
Investigation on the Surface Integrity of 40Cr Steel Machined by Rotary Ultrasonic Flank Milling


Abstract
:1. Introduction
2. Experiment
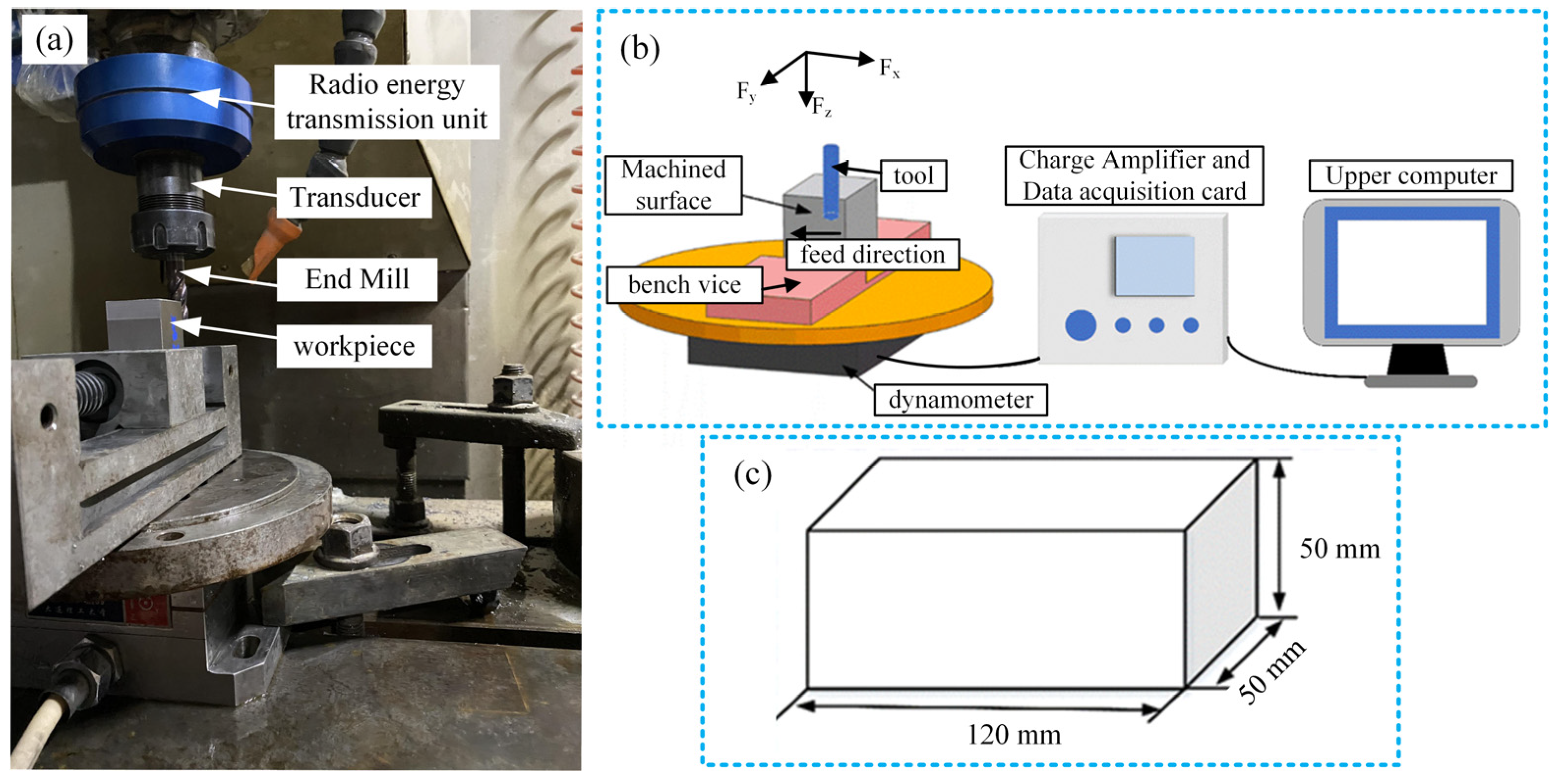
2.1. Experimental Setup
2.2. Experimental Design
3. Analysis of Results
3.1. Comparison of Surface Topography Machined by Conventional Flank Milling and Rotary Ultrasonic Flank Milling
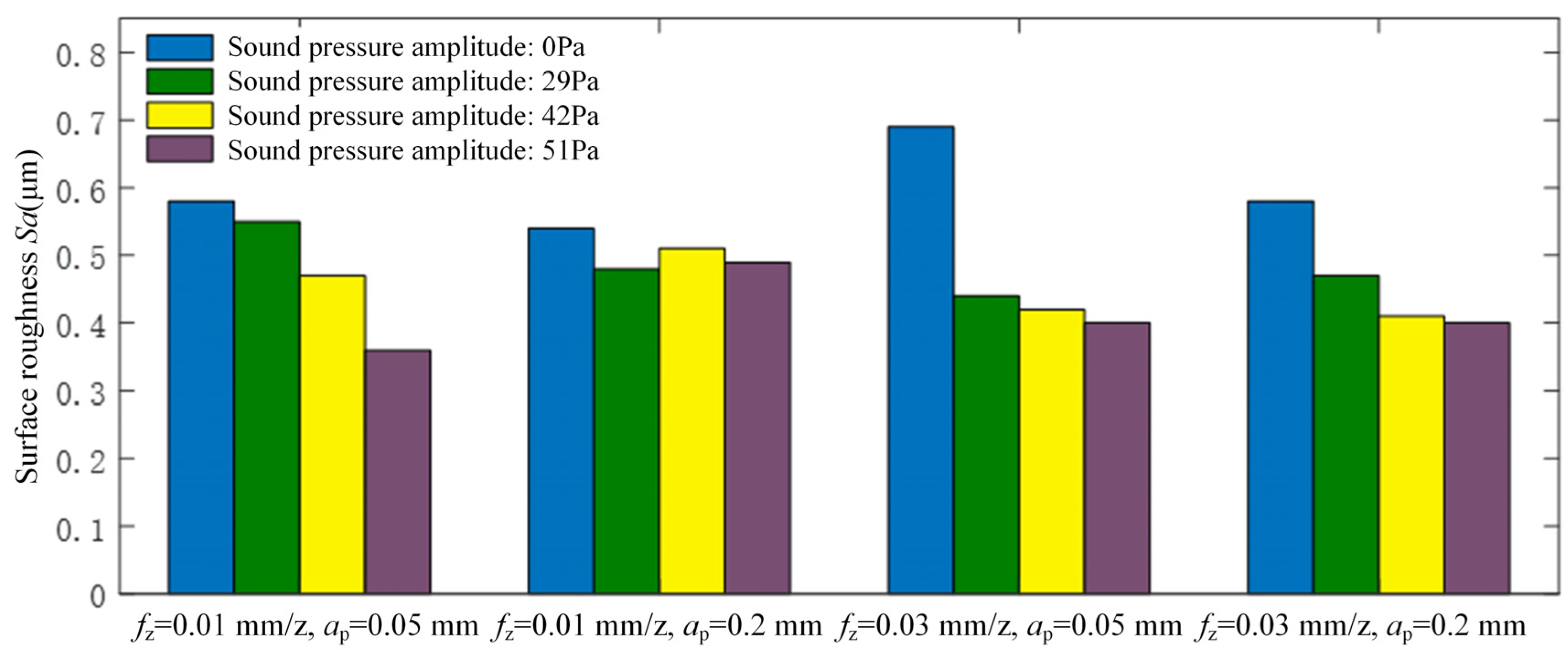
3.2. Effect of Cutting Force on Surface Roughness of Workpiece in Rotary Ultrasonic Milling Process
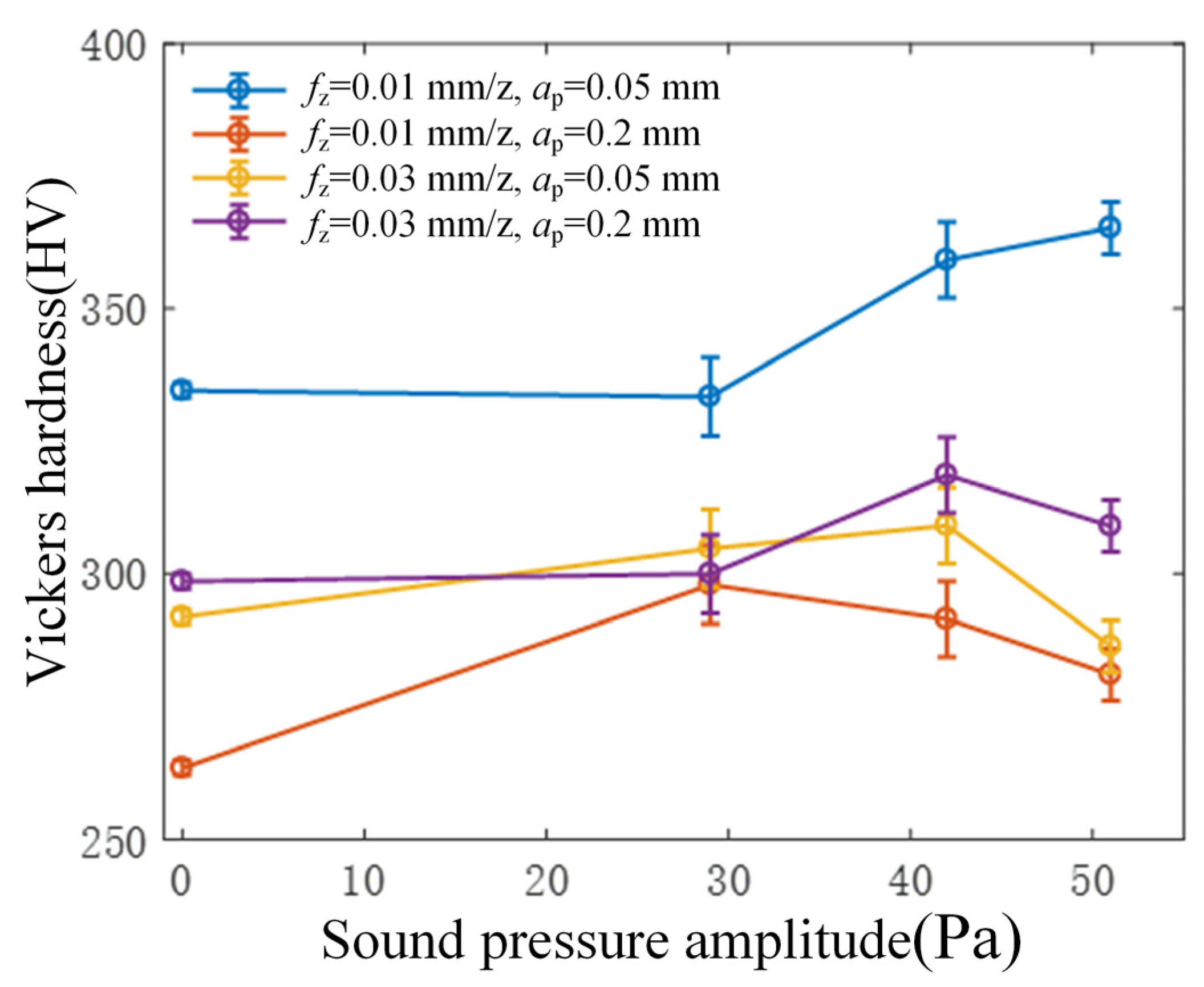
3.3. Effect of Tool Vibration on Workpiece Surface Microhardness
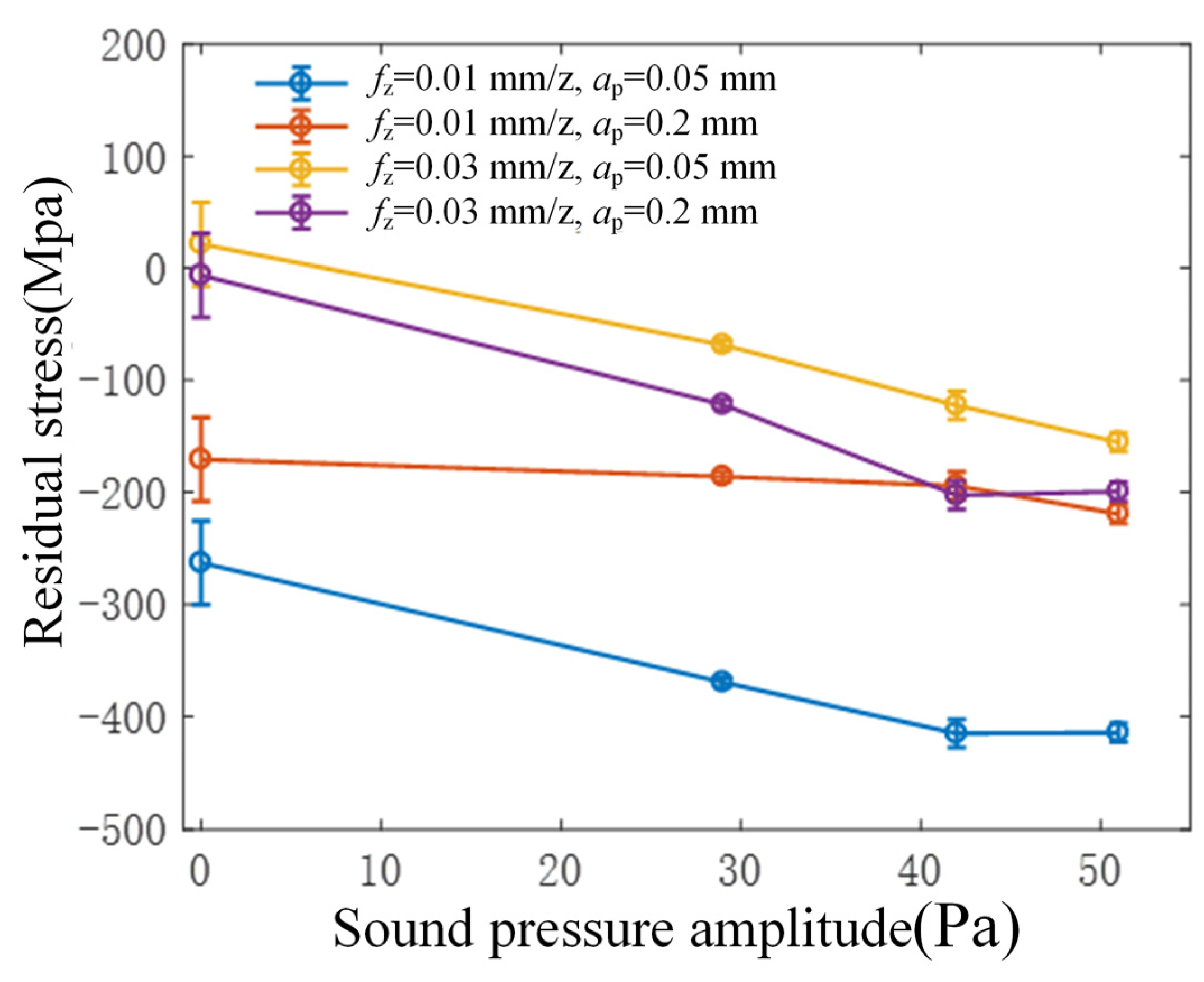
3.4. Influence of Tool Vibration on Residual Stress of Workpiece Surface
4. Conclusions
- (1)
- Compared to traditional flank milling, rotary ultrasonic flank milling can effectively reduce the surface roughness of the workpiece, with a reduction of approximately 40%. Furthermore, as the amplitude of ultrasonic vibration increases, the surface roughness value of the workpiece surface shows a decreasing trend.
- (2)
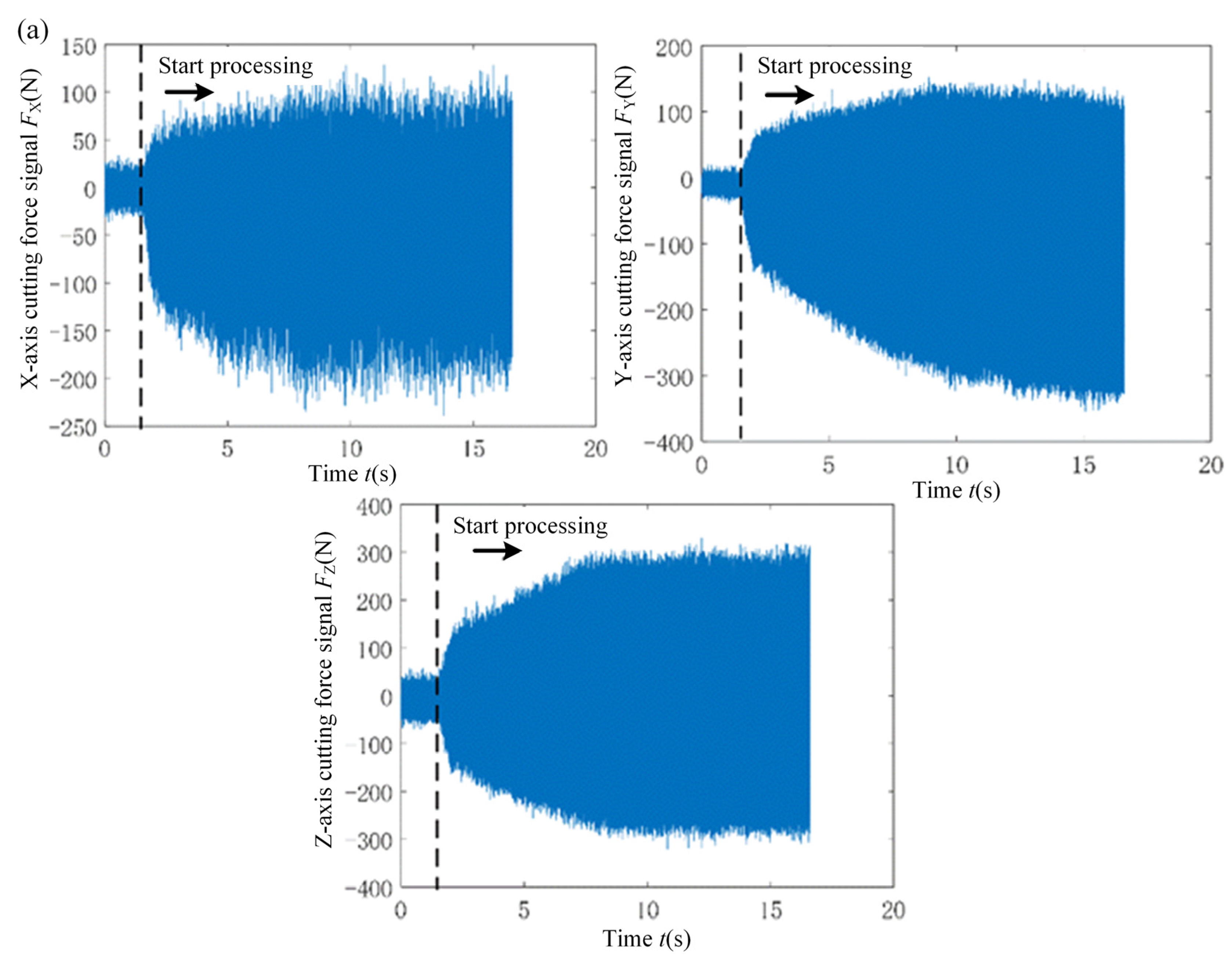
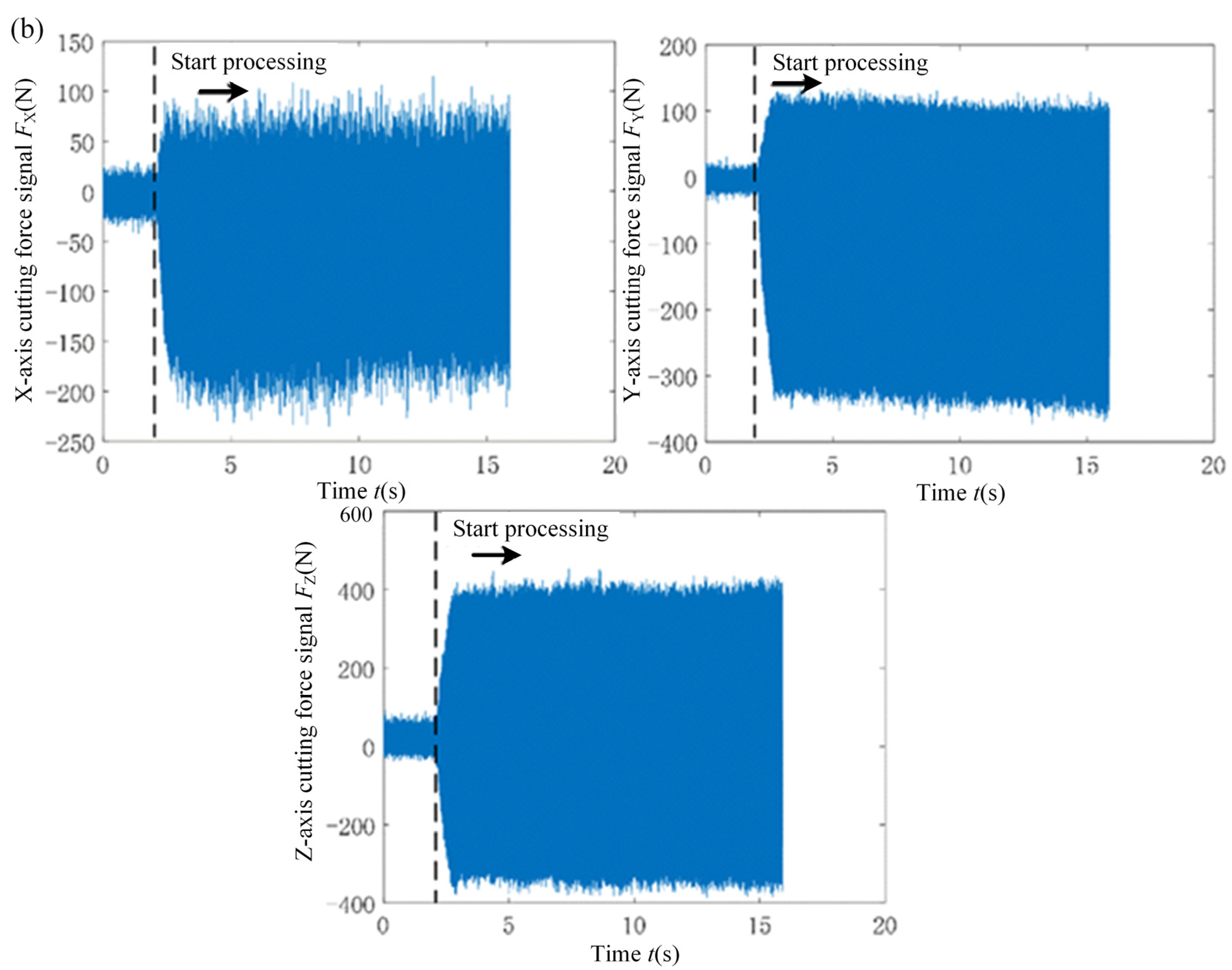
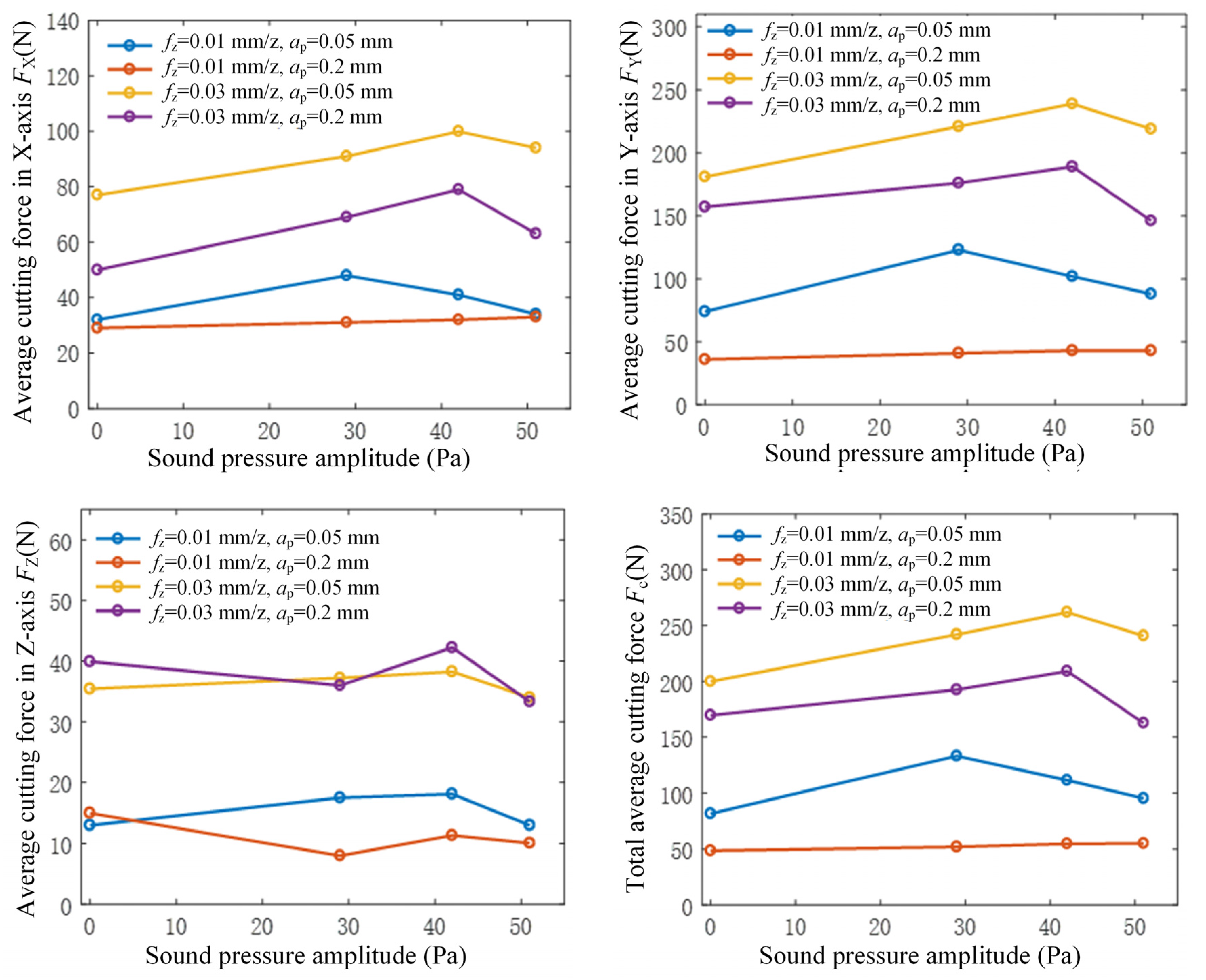
- From the perspective of cutting force analysis, when ultrasonic vibration is applied, the transition time from the initial machining to a stable cutting force significantly shortens. This indicates that the addition of ultrasonic vibration enhances cutting stability, thus favoring a reduction in surface roughness. In comparison to traditional cutting conditions, the addition of ultrasonic vibration at a low amplitude increases the average cutting force. However, as the amplitude of ultrasonic vibration increases, the average cutting force decreases. Therefore, it can be inferred that increasing the amplitude of ultrasonic vibration during machining effectively reduces cutting forces, enhances machining stability, and achieves high-quality surfaces.
- (3)
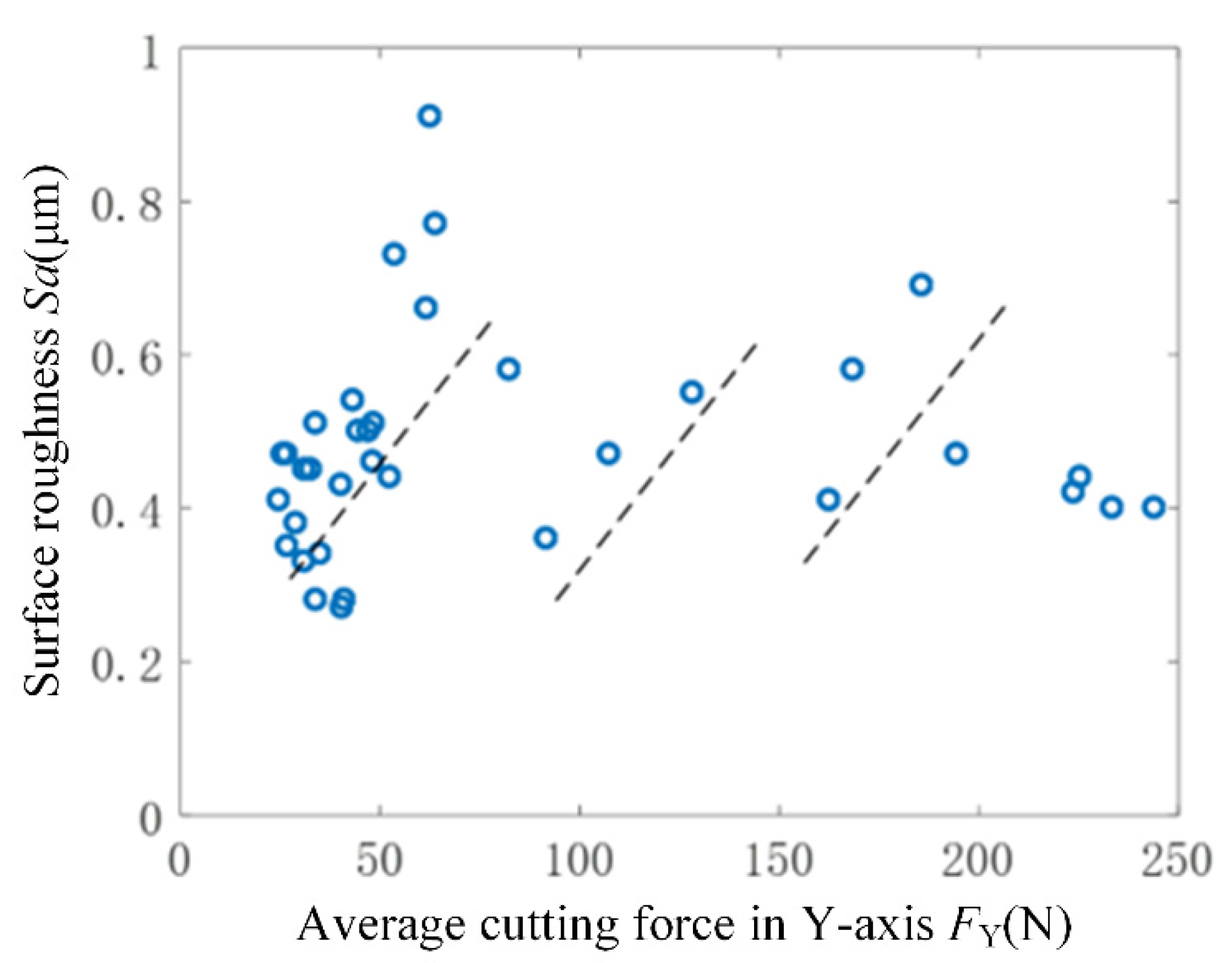
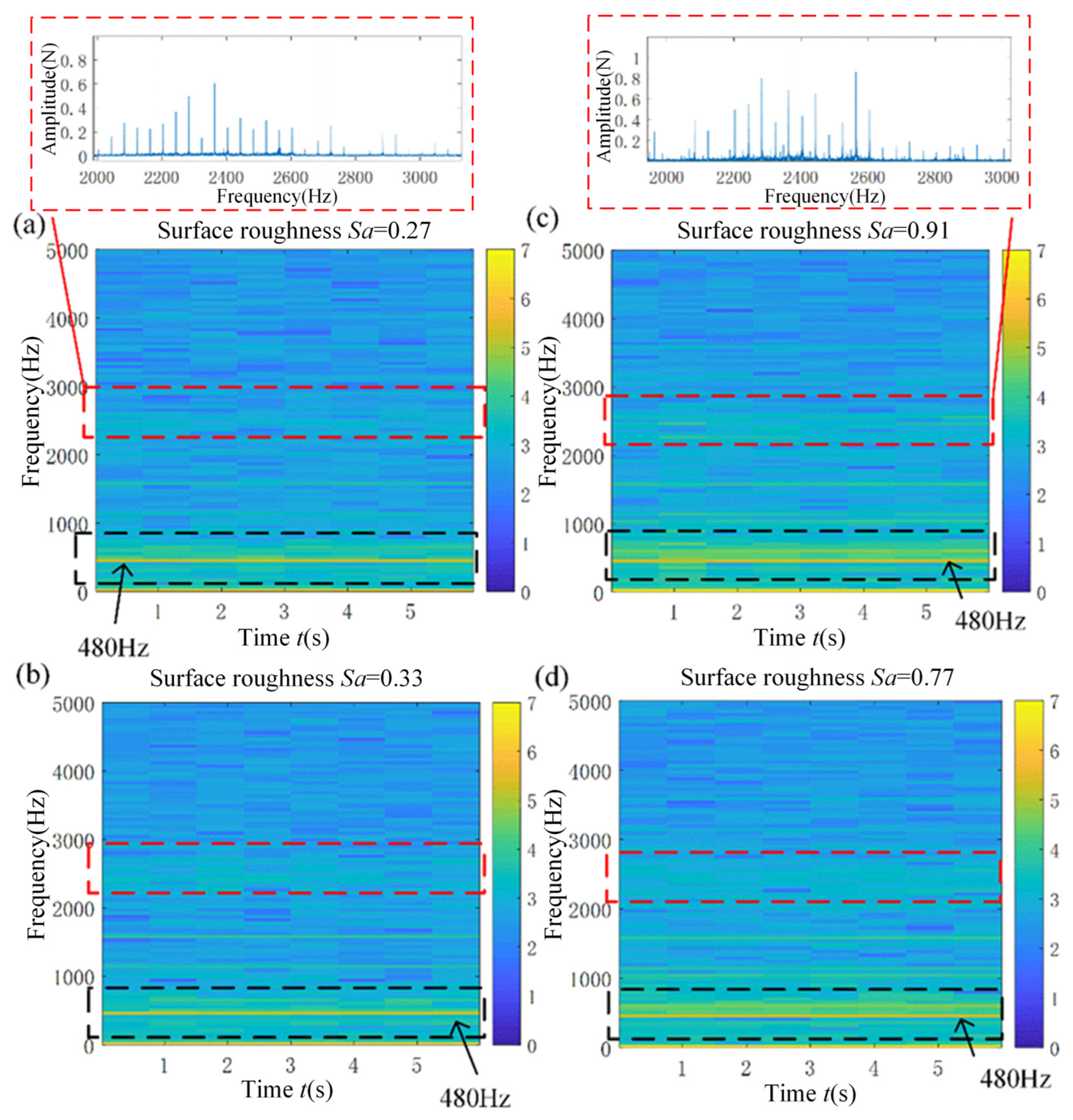
- Through analyzing the relationship between cutting force signals and workpiece surface roughness in rotary ultrasonic flank milling, it was observed that there is a close connection between the surface roughness of the workpiece and both the average cutting force and frequency domain characteristics. This suggests utilizing time-frequency domain graphs as a visual tool for real-time monitoring of changes in workpiece surface roughness.
- (4)
- Rotary ultrasonic flank milling can enhance the microhardness of the machined surface. With increased ultrasonic vibration, there is a tendency for an increase in the workpiece’s surface microhardness. When the ultrasonic vibration surpasses a certain critical value, the change in microhardness becomes insignificant or shows a decreasing trend. Additionally, as the ultrasonic vibration amplifies, the residual compressive stress on the surface gradually increases.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, F.; Yang, Z. Development of and perspective on hhigh-performance nnanostructured bainitic bearing Steel. Engineering 2019, 5, 319–328. [Google Scholar] [CrossRef]
- Arakere, N. Gigacycle rolling contact fatigue of bearing steels: A review. Int. J. Fatigue 2016, 93, 238–249. [Google Scholar] [CrossRef]
- Peng, Z.; Zhang, X.; Liu, L.; Xu, G.; Wang, G.; Zhao, M. Effect of high-speed ultrasonic vibration cutting on the microstructure, surface integrity, and wear behavior of titanium alloy. J. Mater. Res. Technol. 2023, 24, 3870–3888. [Google Scholar] [CrossRef]
- Georgi, O.; Rüger, C.; Rentzsch, H.; Putz, M. Kinematic analysis and process stability of ultrasonic-assisted drilling. Int. J. Adv. Manuf. Technol. 2021, 115, 2049–2067. [Google Scholar] [CrossRef]
- Wang, Y. Structure Design and Research of Abnormity Ultrasonic Machining System; Tianjin University: Tianjin, China, 2017. [Google Scholar]
- Ren, W.; Xu, J.; Lin, J.; Yu, Z.; Yu, P.; Lian, Z.; Yu, H. Research on homogenization and surface morphology of Ti-6Al-4V alloy by longitudinal-torsional coupled ultrasonic vibration ball-end milling. Int. J. Adv. Manuf. Technol. 2019, 104, 301–313. [Google Scholar] [CrossRef]
- Wang, Y.; Gong, H.; Fang, F.Z.; Ni, H. Kinematic view of the cutting mechanism of rotary ultrasonic machining by using spiral cutting tools. Int. J. Adv. Manuf. Technol. 2016, 83, 461–474. [Google Scholar] [CrossRef]
- Zhou, Z. Principles of Metal Cutting; Shanghai Science and Technology Press: Shanghai, China, 1984. [Google Scholar]
- Verma, G.C.; Pandey, P.M. Machining forces in ultrasonic-vibration assisted end milling. Ultrasonics 2019, 94, 350–363. [Google Scholar] [CrossRef] [PubMed]
- Lian, H.; Guo, Z.; Huang, Z.; Tang, Y.; Song, J. Experimental research of Al6061 on ultrasonic vibration assisted micro-milling. Procedia CIRP 2013, 6, 561–564. [Google Scholar] [CrossRef]
- Marcel, K.; Marek, Z.; Jozef, P. Investigation of ultrasonic assisted milling of aluminum alloy AlMg4.5Mn. Procedia Eng. 2014, 69, 1048–1053. [Google Scholar] [CrossRef]
- Yin, X.; Li, X.; Liu, Y.; Geng, D.; Zhang, D. Surface integrity and fatigue life of Inconel 718 by ultrasonic peening milling. J. Mater. Res. Technol. 2023, 22, 1392–1409. [Google Scholar] [CrossRef]
- Gao, H.; Ma, B.; Zhu, Y.; Yang, H. Enhancement of machinability and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted milling under dry conditions. Measurement 2022, 187, 110324. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, D.; Geng, D.; Shao, Z.; Liu, Y.; Jiang, X. Effects of tool vibration on surface integrity in rotary ultrasonic elliptical end milling of Ti–6Al–4V. J. Alloy. Compd. 2020, 821, 153–266. [Google Scholar] [CrossRef]
- Xie, W.; Wang, X.; Liu, E.; Wang, J.; Tang, X.; Li, G.; Zhang, J.; Yang, L.; Chai, Y.; Zhao, B. Research on cutting force and surface integrity of TC18 titanium alloy by longitudinal ultrasonic vibration assisted milling. Int. J. Adv. Manuf. Technol. 2022, 119, 4745–4755. [Google Scholar] [CrossRef]
- Kadivar, M.A.; Akbari, J.; Yousefi, R.; Rahi, A.; Nick, M.G. Investigating the effects of vibration method on ultrasonic-assisted drilling of Al/SiCp metal matrix composites. Robot. Comput.-Integr. Manuf. 2014, 30, 344–350. [Google Scholar] [CrossRef]
- Niu, Y.; Jiao, F.; Zhao, B.; Gao, G.; Niu, J.-J. Theoretical investigation of machining-induced residual stresses in longitudinal torsional ultrasonic–assisted milling. Int. J. Adv. Manuf. Technol. 2020, 108, 3689–3705. [Google Scholar]
- Barani, A.; Amini, S.; Paktinat, H.; Tehrani, A.F. Built-up edge investigation in vibration drilling of Al2024-T6. Ultrasonics 2014, 54, 1300–1310. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.J.; Gong, H.; Ao, S.J.; Wang, Y.; Yuan, S.M.; Ding, M.J.; Guo, T. In-situ characterization method for tool ultrasonic vibration in rotary ultrasonic machining based on radiated acoustic pressure. Mech. Syst. Signal Process. 2023, 195, 110294. [Google Scholar] [CrossRef]
- Zhang, L. Study on Surface Integrity of Nickel-Based Alloy in End Milling; Tianjin University: Tianjin, China, 2012. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Type | Total Length | Helix Angle | Diameter | Blade Length |
|---|---|---|---|---|
| Four-edge end mill | 75 mm | 35° | 12 mm | 30 mm |
| Experiment Serial Number | Feed per Tooth (fz) mm/z | Radial Depth of Cut (ae) mm | Sound Pressure Amplitude (P) Pa | Cutting Speed (V) mm/min | Axial Depth of Cut (ap) mm |
|---|---|---|---|---|---|
| 1–4 | 0.01 | 0.05 | 0, 29, 42, 51 | 90.5 | 10 |
| 5–8 | 0.01 | 0.1 | 0, 29, 42, 51 | 90.5 | 10 |
| 9–12 | 0.01 | 0.2 | 0, 29, 42, 51 | 90.5 | 10 |
| 13–16 | 0.02 | 0.05 | 0, 29, 42, 51 | 90.5 | 10 |
| 17–20 | 0.02 | 0.1 | 0, 29, 42, 51 | 90.5 | 10 |
| 21–24 | 0.02 | 0.2 | 0, 29, 42, 51 | 90.5 | 10 |
| 25–28 | 0.03 | 0.05 | 0, 29, 42, 51 | 90.5 | 10 |
| 29–32 | 0.03 | 0.1 | 0, 29, 42, 51 | 90.5 | 10 |
| 33–36 | 0.03 | 0.2 | 0, 29, 42, 51 | 90.5 | 10 |
| P = 0 Pa | P = 29 Pa | P = 42 Pa | P = 51 Pa | |
|---|---|---|---|---|
| No. 1 fz = 0.01 mm/z ae = 0.05 mm | 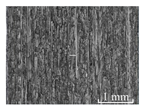 |  |  |  |
| No. 2 fz = 0.01 mm/z ae = 0.1 mm | 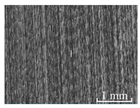 | 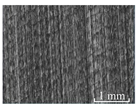 |  | 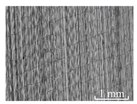 |
| No. 3 fz = 0.01 mm/z ae =0.2 mm | 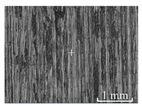 | 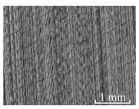 | 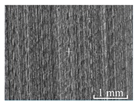 | 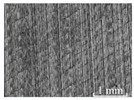 |
| No. 4 fz = 0.02 mm/z ae = 0.05 mm |  |  |  |  |
| No. 5 fz = 0.02 mm/z ae = 0.1 mm | 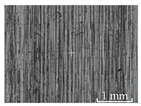 | 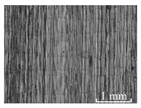 | 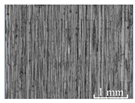 |  |
| No. 6 fz = 0.02 mm/z ae = 0.2 mm |  | 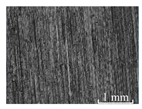 | 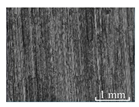 | 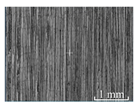 |
| No. 7 fz = 0.03 mm/z ae = 0.05 mm | 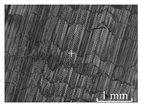 |  | 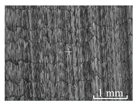 | 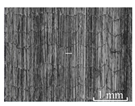 |
| No. 8 fz = 0.03 mm/z ae = 0.1 mm |  | 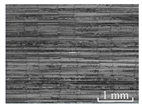 | 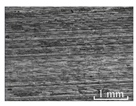 |  |
| No. 9 fz = 0.03 mm/z ae = 0.2 mm | 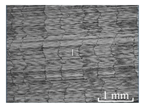 | 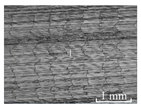 |  | 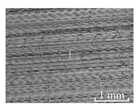 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, S.; Sun, Y.; Wang, F.; Gong, H. Investigation on the Surface Integrity of 40Cr Steel Machined by Rotary Ultrasonic Flank Milling. Micromachines 2024, 15, 189. https://doi.org/10.3390/mi15020189
Zhu S, Sun Y, Wang F, Gong H. Investigation on the Surface Integrity of 40Cr Steel Machined by Rotary Ultrasonic Flank Milling. Micromachines. 2024; 15(2):189. https://doi.org/10.3390/mi15020189
Chicago/Turabian StyleZhu, Shuaijun, Yijia Sun, Feng Wang, and Hu Gong. 2024. "Investigation on the Surface Integrity of 40Cr Steel Machined by Rotary Ultrasonic Flank Milling" Micromachines 15, no. 2: 189. https://doi.org/10.3390/mi15020189