
A Rapid Fabrication Method of Large-Area MLAs with Variable Curvature for Retroreflectors Based on Thermal Reflow

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lundvall, A.; Nikolajeff, F.; Lindstrom, T. High Performing Micromachined Retroreflector. Opt. Express 2003, 11, 2459–2473. [Google Scholar] [CrossRef]
- Saleh, R.; Fleyeh, H.; Alam, M. An Analysis of the Factors Influencing the Retroreflectivity Performance of In-Service Road Traffic Signs. Appl. Sci. 2022, 12, 2413. [Google Scholar] [CrossRef]
- Balali, V.; Sadeghi, M.A.; Golparvar-Fard, M. Image-Based Retro-Reflectivity Measurement of Traffic Signs in Day Time. Adv. Eng. Inform. 2015, 29, 1028–1040. [Google Scholar] [CrossRef]
- Lan, T.T.; Kanitpong, K.; Tomiyama, K.; Kawamura, A.; Nakatsuji, T. Effectiveness of Retro-Reflective Tape at the Rear of Heavy Trucks to Increase Visibility and Reduce Rear-End Collisions. IATSS Res. 2019, 43, 176–184. [Google Scholar] [CrossRef]
- Han, X.; Wang, R.; Wang, L.; Su, W. Research on Measurement Accuracy of Vehicle-Mounted Marking Retroreflective Measuring Instrument. In Proceedings of the 2021 4th International Symposium on Traffic Transportation and Civil Architecture (ISTTCA), Suzhou, China, 12–14 November 2021; pp. 51–54. [Google Scholar]
- Chen, H.; Tang, L.; Zhang, S.; Song, H.; Shi, Z. Effects of Incident Beam Deviation from the Center of a Cat’s Eye Retro-Reflector on the Measurement Accuracy of a Laser Tracing System. Opt. Lasers Eng. 2021, 137, 106387. [Google Scholar] [CrossRef]
- Turyshev, S.G.; Williams, J.G.; Folkner, W.M.; Gutt, G.M.; Baran, R.T.; Hein, R.C.; Somawardhana, R.P.; Lipa, J.A.; Wang, S. Corner-Cube Retro-Reflector Instrument for Advanced Lunar Laser Ranging. Exp. Astron. 2013, 36, 105–135. [Google Scholar] [CrossRef]
- Goetz, P.G.; Rabinovich, W.S.; Mahon, R.; Murphy, J.L.; Ferraro, M.S.; Suite, M.R.; Smith, W.R.; Burris, H.R.; Moore, C.I.; Schultz, W.W. Modulating Retro-Reflector Lasercom Systems for Small Unmanned Vehicles. IEEE J. Sel. Areas Commun. 2012, 30, 986–992. [Google Scholar] [CrossRef]
- Moon, H.-J.; Chae, C.-B.; Alouini, M.-S. Performance Analysis of Passive Retro-Reflector Based Tracking in Free-Space Optical Communications with Pointing Errors. IEEE Trans. Veh. Technol. 2023, 72, 10982–10987. [Google Scholar] [CrossRef]
- Tian, J.; Guo, T.; He, N.; Du, J.; Huang, Q.; Hong, X.; Fei, C.; Wang, Y.; Zhang, T.; Zhang, J.; et al. Wide-Field-of-View Modulating Retro-Reflector System Based on a Telecentric Lens for High-Speed Free-Space Optical Communication. IEEE Photonics J. 2023, 15, 1–8. [Google Scholar]
- Qin, Y.; Xu, Z.; Wang, J.; Li, J.; Xie, M.; Zhao, J.; Qi, A. Performance Analysis of Modulating Retro-Reflector Optical Communication System Based on an Airy Beam. J. Mod. Opt. 2023, 70, 435–442. [Google Scholar] [CrossRef]
- Hussein, S.; Hamilton, B.; Tutunea-Fatan, O.R.; Bordatchev, E. Novel Retroreflective Micro-Optical Structure for Automotive Lighting Applications. SAE Int. J. Passeng. Cars-Mech. Syst. 2016, 9, 497–506. [Google Scholar] [CrossRef]
- Solanki, R.S.; Khurana, V. Studies on Retro-Reflection for Optical Target Detection. J. Opt. 2023, 53, 336–341. [Google Scholar] [CrossRef]
- Goetz, P.G.; Rabinovich, W.S.; Mahon, R.; Ferraro, M.S.; Murphy, J.L.; Burris, H.R.; Stell, M.F.; Moore, C.I.; Suite, M.R.; Freeman, W. Modulating Retro-Reflector Devices and Current Link Performance at the Naval Research Laboratory. In Proceedings of the MILCOM 2007-IEEE Military Communications Conference, Orlando, FL, USA, 29–31 October 2007; pp. 1–7. [Google Scholar]
- Egidi, A. Review of Main Optical Retroreflectors. Ist. Naz. Ric. Metrol. Turin Italy Tech. Rep. RT 2018, 31, 2018. [Google Scholar]
- Chan, T.K.; Ford, J.E. Retroreflecting Optical Modulator Using an MEMS Deformable Micromirror Array. J. Light. Technol. 2006, 24, 516–525. [Google Scholar] [CrossRef]
- Chu, G.; Chen, F.; Zhao, B.; Zhang, X.; Zussman, E.; Rojas, O.J. Self-assembled Nanorods and Microspheres for Functional Photonics: Retroreflector Meets Microlens Array. Adv. Opt. Mater. 2021, 9, 2002258. [Google Scholar] [CrossRef]
- Tian, L.-L.; Chu, F.; Zhao, W.-X.; Li, L.; Wang, Q.-H. Fast Responsive 2D/3D Switchable Display Using a Liquid Crystal Microlens Array. Opt. Lett. 2021, 46, 5870–5873. [Google Scholar] [CrossRef]
- Ratcliff, J.; Supikov, A.; Alfaro, S.; Azuma, R. ThinVR: Heterogeneous Microlens Arrays for Compact, 180 Degree FOV VR near-Eye Displays. IEEE Trans. Vis. Comput. Graph. 2020, 26, 1981–1990. [Google Scholar] [CrossRef]
- Zhou, X.; Peng, Y.; Peng, R.; Zeng, X.; Zhang, Y.; Guo, T. Fabrication of Large-Scale Microlens Arrays Based on Screen Printing for Integral Imaging 3D Display. ACS Appl. Mater. Interfaces 2016, 8, 24248–24255. [Google Scholar] [CrossRef]
- Heo, D.; Kim, B.; Lim, S.; Moon, W.; Lee, D.; Hahn, J. Large Field-of-View Microlens Array with Low Crosstalk and Uniform Angular Resolution for Tabletop Integral Imaging Display. J. Inf. Disp. 2023, 24, 81–92. [Google Scholar] [CrossRef]
- Zhao, N.-Q.; Liu, J.; Zhao, Z.-F. High Performance Integral Imaging 3D Display Using Quarter-Overlapped Microlens Arrays. Opt. Lett. 2021, 46, 4240–4243. [Google Scholar] [CrossRef] [PubMed]
- Xu, M.; Xue, Y.; Li, J.; Zhang, L.; Lu, H.; Wang, Z. Large-Area and Rapid Fabrication of a Microlens Array on a Flexible Substrate for an Integral Imaging 3D Display. ACS Appl. Mater. Interfaces 2023, 15, 10219–10227. [Google Scholar] [CrossRef] [PubMed]
- Hao, J.; Gao, Y.; Dong, C.; Meng, Z.; Chen, G. The Design of a Fiber-Coupling Micro-Lens Array for an M × N Wavelength-Selective Switch. Micromachines 2024, 15, 307. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Geng, C.; Li, F.; Li, X.; Zuo, J.; Jiang, J.; Li, B.; Li, X. High-Resolution Beam Scanning Technique with Microlens Array and Adaptive Fiber-Optics Collimator. Opt. Express 2021, 29, 359–367. [Google Scholar] [CrossRef] [PubMed]
- Ko, C.-H.; Lin, C.-H.; Tsai, B.-C.; Shih, H.-H.; Wu, C.-T.; Chao, Y.-L.; Chou, Y.-K.; Chu, C.-H.; Chiou, Y.-T.; Chen, R. Development of Microlens Arrays for High-Speed Optical Communication. In Proceedings of the Micro-Optics: Fabrication, Packaging, and Integration, Strasbourg, France, 29–30 April 2004; SPIE: Bellingham, WA, USA, 2004; Volume 5454, pp. 121–128. [Google Scholar]
- Zhao, Z.; Liang, Y. Cutting Force and Energy Modelling in Ultra-Precision Machining of Micro-Structures. In Fabrication of Micro/Nano Structures via Precision Machining: Modelling, Processing and Evaluation; Springer: Singapore, 2023; pp. 129–161. [Google Scholar]
- Wang, S.; Kong, L.; Wang, C.; Cheung, C. Ultra-Precision Manufacturing of Microlens Arrays Using an Optimum Machining Process Chain. Opt. Express 2023, 31, 2234–2247. [Google Scholar] [CrossRef] [PubMed]
- Kwok, T.C.; Cheung, C.F.; Kong, L.B.; To, S.; Lee, W.B. Analysis of Surface Generation in Ultra-Precision Machining with a Fast Tool Servo. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1351–1367. [Google Scholar] [CrossRef]
- Li, D.; Wang, B.; Qiao, Z.; Jiang, X. Ultraprecision Machining of Microlens Arrays with Integrated On-Machine Surface Metrology. Opt. Express 2019, 27, 212–224. [Google Scholar] [CrossRef] [PubMed]
- Nam, M.; Oh, H.; Kim, G.; Yang, S.; Lee, K. Development of a Microlens Array (MLA) for Maskless Photolithography Application. In Proceedings of the Reliability, Packaging, Testing, and Characterization of MEMS/MOEMS and Nanodevices IX, San Francisco, CA, USA, 25–26 January 2010; SPIE: Bellingham, WA, USA, 2010; Volume 7592, pp. 248–255. [Google Scholar]
- Huang, K.-Y.; Chang, K.-P.; Chang, Y.-P.; Liu, C.-N.; Cheng, W.-H. Microlens Array Device for Laser Light Shaping in Laser Scanning Smart Headlights. Opt. Express 2023, 31, 25307–25317. [Google Scholar] [CrossRef] [PubMed]
- Oh, H.; Kim, G.; Seo, H.; Song, Y.; Lee, K.; Yang, S.S. Fabrication of Micro-Lens Array Using Quartz Wet Etching and Polymer. Sens. Actuators Phys. 2010, 164, 161–167. [Google Scholar] [CrossRef]
- Zhang, Q.; Schambach, M.; Schlisske, S.; Jin, Q.; Mertens, A.; Rainer, C.; Hernandez-Sosa, G.; Heizmann, M.; Lemmer, U. Fabrication of Microlens Arrays with High Quality and High Fill Factor by Inkjet Printing. Adv. Opt. Mater. 2022, 10, 2200677. [Google Scholar] [CrossRef]
- Luo, Y.; Wang, L.; Ding, Y.; Wei, H.; Hao, X.; Wang, D.; Dai, Y.; Shi, J. Direct Fabrication of Microlens Arrays with High Numerical Aperture by Ink-Jetting on Nanotextured Surface. Appl. Surf. Sci. 2013, 279, 36–40. [Google Scholar] [CrossRef]
- Liu, Z.; Hu, G.; Ye, H.; Wei, M.; Guo, Z.; Chen, K.; Liu, C.; Tang, B.; Zhou, G. Mold-Free Self-Assembled Scalable Microlens Arrays with Ultrasmooth Surface and Record-High Resolution. Light Sci. Appl. 2023, 12, 143. [Google Scholar] [CrossRef] [PubMed]
- Ding, H.; Yue, Y.; Han, C.; Chen, S. Self-Assembly Three-Dimensional Optical Devices: From Microsphere to Microlens Array. Opt. Lett. 2018, 43, 2619–2622. [Google Scholar] [CrossRef] [PubMed]
- Peng, L.; Sheng, B.; Wang, D.; Shi, J.; Ni, Z.; Huang, Y. Soft Mold of Microlens Arrays Fabricated by Surface Self-Assembly. Opt. Mater. 2020, 99, 109602. [Google Scholar] [CrossRef]
- Xu, R.; Zhou, T.; Cheung, R. Fabrication of SiC Concave Microlens Array Mold Based on Microspheres Self-Assembly. Microelectron. Eng. 2021, 236, 111481. [Google Scholar] [CrossRef]
- Guo, R.; Xiao, S.; Zhai, X.; Li, J.; Xia, A.; Huang, W. Micro Lens Fabrication by Means of Femtosecond Two Photon Photopolymerization. Opt. Express 2006, 14, 810. [Google Scholar] [CrossRef]
- He, Z.; Lee, Y.-H.; Chanda, D.; Wu, S.-T. Adaptive Liquid Crystal Microlens Array Enabled by Two-Photon Polymerization. Opt. Express 2018, 26, 21184. [Google Scholar] [CrossRef]
- Chou, S.Y.; Krauss, P.R.; Zhang, W.; Guo, L.; Zhuang, L. Sub-10 Nm Imprint Lithography and Applications. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 1997, 15, 2897–2904. [Google Scholar] [CrossRef]
- Resnick, D.J.; Iwasa, J. Nanoimprint Lithography and a Perspective on Cost of Ownership. In Proceedings of the Photomask Technology 2018, Monterey, CA, USA, 17–19 September 2018; SPIE: Bellingham, WA, USA, 2018; Volume 10810, pp. 53–59. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
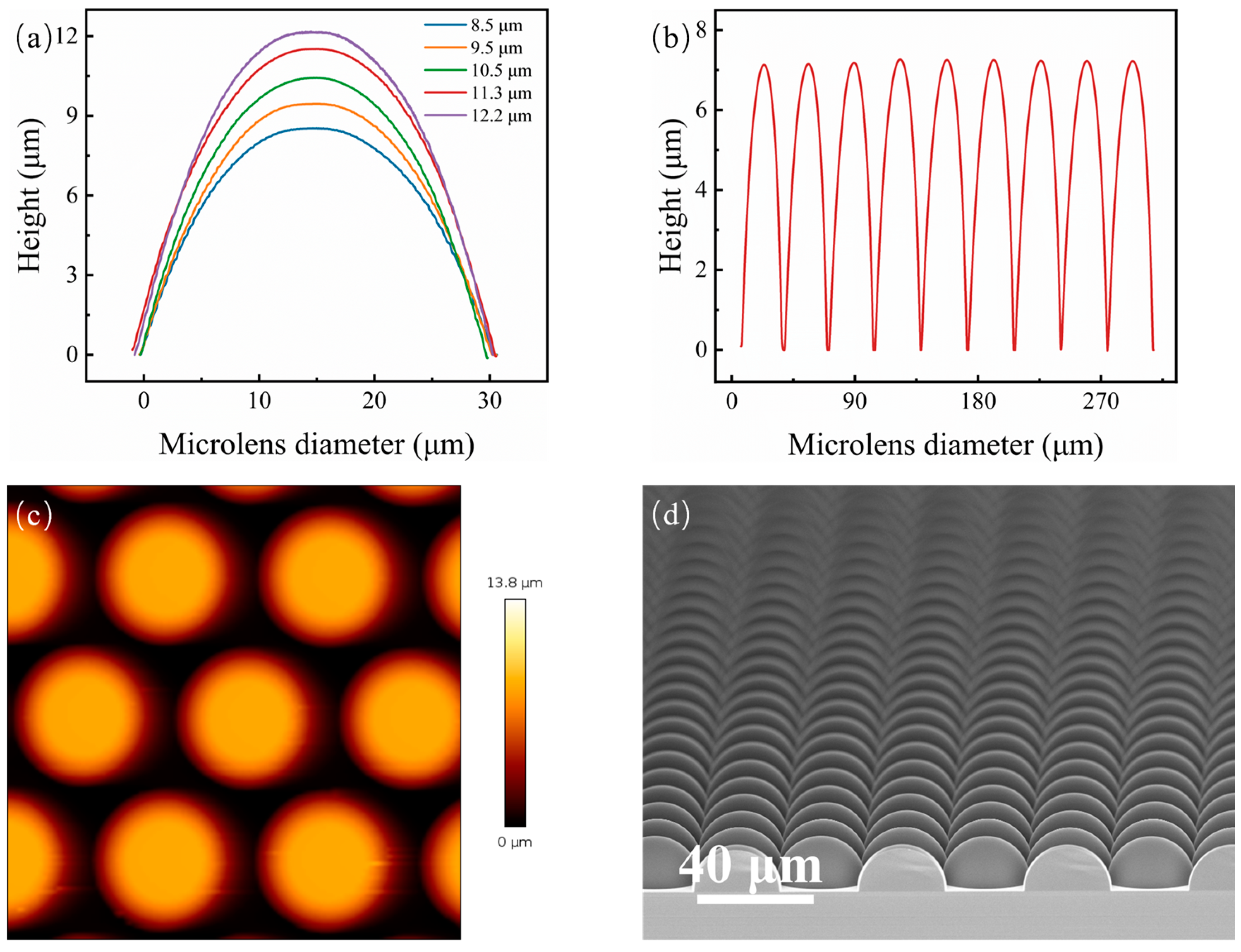
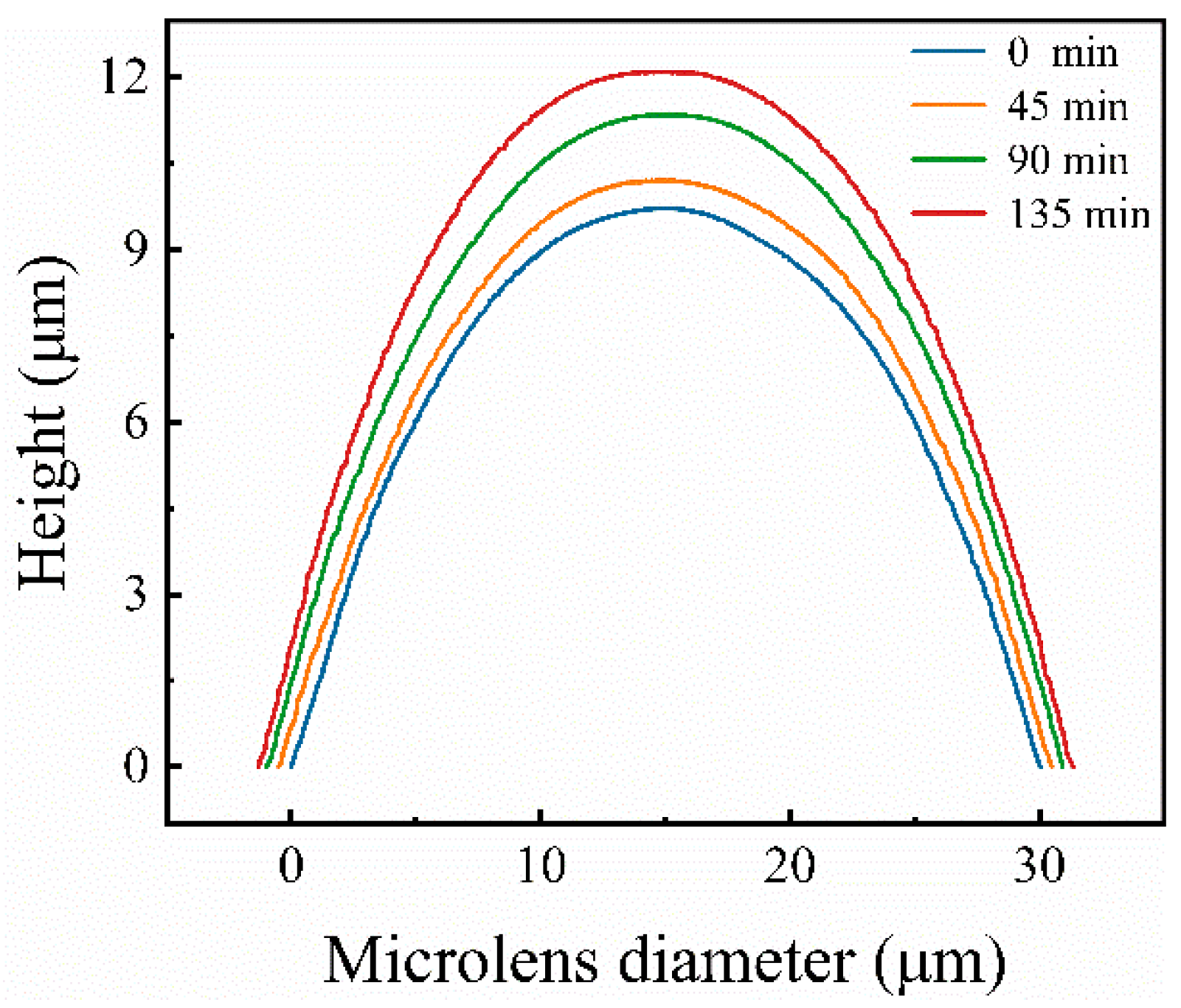
| Microlens Height (μm) | Diameter (μm) | Curvature Radius (μm) | Fill Factor | |
|---|---|---|---|---|
| R1 | 8.1 | 30.9 | 18.8 | 79.3% |
| R2 | 10.5 | 31.6 | 17.1 | 82.9% |
| R3 | 15.7 | 31.7 | 15.9 | 83.7% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yong, Y.; Chen, S.; Chen, H.; Ge, H.; Hao, Z. A Rapid Fabrication Method of Large-Area MLAs with Variable Curvature for Retroreflectors Based on Thermal Reflow. Micromachines 2024, 15, 816. https://doi.org/10.3390/mi15070816
Yong Y, Chen S, Chen H, Ge H, Hao Z. A Rapid Fabrication Method of Large-Area MLAs with Variable Curvature for Retroreflectors Based on Thermal Reflow. Micromachines. 2024; 15(7):816. https://doi.org/10.3390/mi15070816
Chicago/Turabian StyleYong, Yiqiu, Si Chen, Hao Chen, Haixiong Ge, and Zongbin Hao. 2024. "A Rapid Fabrication Method of Large-Area MLAs with Variable Curvature for Retroreflectors Based on Thermal Reflow" Micromachines 15, no. 7: 816. https://doi.org/10.3390/mi15070816
APA StyleYong, Y., Chen, S., Chen, H., Ge, H., & Hao, Z. (2024). A Rapid Fabrication Method of Large-Area MLAs with Variable Curvature for Retroreflectors Based on Thermal Reflow. Micromachines, 15(7), 816. https://doi.org/10.3390/mi15070816