
Additive Manufactured Piezoelectric-Driven Miniature Gripper


Abstract
:
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Material | Amplification Factor | Maximum Displacement (µm) | Output Force (mN) | Frequency (Hz) |
|---|---|---|---|---|---|
| [36] | AL7075T651 | 15.5 | 134 | N.A. | N.A. |
| [37] | AL7075T651 | 16.4 | 150.8 | 1870 | N.A. |
| [38] | AL7075T651 | 13.94 | 121 | 50 | N.A. |
| [12] | AL7075T651 | 22.8 | 190 | 1000 | N.A. |
| [39] | AL7075 | 21.4 | 427.8 | 50 | N.A. |
| [40] | 7075-T6 | 8.1 | 154 | N.A. | N.A. |
| [41] | Mn65 and Al-7075 | 52.8 | 918 | 50 | 217.2 |
| [42] * | AL7075 | 31.6 | ≈700 | N.A. | N.A. |
| [43] | Al alloy | 16.8 | 102.3 | 227.7 | N.A. |
| [44] * | AL7075 | 20.82 | 236.68 | 366.7 | 746.56 |
2. Materials and Methods
2.1. Materials
2.2. Methods
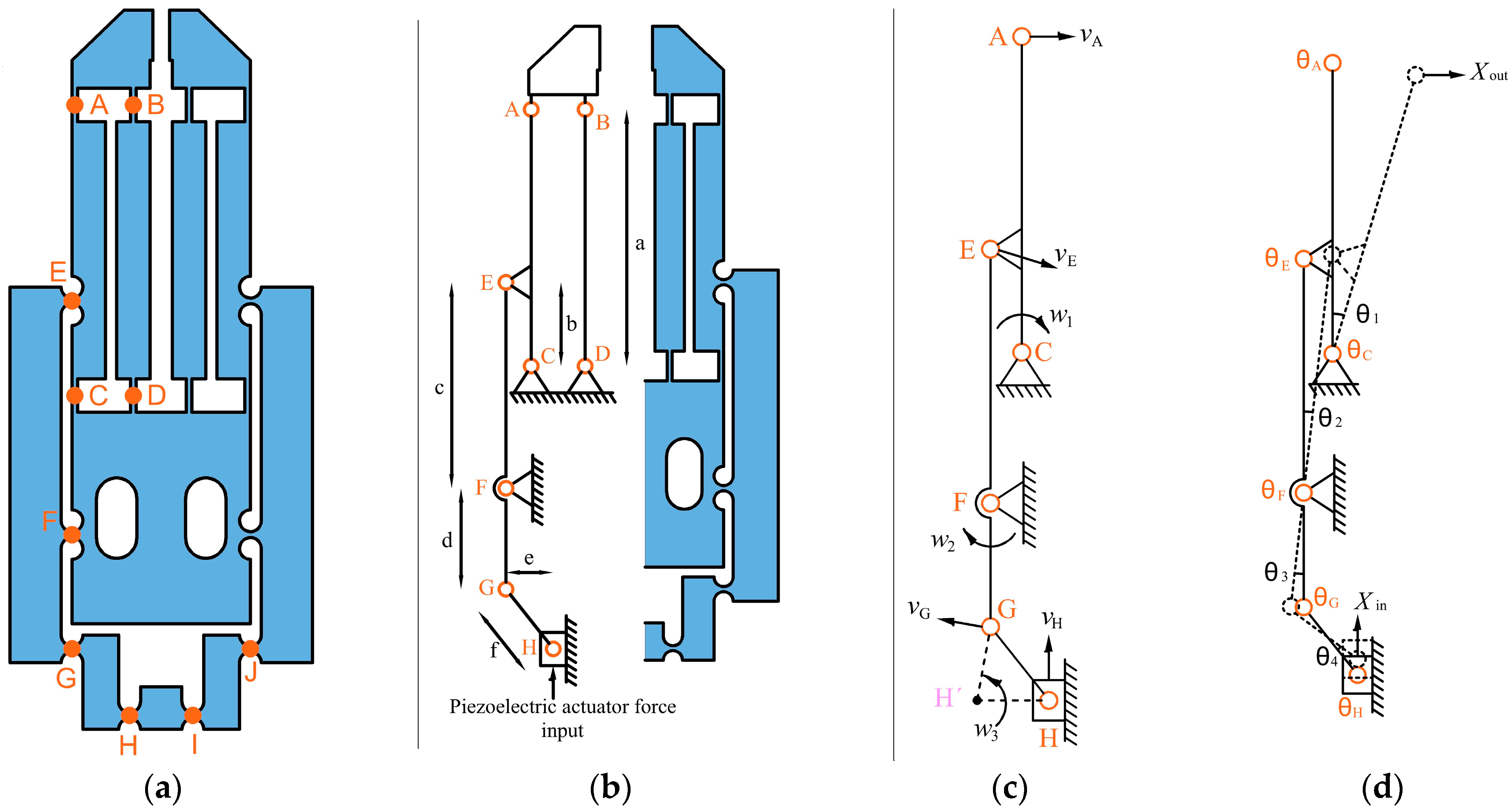
3. Miniature Gripper Design Description
- Three groups of compliant elements:
- Bridge mechanism: This is the input amplification stage, where the force of the piezoelectric stack is applied. It is formed by flexure circular hinges, GHIJ. The motion received and transmitted is moderately amplified.
- Leverage mechanisms GFE: They are located at the middle stage and have flexure circular hinges. They move the correspondent parallelogram mechanism though joint E, achieving the jaw displacement.
- Parallelogram mechanisms ABCD are the last amplification stages of the MG design. They have the largest rotational movements in their rectangular hinges. Jaws are at the top of each parallelogram mechanism.
- MG’s jaws. Modifications of the previous model [45] were made to improve its performance. The shape of the handmade tips was modified and machined with a CNC.
- The anchor: constitutes the fixed part of the MG, where the oval holes allow fixture using screws.
4. Analytical Model
4.1. Kinematic Modeling
4.2. Static Modeling
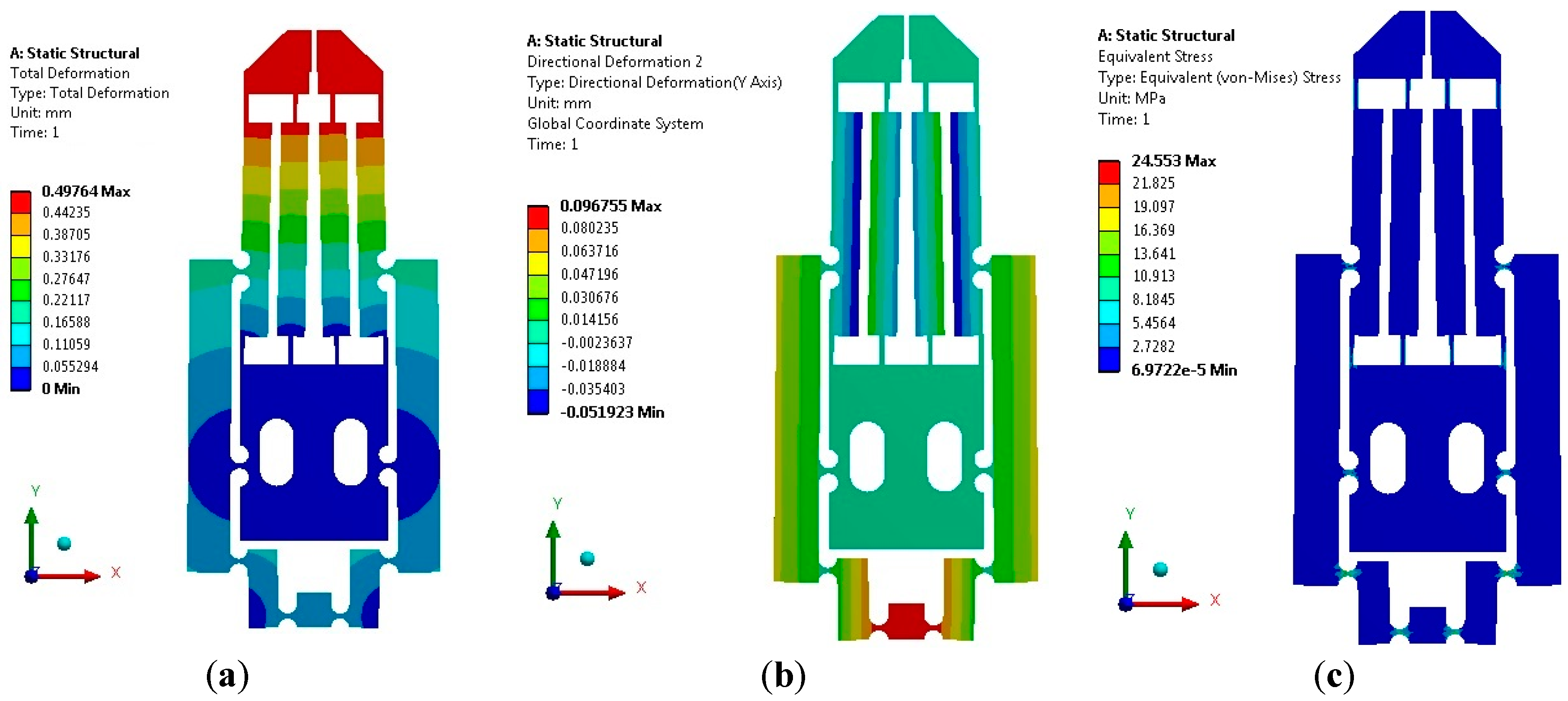
5. Finite Element Analysis
5.1. Main Parameters Determination
5.2. Modal Analysis
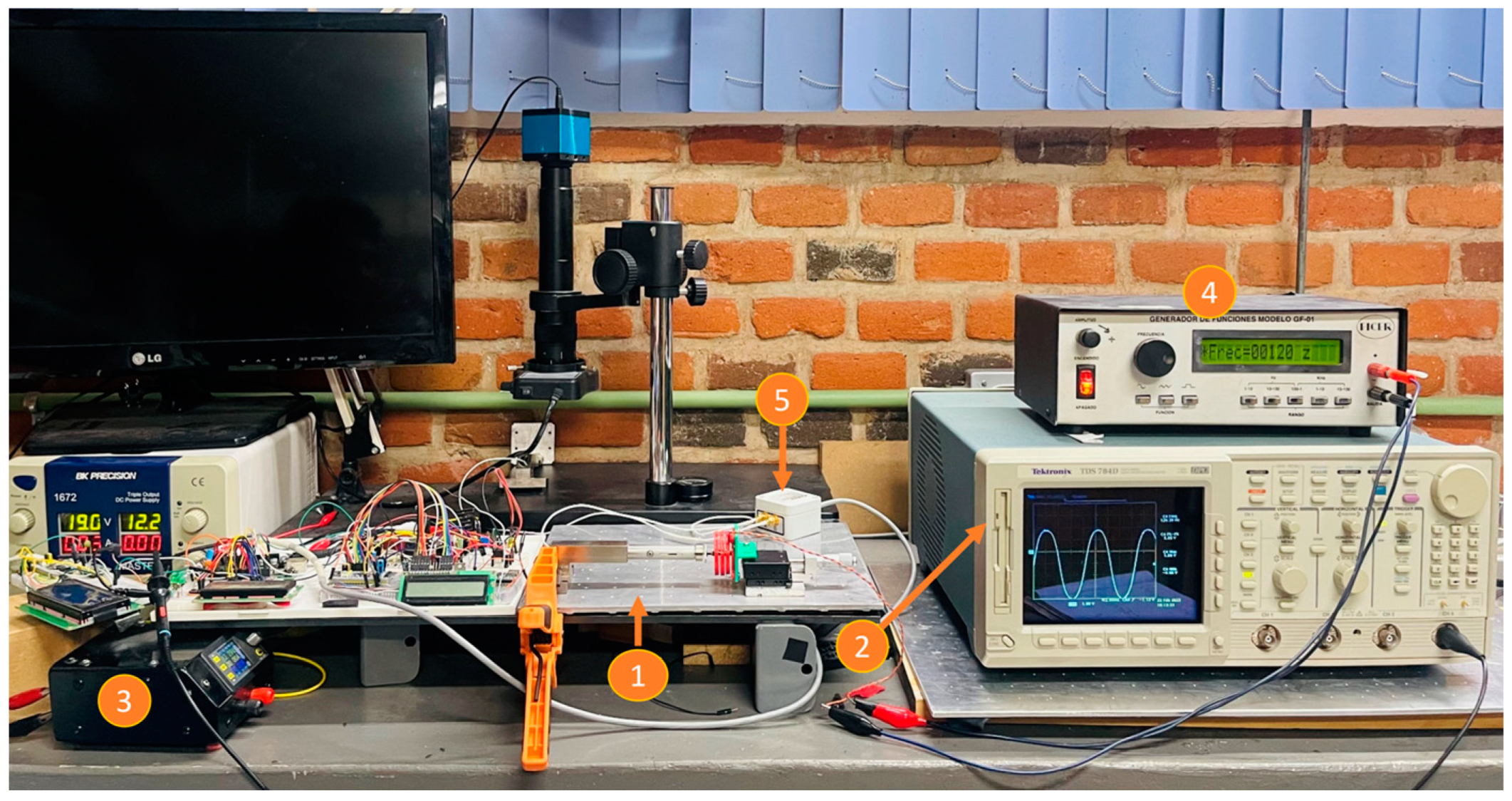
6. Experimental Setup and Results
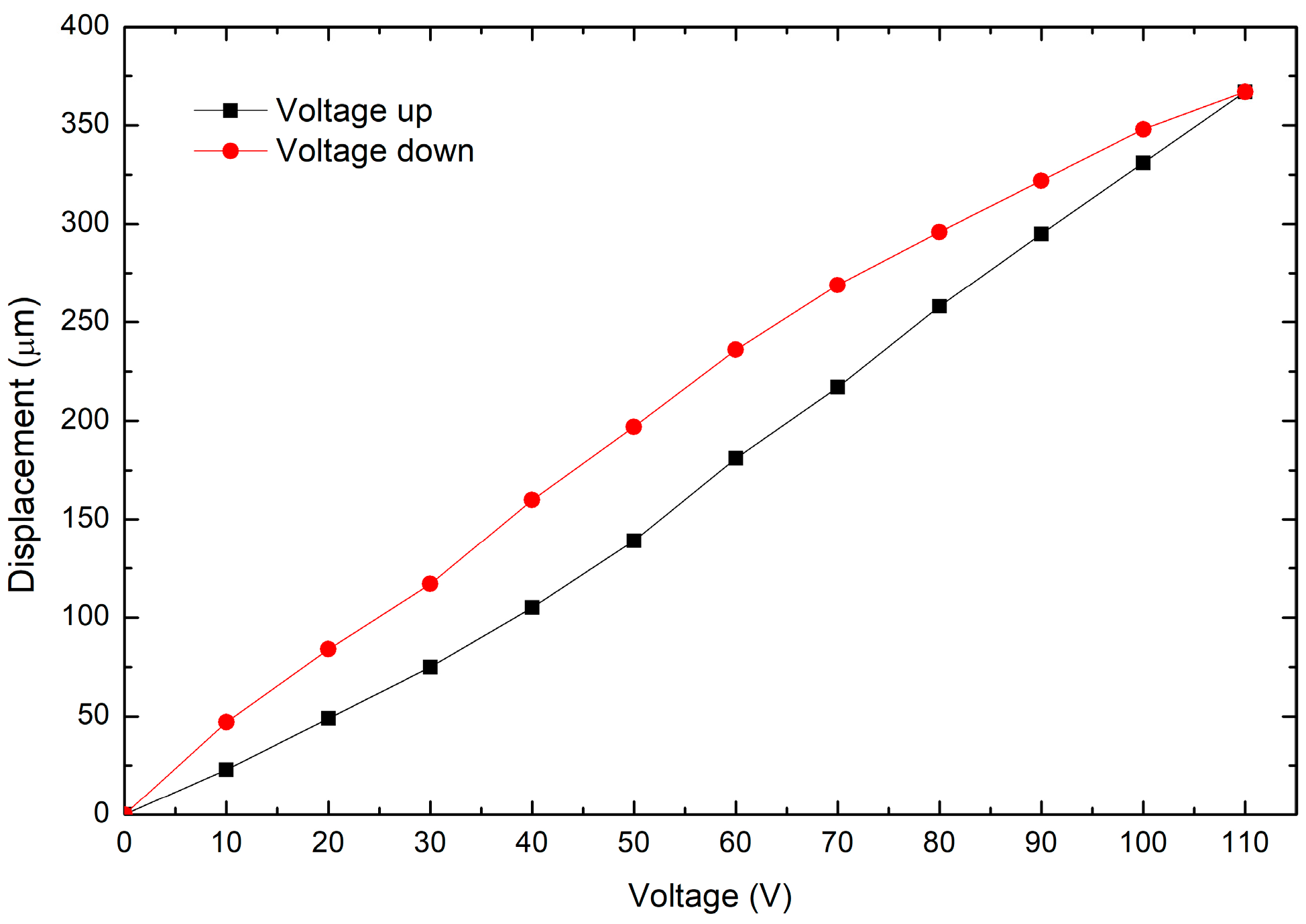
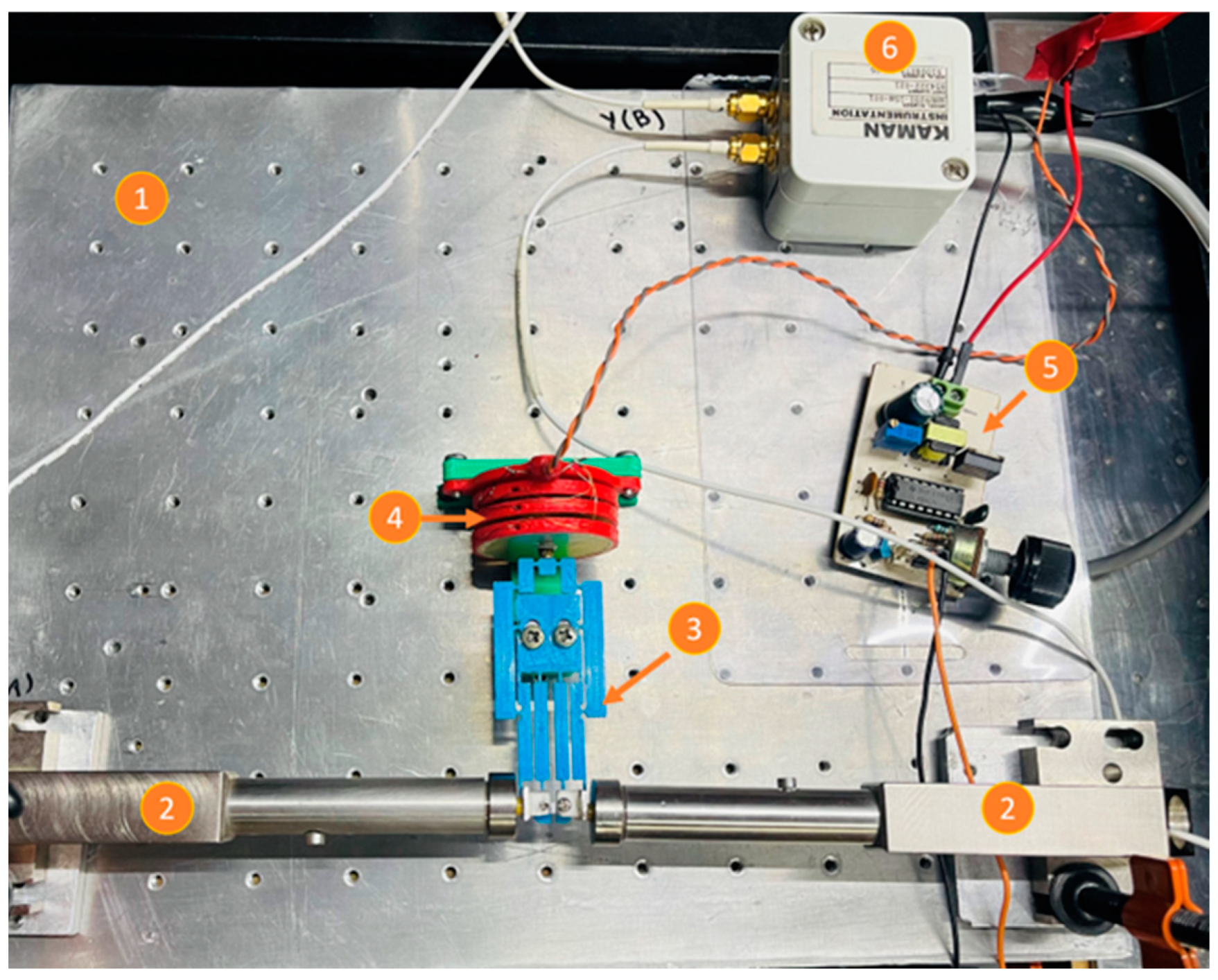
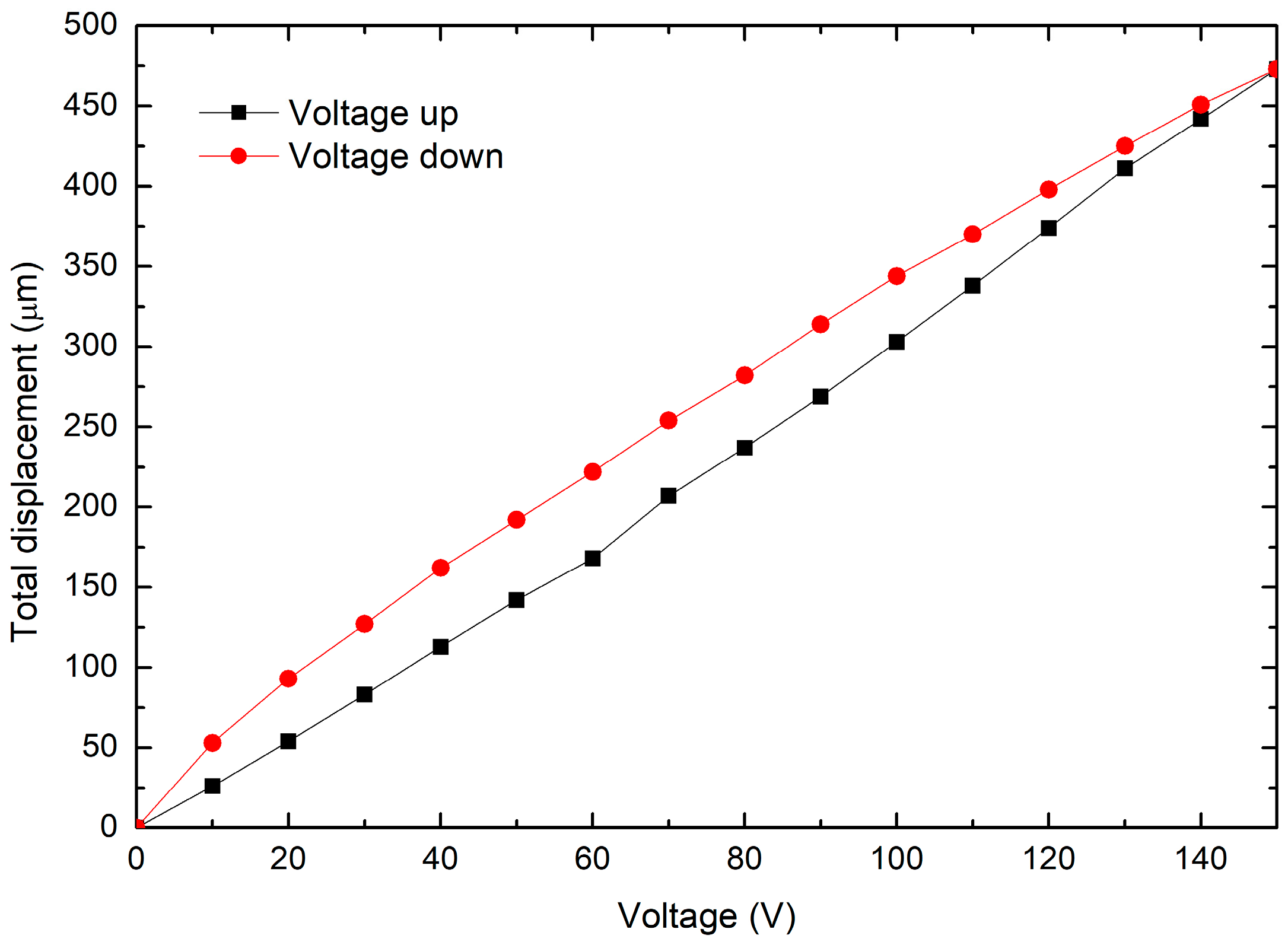
6.1. Piezoelectric Stack Characterization
6.2. Characterization of the Amplification Ratio
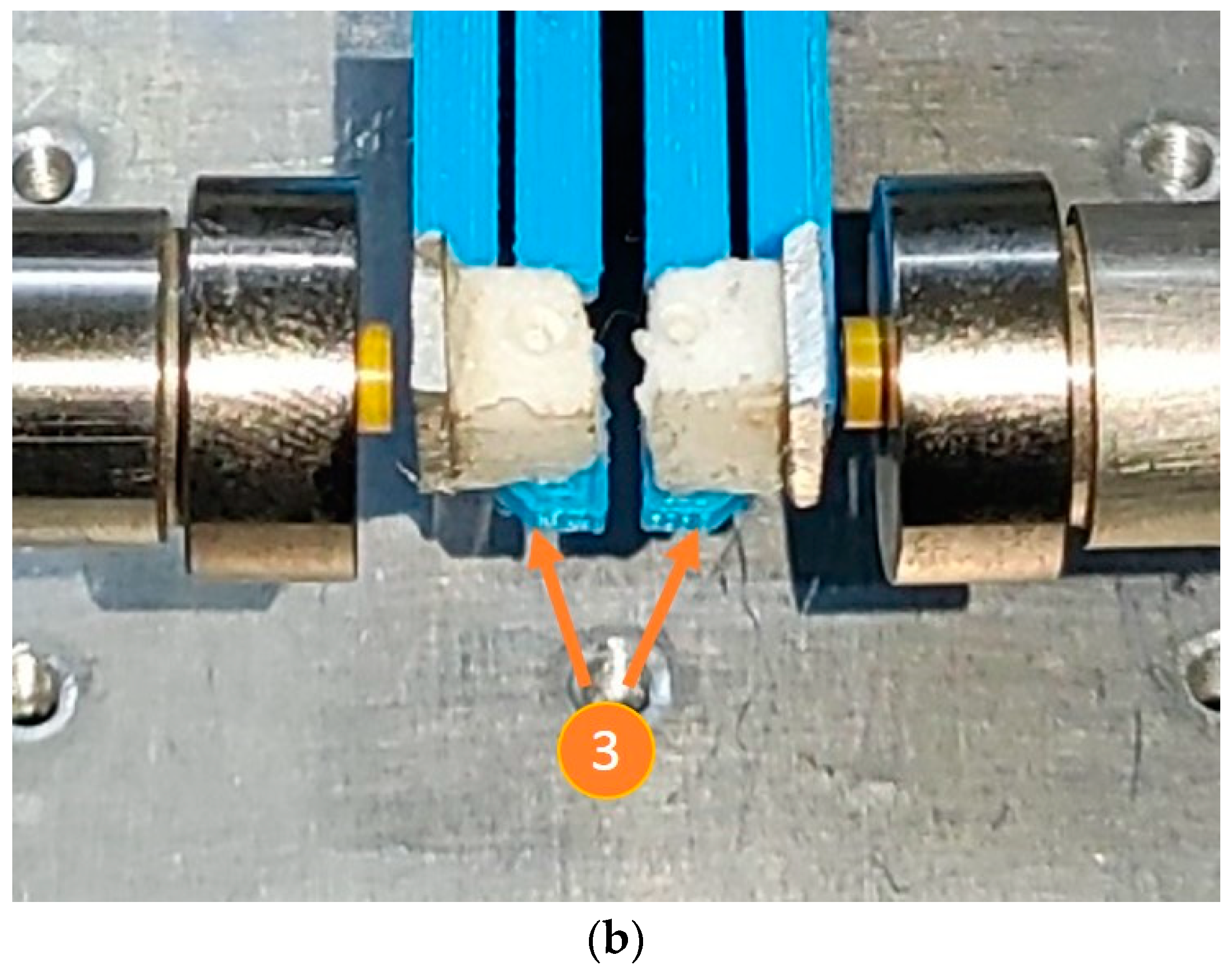
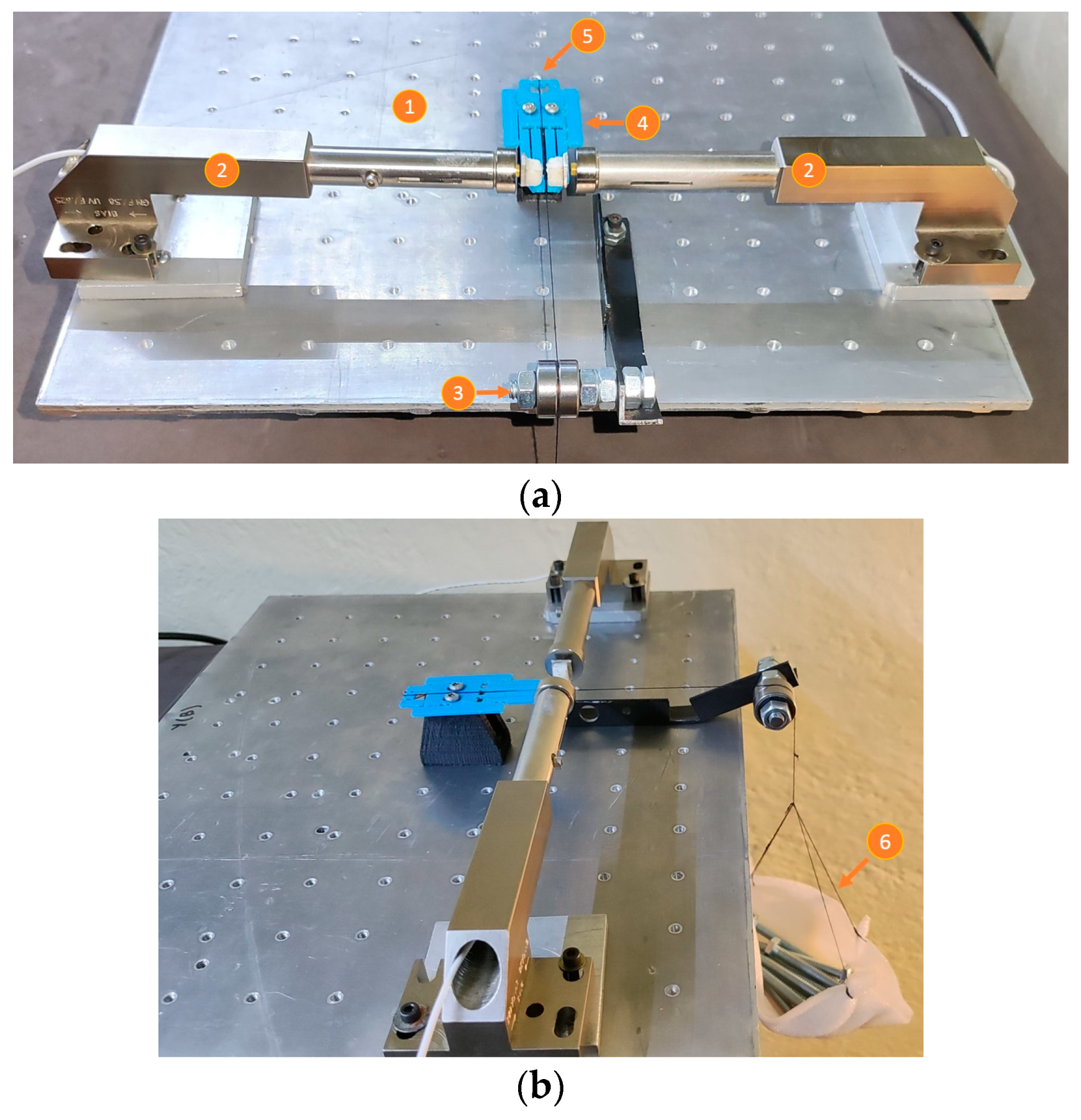
- Inductive sensors (to measure output displacements).
- Scroll platform (to apply input displacements).
- Small metal sheets. These surfaces were implemented with pieces of material taken from a hard disk drive (HDD) and placed at the test points, supported by dielectric material.
- MG, additive manufactured with PLA.
- Metallic base, made with Aluminum.
- -
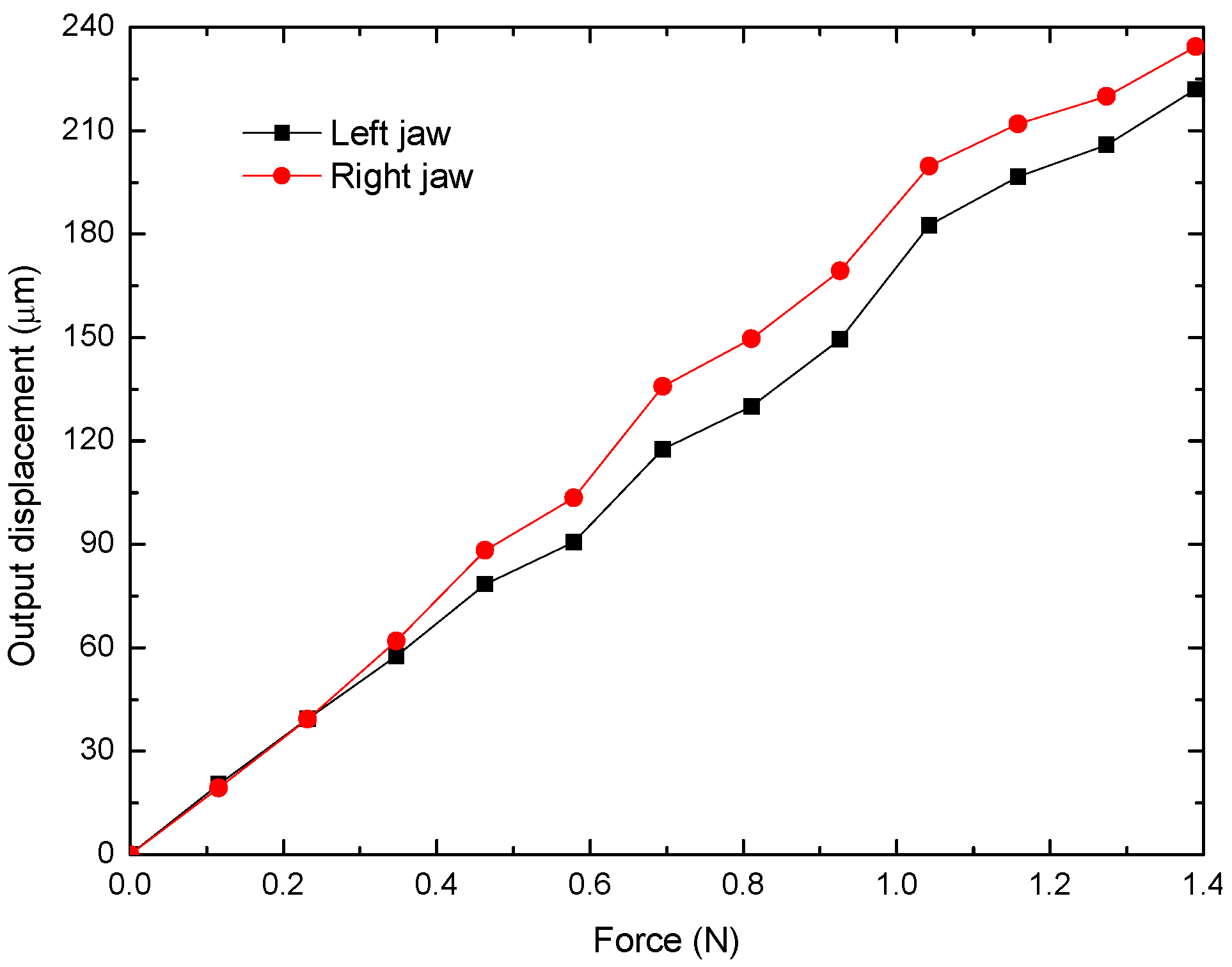
- The flexible mechanisms are not fully symmetrical. This fact could be provided by the manufacturing method (FDM) and the precision of the 3D printer, which was in-house designed.
- -
- The motion input was not applied exactly at the middle part of the bridge-type flexible mechanism of the microgripper, because it was manually located.
6.3. Characterization of the Input Force
- Metallic base.
- Inductive sensors (to measure output displacements).
- Pulley formed by an arrangement of 2 bearings (to support the loads, reducing the friction).
- MG.
- Connecting wire (thread), which allows the connection between the load and the input of the MG.
- Load (or proof mass).
- -
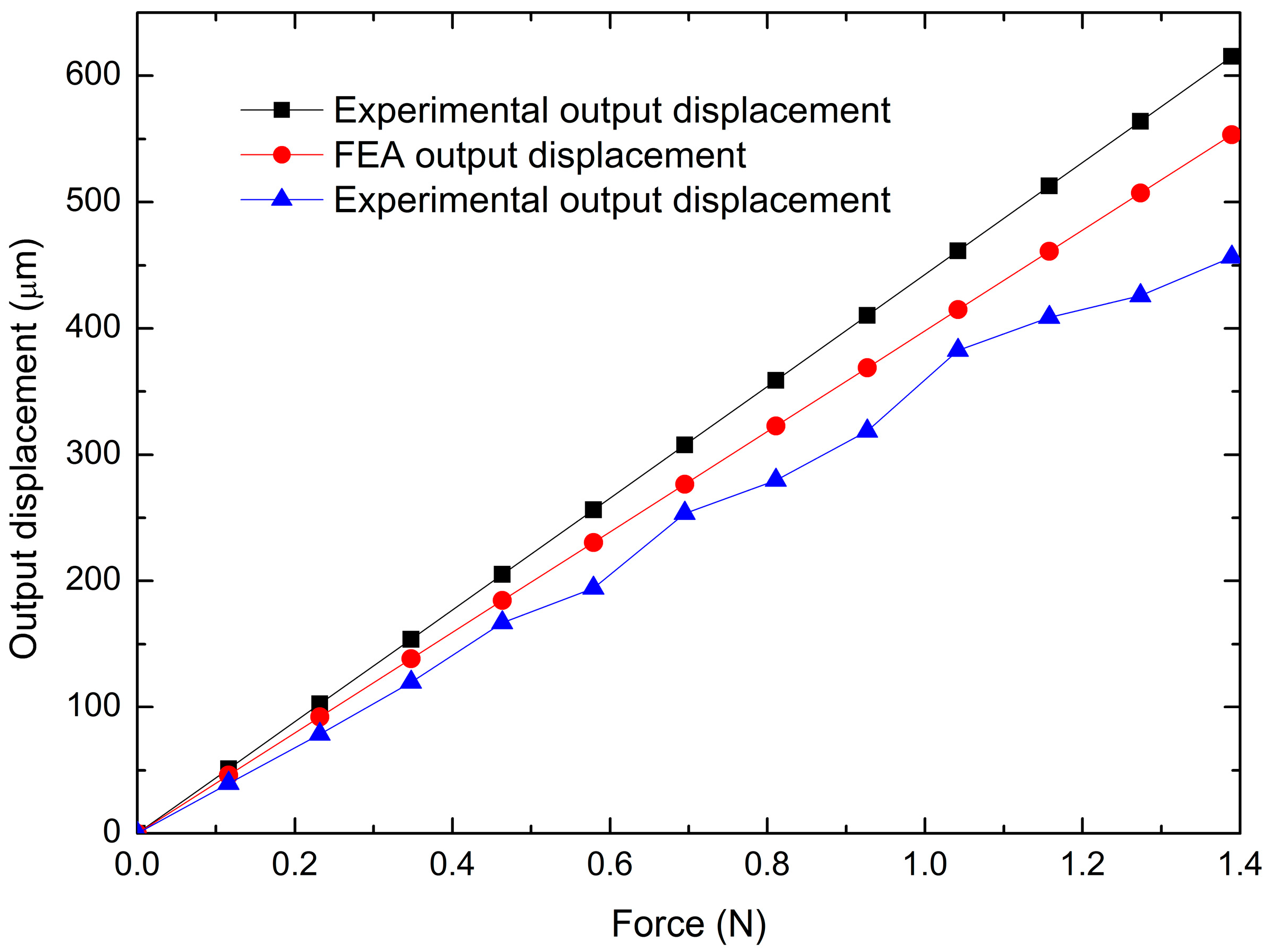
- Input force (static analysis). Considering the FEA output displacement values as references, the maximum errors are 11.22% and 17.49%, respectively. The minimum errors are 11.21% and 13.88%, respectively.
- -
- Input displacement (kinematic analysis). The comparison with the corresponding FEA values as references gives the maximum errors of 21.78% and 11.47%, respectively, while the minimums values are 21.59% and 2.66%, respectively.
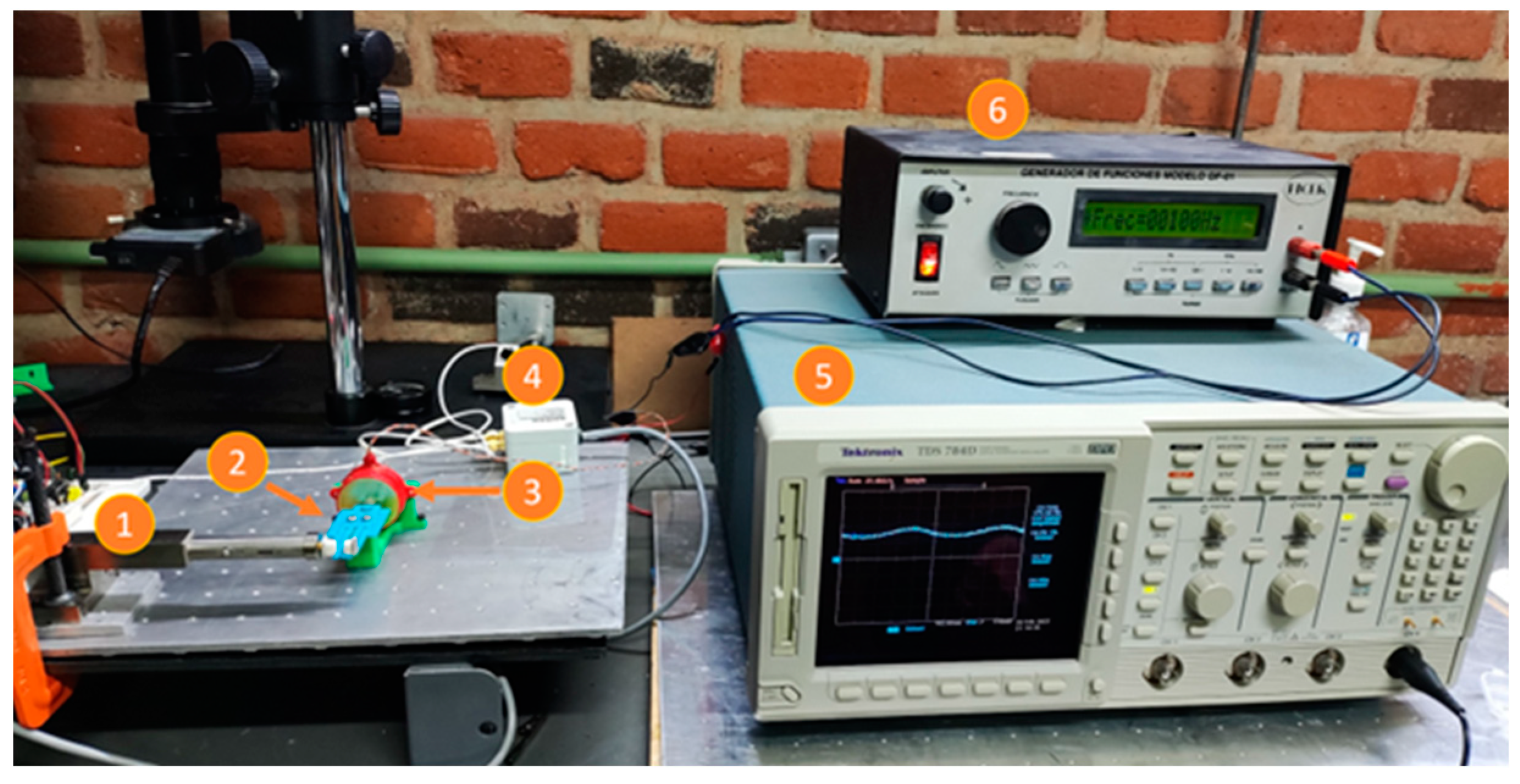
6.4. Electric Operation of the Miniature Gripper
- Metallic base.
- Inductive sensors (to measure output stroke).
- MG.
- Piezoelectric stack.
- Piezoelectric actuator driver.
- Sensor control module.
6.5. Operation Tests of the Miniature Gripper Holding Various Micro-Objects
6.6. Comparison with Other Microgrippers
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, Z.; Xu, Q. Survey on Recent Designs of Compliant Micro-/Nano-Positioning Stages. Actuators 2018, 7, 5. [Google Scholar] [CrossRef] [Green Version]
- Fu, Y.Q.; Luo, J.K.; Flewitt, A.J.; Milne, W.I. Chapter 11, Smart microgrippers for bioMEMS applications. In MEMS for Biomedical Applications; Elsevier: Amsterdam, The Netherlands, 2012; pp. 291–336. [Google Scholar] [CrossRef]
- Vurchio, F.; Orsini, F.; Scorza, A.; Sciuto, S.A. Functional characterization of MEMS Microgripper prototype for biomedical application: Preliminary results. In Proceedings of the 2019 IEEE International Symposium on Medical Measurements and Applications (MeMeA), Istanbul, Turkey, 26–28 June 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Hériban, D.; Gauthier, M. Robotic micro-assembly of microparts using a piezogripper. In Proceedings of the 2008 IEEE/RSJ International Conference on Intelligent Robots and Systems, IROS, Nice, France, 22–26 September 2008; pp. 4042–4047. [Google Scholar] [CrossRef] [Green Version]
- Johansen, P.L.; Fenaroli, F.; Evensen, L.; Griffiths, G.; Koster, G. Optical micromanipulation of nanoparticles and cells inside living zebrafish. Nat. Commun. 2016, 7, 10974. [Google Scholar] [CrossRef] [Green Version]
- Hameed, A.; Kamal, N.; Binqaiser, S.; Hasan, O.; Jalal, N. Electronic Design of a Semi-Automated Micromanipulator Cell Injection System. In Proceedings of the International Symposium on Medical Information and Communication Technology 2018, ISMICT, Sydney, Australia, 26–28 March 2018. [Google Scholar] [CrossRef]
- Sha, X.; Sun, H.; Zhao, Y.; Li, W.; Li, W.J. A Review on microscopic visual servoing for micromanipulation systems: Applications in micromanufacturing, biological injection, and nanosensor assembly. Micromachines 2019, 10, 843. [Google Scholar] [CrossRef] [Green Version]
- Ferrara-Bello, A.; Chable, P.; Vera-Dimas, G.; Vargas-Bernal, R.; Tecpoyotl-Torres, M. XYZ Micropositioning System Based on Compliance Mechanisms Fabricated by Additive Manufacturing. Actuators 2021, 10, 68. [Google Scholar] [CrossRef]
- Adam, G.; Chidambaram, S.; Reddy, S.S.; Ramani, K.; Cappelleri, D.J. Towards a comprehensive and robust micromanipulation system with force-sensing and vr capabilities. Micromachines 2021, 12, 784. [Google Scholar] [CrossRef]
- Howell, L.L.; Magleby, S.P.; Olsen, M.B. Handbook of Compliance Mechanisms, 1st ed.; John Wiley & Sons Ltd: West Sussex, UK, 2013; pp. 6–8. [Google Scholar]
- Dsouza, R.D.; Navin, K.P.; Theodoridis, T.; Sharma, P. Design, fabrication and testing of a 2 DOF compliant flexural microgripper. Microsyst. Technol. Sens. Actuators Syst. Integr. 2018, 24, 3867–3883. [Google Scholar] [CrossRef]
- Si, G.; Sun, L.; Zhang, Z.; Zhang, X. Design, Fabrication, and Testing of a Novel 3D 3-Fingered Electrothermal Microgripper with Multiple Degrees of Freedom. Micromachines 2021, 12, 444. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Xu, Q. Design and control of a novel piezo-driven XY parallel nanopositioning stage. Microsyst. Technol. 2017, 23, 1067–1080. [Google Scholar] [CrossRef]
- Kenton, B.J.; Leang, K.K. Design and control of a three-axis serial-kinematic high-bandwidth nanopositioner. IEEE/ASME Trans. Mech. 2012, 17, 356–369. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Xie, Y.; Wang, R. Design and analysis of new ultra compact decoupled XYZ θ stage to achieve large-scale high precision motion. Mech. Mach. Theory 2022, 167, 104527. [Google Scholar] [CrossRef]
- Gauthier, M.; Lambert, P.; Régnier, S. Microhandling and Micromanipulation Strategies. In Microrobotics for Micromanipulation, 2nd ed.; Chaillet, N., Régnier, S., Eds.; ISTE Ltd: London, UK; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 1–483. [Google Scholar] [CrossRef]
- Xie, M.; Shakoor, A.; Wu, C. Manipulation of biological cells using a robot-aided optical tweezers system. Micromachines 2018, 9, 245. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, J.; Shen, C.; Huang, T.J.; Cummer, S.A. Acoustic tweezer with complex boundary-free trapping and transport channel controlled by shadow waveguides. Sci. Adv. 2021, 7, eabi5502. [Google Scholar] [CrossRef] [PubMed]
- Oh, M.; Jayasooriya, V.; Woo, S.O.; Nawarathna, D.; Choi, Y. Selective Manipulation of Biomolecules with Insulator-Based Dielectrophoretic Tweezers. ACS Appl. Nano Mater. 2020, 3, 797–805. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Kim, H.; Kim, M.J. Design, Implementation, and Analysis of a 3-D Magnetic Tweezer System with High Magnetic Field Gradient. IEEE Trans. Instrum. Meas. 2019, 68, 680–687. [Google Scholar] [CrossRef]
- Jing, W.; Chowdhury, S.; Cappelleri, D. Magnetic mobile microrobots for mechanobiology and automated biomanipulation. In Microbiorobotics: Biologically Inspired Microscale Robotic Systems, 2nd ed.; Minjun, K., Anak, A.J., Kei, C.U., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2017; Chapter 10; pp. 1–253. [Google Scholar] [CrossRef]
- Büttgenbach, S.; Constantinou, I.; Dietzel, A.; Leester-Schädel, M. Case Studies in Micromechatronics. From Systems to Processes, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 146–147. ISBN 978-3-662-61320-7. [Google Scholar] [CrossRef]
- Shao, G.; Ware, H.O.T.; Huang, J.; Hai, R.; Li, L.; Sun, C. 3D printed magnetically-actuating micro-gripper operates in air and water. Addit. Manuf. 2021, 38, 101834. [Google Scholar] [CrossRef]
- Chu Duc, T.; Lau, G.K.; Creemer, J.F.; Sarro, P.M. Electrothermal microgripper with large jaw displacement and integrated force sensors. In Proceedings of the MEMS 2008, Tucson, AZ, USA, 13–17 January 2008; pp. 519–522. [Google Scholar]
- Chen, T.; Wang, Y.; Yang, Z.; Liu, H.; Liu, J.; Sun, L. A PZT actuated triple-finger gripper for multi-target micromanipulation. Micromachines 2017, 8, 33. [Google Scholar] [CrossRef] [Green Version]
- Mayyas, M.; Mamidala, I. Prosthetic finger based on fully compliant mechanism for multi-scale grasping. Microsyst. Technol. 2021, 27, 2131–2145. [Google Scholar] [CrossRef]
- Power, M.; Thompson, A.J.; Anastasova, S.; Yang, G.Z. A Monolithic Force-Sensitive 3D Microgripper Fabricated on the Tip of an Optical Fiber Using 2-Photon Polymerization. Small 2018, 14, 1703964. [Google Scholar] [CrossRef] [Green Version]
- Naga Prasad, L.V.V.; Gopi Krishna, M.; Ghouse Moinuddin, S.K.; Naga Sai Kumar, V.; Rajesh, P.; Vara Prasad, V. Design and fabrication of pick and place micro-grippers. Int. J. Eng. Technol. 2020, 7, 4948–4952. [Google Scholar]
- Vidyaa, V.; Hosimin Thilagar, S.; Kanthababu, M.; Balasubramanian, R.; Suri, V.K. Design, Analysis, Fabrication and evaluation of polymer based microgrippers. Int. J. Appl. Eng. Res. 2015, 10, 563–567. [Google Scholar]
- Llewellyn-Evans, H.; Griffiths, C.A.; Fahmy, A. Microgripper design and evaluation for automated l-wire assembly: A survey. Microsyst. Technol. 2020, 26, 1745–1768. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Liang, C.; Tian, Y.; Zhao, X.; Zhang, D. Design of a Piezoelectric-Actuated Microgripper With a Three-Stage Flexure-Based Amplification. IEEE-ASME Trans. Mechatron. 2015, 20, 2205–2213. [Google Scholar] [CrossRef]
- Bonciani, G.; Biancucci, G.; Fioravanti, S.; Valiyev, V.; Binni, A. Learning Micromanipulation, Part 2: Term Projects in Practice. Actuators 2018, 7, 179–187. [Google Scholar] [CrossRef] [Green Version]
- Tong, K.J.; Saad Alshebly, Y.; Nafea, M. Development of a 4D-Printed PLA Microgripper. In Proceedings of the 2021 IEEE 19th Student Conference on Research and Development (SCOReD), Kota Kinabalu, Malaysia, 23 November 2021; pp. 207–211. [Google Scholar]
- Kim, D.H.; Kim, B.; Kang, H. Development of a piezoelectric polymer-based sensorized microgripper for microassembly and micromanipulation. Microsyst. Technol. 2004, 10, 275–280. [Google Scholar] [CrossRef]
- Noveanu, S.; Lates, D.; Fusaru, L.; Rusu, C. A new compliant microgripper and study for flexure hinges shapes. In Proceedings of the 13th International Conference Interdisciplinarity in Engineering, Targu Mures, Romania, 3–4 October 2019; Volume 46, pp. 517–524. [Google Scholar]
- Sun, X.; Chen, W.; Tian, Y.; Fatikow, S.; Zhou, R.; Zhang, J.; Mikczinski, M. A novel flexure-based microgripper with double amplification mechanisms for micro/nano manipulation. Rev. Sci. Instrum. 2013, 84, 085002. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.; Chen, W.; Fatikow, S.; Tian, Y.; Zhou, R.; Zhang, J.; Mikczinski, M. A novel piezo-driven microgripper with a large jaw displacement. Microsyst. Technol. 2015, 21, 931–942. [Google Scholar] [CrossRef]
- Liang, C.; Wang, F.; Shi, B.; Huo, Z.; Zhou, K.; Tian, Y.; Zhang, D. Design and control of a novel asymmetrical piezoelectric actuated microgripper for micromanipulation. Sens. Actuators A Phys. 2018, 269, 227–237. [Google Scholar] [CrossRef]
- Yang, Y.L.; Wei, Y.D.; Lou, J.Q.; Tian, G.; Zhao, X.W.; Fu, L. A new piezo-driven microgripper based on the double-rocker mechanism. Smart Mater. Struct. 2015, 24, 075031. [Google Scholar] [CrossRef]
- Lofroth, M.; Avci, E. Development of a novel modular compliant gripper for manipulation of micro objects. Micromachines 2019, 10, 313. [Google Scholar] [CrossRef] [Green Version]
- Chen, F.; Gao, Y.; Dong, W.; Du, Z. Design and Control of a Passive Compliant Piezo-Actuated Micro-Gripper with Hybrid Flexure Hinges. IEEE Trans. Ind. Electron. 2021, 68, 11168–11177. [Google Scholar] [CrossRef]
- Chen, X.; Deng, Z.; Hu, S.; Gao, J.; Gao, X. Design of a compliant mechanism based four-stage amplification piezoelectric-driven asymmetric microgripper. Micromachines 2020, 11, 25. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, Y.; Huang, X.; Liu, Y.; Wang, G.; Hong, K. Design and control of a piezoelectric-driven microgripper perceiving displacement and gripping force. Micromachines 2020, 11, 121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hong, Y.; Wu, Y.; Jin, S.; Liu, D.; Chi, B. Design and Analysis of a Microgripper with Three-Stage Amplification Mechanism for Micromanipulation. Micromachines 2022, 13, 366. [Google Scholar] [CrossRef] [PubMed]
- Ferrara-Bello, C.A.; Sandoval-Reyes, J.O.; Vargas-Chable, P.; Tecpoyotl-Torres, M.; Varona, J. Design and 3D printed implementation of a microgripper actuated by a piezoelectric stack. In Proceedings of the International Conference on Mechatronics, Electronics and Automotive Engineering (ICMEAE), Cuernavaca, Mexico, 26–29 November 2019; pp. 62–67. [Google Scholar] [CrossRef]
- Piezo.com. Introduction to Piezoelectric Transducers. Available online: https://piezo.com/pages/piezoelectric-actuators (accessed on 21 February 2022).
- Mohith, S.; Upadhya, A.R.; Navin, K.P.; Kulkarni, S.M.; Rao, M. Recent trends in piezoelectric actuators for precision motion and their applications: A review. Smart Mater. Struct. 2021, 30, 013002. [Google Scholar] [CrossRef]
- Ghosh, A.; Corves, B.J. Introduction to Micromechanisms and Microactuators. In Mechanisms and Machine Science (Mechan. Machine Science), 1st ed.; Springer: New Delhi, India, 2015; Volume 28, pp. 64–75. [Google Scholar] [CrossRef]
- Nikoobin, A.; Hassani Niaki, M. Deriving and analyzing the effective parameters in microgrippers performance. Sci. Iran. 2012, 19, 1554–1563. [Google Scholar] [CrossRef] [Green Version]
- Howell, L.L.; Midha, A. Parametric deflection approximations for end-loaded, large-deflection beams in compliant mechanisms. In Proceedings of the ASME Design Engineering Technical Conference, Part F1680, Boston, MA, USA, 17–20 September 1995; pp. 157–166. [CrossRef]
- Mariaca Beltrán, Y.D.J.; Garcia Salmoran, I.A.; Clemente Mirafuente, C.M.; Rodriguez Ramirez, J.A.; Acosta Flores, M.; Garcia Castrejon, J.C. Nueva metodología para el análisis de sistemas mecánicos utilizando modelos a escala y leyes de similitud. DYNA Ing. Ind. 2019, 94, 59–66. [Google Scholar] [CrossRef]
- Van de Velde, K.; Kiekens, P. Biopolymers: Overview of several properties and consequences on their applications. Polym. Test. 2002, 21, 433–442. [Google Scholar] [CrossRef]
- Lyu, Z.; Wu, Z.; Xu, Q. Design and development of a novel piezoelectrically actuated asymmetrical flexible microgripper. Mech. Mach. Theory 2022, 171, 104736. [Google Scholar] [CrossRef]
- Guo, Y.; Kong, J.; Liu, H.; Xiong, H.; Li, Q. A three-axis force fingertip sensor based on fiber Bragg grating. Sens. Actuators A Phys. 2016, 249, 141–148. [Google Scholar] [CrossRef] [Green Version]
- Rao, S.S. Vibration of Continuous Systems, 1st ed.; John Wiley & Sons: Toronto, ON, Canada, 2007. [Google Scholar]
- Das, T.K.; Shirinzadeh, B.; Ghafarian, M.; Al-Jodah, A.; Zhong, Y.; Smith, J. Design, analysis and experimental investigations of a high precision flexure-based microgripper for micro/nano manipulation. Mechatron Sci. Intell. Mach. 2020, 69, 102396. [Google Scholar] [CrossRef]











| Parameter | PLA |
|---|---|
| Layer Height | 0.2 mm |
| Infill Density | 100 % |
| Infill Pattern | Lines |
| Printing Temperature | 200 °C |
| Build Plate Temperature | 45–60 °C |
| Enable Retraction | Yes |
| Print Speed | 60 mm/s |
| Enable Print Cooling | Yes |
| Build Plate Adhesion Type | Skirt |
| Letter | Dimensions (mm) |
|---|---|
| a | 26.10 |
| b | 8.52 |
| c | 21.00 |
| d | 10.27 |
| e | 5.17 |
| f | 26.1 |
| Parameter and Units | PLA |
|---|---|
| Young Modulus, (GPa) | 3.5 |
| Poisson’s Ratio | 0.4 |
| Tensile Strength, (MPa) | 21–60 |
| Ultimate tensile strength, (MPa) | 73 |
| Density, (kg/m3) | 1250 |
| Melting point, (°C) | 145–177 |
| Device | Solver Target | Element Type/ Mesh | Inflation | Convergence | Total Mass (g) | |||
|---|---|---|---|---|---|---|---|---|
| Transition Ratio | Max. Layers | Growth Rate | No. of Total Nodes | No. of Total Elements | ||||
| MG | Mechanical APDL | Triangle Surface Mesher/Program Controlled | 0.272 | 5 | 1.2 | 21,096 | 10,253 | 1.89 * |
| Clamping Object | Weight (mg) |
|---|---|
| Fiber optics | 6 |
| Copper strip | 11 |
| Teflon | 15 |
| Kapton | 22 |
| Washer | 177 |
| Resistor | 194 |
| Nut with resistor | 1342 |
| Ref. | Year | Material | Amplification Factor | Output Maximum Displacement (µm) | Output Force (mN) | Frequency (Hz) |
|---|---|---|---|---|---|---|
| [12] | 2015 | AL7075T651 | 22.8 | 190 | 1000 | N.A. |
| [39] | 2015 | AL7075 | 21.4 | 427.8 | 50 | N.A. |
| [41] | 2021 | Mn65 and Al-7075 | 52.8 | 918 | 50 | 217.2 |
| [45] | 2019 | PLA | 6.5 | 382 | 8.84 | N.A. |
| [56] | 2020 | AL7075-T6 | 12.76 | 93.52 | N.A. | 1044 |
| This proposal | 2023 | PLA | 10.38 | 473 | 13.24 | 93.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrara-Bello, C.A.; Tecpoyotl-Torres, M.; Rodriguez-Fuentes, S.F. Additive Manufactured Piezoelectric-Driven Miniature Gripper. Micromachines 2023, 14, 727. https://doi.org/10.3390/mi14040727
Ferrara-Bello CA, Tecpoyotl-Torres M, Rodriguez-Fuentes SF. Additive Manufactured Piezoelectric-Driven Miniature Gripper. Micromachines. 2023; 14(4):727. https://doi.org/10.3390/mi14040727
Chicago/Turabian StyleFerrara-Bello, C. Andres, Margarita Tecpoyotl-Torres, and S. Fernanda Rodriguez-Fuentes. 2023. "Additive Manufactured Piezoelectric-Driven Miniature Gripper" Micromachines 14, no. 4: 727. https://doi.org/10.3390/mi14040727