
Single-Step Fabrication of Highly Tunable Blazed Gratings Using Triangular-Shaped Femtosecond Laser Pulses
 , , , , , ,
, , , , , ,
Abstract
:1. Introduction
2. Materials and Methods
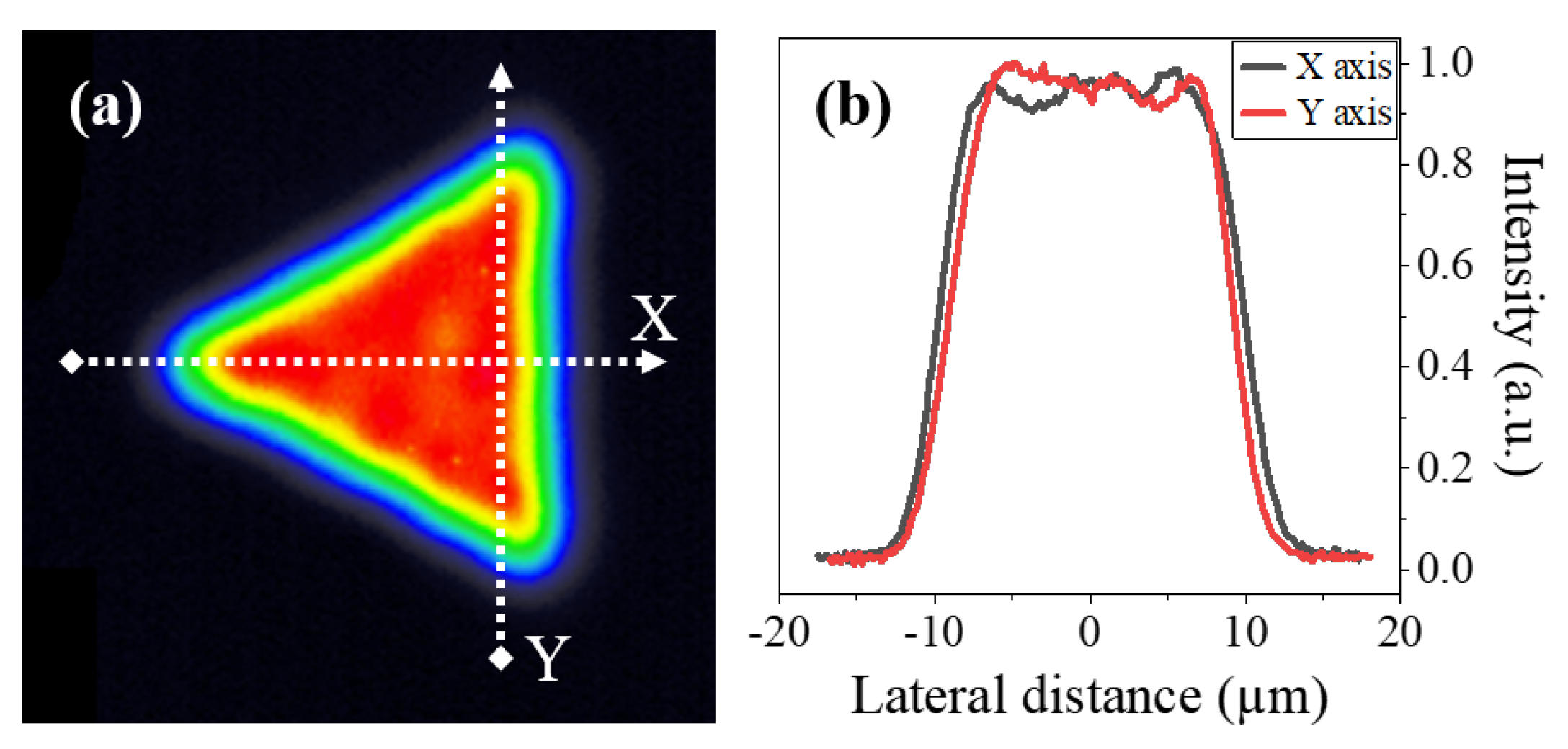
2.1. Ultrafast Pulse Laser Processing Setup
2.2. Writing Strategy
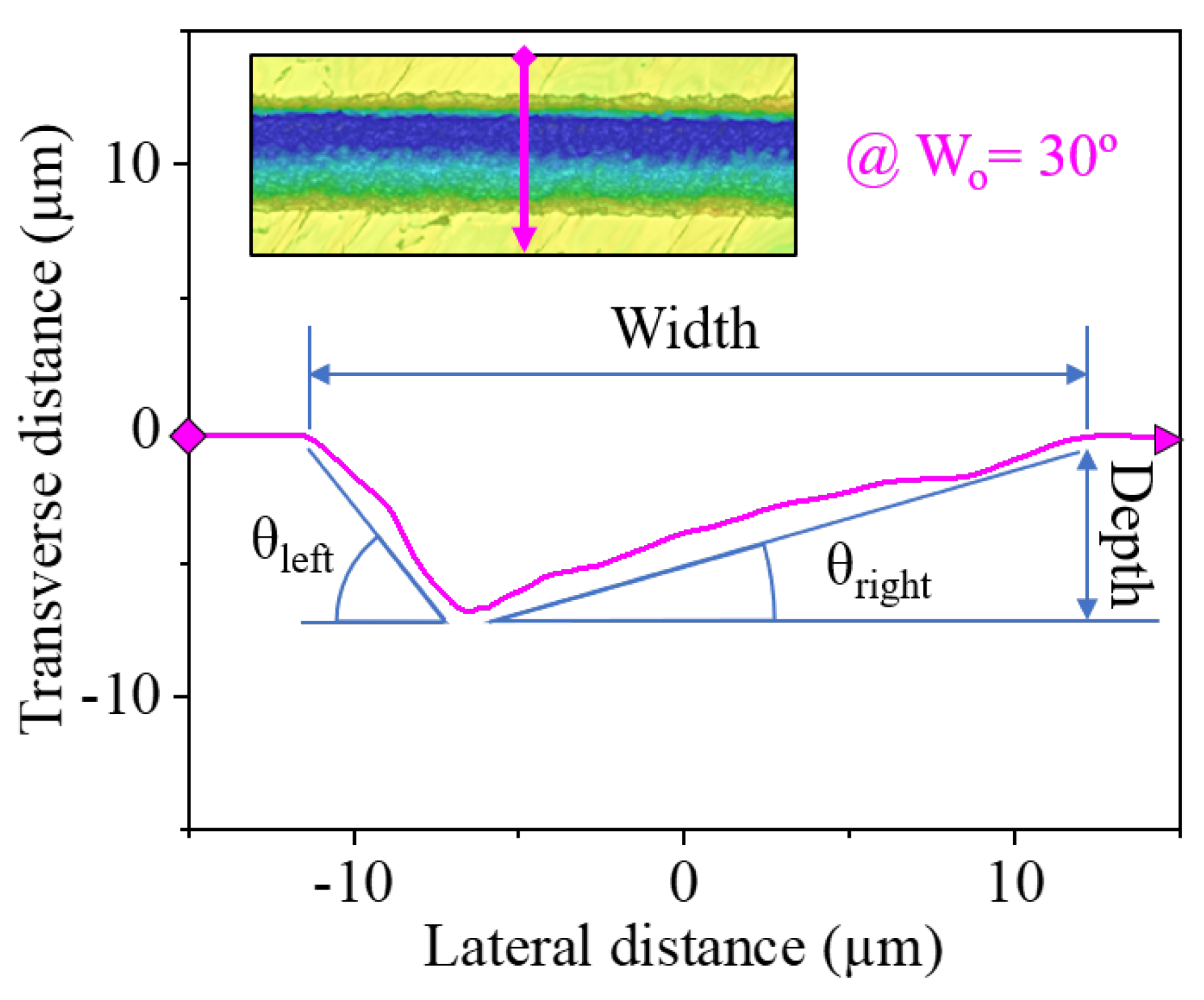
2.3. Morphological Characterization
2.4. Statistical Analysis
3. Results and Discussion
3.1. Influence of Experimental Parameters
3.1.1. On the Width of the Grooves
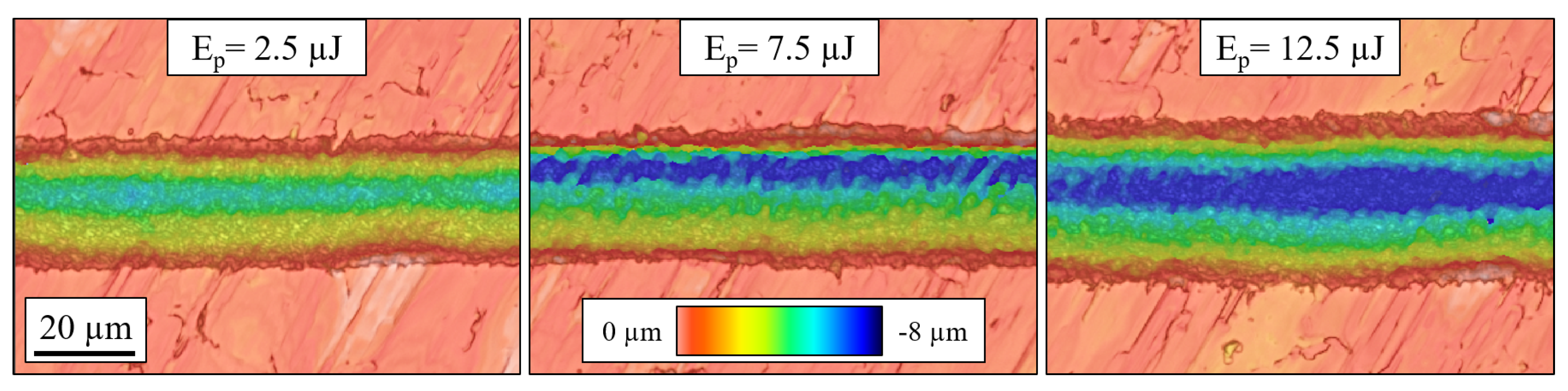
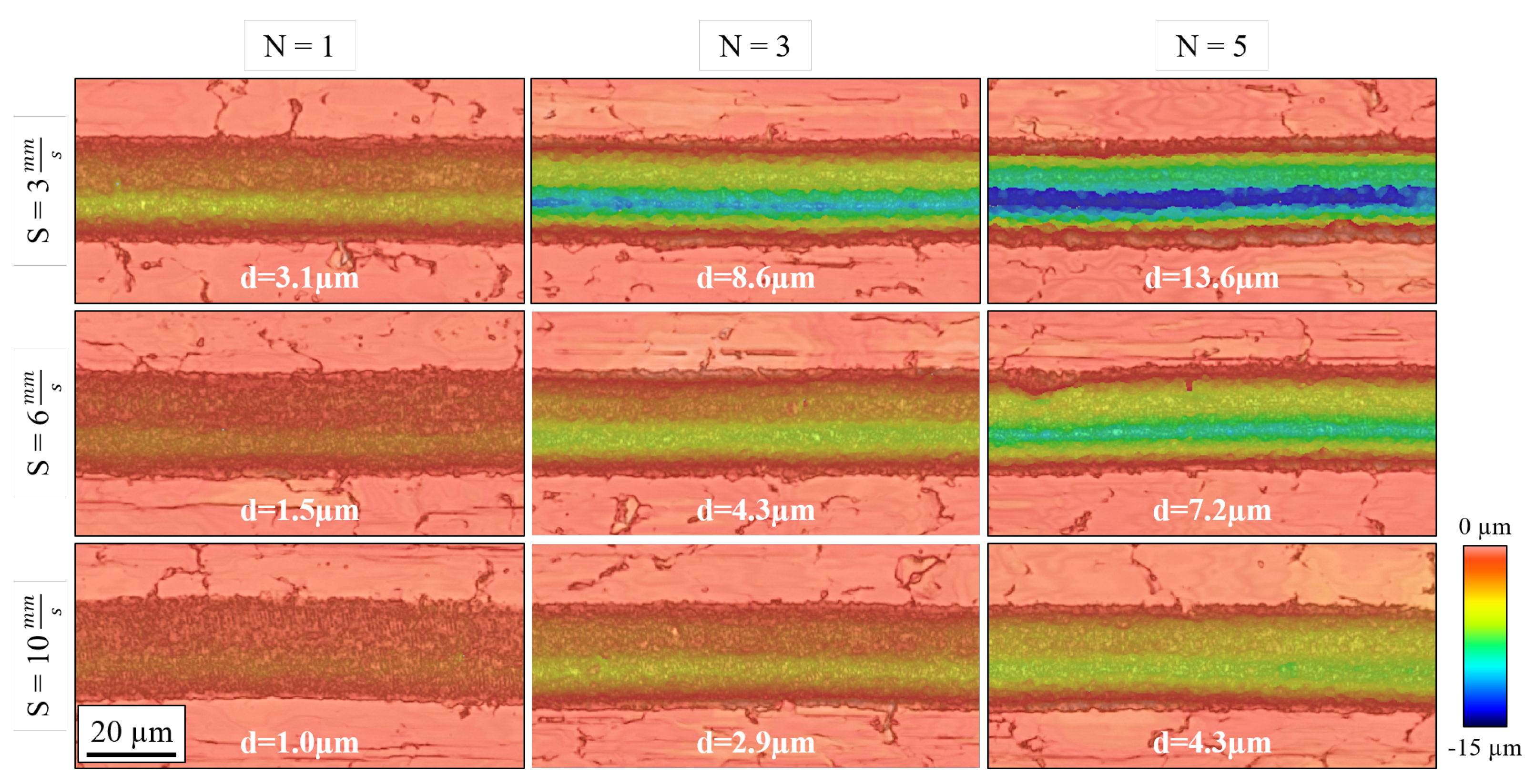
3.1.2. On the Depth of the Grooves
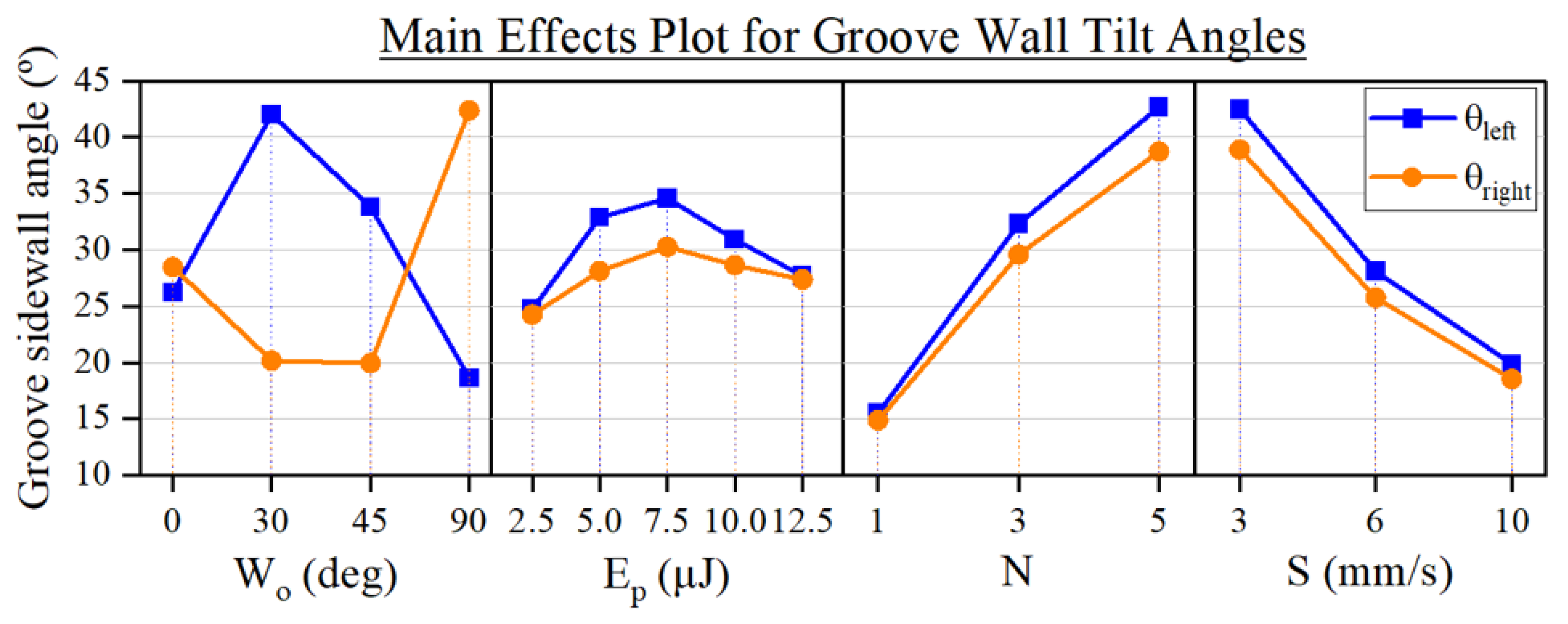
3.1.3. On the Tilt of the Grooves
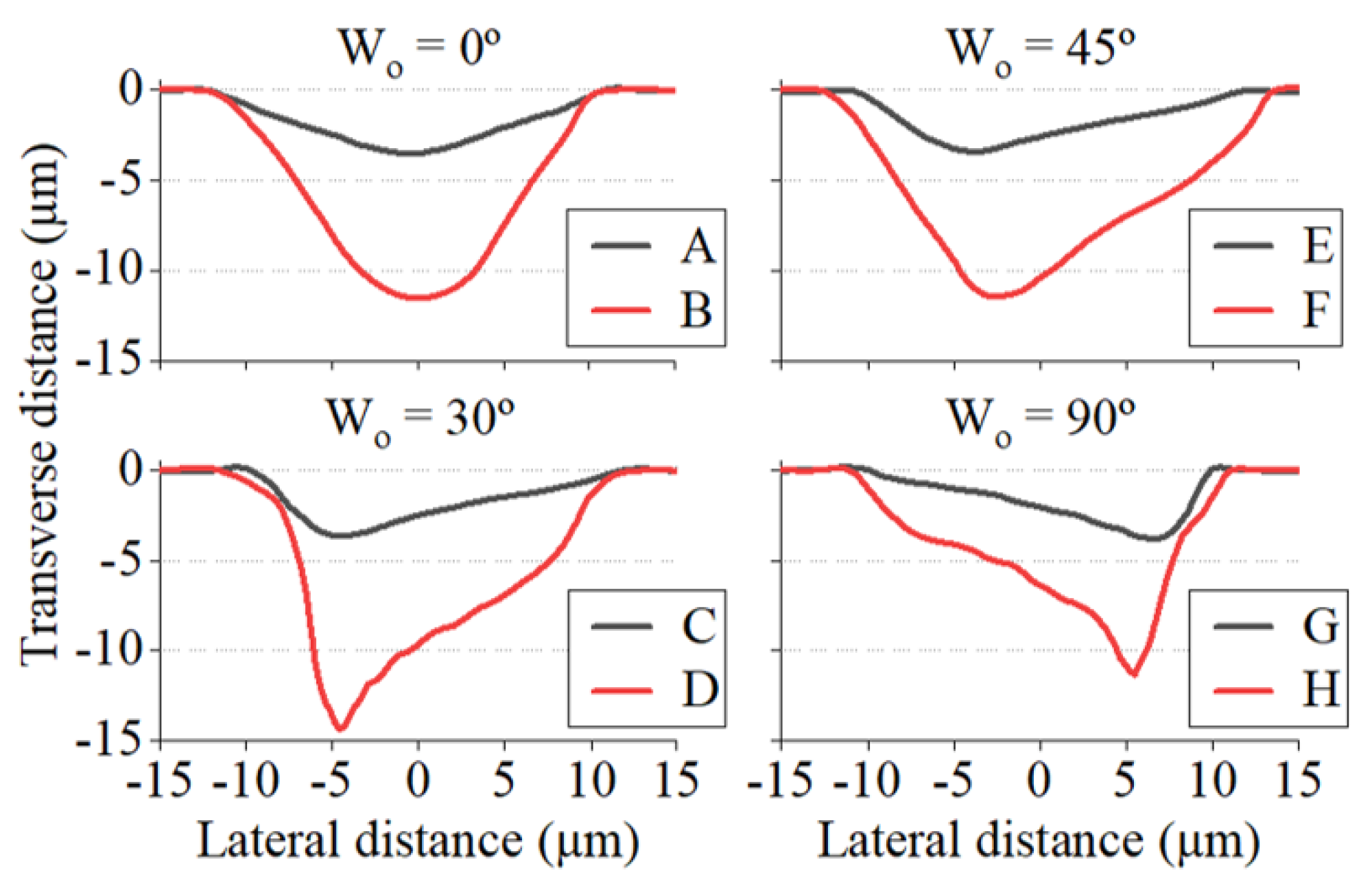
3.2. Versatility of the Fabrication Approach to Control the Geometry of the Grooves
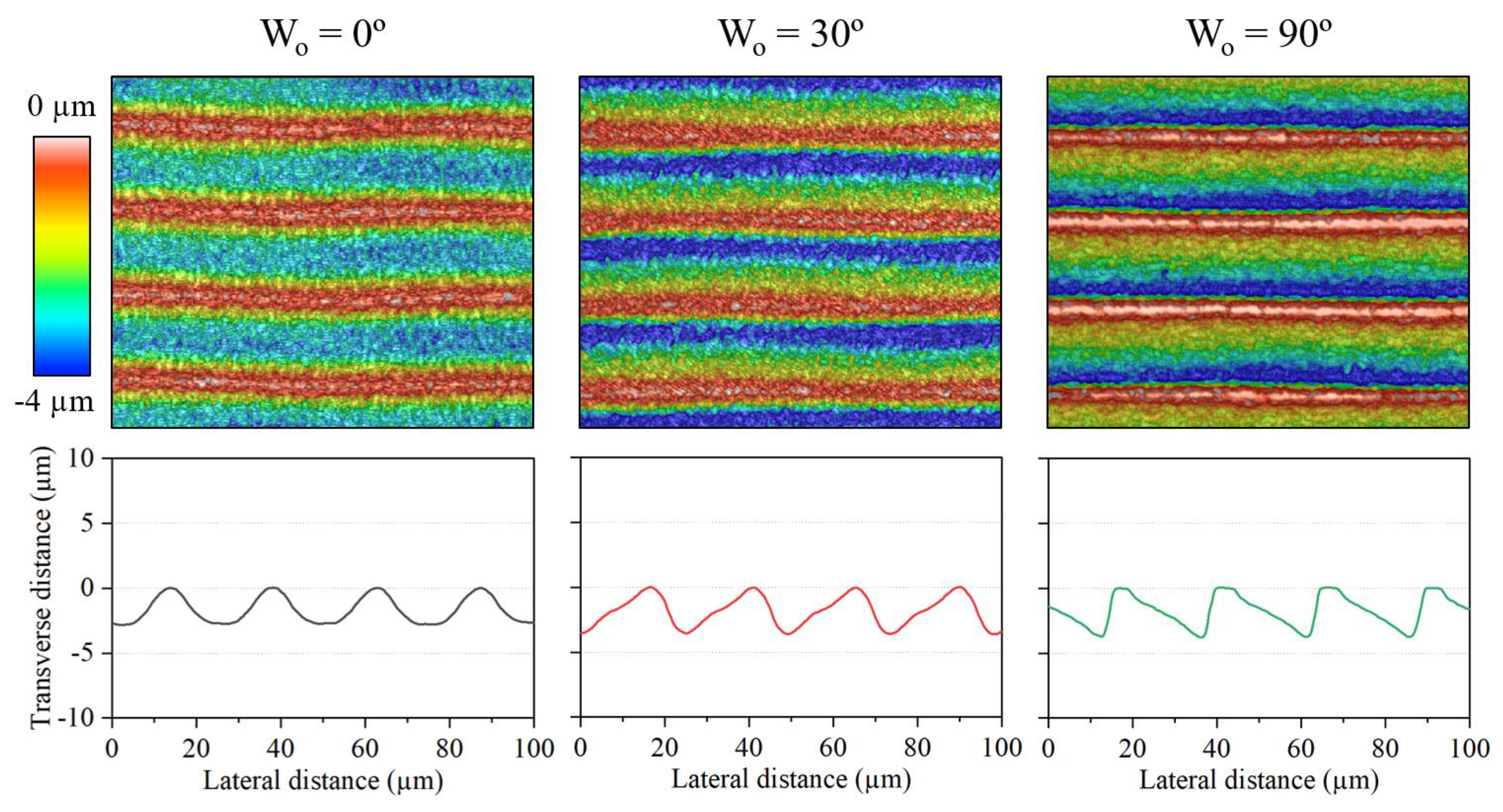
3.3. Fabrication of Blazed Gratings
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A. Modeling the Exposure of Triangular Flat-Top Beam Pulses

References
- Wen, K.H.; Yan, L.S.; Pan, W.; Luo, B.; Guo, Z.; Guo, Y.H.; Luo, X.G. Spectral Characteristics of Plasmonic Metal–Insulator–Metal Waveguides With a Tilted Groove. IEEE Photonics J. 2012, 4, 1794–1800. [Google Scholar]
- Schuh, J.K.; Ewoldt, R.H. Asymmetric surface textures decrease friction with Newtonian fluids in full film lubricated sliding contact. Tribol. Int. 2016, 97, 490–498. [Google Scholar] [CrossRef]
- Tewelde, F.B.; Zhou, T.; Zhou, J.; Guo, W.; Zhao, B.; Ge, X.; Wang, W.; Wang, X.; Wang, X. Asymmetric surface texturing for directional friction control under dry sliding condition. Tribol. Int. 2023, 181, 108321. [Google Scholar] [CrossRef]
- Loewen, E.G.; Nevière, M.; Maystre, D. Grating efficiency theory as it applies to blazed and holographic gratings. Appl. Opt. 1977, 16, 2711–2721. [Google Scholar] [CrossRef] [PubMed]
- Fujita, T.; Nishihara, H.; Koyama, J. Blazed gratings and Fresnel lenses fabricated by electron-beam lithography. Opt. Lett. 1982, 7, 578–580. [Google Scholar] [CrossRef] [PubMed]
- Sun, C.; Wang, Z.; Wang, X.; Liu, J. A surface design for enhancement of light trapping efficiencies in thin film silicon solar cells. Plasmonics 2016, 11, 1003–1010. [Google Scholar] [CrossRef]
- Aho, T.; Guina, M.; Elsehrawy, F.; Cappelluti, F.; Raappana, M.; Tukiainen, A.; Alam, A.B.M.K.; Vartiainen, I.; Kuittinen, M.; Niemi, T. Comparison of metal/polymer back reflectors with half-sphere, blazed, and pyramid gratings for light trapping in III-V solar cells. Opt. Express 2018, 26, A331–A340. [Google Scholar] [CrossRef] [PubMed]
- Mouroulis, P.; Hartley, F.T.; Wilson, D.W.; White, V.E.; Shori, A.; Nguyen, S.; Zhang, M.; Feldman, M. Blazed grating fabrication through gray-scale X-ray lithography. Opt. Express 2003, 11, 270–281. [Google Scholar] [CrossRef] [PubMed]
- Miles, D.M.; McCoy, J.A.; McEntaffer, R.L.; Eichfeld, C.M.; Lavallee, G.; Labella, M.; Drawl, W.; Liu, B.; DeRoo, C.T.; Steiner, T. Fabrication and Diffraction Efficiency of a Large-format, Replicated X-Ray Reflection Grating. Astrophys. J. 2018, 869, 95. [Google Scholar] [CrossRef]
- Thomae, D.; Hönle, T.; Kraus, M.; Bagusat, V.; Deparnay, A.; Brüning, R.; Brunner, R. Compact echelle spectrometer employing a cross-grating. Appl. Opt. 2018, 57, 7109–7116. [Google Scholar] [CrossRef]
- Shcheglov, A.; Nie, Y.; Thienpont, H.; Ottevaere, H. Miniaturized two-channel broadband spectrometer based on variable-spacing concave blazed gratings. J. Opt. Microsyst. 2023, 3, 024501. [Google Scholar] [CrossRef]
- Mattelin, M.A.; Radosavljevic, A.; Missinne, J.; Cuypers, D.; Steenberge, G.V. Design and fabrication of blazed gratings for a waveguide-type head mounted display. Opt. Express 2020, 28, 11175–11190. [Google Scholar] [CrossRef] [PubMed]
- Zhou, T.; He, Y.; Wang, T.; Dong, X.; Liu, P.; Zhao, W.; Hu, Y.; Yan, J. Algorithm of micro-grooving and imaging processing for the generation of high-resolution structural color images. Nanomanuf. Metrol. 2020, 3, 187–198. [Google Scholar] [CrossRef]
- Kita, T.; Harada, T. Ruling engine using a piezoelectric device for large and high-groove density gratings. Appl. Opt. 1992, 31, 1399–1406. [Google Scholar] [CrossRef]
- Tan, N.Y.J.; Zhou, G.; Liu, K.; Kumar, A.S. Diamond shaping of blazed gratings on freeform surfaces. Precis. Eng. 2021, 72, 899–911. [Google Scholar] [CrossRef]
- Laakkonen, P.; Lautanen, J.; Kettunen, V.; Turunen, J.; Schirmer, M. Multilevel diffractive elements in SiO2 by electron beam lithography and proportional etching with analogue negative resist. J. Mod. Opt. 1999, 46, 1295–1307. [Google Scholar] [CrossRef]
- Jonsson, J.C.; Nikolajeff, F. Optical properties of injection molded subwavelength gratings. Opt. Express 2004, 12, 1924–1931. [Google Scholar] [CrossRef]
- Voronov, D.L.; Lum, P.; Naulleau, P.; Gullikson, E.M.; Fedorov, A.V.; Padmore, H.A. X-ray diffraction gratings: Precise control of ultra-low blaze angle via anisotropic wet etching. Appl. Phys. Lett. 2016, 109, 043112. [Google Scholar] [CrossRef]
- Nie, Q.; Xie, Y.; Chang, F. MEMS blazed gratings fabricated using anisotropic etching and oxidation sharpening. AIP Adv. 2020, 10, 065216. [Google Scholar] [CrossRef]
- Voronov, D.L.; Park, S.; Gullikson, E.M.; Salmassi, F.; Padmore, H.A. Advanced low blaze angle x-ray gratings via nanoimprint replication and plasma etch. Opt. Express 2023, 31, 26724–26734. [Google Scholar] [CrossRef]
- Lee, C.; Kuriyagawa, T.; Woo, D.K.; Lee, S.K. Optimizing the fabrication process of a high-efficiency blazed grating through diamond scribing and molding. J. Micromech. Microeng. 2010, 20, 055028. [Google Scholar] [CrossRef]
- Holthusen, A.K.; Riemer, O.; Schmütz, J.; Meier, A. Mold machining and injection molding of diffractive microstructures. J. Manuf. Process. 2017, 26, 290–294. [Google Scholar] [CrossRef]
- Piqué, A.; Auyeung, R.C.; Kim, H.; Charipar, N.A.; Mathews, S.A. Laser 3D micro-manufacturing. J. Phys. D Appl. Phys. 2016, 49, 223001. [Google Scholar] [CrossRef]
- Grushina, A. Direct-write grayscale lithography. Adv. Opt. Technol. 2019, 8, 163–169. [Google Scholar] [CrossRef]
- Toros, A.; Restori, N.; Kiss, M.; Scharf, T.; Quack, N. Single crystal diamond blazed diffraction gratings and Fresnel microlens arrays with improved optical performance by high-resolution 3D laser lithography and pattern transfer by dry etching. OSA Contin. 2019, 2, 3374–3380. [Google Scholar] [CrossRef]
- Liu, X.Q.; Cheng, R.; Zheng, J.X.; Yang, S.N.; Wang, B.X.; Bai, B.F.; Chen, Q.D.; Sun, H.B. Wear-resistant blazed gratings fabricated by etching-assisted femtosecond laser lithography. J. Light. Technol. 2021, 39, 4690–4694. [Google Scholar] [CrossRef]
- Alamri, S.; El-Khoury, M.; Aguilar-Morales, A.I.; Storm, S.; Kunze, T.; Lasagni, A.F. Fabrication of inclined non-symmetrical periodic micro-structures using Direct Laser Interference Patterning. Sci. Rep. 2019, 9, 5455. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhai, J.; Sun, Z.; Xu, J. Controlling the sidewall verticality of a CVD diamond in Gaussian laser grooving. Opt. Express 2022, 30, 34159–34171. [Google Scholar] [CrossRef] [PubMed]
- Liu, D.; Wang, Y.; Zhai, Z.; Fang, Z.; Tao, Q.; Perrie, W.; Edwarson, S.P.; Dearden, G. Dynamic laser beam shaping for material processing using hybrid holograms. Opt. Laser Technol. 2018, 102, 68–73. [Google Scholar] [CrossRef]
- Bruening, S.; Du, K.; Jarczynski, M.; Gillner, A. High-throughput micromachining with ultrashort pulsed lasers and multiple spots. J. Laser Appl. 2019, 32, 012003. [Google Scholar] [CrossRef]
- Courvoisier, F.; Stoian, R.; Couairon, A. [INVITED] Ultrafast laser micro- and nano-processing with nondiffracting and curved beams: Invited paper for the section: Hot topics in Ultrafast Lasers. Opt. Laser Technol. 2016, 80, 125–137. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Manna, I. Laser material processing. Int. Mater. Rev. 2011, 56, 341–388. [Google Scholar] [CrossRef]
- Boillot, P.; Peultier, J. Use of Stainless Steels in the Industry: Recent and Future Developments. Procedia Eng. 2014, 83, 309–321. [Google Scholar] [CrossRef]
- Javier Salgado-Remacha, F.; Jose Torcal-Milla, F.; Miguel Sanchez-Brea, L.; Bernabeu, E. Use of steel substrates in diffractive optics: Near field of high surface quality steel tape gratings. Opt. Lasers Eng. 2011, 49, 356–360. [Google Scholar] [CrossRef]
- Ye, G.; Liu, H.; Yan, J.; Ban, Y.; Fan, S.; Shi, Y.; Yin, L. Fabrication of high edge-definition steel-tape gratings for optical encoders. Rev. Sci. Instrum. 2017, 88, 105006. [Google Scholar] [CrossRef] [PubMed]
- Homburg, O.; Mitra, T. Gaussian-to-top-hat beam shaping: An overview of parameters, methods, and applications. In Proceedings of the Laser Resonators, Microresonators, and Beam Control XIV, San Francisco, CA, USA, 22–25 January 2012; Kudryashov, A.V., Paxton, A.H., Ilchenko, V.S., Eds.; International Society for Optics and Photonics, SPIE: San Francisco, CA, USA, 2012; Volume 8236, p. 82360A. [Google Scholar]
- Rung, S.; Rexhepi, M.; Bischoff, C.; Hellmann, R. Laserscribing of Thin Films Using Top-Hat Laser Beam Profiles. J. Laser Micro Nanoeng. 2013, 8, 309–314. [Google Scholar] [CrossRef]
- Chaja, M.; Kramer, T.; Neuenschwander, B. Influence of laser spot size and shape on ablation efficiency using ultrashort pulse laser system. Procedia CIRP 2018, 74, 300–304. [Google Scholar] [CrossRef]
- Lauer, B.; Jaeggi, B.; Zhang, Y.; Neuenschwander, B. Measurement of the maximum specific removal rate: Unexpected influence of the experimental method and the spot size. In Proceedings of the ICALEO, Atlanta, GA, USA, 18–22 October 2015; Laser Institute of America: Orlando, FL, USA, 2015; pp. 146–154. [Google Scholar]
- Crawford, T.; Borowiec, A.; Haugen, H. Femtosecond laser micromachining of grooves in silicon with 800 nm pulses. Appl. Phys. A 2005, 80, 1717–1724. [Google Scholar] [CrossRef]
- Rodríguez, A.; Arriola, A.; Tavera, T.; Pérez, N.; Olaizola, S.M. Enhanced depth control of ultrafast laser micromachining of microchannels in soda-lime glass. Microelectron. Eng. 2012, 98, 672–675. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, Q.; Shimada, K.; Liu, P.; He, Y.; Hu, Y.; Wang, X.; Zhou, T.; Mizutani, M. High-precision and high-efficiency fabrication of blazed grating by ultrasonic-assisted ultraprecision planing. J. Mater. Process. Technol. 2023, 311, 117802. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Writing Orientation, [°] | Pulse Energy, [µJ] | Number of Laser Passes, N | Processing Speed, S [mm/s] |
|---|---|---|---|
| 0; 30; 45; 90 | 2.5; 5.0; 7.5; 10; 12.5 | 1; 3; 5 | 3; 6; 10 |
| Condition | Depth [µm] | [°] | [°] | Width [µm] | [°] | [µJ] | N | S [mm/s] | |
|---|---|---|---|---|---|---|---|---|---|
| A | 3.6 | 1.0 | 19.0 | 19.3 | 24.6 | 0 | 5.0 | 1 | 3.0 |
| B | 11.5 | 0.9 | 52.8 | 56.7 | 24.9 | 0 | 2.5 | 5 | 3.0 |
| C | 3.8 | 3.2 | 41.2 | 12.9 | 23.4 | 30 | 5.0 | 1 | 3.0 |
| D | 14.4 | 1.9 | 79.0 | 40.7 | 24.8 | 30 | 7.5 | 5 | 3.0 |
| E | 3.3 | 2.6 | 31.5 | 12.3 | 23.4 | 45 | 5.0 | 1 | 3.0 |
| F | 11.9 | 1.4 | 53.9 | 38.2 | 26.9 | 45 | 10.0 | 3 | 3.0 |
| G | 3.9 | 0.2 | 13.1 | 57.7 | 21.5 | 90 | 5.0 | 1 | 3.0 |
| H | 11.3 | 0.5 | 34.7 | 64.6 | 23.3 | 90 | 7.5 | 3 | 3.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fantova, J.; Rodríguez, A.; Omeñaca, L.; Beldarrain, O.; Mandayo, G.G.; Olaizola, S.M.; Lens, J.; Gomez-Aranzadi, M. Single-Step Fabrication of Highly Tunable Blazed Gratings Using Triangular-Shaped Femtosecond Laser Pulses. Micromachines 2024, 15, 711. https://doi.org/10.3390/mi15060711
Fantova J, Rodríguez A, Omeñaca L, Beldarrain O, Mandayo GG, Olaizola SM, Lens J, Gomez-Aranzadi M. Single-Step Fabrication of Highly Tunable Blazed Gratings Using Triangular-Shaped Femtosecond Laser Pulses. Micromachines. 2024; 15(6):711. https://doi.org/10.3390/mi15060711
Chicago/Turabian StyleFantova, Jorge, Ainara Rodríguez, Luis Omeñaca, Oihane Beldarrain, Gemma G. Mandayo, Santiago M. Olaizola, José Lens, and Mikel Gomez-Aranzadi. 2024. "Single-Step Fabrication of Highly Tunable Blazed Gratings Using Triangular-Shaped Femtosecond Laser Pulses" Micromachines 15, no. 6: 711. https://doi.org/10.3390/mi15060711