

Prediction of Geometric Dimensions of Deposited Layer Produced Using Laser-Arc Hybrid Additive Manufacturing

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
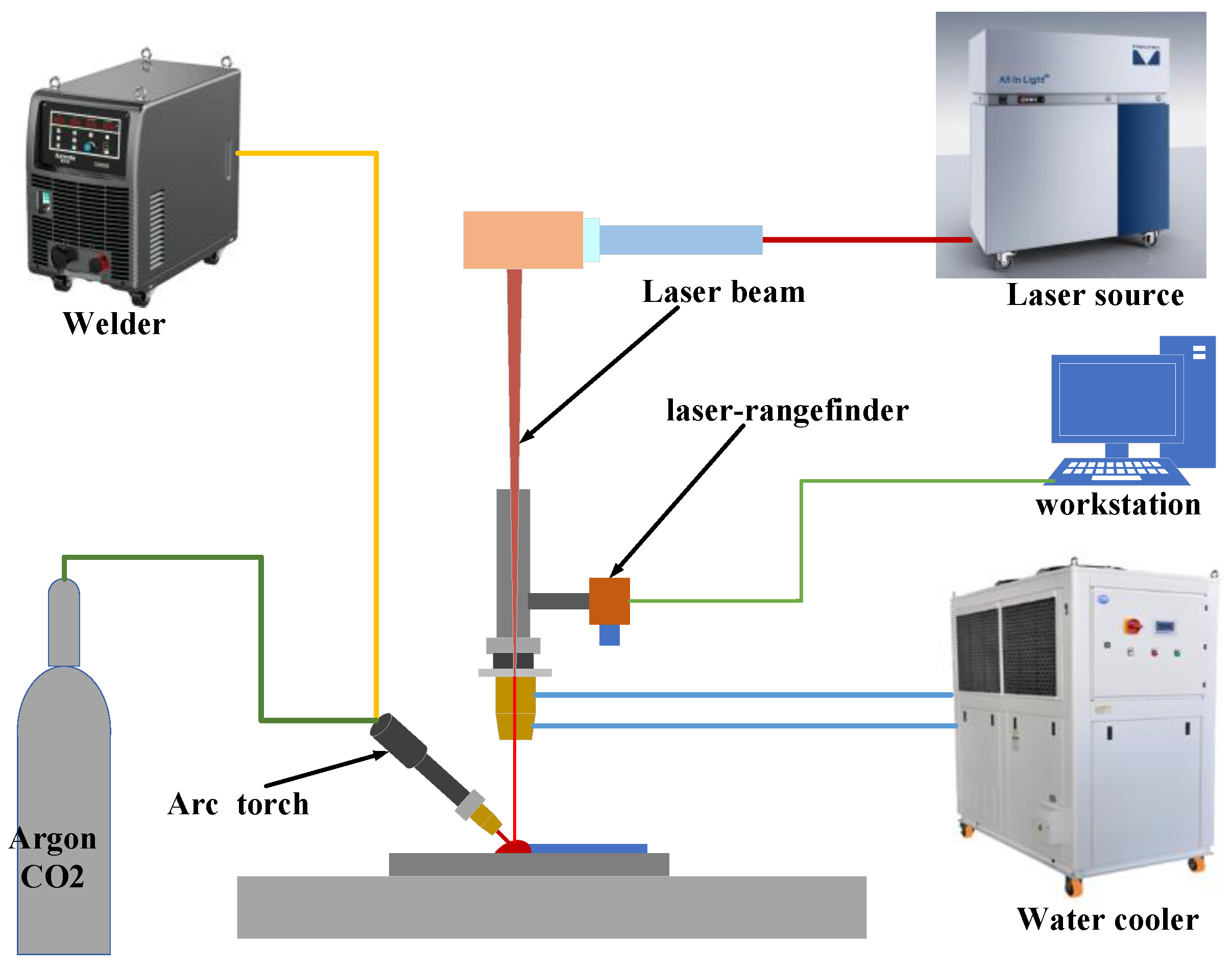
2.1. Materials and Setup
2.2. Design of Experiments
3. Exploration of Deposition Layer Forming Law
3.1. Exploration of Deposition Layer Width Forming Law
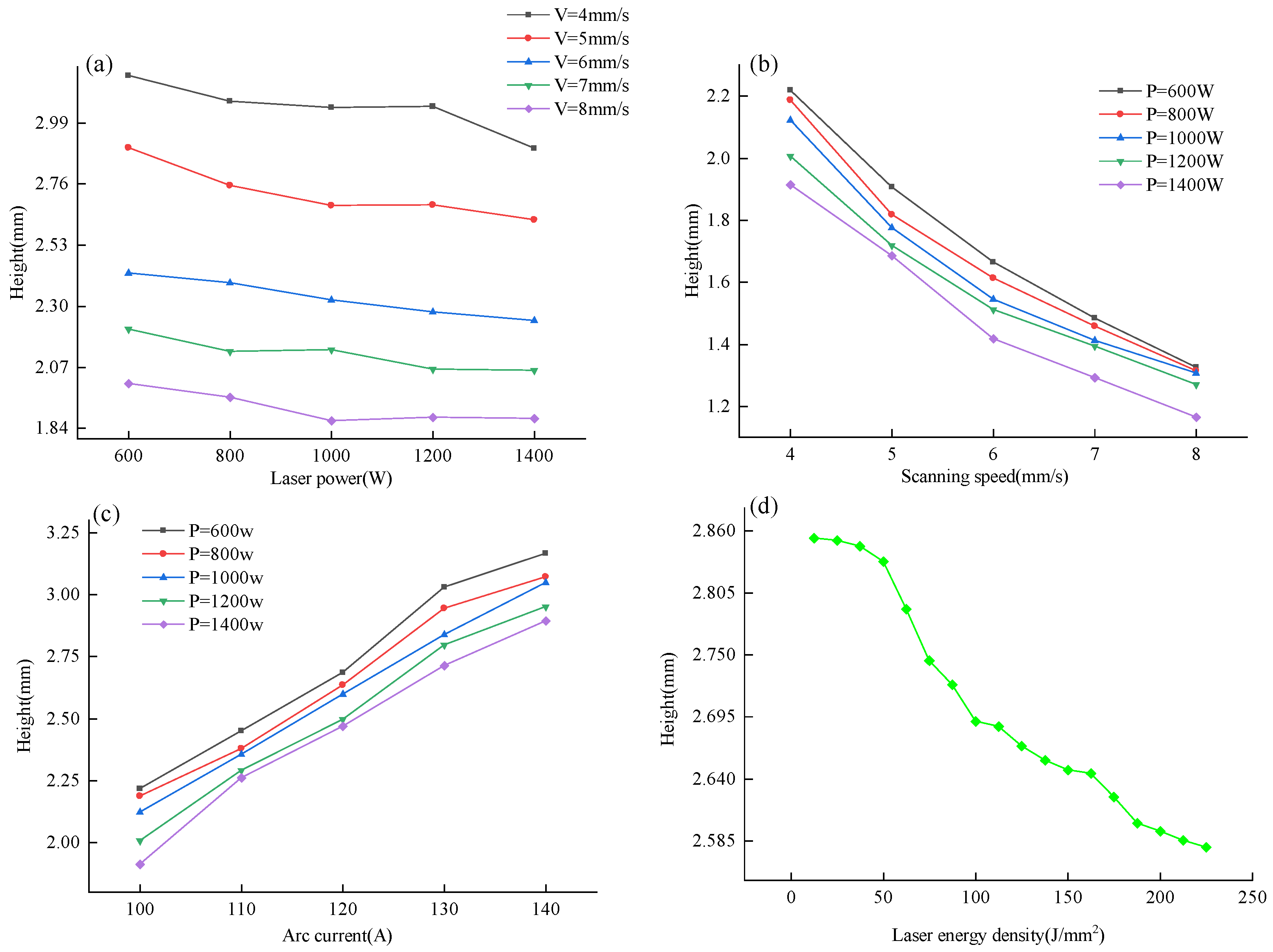
3.2. Exploration of Deposition Layer Height Forming Law
4. Predictive Model for the Geometric Dimensions of Deposited Layers
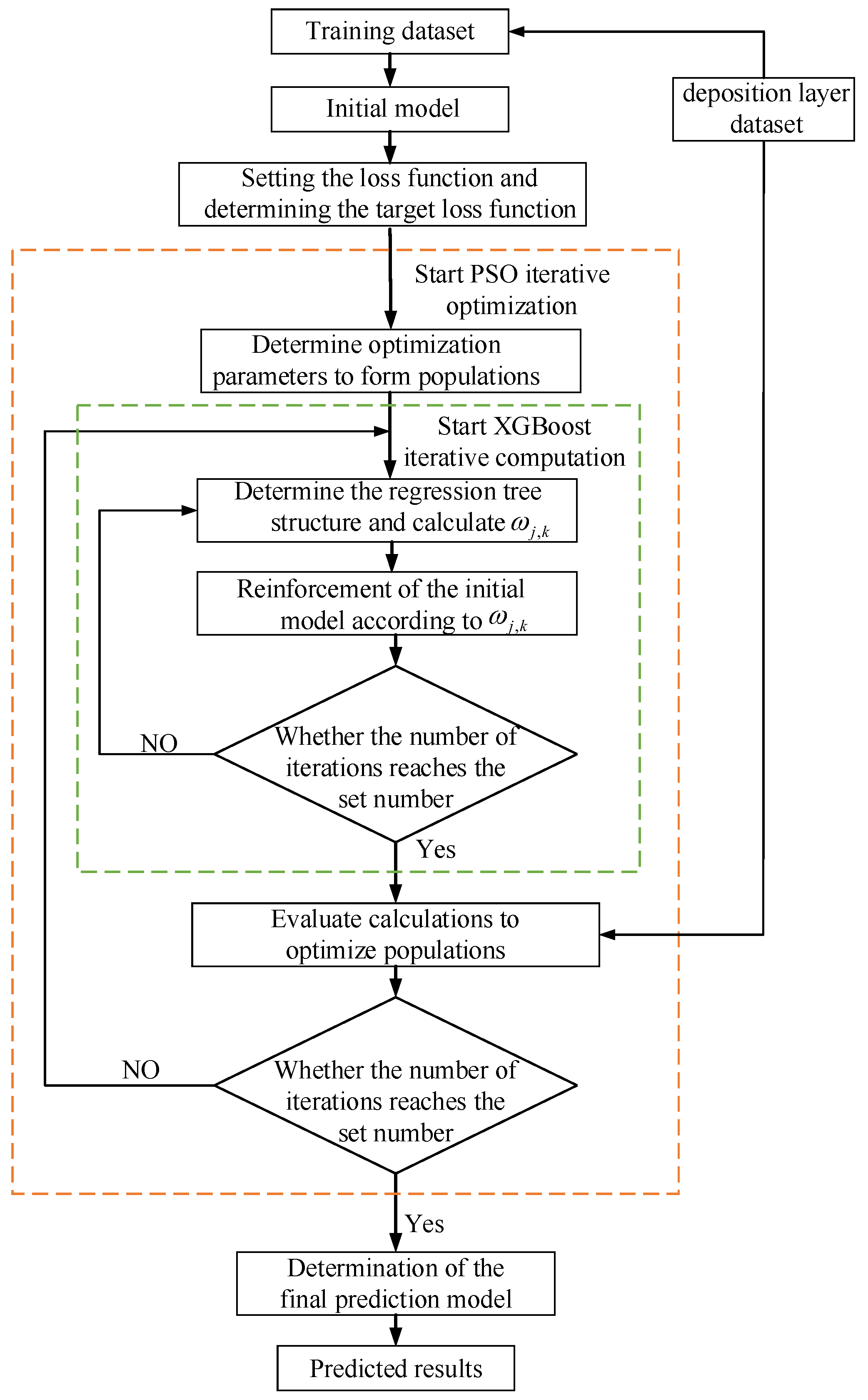
4.1. Construction of a PSO-XGBoost Predictive Model
4.2. Analysis of Predictive Outcomes
4.2.1. Prediction of Deposited Layers Width
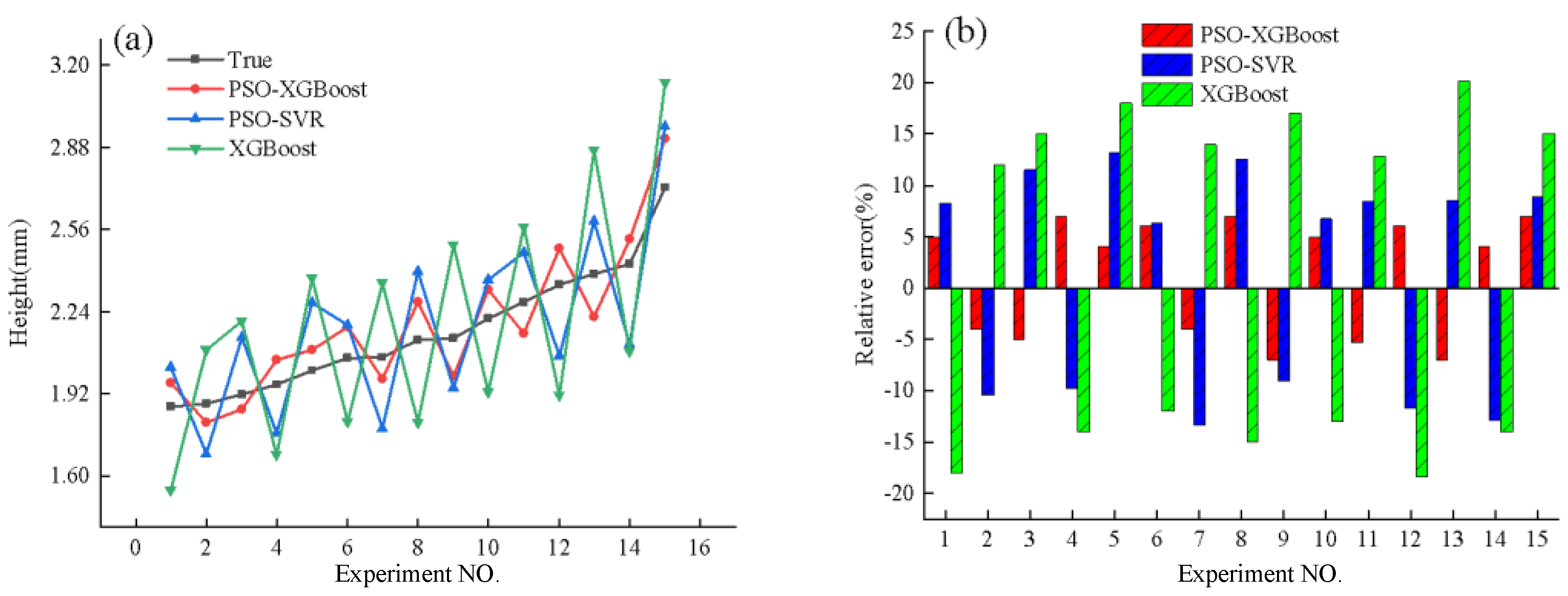
4.2.2. Prediction of Deposited Layers Height
5. Conclusions
- The width of the deposited layers increases with the rise of laser power and arc current and decreases as the scanning speed increases. The height of the deposited layers decreases with the increase in laser power and scanning speed and increases with the rise of arc current. Quantitative analysis using the Marquardt method reveals that the arc current has the most significant impact on the dimensions of the deposited layers, followed by the scanning speed, while the influence of laser power is the least.
- Based on the experimental results, the PSO-XGBoost model for predicting the dimensions of the deposited layers was constructed using laser power, scanning speed, and arc current as input variables and the width and height of the deposited layers as output variables. Additionally, the PSO-SVR model and the XGBoost model were used as comparative models. These models were trained using a training dataset and then tested for performance using a test dataset. A comparison of the predictive results from each model showed that the PSO-XGBoost model outperformed the others across all metrics, accurately forecasting the dimensions of the deposited layers. This approach provides effective guidance for enhancing the precision of the forming process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wu, X.; Meng, Y.; Ye, Y.; Jiang, Y.; Zhang, B.; Chen, H. Improved formation accuracy and mechanical properties of laser-arc hybrid additive manufactured aluminum alloy through beam oscillation. Opt. Laser Technol. 2024, 170, 110325. [Google Scholar] [CrossRef]
- Han, R.; Song, G.; Liu, X.; Zhang, Z.; Liu, L. The mathematical model for the prediction and optimization of weld bead geometry in all-position low-power pulsed laser-mag hybrid welding. Int. J. Adv. Manuf. Technol. 2023, 126, 5245–5258. [Google Scholar] [CrossRef]
- Liu, D.; Wu, D.; Wang, Y.; Chen, Z.; Ge, C.; Zhao, Q.; Niu, F.; Ma, G. Enhanced high-temperature mechanical properties of laser-arc hybrid additive manufacturing of al-zn-mg-cu alloy via microstructure control. J. Mater. Sci. Technol. 2024, 169, 220–234. [Google Scholar] [CrossRef]
- Wang, J.; Xu, J.; Lu, Y.; Xie, T.; Peng, J.; Chen, J.; Xu, Y. Prediction of deposition layer morphology dimensions based on pso-svr for laser–arc hybrid additive manufacturing. Coatings 2023, 13, 1066. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. Parametric study of melt pool geometry in hybrid plasma arc-laser melting process for additive manufacturing application. Weld. World 2023, 67, 923–934. [Google Scholar] [CrossRef]
- Wang, C.; Sun, Y.; Chen, G.; Chen, X.; Ding, J.; Suder, W.; Diao, C.; Williams, S. A simplified modelling approach for thermal behaviour analysis in hybrid plasma arc-laser additive manufacturing. Int. J. Heat Mass Transf. 2022, 195, 123157. [Google Scholar] [CrossRef]
- Kapil, A.; Suga, T.; Tanaka, M.; Sharma, A. Towards hybrid laser-arc based directed energy deposition: Understanding bead formation through mathematical modeling for additive manufacturing. J. Manuf. Process. 2022, 76, 457–474. [Google Scholar] [CrossRef]
- Liu, M.; Ma, G.; Liu, D.; Yu, J.; Niu, F.; Wu, D. Microstructure and mechanical properties of aluminum alloy prepared by laser-arc hybrid additive manufacturing. J. Laser Appl. 2020, 32, 022052. [Google Scholar] [CrossRef]
- Gong, M.; Zhang, S.; Lu, Y.; Wang, D.; Gao, M. Effects of laser power on texture evolution and mechanical properties of laser-arc hybrid additive manufacturing. Addit. Manuf. 2021, 46, 102201. [Google Scholar] [CrossRef]
- Kochar, P.; Sharma, A.; Suga, T.; Tanaka, M. Prediction and control of asymmetric bead shape in laser-arc hybrid fillet-lap joints in sheet metal welds. Lasers Manuf. Mater. Process. 2019, 6, 67–84. [Google Scholar] [CrossRef]
- Ye, G.; Gao, X.; Liu, Q.; Wu, J.; Zhang, Y.; Gao, P.P. Prediction of weld back width based on top vision sensing during laser-mig hybrid welding. J. Manuf. Process. 2022, 84, 1376–1388. [Google Scholar] [CrossRef]
- Lei, Z.; Shen, J.; Wang, Q.; Chen, Y. Real-time weld geometry prediction based on multi-information using neural network optimized by pca and ga during thin-plate laser welding. J. Manuf. Process. 2019, 43, 207–217. [Google Scholar] [CrossRef]
- Liu, S.; Liu, F.; Zhang, H.; Shi, Y. Analysis of droplet transfer mode and forming process of weld bead in co2 laser–mag hybrid welding process. Opt. Laser Technol. 2012, 44, 1019–1025. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Wang, D.; Yin, J.; Zeng, X. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of aa6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Shi, J.; Song, G.; Wang, H.; Liu, L. Study on weld formation and its mechanism in laser-tig hybrid welding with filler wire of a titanium alloy. J. Laser Appl. 2018, 30, 032004. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. Bead shape control in wire based plasma arc and laser hybrid additive manufacture of ti-6al-4v. J. Manuf. Process. 2021, 68, 1849–1859. [Google Scholar] [CrossRef]
- Bombe, D.; Kumar, R.; Nandi, S.K.; Agrawal, A. Semi-analytical formulation for single-track laser powder-bed fusion process to estimate melt-pool characteristics considering fluid-flow and marangoni effect. Int. J. Interact. Des. Manuf. 2023, 1–17. [Google Scholar] [CrossRef]
- Xie, M.; Li, F.; Zhou, S.; Lu, L.; Peng, F.; Zhang, L.; Zhang, Y.; Lu, Y. Effect of laser energy density on microstructure and properties cu–fe–p immiscible alloys fabricated by laser selective melting: Heterogeneous and high strength and magnetic. J. Mater. Res. Technol. 2023, 26, 2759–2769. [Google Scholar] [CrossRef]
- Ben Jabeur, S.; Stef, N.; Carmona, P. Bankruptcy prediction using the xgboost algorithm and variable importance feature engineering. Comput. Econ. 2023, 61, 715–741. [Google Scholar] [CrossRef]
- Budholiya, K.; Shrivastava, S.K.; Sharma, V. An optimized xgboost based diagnostic system for effective prediction of heart disease. J. King Saud Univ.-Comput. Inf. Sci. 2022, 34, 4514–4523. [Google Scholar] [CrossRef]
- Wang, J.; Xu, J.; Lu, Y.; Xie, T.; Peng, J.; Yang, F.; Ma, X. Prediction of molten pool temperature in laser solid forming based on pso-lstm. Front. Mater. 2023, 10, 1218222. [Google Scholar] [CrossRef]
- Ma, M.; Zhao, G.; He, B.; Li, Q.; Dong, H.; Wang, S.; Wang, Z. Xgboost-based method for flash flood risk assessment. J. Hydrol. 2021, 598, 126382. [Google Scholar] [CrossRef]
- Meng, Z.; Zhong, Y.; Mao, G.; Liang, Y. Pso-sono: A novel pso variant for single-objective numerical optimization. Inf. Sci. 2022, 586, 176–191. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | S | P | Cr | Ni | Cu | Nb | V |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt% | 0.08 | 1.50 | 0.89 | 0.012 | 0.013 | 0.02 | 0.03 | 0.11 | 0.02 | 0.003 |
| Process Parameters (Symbol, Unit) | Value |
|---|---|
| laser power (P, W) | 600, 800, 1000, 1200, 1400 |
| scan speed (v, mm/s) | 4, 5, 6, 7, 8 |
| welding current (I, A) | 100, 110, 120, 130, 140 |
| Argon gas flux (Q, L/min) | 8 |
| laser spot diameter (d, mm) | 2 |
| PSO-XGBoost | PSO-SVR | XGBoost | |
|---|---|---|---|
| R2 | 0.959 | 0.824 | 0.671 |
| MSE | 0.004 | 0.092 | 0.148 |
| MRE | 0.006 | 0.031 | 0.076 |
| PSO-XGBoost | SVR | Ridge Regression | |
|---|---|---|---|
| R2 | 0.973 | 0.875 | 0.812 |
| MSE | 0.002 | 0.008 | 0.011 |
| MRE | 0.013 | 0.022 | 0.041 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Wang, J.; Wu, Y.; Liu, X.; Peng, J.; Li, K.; He, K.; Xie, T. Prediction of Geometric Dimensions of Deposited Layer Produced Using Laser-Arc Hybrid Additive Manufacturing. Micromachines 2024, 15, 830. https://doi.org/10.3390/mi15070830
Xu J, Wang J, Wu Y, Liu X, Peng J, Li K, He K, Xie T. Prediction of Geometric Dimensions of Deposited Layer Produced Using Laser-Arc Hybrid Additive Manufacturing. Micromachines. 2024; 15(7):830. https://doi.org/10.3390/mi15070830
Chicago/Turabian StyleXu, Junfei, Junhua Wang, Yanming Wu, Xiaojun Liu, Jianjun Peng, Kun Li, Kui He, and Tancheng Xie. 2024. "Prediction of Geometric Dimensions of Deposited Layer Produced Using Laser-Arc Hybrid Additive Manufacturing" Micromachines 15, no. 7: 830. https://doi.org/10.3390/mi15070830
APA StyleXu, J., Wang, J., Wu, Y., Liu, X., Peng, J., Li, K., He, K., & Xie, T. (2024). Prediction of Geometric Dimensions of Deposited Layer Produced Using Laser-Arc Hybrid Additive Manufacturing. Micromachines, 15(7), 830. https://doi.org/10.3390/mi15070830