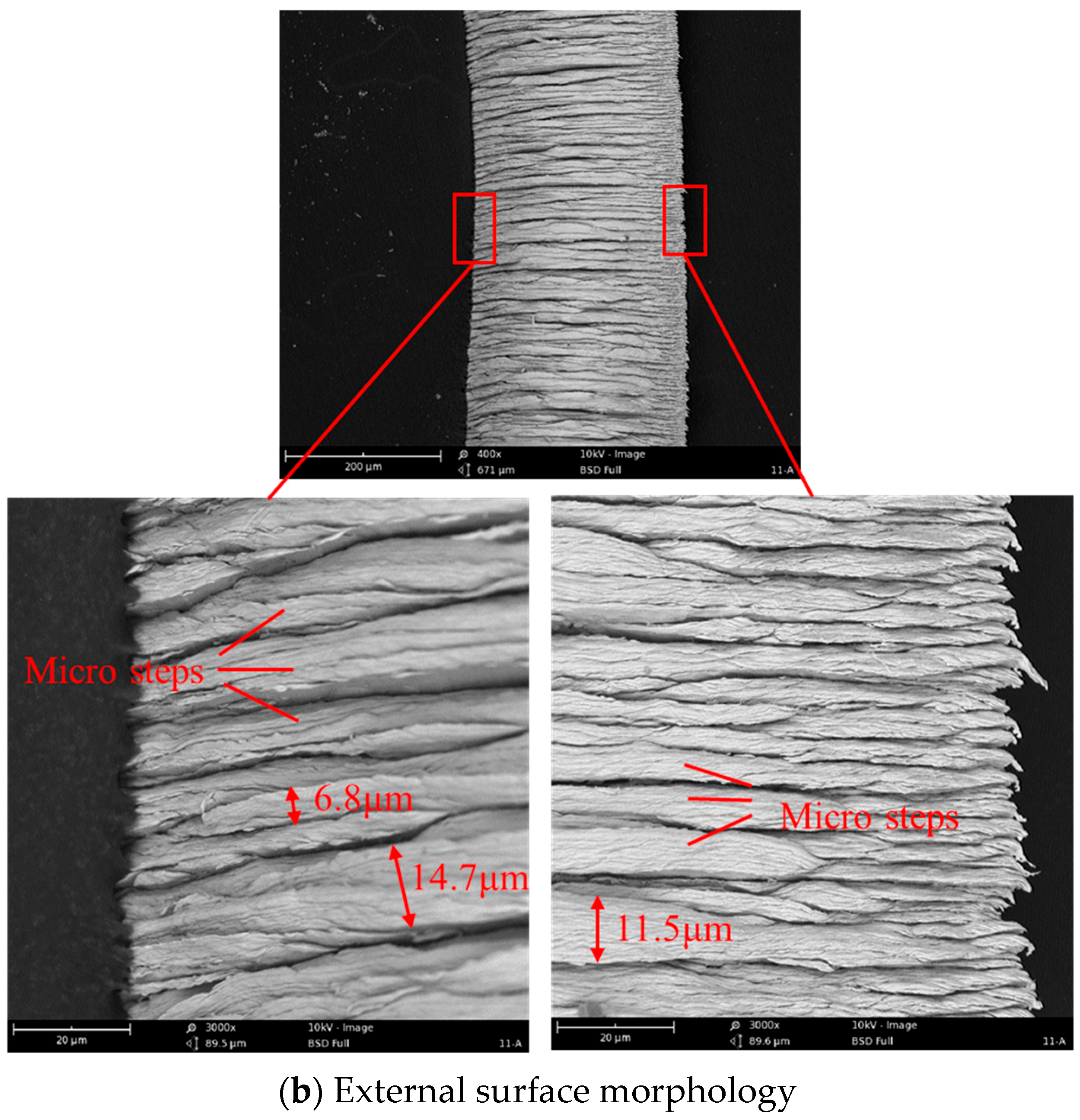
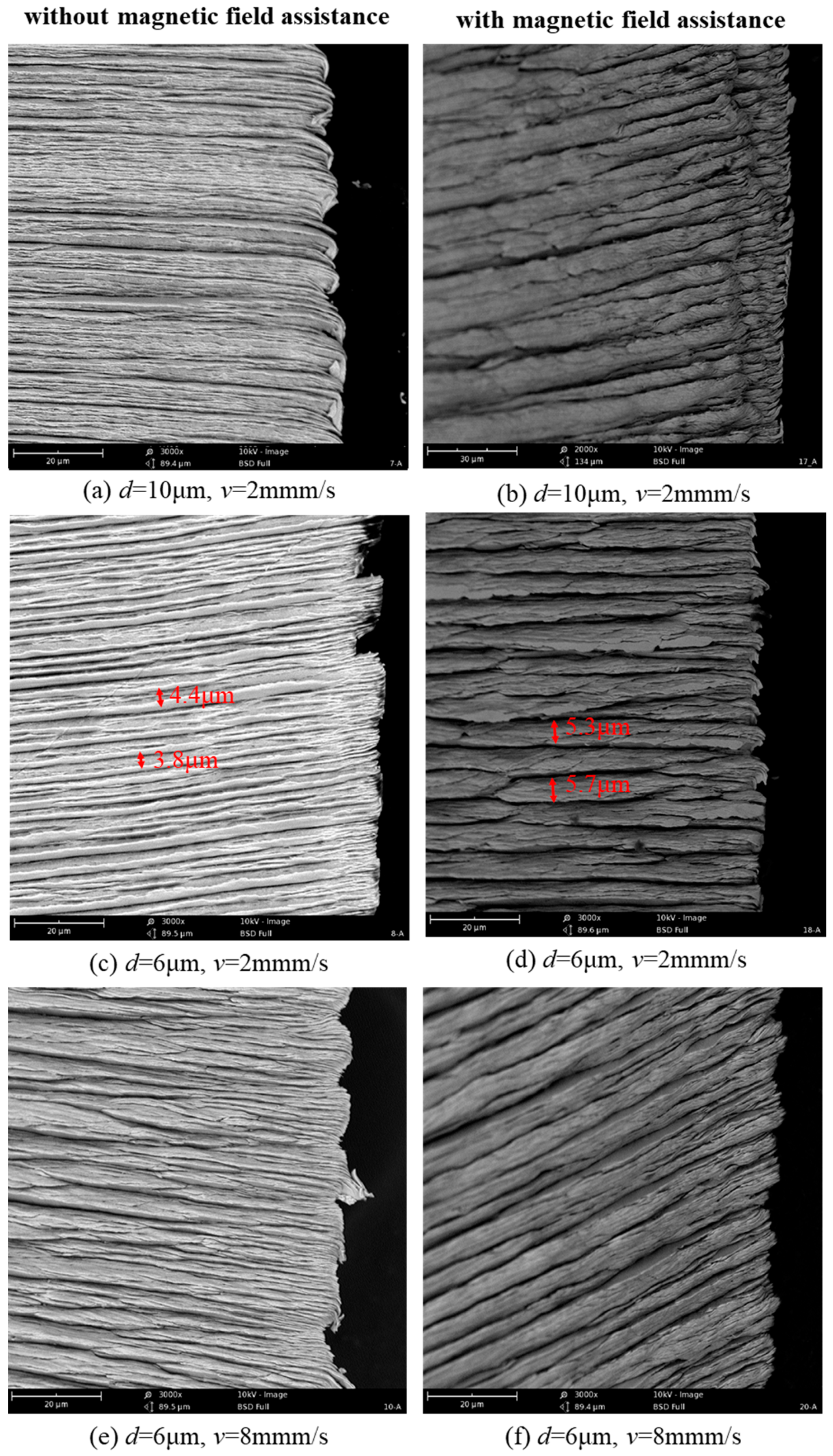
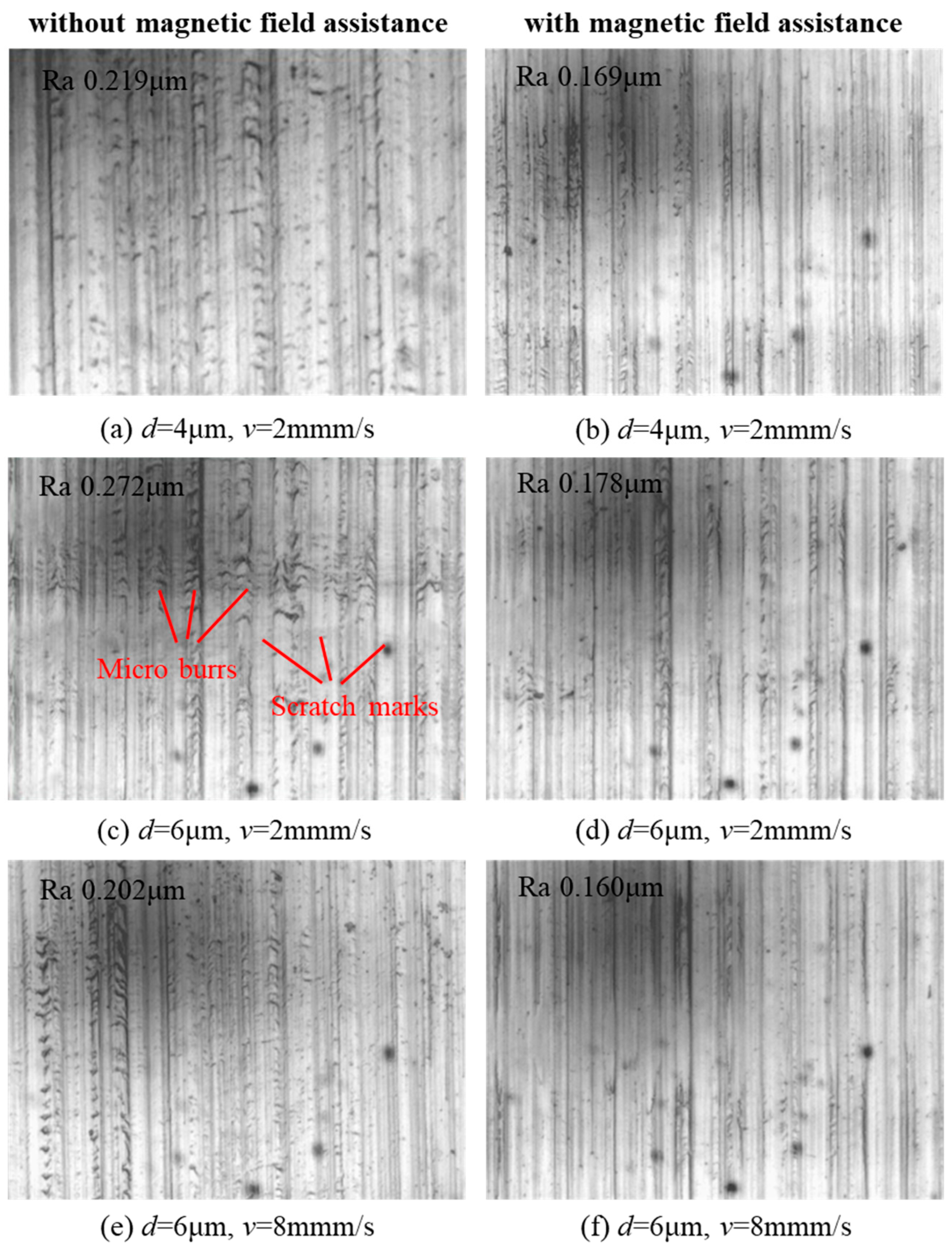
- The chip morphology produced via the scratching of single-crystal copper exhibited a serrated side shape, smooth internal side surface, and rough external surface, with many protruding microsteps. Magnetic-field-assisted scratching helped reduce the chip deformation degree, decrease microburrs on the scratched groove surface, and reduce the surface roughness by an average of 26.8%. Based on these results, the magnetic-field-assisted cutting method helps improve the surface quality produced via the precise and ultra-precise cutting of nonferromagnetic materials and has potential applications in the fields of precision and ultra-precision cutting.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, S.J.; To, S.; Wang, S.J.; Zhu, Z.W. A review of surface roughness generation in ultra-precision machining. Int. J. Mach. Tools Manuf. 2015, 91, 76–95. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, G.J.; Yu, Z.W.; Huang, J.S.; Wei, H. Status of research on non-conventional technology assisted single-point diamond turning. Nanotechnol. Precis. Eng. 2023, 6, 035002. [Google Scholar] [CrossRef]
- Liu, J.Y.; Li, Y.H.; Chen, Y.; Zhou, Y.Y.; Wang, S.S.; Yuan, Z.Z.; Jin, Z.J.; Liu, X. A review of low-temperature plasma-assisted machining: From mechanism to application. Front. Mech. Eng. 2023, 18, 18. [Google Scholar] [CrossRef]
- Bijanzad, A.; Munir, T.; Abdulhamid, F. Heat-assisted machining of superalloys: A review. Int. J. Adv. Manuf. Technol. 2022, 118, 3531–3557. [Google Scholar] [CrossRef]
- Lee, C.M.; Woo, W.S.; Kim, D.H.; Oh, W.J.; Oh, N.S. Laser-Assisted Hybrid Processes: A Review. Int. J. Precis. Eng. Manuf. 2016, 17, 257–267. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L. Ultrasonic vibration-assisted (UV-A) manufacturing processes: State of the art and future perspectives. J. Manuf. Process. 2020, 51, 174–190. [Google Scholar] [CrossRef]
- Kim, K.S.; Kim, J.H.; Choi, J.Y.; Lee, C.M. A Review on Research and Development of Laser Assisted Turning. Int. J. Precis. Eng. Manuf. 2011, 12, 753–759. [Google Scholar] [CrossRef]
- You, K.Y.; Yan, G.P.; Luo, X.C.; Gilchrist, M.D.; Fang, F.Z. Advances in laser assisted machining of hard and brittle materials. J. Manuf. Process. 2020, 58, 677–692. [Google Scholar] [CrossRef]
- You, K.Y.; Fang, F.Z. High effective laser assisted diamond turning of binderless tungsten carbide. J. Mater. Process. Technol. 2022, 302, 117505. [Google Scholar] [CrossRef]
- You, K.Y.; Liu, G.Y.; Wang, W.; Fang, F.Z. Laser assisted diamond turning of silicon freeform surface. J. Mater. Process. Technol. 2023, 322, 118172. [Google Scholar] [CrossRef]
- Wu, X.; Li, L.; He, N.; Zhao, G.L.; Shen, J.Y. Laser induced oxidation of cemented carbide during micro milling. Ceram. Int. 2019, 45, 15156–15163. [Google Scholar] [CrossRef]
- Yang, Z.C.; Zhu, L.D.; Zhang, G.X.; Ni, C.B.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 156, 103594. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, D.; Singh, I.; Rath, D. An insight into ultrasonic vibration assisted conventional manufacturing processes: A comprehensive review. Adv. Mech. Eng. 2022, 14, 6. [Google Scholar] [CrossRef]
- Lotfi, M.; Akbari, J. Finite element simulation of ultrasonic-assisted machining: A review. Int. J. Adv. Manuf. Technol. 2021, 116, 2777–2796. [Google Scholar] [CrossRef]
- Martins, H.; Puga, H. Ultrasonic Assisted Machining Overview: Accessing Feasibility and Overcoming Challenges for Milling Applications. Metals 2023, 13, 908. [Google Scholar] [CrossRef]
- Gao, G.F.; Yuan, Z.J.; Xia, Z.W.; Fu, Z.X.; Xiang, D.H.; Zhao, B. Study on thrust force of ultrasonic-assisted vibration micro-hole drilling of titanium alloy. Int. J. Adv. Manuf. Technol. 2021, 112, 3399–3413. [Google Scholar] [CrossRef]
- Han, X.; Zhang, D.Y. Effects of separating characteristics in ultrasonic elliptical vibration-assisted milling on cutting force, chip, and surface morphologies. Int. J. Adv. Manuf. Technol. 2020, 108, 3075–3084. [Google Scholar] [CrossRef]
- Zhao, L.; Zhang, J.J.; Zhang, J.G.; Hartmaier, A. Atomistic investigation of machinability of monocrystalline 3C-SiC in elliptical vibration-assisted diamond cutting. Ceram. Int. 2021, 47, 2358–2366. [Google Scholar] [CrossRef]
- Muju, M.K.; Ghosh, A. Effect of a magnetic field on the diffusive wear of cutting tools. Wear 1980, 58, 137–145. [Google Scholar] [CrossRef]
- Muju, M.K.; Ghosh, A. A model of adhesive wear in the presence of a magnetic field-I. Wear 1977, 41, 103–116. [Google Scholar] [CrossRef]
- Peruri, S.R.; Chaganti, P.K. A review of magnetic-assisted machining processes. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 450. [Google Scholar] [CrossRef]
- Hatefi, S.; Abou-El-Hossein, K. Review of magnetic-assisted single-point diamond turning for ultra-high-precision optical component manufacturing. Int. J. Adv. Manuf. Technol. 2022, 120, 1591–1607. [Google Scholar] [CrossRef]
- EIMansori, M.; Paulmier, D. Effects of selective transfer on friction and wear of magnetised steel graphite sliding couples. Appl. Surf. Sci. 1999, 144, 233–237. [Google Scholar] [CrossRef]
- EI Mansori, M.; Pierron, F.; Paulmier, D. Reduction of tool wear in metal cutting using external electromotive sources. Surf. Coat. Technol. 2003, 163, 472–477. [Google Scholar] [CrossRef]
- EIMansori, M.; Iordache, V.; Seitier, P.; Paulmier, D. Improving surface wearing of tools by magnetization when cutting dry. Surf. Coat. Technol. 2004, 188–189, 566–571. [Google Scholar] [CrossRef]
- Mkaddem, A.; Benabou, A.; El Mansori, M.; Clénet, S. Analytical modeling to predict the cutting behavior of ferromagnetic steels: A coupled magnetic–mechanical approach. Int. J. Solids Struct. 2013, 50, 2078–2086. [Google Scholar] [CrossRef]
- Dehghani, A.; Amnieh, S.K.; Tehrani, A.F.; Mohammadi, A. Effects of magnetic assistance on improving tool wear resistance and cutting mechanisms during steel turning. Wear 2017, 384, 1–7. [Google Scholar] [CrossRef]
- Yip, W.S.; To, S. Reduction of material swelling and recovery of titanium alloys in diamond cutting by magnetic field assistance. J. Alloys Compd. 2017, 722, 525–531. [Google Scholar] [CrossRef]
- Yip, W.S.; To, S. Tool life enhancement in dry diamond turning of titanium alloys using an eddy current damping and a magnetic field for sustainable manufacturing. J. Clean. Prod. 2017, 168, 929–939. [Google Scholar] [CrossRef]
- Yip, W.S.; To, S. An application of eddy current damping effect on single point diamond turning of titanium alloys. J. Phys. D Appl. Phys. 2017, 50, 435002. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles; Oxford University Press: New York, NY, USA, 2005. [Google Scholar]
- Wu, X.; Li, L.; He, N.; Zhao, M.; Zhan, Z. Investigation on the influence of material microstructure on cutting force and burr formation in the micro cutting of copper. Int. J. Adv. Manuf. Technol. 2015, 79, 321–327. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Scratching depth d (μm) | 4, 6, 8, 10 |
| Cutting speed v (mm/s) | 2, 4, 6, 8 |
| Material | Magnetoconductivity | Remanence | Coercive Force |
|---|---|---|---|
| N35H | 1.05 H/m | 1.18 T | 880 KA/m |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Zhang, K.; Sun, K.; Jiang, F.; Shen, J.; Li, H.; Gu, L. Magnetic-Field-Assisted Scratching Process of Single-Crystal Copper. Micromachines 2023, 14, 2255. https://doi.org/10.3390/mi14122255
Wu X, Zhang K, Sun K, Jiang F, Shen J, Li H, Gu L. Magnetic-Field-Assisted Scratching Process of Single-Crystal Copper. Micromachines. 2023; 14(12):2255. https://doi.org/10.3390/mi14122255
Chicago/Turabian StyleWu, Xian, Kechuang Zhang, Ke Sun, Feng Jiang, Jianyun Shen, Hongyou Li, and Lizhi Gu. 2023. "Magnetic-Field-Assisted Scratching Process of Single-Crystal Copper" Micromachines 14, no. 12: 2255. https://doi.org/10.3390/mi14122255